CN214517908U - Special broaching machine for caterpillar link with air-tight protection - Google Patents
Special broaching machine for caterpillar link with air-tight protection Download PDFInfo
- Publication number
- CN214517908U CN214517908U CN202023344179.2U CN202023344179U CN214517908U CN 214517908 U CN214517908 U CN 214517908U CN 202023344179 U CN202023344179 U CN 202023344179U CN 214517908 U CN214517908 U CN 214517908U
- Authority
- CN
- China
- Prior art keywords
- broaching
- workpiece
- positioning surface
- air
- air pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Jigs For Machine Tools (AREA)
Abstract
The utility model relates to a take airtight protection's special broaching machine of caterpillar link. The broaching machine special for the caterpillar link with the air-tight protection comprises a machine body, a workbench, a cutter fixing device, a broaching driving mechanism, a broaching tool, a clamp, an air pressure detection piece, a detection air source and a control system. The clamp has a workpiece positioning surface facing the tool holder for positioning a workpiece to be machined. The workpiece positioning surface is provided with an air tightness detection hole. The broach is installed on the cutter fixing device. The broaching driving mechanism is used for driving the cutter fixing device to descend. And a gas output port of the detection gas source is communicated with the gas tightness detection hole and is used for generating detection gas. The air pressure detection piece is used for detecting air pressure information in the air tightness detection hole in real time. The control system is respectively in communication connection with the air pressure detection piece and the broaching driving mechanism and is used for controlling the operation of the broaching driving mechanism according to air pressure information. Therefore, the special broaching machine for the caterpillar link with the airtight protection can improve the processing precision of broaching of the caterpillar link.
Description
Technical Field
The utility model relates to a vertical broaching machine technical field especially relates to a take special broaching machine of caterpillar link of airtight protection.
Background
The caterpillar track section belongs to an important part of the caterpillar track, and the caterpillar track formed by the caterpillar track section is widely applied to engineering machinery, military equipment and the like. In order to ensure the matching precision between the chain track links in the track, a broaching machine is required to be used for broaching a processing surface with higher matching precision requirement in the chain track link.
In the broaching machining process of the caterpillar link, in order to improve the machining efficiency of the caterpillar link, a workpiece to be machined is mostly placed on a clamp of a workbench by a robot for clamping and positioning, and then the broaching tool is used for broaching the workpiece to be machined. In the broaching process, a lot of machining scraps generated by machining inevitably fall onto the positioning surface of the clamp, so that the positioning precision and the machining precision of the machined workpiece are affected.
SUMMERY OF THE UTILITY MODEL
Therefore, it is necessary to provide a special broaching machine for a caterpillar link with air-tight protection, which can improve the processing precision of the caterpillar link, aiming at the problem of low processing precision in the traditional broaching processing process of the caterpillar link.
A special broaching machine with airtight protection for a caterpillar link comprises a machine body, a workbench, a cutter fixing device, a broaching driving mechanism, a broaching tool, a clamp, an air pressure detection piece, a detection air source and a control system;
the workbench, the cutter fixing device and the broaching driving mechanism are all arranged on the lathe bed; the workbench is positioned below the cutter fixing device; the workbench is provided with broaching hole sites;
the clamp is arranged at the broaching hole position; one side of the clamp facing the cutter fixing device is provided with a workpiece positioning surface for positioning a workpiece to be machined; an air tightness detection hole is formed in the workpiece positioning surface;
the broach is arranged on the cutter fixing device; the broaching driving mechanism is used for driving the cutter fixing device to descend so that the broaching tool passes through the broaching hole position to carry out broaching on the workpiece to be machined;
a gas output port of the detection gas source is communicated with the air tightness detection hole and is used for generating detection gas which is blown out to the workpiece positioning surface through the air tightness detection hole;
the air pressure detection piece is used for detecting air pressure information in the air tightness detection hole in real time;
and the control system is respectively in communication connection with the air pressure detection piece and the broaching driving mechanism and is used for controlling the operation of the broaching driving mechanism according to the air pressure information.
In some of these embodiments, a gas delivery tube is also included; two ends of the gas conveying pipe are respectively communicated with a gas output port of the detection gas source and an opening at one end of the gas tightness detection hole, which is far away from the workpiece positioning surface; the air pressure detection piece is arranged on the air delivery pipe and used for detecting air pressure information in the air delivery pipe.
In some of these embodiments, a protective enclosure is also included; the protective housing is arranged on the lathe bed, and the workbench, the clamp, the broach and the cutter fixing device are covered in the protective housing; the air pressure detection piece is arranged on the outer wall of the protective cover shell.
In some of the embodiments, the device further comprises an alarm device; the control system is in communication connection with the alarm device and is used for controlling the alarm device to send out warning information according to the air pressure information.
In some of these embodiments, the control system includes a controller and a switch button electrically connected to the controller; the controller is respectively in communication connection with the air pressure detection piece and the broaching driving mechanism; the switch button is used for receiving pressing operation and generating a pressing instruction; and the controller controls the broaching driving mechanism to operate according to the pressing operation.
In some embodiments, the fixture comprises a positioning seat with the workpiece positioning surface, a fixed positioning column and a swing pin; the fixed positioning column is fixedly arranged on the workpiece positioning surface and is used for penetrating through a connecting hole of the workpiece to be machined so as to position the workpiece to be machined on the workpiece positioning surface; the swinging pin is movably connected with the positioning seat.
In some embodiments, the fixture further includes a positioning column, and the positioning column is mounted on the workpiece positioning surface and used for avoiding the workpiece to be processed on the workpiece positioning surface.
In some embodiments, the device further comprises a pressing guide structure and a pressing driving mechanism; the pressing driving mechanism is in transmission connection with the pressing guide structure and is used for driving the pressing guide structure to descend or ascend, so that the pressing guide structure presses the workpiece to be machined on the workpiece positioning surface, or the pressing guide structure loosens the workpiece to be machined.
In some embodiments, the pressing guide structure comprises a pressing block and a cutter guide piece arranged on the pressing block;
the pressing driving mechanism is used for driving the pressing block to descend or ascend, so that the workpiece to be machined is pressed on the workpiece positioning surface by the pressing block, or the workpiece to be machined is loosened by the pressing guide structure;
the cutter guide has a guide groove extending in a longitudinal direction of the cutter; the broach is arranged in the guide groove in a sliding mode.
In some of these embodiments, a cooling chip removal system is also included; the cooling chip removal system comprises a cooler, a hydraulic pump arranged at a liquid outlet of the cooler, a main cooling pipe communicated with the liquid outlet of the cooler, a plurality of sub-cooling pipes communicated with the main cooling pipe, and cooling nozzles correspondingly communicated with the sub-cooling pipes; the plurality of cooling collision heads are respectively arranged towards the broaching tool and the workpiece positioning surface; or
The broaching driving mechanisms are two and are arranged at intervals along the horizontal direction; each broaching driving mechanism forms a transmission stress point on the cutter fixing device; the broaching hole position is located between the two transmission stress points.
When the special broaching machine for the caterpillar track link with the air-tightness protection is used, a workpiece to be machined is transferred to the workpiece positioning surface of the clamp through an automatic feeding device such as a robot, a detection air source blows detection air to the workpiece positioning surface through the air-tightness detection hole, and meanwhile, an air pressure detection piece detects air pressure information in the air-tightness detection hole; if the air pressure information shows that the air pressure in the air tightness detection hole is smaller than a preset threshold value, the fact that the workpiece to be machined is not attached to the workpiece positioning surface is indicated, the positioning accuracy of the workpiece to be machined is not high, and the control system controls the broaching driving mechanism to stop working; if the air pressure information shows that the air pressure in the air tightness detection hole is larger than the preset threshold value, the workpiece to be machined is completely attached to the workpiece positioning surface, the positioning precision on the clamp is high, and the control system controls the broaching driving mechanism to start at the moment, so that the broaching tool descends to perform broaching machining on the surface to be machined of the workpiece to be machined. Therefore, the air tightness detection piece and the detection air source can ensure the positioning precision of automatic feeding devices such as robots during feeding, and the processing precision of the special broaching machine for the caterpillar link with air tightness protection can be effectively improved.
Drawings
Fig. 1 is a schematic structural diagram of a workpiece to be processed, which is processed on a special broaching machine for a caterpillar link with airtight protection in the embodiment of the present invention;
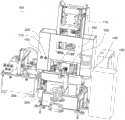
FIG. 2 is a schematic structural view of a special broaching machine for caterpillar links with airtight protection in the preferred embodiment of the present invention;
FIG. 3 is a front view of the special broaching machine for caterpillar links with airtight protection shown in FIG. 2;
FIG. 4 is a schematic structural view of the slide fastener track link special broaching machine with airtight protection shown in FIG. 2 after the protective cover is removed;
FIG. 5 is a schematic view showing the installation relationship between the work table and the clamp in the special broaching machine for caterpillar links with airtight protection shown in FIG. 2;
fig. 6 is a schematic structural view of a clamp in the caterpillar link special broaching machine with air-tight protection shown in fig. 2.
Description of reference numerals: 100. a special broaching machine for caterpillar track links with air-tight protection; 110. a bed body; 120. a work table; 121. Broaching hole sites; 130. a tool fixing device; 140. a broaching drive mechanism; 150. broaching; 160. a clamp; 161. a workpiece positioning surface; 1611. an air-tightness detection hole; 162. positioning seats; 163. fixing the positioning column; 164. A rocker pin; 165. a mistake proofing positioning pin; 170. an air pressure detecting member; 180. detecting a gas source; 190. a control system; 201. a gas delivery pipe; 202. a protective housing; 203. compressing the guide structure; 2031. a compression block; 2032. guiding a cutter; 20321. a guide groove; 204. cooling the chip removal system; 2041. a cooler; 2042. A hydraulic pump; 200. a workpiece to be processed; 210. processing the noodles; 220. connecting holes; 300. a robot.
Detailed Description
In order to facilitate understanding of the present invention, the present invention will be described more fully hereinafter with reference to the accompanying drawings. Preferred embodiments of the present invention are shown in the drawings. The invention may, however, be embodied in many different forms and should not be construed as limited to the embodiments set forth herein. Rather, these embodiments are provided so that this disclosure will be thorough and complete.
Unless defined otherwise, all technical and scientific terms used herein have the same meaning as commonly understood by one of ordinary skill in the art to which this invention belongs. The terminology used in the description of the invention herein is for the purpose of describing particular embodiments only and is not intended to be limiting of the invention. As used herein, the term "and/or" includes any and all combinations of one or more of the associated listed items.
When an element is referred to as being "on" another element, it can be directly on the other element or intervening elements may also be present, unless otherwise specified. It will also be understood that when an element is referred to as being "between" two elements, it can be the only one between the two elements, or one or more intervening elements may also be present.
Where the terms "comprising," "having," and "including" are used herein, another element may be added unless an explicit limitation is used, such as "only," "consisting of … …," etc. Unless mentioned to the contrary, terms in the singular may include the plural and are not to be construed as being one in number.
Furthermore, the drawings are not 1: 1, and the relative dimensions of the various elements in the figures are drawn for illustration only and not necessarily to true scale.
Fig. 1 shows a schematic structural view of a workpiece 200 to be machined. As described in the background art, since the precision requirement of the assembly of the track link is very high, the surface 210 to be machined, which has a relatively high precision requirement, on the track link needs to be broached by a broaching machine. And utilize the broaching machine to produce a lot of processing sweeps in the broaching to the link, these processing sweeps have the part to drop on the broaching machine be used for the location treat work piece 200 the work piece locating surface, if do not in time or effectively with work piece locating surface clean up when the material loading, then these processing sweeps or other impurity will influence the locating accuracy of treating processing work piece 200 through automatic feeding device material loading such as robot to the work piece locating surface on to the influence treat processing work piece 200 the machining accuracy when broaching. In order to improve the processing precision of broaching processing of the caterpillar link, the applicant provides a special broaching machine with airtight protection for the caterpillar link.
Fig. 4 to 4 are schematic structural views of the caterpillar link special broaching machine 100 with air-tight protection according to the present invention. For the purpose of illustration, the drawings show only the structures associated with embodiments of the invention.
Referring to fig. 1 to 3, in the preferred embodiment of the present invention, the track link special broaching machine with airtight protection 100 includes a machine body 110, a worktable 120, a tool fixing device 130, a broaching driving mechanism 140, a broaching tool 150, a fixture 160, an air pressure detecting element 170, a detecting air source 180 and a control system 190.
Referring to fig. 5, the worktable 120, the tool fixing device 130, and the broaching driving mechanism 140 are mounted on the bed 110. The table 120 is located below the tool fixture 130. The table 120 has broaching hole sites 121. The broaching hole site 121 refers to a working station where the broaching tool 150 contacts with the workpiece 200 to be machined and performs broaching in the broaching process.
Referring also to fig. 6, the clamp 160 is mounted at the broaching hole site 121. The side of the clamp 160 facing the tool holder 130 has a workpiece positioning surface 161 for positioning the workpiece 200 to be machined. The workpiece positioning surface 161 is provided with an air-tightness detection hole 1611. In actual use, the workpiece positioning surface 161 is located on the upper surface of the fixture 160. It is understood that in other embodiments, the workpiece positioning surface 161 may be positioned on other surfaces of the fixture 160.
The broaching tool 150 is mounted on the tool holder 130. The broaching driving mechanism 140 is used for driving the tool fixing device 130 to descend so that the broaching tool 150 passes through the broaching hole site 121 to perform broaching on the workpiece 200 to be machined. The broaching driving mechanism 140 may be a hydraulic cylinder, an electric cylinder, a servo motor, etc.
Referring again to fig. 1 and 2, the gas output port of the detection gas source 180 is in communication with the gas tightness detection hole 1611 and is used for generating the detection gas that is blown out to the workpiece positioning surface 161 through the gas tightness detection hole 1611. That is, the detection gas generated by the detection gas source 180 can be blown onto the workpiece positioning surface 161 through the gas tightness detection hole 1611.
The air pressure detecting member 170 is used to detect the air pressure information in the air tightness detecting hole 1611 in real time. The pressure information is pressure information of the detection gas in the gas tightness detection hole 1611. In the actual machining process, the air pressure detecting member 170 determines whether or not the workpiece 200 to be machined positioned on the jig 160 is completely attached to the workpiece positioning surface 161 by detecting air pressure information in the air-tightness detecting hole 1611.
The control system 190 is in communication connection with the air pressure detecting member 170 and the broaching driving mechanism 140, respectively, and is configured to control the operation of the broaching driving mechanism 140 according to the air pressure information. Specifically, the control system 190 controls the opening and closing of the broaching drive mechanism 140 according to the air pressure information detected by the air pressure detecting element 170, so as to control whether the broaching machine 100 for the caterpillar link with the air-tight protection performs broaching.
Referring to fig. 1 to 3 and 6 again, specifically, when the robot 300 and other automatic feeding devices are used to place the workpiece 200 to be processed on the workpiece positioning surface 161 for positioning, if the air pressure information shows that the air pressure in the air-tightness detection hole 1611 is smaller than the preset threshold, it indicates that there are residual processing scraps or other impurities on the workpiece positioning surface 161, so that the workpiece 200 to be processed cannot be completely attached to the workpiece positioning surface 161, and at this time, the positioning accuracy of the workpiece 200 to be processed on the workpiece positioning surface 161 is not high; if the air pressure information shows that the air pressure in the air tightness detection hole 1611 is greater than the preset threshold, it indicates that the workpiece positioning surface 161 is relatively clean, so that the workpiece 200 to be processed is completely attached to the workpiece positioning surface 161, and at this time, the positioning accuracy of the workpiece 200 to be processed on the workpiece positioning surface 161 is relatively high.
For the sake of understanding, the following is a brief description of the operation of the track link special broaching machine 100 with airtight protection:
(1) the robot 300 and other automatic feeding devices automatically transfer the workpiece 200 to be processed to the clamp 160, and place the workpiece on the workpiece positioning surface 161 for positioning;
(2) starting the detection gas source 180, and enabling the detection gas generated by the detection gas source 180 to be conveyed into the air tightness detection hole 1611, wherein the detection gas in the air tightness detection hole 1611 is blown to the workpiece 200 to be processed on the workpiece positioning surface 161;
(3) the air pressure detecting member 170 detects air pressure information in the air tightness detecting hole 1611 in real time;
(4) the control system 190 determines whether the processing workpiece loaded on the fixture 160 is accurately positioned on the workpiece positioning surface 161 according to the air pressure information;
if the air pressure information indicates that the workpiece 200 to be machined is not attached to the workpiece positioning surface 161, it indicates that the positioning accuracy of the workpiece 200 to be machined on the workpiece positioning surface 161 is not high, and at this time, the control system 190 controls the broaching driving mechanism 140 to stop working;
if the air pressure information indicates that the workpiece 200 to be machined is completely attached to the workpiece positioning surface 161, it indicates that the workpiece 200 to be machined has higher precision on the workpiece positioning surface 161, and at this time, the control system 190 immediately controls the broaching driving mechanism 140 to start up, so as to drive the tool fixing device 130 to drive the broaching tool 150 to move downward, thereby implementing broaching machining of the workpiece 200 to be machined on the workpiece positioning surface 161.
Therefore, in the special broaching machine 100 for a caterpillar link with airtight protection, after the air pressure detecting part 170 detects that the workpiece 200 to be machined is completely attached to the workpiece positioning surface 161, and it is ensured that the workpiece 200 to be machined has higher positioning accuracy on the workpiece positioning surface 161, the broaching driving mechanism 140 drives the tool fixing device 130 to drive the broaching tool 150 to move downwards so as to perform broaching machining on the workpiece 200 to be machined, so that the special broaching machine 100 for a caterpillar link with airtight protection has higher machining accuracy.
In some embodiments, the track link special broaching machine with airtight protection 100 further comprises a gas conveying pipe (not shown). Two ends of the gas delivery pipe are respectively communicated with a gas output port of the detection gas source 180 and an opening of one end of the gas tightness detection hole 1611, which is far away from the workpiece positioning surface 161. The air pressure detecting member 170 is installed on the air delivery pipe and serves to detect air pressure information in the air delivery pipe.
The length of the gas delivery tube can be selected according to the field requirements. From this, the setting of gas delivery pipe for the selection of the mounted position of detecting air supply 180 and atmospheric pressure detection piece 170 is more free, and then makes the installation of detecting air supply 180 and atmospheric pressure detection piece 170 more convenient.
Referring again to fig. 1 and 2, further, in some embodiments, the track link special broaching machine with airtight protection 100 further includes a protective housing 202. The protective cover 202 is mounted on the bed 110, and covers the table 120, the clamp 160, the broaching tool 150, and the tool fixing device 130 in the protective cover 202. The arrangement of the protective cover housing 202 can avoid the situation that processing scraps and the like generated in the processing process are splashed out to hurt field personnel, or parts such as the workpiece 200 to be processed, the broach 150 and the like are loosened to fall out to hurt the field personnel and the like due to some reasons in the processing process, so that the protective cover housing 202 has a protective effect and can improve the use safety of the special broaching machine 100 for the caterpillar link with air-tight protection.
The air pressure detecting piece 170 is installed on the outer wall of the protective housing 202, so that an operator can conveniently check the air pressure condition in the air-tight detecting hole 1611 at any time, and the use convenience of the caterpillar track link broaching machine with the air-tight protection is improved.
In some embodiments, the track link dedicated broaching machine with airtight protection 100 further comprises an alarm device (not shown). Wherein, the alarm device can be a voice alarm, a light alarm, an audible and visual alarm, etc. The control system 190 is in communication connection with the alarm device and is configured to control the alarm device to send out warning information according to the air pressure information.
In the using process, when the air pressure information shows that the workpiece 200 to be processed is not completely attached to the workpiece positioning surface 161, the control system 190 immediately controls the alarm device to send out warning information to remind an operator that the positioning accuracy of the workpiece 200 to be processed on the workpiece positioning surface 161 cannot meet the requirement, so that the operator can clean the workpiece positioning surface 161 in time, and then re-load the workpiece 200 to be processed, thereby avoiding the problem of overlong downtime due to poor positioning of the workpiece 200 to be processed on the workpiece positioning surface 161, and being beneficial to improving the processing efficiency.
The warning information can be alarm music, suddenly flashing light, suddenly shining light and the like, and the form of shining light while playing warning sound can also exist as long as the information can play a prompting role.
Further, in some embodiments, the control system 190 includes a controller (not shown) and a switch button (not shown) electrically connected to the controller. The controller is in communication with the air pressure detector 170 and the broaching drive mechanism 140, respectively. The switch button is used for receiving the pressing operation and generating a pressing instruction. The controller controls the operation of the broaching drive mechanism 140 in accordance with the pressing operation.
In the using process, if the air pressure information shows that the workpiece 200 to be machined is not completely attached to the workpiece positioning surface 161, the operator immediately presses the switch button to stop the broaching driving mechanism 140 under the control of the controller.
Specifically, the controller is in communication connection with the alarm device and is used for controlling the alarm device to send out warning information according to the air pressure information. When the air pressure information indicates that the workpiece 200 to be machined is not completely attached to the workpiece positioning surface 161, the controller immediately controls the alarm device to send out warning information, and at the moment, the operator immediately presses the switch button to stop the broaching driving mechanism 140. Therefore, the arrangement of the switch button enables the use of the special broaching machine 100 for the caterpillar link with the air-tight protection to be more convenient.
Referring also to fig. 5, in some embodiments, the fixture 160 includes a positioning seat 162 having a workpiece positioning surface 161, a fixed positioning post 163, and a rocking pin 164. The fixed positioning post 163 is fixedly disposed on the workpiece positioning surface 161, and is configured to penetrate through the connection hole 220 of the workpiece 200 to be processed, so as to position the workpiece 200 to be processed on the workpiece positioning surface 161. The swinging pin 164 is movably connected with the positioning seat 162.
When the robot 300 or other automatic feeding device places the workpiece 200 to be processed on the workpiece positioning surface 161, the workpiece positioning surface 161 can position the workpiece 200 to be processed in the height direction; the fixed positioning column 163 penetrates through the connecting hole 220 of the workpiece 200 to be processed so as to position the workpiece 200 to be processed in the workpiece positioning surface 161; the swing pin 164 is adjusted in a self-adaptive manner in the process that the robot 300 or other automatic feeding device places the workpiece 200 to be processed on the workpiece positioning surface 161, so as to solve the problem of inaccurate feeding of the robot 300 or other automatic feeding device.
In some embodiments, clamp 160 further includes error locator posts 165. The error-proof positioning column 165 is installed on the workpiece positioning surface 161, and is used for avoiding the workpiece 200 to be processed on the workpiece positioning surface 161.
In the process of feeding the workpiece to be machined 200, if the error-proof positioning column 165 completely avoids the workpiece to be machined 200 after the workpiece to be machined 200 is placed on the workpiece positioning surface 161 by an automatic feeding device such as the robot 300, the placing direction of the workpiece to be machined 200 on the workpiece positioning surface 161 is correct; if the position interference is formed between the error-proof positioning column 165 and the workpiece 200 to be processed after the workpiece 200 to be processed is placed on the workpiece positioning surface 161 by the automatic feeding device such as the robot 300, the placing direction of the workpiece 200 to be processed is incorrect. Therefore, due to the arrangement of the error-proof positioning column 165, the feeding accuracy of automatic feeding devices such as the robot 300 is further improved.
Referring to fig. 3 again, in some embodiments, the special broaching machine 100 for caterpillar links with airtight protection further includes a pressing guide structure 203 and a pressing driving mechanism (not shown). The pressing driving mechanism is in transmission connection with the pressing guide structure 203 and is used for driving the pressing guide structure 203 to descend or ascend, so that the pressing guide structure 203 presses the workpiece 200 to be processed on the workpiece positioning surface 161, or the pressing guide structure 203 releases the workpiece 200 to be processed.
In the actual use process, the pressing guide structure 203 is driven to move downwards by the pressing driving mechanism so as to press the workpiece 200 to be machined on the workpiece positioning surface 161, so that the workpiece 200 to be machined is prevented from loosening in the broaching machining process, and the machining precision is further ensured; after the machining is completed and the broaching tool 150 is driven by the broaching driving mechanism 140 to return upwards, the pressing driving mechanism can drive the pressing guide structure 203 to move upwards so as to loosen the workpiece 200 to be machined, thereby facilitating the blanking of the workpiece 200 to be machined after the machining.
Specifically, the control system 190 is in communication connection with the pressing driving mechanism and is configured to control the pressing driving mechanism to operate according to a preset requirement, so as to realize automatic control of the pressing guiding structure 203.
Further, in some embodiments, the compression guide structure 203 includes a compression block 2031 and a tool guide 2032 disposed on the compression block 2031. Specifically, the cutter guide 2032 is located on the side of the compression block 2031 facing the clamp 160. The pressing driving mechanism is used for driving the pressing block 2031 to descend or ascend, so that the pressing block 2031 presses the workpiece 200 to be machined on the workpiece positioning surface 161, or the pressing guide structure 203 releases the workpiece 200 to be machined. The cutter guide 2032 has a guide groove 20321 extending in the longitudinal direction of the cutter. The broach 150 is slidably disposed in the guide groove 20321.
When the pressing block 2031 presses the workpiece to be machined 200 against the workpiece positioning surface 161 and the broaching tool 150 is moved downward by the broaching drive mechanism 140 to broach the workpiece to be machined 200, the broaching tool 150 slides in the guide groove 20321. Therefore, the tool guide 2032 can ensure the strength of the broach 150 during the broaching process, reduce the probability of damage such as fracture and bending of the broach 150 during the broaching process, and prolong the service life of the broach 150.
Referring again to fig. 1 and 2, in some embodiments, the track link special broaching machine with airtight protection 100 further comprises a cooling chip removal system 204. The cooling chip removal system 204 includes a cooler 2041, a hydraulic pump 2042 installed at a liquid outlet of the cooler 2041, a main cooling pipe (not shown) communicated with the liquid outlet of the cooler 2041, a plurality of sub-cooling pipes (not shown) communicated with the main cooling pipe, and a cooling spray head (not shown) correspondingly communicated with each sub-cooling pipe. The plurality of cooling nozzles are provided toward the broaching tool 150 and the workpiece positioning surface 161, respectively.
When the special broaching machine 100 for the caterpillar link with the airtight protection is used, high-pressure cooling liquid is respectively sprayed to the workpiece 200 to be machined, the broaching tool 150 and the workpiece positioning surface 161 through the plurality of spray heads, so that heat generated during broaching machining of the broaching tool 150 with the caterpillar link and the workpiece 200 to be machined is improved, the machining precision is improved, meanwhile, high-pressure washing can be performed on the workpiece positioning surface 161, impurities such as machining scraps on the workpiece positioning surface 161 are washed away, and the cleanliness of the workpiece positioning surface 161 can be guaranteed.
In some embodiments, there are two broaching drive mechanisms 140, and the two broaching drive mechanisms 140 are spaced apart in the horizontal direction. Each broaching drive mechanism 140 defines a point-of-transmission broaching aperture location 121 in the tool holder 130 between two points of transmission.
When the two broaching driving mechanisms 140 jointly drive the cutter fixing device 130 to descend, the broaching tool 150 performs broaching on the workpiece 200 to be machined at the broaching hole position 121, at the moment, two transmission stress points are arranged on the cutter fixing device 130, and the broaching point on the workpiece 200 to be machined is positioned between the two transmission stress points, so that the force arm between the transmission stress point and the broaching point is very small and even can be ignored, the overturning moment of the cutter fixing device 130 is very small, and the machining precision of the special broaching machine 100 for the caterpillar link with the airtight protection is further improved.
The technical features of the embodiments described above may be arbitrarily combined, and for the sake of brevity, all possible combinations of the technical features in the embodiments described above are not described, but should be considered as being within the scope of the present specification as long as there is no contradiction between the combinations of the technical features.
The above-mentioned embodiments only represent some embodiments of the present invention, and the description thereof is specific and detailed, but not to be construed as limiting the scope of the present invention. It should be noted that, for those skilled in the art, without departing from the spirit of the present invention, several variations and modifications can be made, which are within the scope of the present invention. Therefore, the protection scope of the present invention should be subject to the appended claims.
Claims (10)
1. A special broaching machine with airtight protection for a caterpillar link is characterized by comprising a machine body, a workbench, a cutter fixing device, a broaching driving mechanism, a broaching tool, a clamp, an air pressure detection piece, a detection air source and a control system;
the workbench, the cutter fixing device and the broaching driving mechanism are all arranged on the lathe bed; the workbench is positioned below the cutter fixing device; the workbench is provided with broaching hole sites;
the clamp is arranged at the broaching hole position; one side of the clamp facing the cutter fixing device is provided with a workpiece positioning surface for positioning a workpiece to be machined; an air tightness detection hole is formed in the workpiece positioning surface;
the broach is arranged on the cutter fixing device; the broaching driving mechanism is used for driving the cutter fixing device to descend so that the broaching tool passes through the broaching hole position to carry out broaching on the workpiece to be machined;
a gas output port of the detection gas source is communicated with the air tightness detection hole and is used for generating detection gas which is blown out to the workpiece positioning surface through the air tightness detection hole;
the air pressure detection piece is used for detecting air pressure information in the air tightness detection hole in real time;
and the control system is respectively in communication connection with the air pressure detection piece and the broaching driving mechanism and is used for controlling the operation of the broaching driving mechanism according to the air pressure information.
2. The special broaching machine for the caterpillar link with the air-tight protection function according to claim 1, further comprising a gas delivery pipe; two ends of the gas conveying pipe are respectively communicated with a gas output port of the detection gas source and an opening at one end of the gas tightness detection hole, which is far away from the workpiece positioning surface; the air pressure detection piece is arranged on the air delivery pipe and used for detecting air pressure information in the air delivery pipe.
3. The special broaching machine for caterpillar links with airtight protection according to claim 2, further comprising a protective housing; the protective housing is arranged on the lathe bed, and the workbench, the clamp, the broach and the cutter fixing device are covered in the protective housing; the air pressure detection piece is arranged on the outer wall of the protective cover shell.
4. The special broaching machine for the caterpillar link with the airtight protection according to claim 1, further comprising an alarm device; the control system is in communication connection with the alarm device and is used for controlling the alarm device to send out warning information according to the air pressure information.
5. The special broaching machine for the caterpillar link with the airtight protection according to claim 4, wherein the control system comprises a controller and a switch button electrically connected with the controller; the controller is respectively in communication connection with the air pressure detection piece and the broaching driving mechanism; the switch button is used for receiving pressing operation and generating a pressing instruction; and the controller controls the broaching driving mechanism to operate according to the pressing operation.
6. The special broaching machine for the caterpillar link with the airtight protection as claimed in claim 1, wherein the clamp comprises a positioning seat having the workpiece positioning surface, a fixed positioning column and a swinging pin; the fixed positioning column is fixedly arranged on the workpiece positioning surface and is used for penetrating through a connecting hole of the workpiece to be machined so as to position the workpiece to be machined on the workpiece positioning surface; the swinging pin is movably connected with the positioning seat.
7. The special broaching machine for caterpillar link with airtight protection of claim 6, wherein the fixture further comprises a positioning column for error prevention, the positioning column for error prevention is mounted on the workpiece positioning surface for avoiding the workpiece to be machined on the workpiece positioning surface.
8. The special broaching machine for the caterpillar link with the air tightness protection function according to claim 1, further comprising a pressing guide structure and a pressing driving mechanism; the pressing driving mechanism is in transmission connection with the pressing guide structure and is used for driving the pressing guide structure to descend or ascend, so that the pressing guide structure presses the workpiece to be machined on the workpiece positioning surface, or the pressing guide structure loosens the workpiece to be machined.
9. The special broaching machine for the caterpillar link with the air tightness protection function according to claim 8, wherein the pressing guide structure comprises a pressing block and a cutter guide piece arranged on the pressing block;
the pressing driving mechanism is used for driving the pressing block to descend or ascend, so that the workpiece to be machined is pressed on the workpiece positioning surface by the pressing block, or the workpiece to be machined is loosened by the pressing guide structure;
the cutter guide has a guide groove extending in a longitudinal direction of the cutter; the broach is arranged in the guide groove in a sliding mode.
10. The special broaching machine for the caterpillar link with the air tightness protection according to claim 1, further comprising a cooling chip removal system; the cooling chip removal system comprises a cooler, a hydraulic pump arranged at a liquid outlet of the cooler, a main cooling pipe communicated with the liquid outlet of the cooler, a plurality of sub-cooling pipes communicated with the main cooling pipe, and cooling nozzles correspondingly communicated with the sub-cooling pipes; the plurality of cooling collision heads are respectively arranged towards the broaching tool and the workpiece positioning surface; or
The broaching driving mechanisms are two and are arranged at intervals along the horizontal direction; each broaching driving mechanism forms a transmission stress point on the cutter fixing device; the broaching hole position is located between the two transmission stress points.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202023344179.2U CN214517908U (en) | 2020-12-31 | 2020-12-31 | Special broaching machine for caterpillar link with air-tight protection |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202023344179.2U CN214517908U (en) | 2020-12-31 | 2020-12-31 | Special broaching machine for caterpillar link with air-tight protection |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN214517908U true CN214517908U (en) | 2021-10-29 |
Family
ID=78299775
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202023344179.2U Active CN214517908U (en) | 2020-12-31 | 2020-12-31 | Special broaching machine for caterpillar link with air-tight protection |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN214517908U (en) |
-
2020
- 2020-12-31 CN CN202023344179.2U patent/CN214517908U/en active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH0313950B2 (en) | ||
| KR102305276B1 (en) | automatic manufacturing apparatus for pipe having branch | |
| CN109795127B (en) | Robot automatic impact welding quick-change equipment and machining method | |
| CN209902473U (en) | Laser welding device | |
| CN214517908U (en) | Special broaching machine for caterpillar link with air-tight protection | |
| CN112719882A (en) | Automatic change pressure equipment calathiform stopper equipment | |
| CN111515414A (en) | Machine vision auxiliary unmanned numerical control turning machine tool | |
| CN108672828A (en) | A kind of casting flexibility deburring production line | |
| CN211163161U (en) | Automatic processing production line | |
| KR100633559B1 (en) | Panel drilling device for a aircraft fuselage | |
| CN111152060B (en) | Numerical control full-automatic machining center for precise hardware | |
| CN209851094U (en) | Automatic guillootine of high accuracy | |
| CN215846553U (en) | Welding equipment | |
| CN215034387U (en) | Flame and plasma cutting equipment | |
| CN113400071B (en) | Positioning combined lifting feeder | |
| CN113134564A (en) | Full-automatic handrail spin riveting equipment | |
| CN215616756U (en) | Positioning combined lifting feeder | |
| CN211101195U (en) | Positioning type stamping device for machining automobile parts | |
| CN218946575U (en) | Four-axis manipulator welding machine | |
| CN220427145U (en) | Laser welding head, welding tool and welding production line | |
| CN114833611B (en) | Fixture capable of identifying workpiece model and numerical control machine tool | |
| CN213826583U (en) | A trimmer for metal casting | |
| CN217964398U (en) | Stamping die | |
| CN212917496U (en) | Crimping and riveting device | |
| CN220311710U (en) | Multifunctional automatic die-casting production unit |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |