CN214489344U - 轿车翼子板舌片焊接送料和定位装置 - Google Patents
轿车翼子板舌片焊接送料和定位装置 Download PDFInfo
- Publication number
- CN214489344U CN214489344U CN202120284237.2U CN202120284237U CN214489344U CN 214489344 U CN214489344 U CN 214489344U CN 202120284237 U CN202120284237 U CN 202120284237U CN 214489344 U CN214489344 U CN 214489344U
- Authority
- CN
- China
- Prior art keywords
- tongue piece
- bin
- clamping
- welding
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Resistance Welding (AREA)
Abstract
为解决现有技术轿车翼子板舌片焊接技术存在的二次焊接、定位不准确和易产生缺陷等问题,本实用新型提出一种轿车翼子板舌片焊接送料和定位装置,包括,机架、送料机构、定位机构和控制系统;所述机架包括底座和工作台;所述送料机构包括S形支架Ⅰ、送料组件、固定框、S形支架Ⅱ、剥料气缸和剥料卡;所述定位机构包括导轨、滑板、连接板、滑动气缸和夹持组件;所述控制系统控制送料机构和夹持定位机构中各个零部件或组件协同运行。本实用新型轿车翼子板舌片焊接送料和定位装置的有益技术效果是在机器人焊接工位设置舌片送料和定位装置,使得舌片的送料、定位和焊接在同一工位进行,避免了缺陷的产生。
Description
技术领域
本实用新型涉及到轿车翼子板舌片焊接技术,特别涉及到一种轿车翼子板舌片焊接送料和定位装置。
背景技术
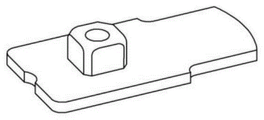
轿车翼子板舌片焊接是指将舌片焊接在车身左、右侧围的前门中部设定位置的操作过程。所述舌片是长、宽分别约为20mm和40mm,厚约为2mm的金属片,在舌片长度方向约三分之一段的两边分别截去了约2mm,使得舌片整体成为一头大、一头小的矩形片状。在舌片大头一侧固定有厚约为5mm的M4的螺帽。舌片焊接时,将舌片小头一侧放置在车身设定位置,使舌片垂直于车身表面,将舌片小头边缘(即根角部)与车身焊接在一起,由此,形成固定和调整翼子板的支撑。
现有技术轿车翼子板舌片焊接,采用二道工序进行焊接。在舌片定位工位,由人工将舌片放置在设定位置,再用夹具将其定位(即将舌片垂直于车身表面放置),通过人工点焊使舌片初步固定在设定位置(即定位焊接);然后,通过滚床、升降机传输将车身传送到机器人增焊工位,由机器人利用MIG焊机对舌片根角部进行焊接(即角焊)。所述MIG焊接(中文:熔化极惰性气体保护焊,英文:melt inert-gas welding)是指使用熔化电极,以外加气体作为电弧介质,并保护金属熔滴、焊接熔池和焊接区高温金属的电弧焊方法。机器人进行角焊的容错偏差只有约为1mm,车身送到机器人增焊工位后,如果舌片的实际位置超过了容错偏差,则可能出现焊缝偏移等缺陷。严重的,还会出现焊穿钣金面、焊在舌片根部外侧或焊丝将舌片碰掉等缺陷。而现有技术轿车翼子板舌片焊接方法采用人工定位焊接和机器人角焊的二次焊接,并且,在二个工位分别进行,舌片定位焊接时的位置不准、车身的尺寸变化和车身移送位置偏移等,都会造成舌片位置超过容错偏差,使得焊接产生缺陷。
显然,现有技术轿车翼子板舌片焊接技术存在着二次焊接、定位不准确和易产生缺陷等问题。
发明内容
为解决现有技术轿车翼子板舌片焊接技术存在的二次焊接、定位不准确和易产生缺陷等问题,本实用新型提出一种轿车翼子板舌片焊接送料和定位装置。
本实用新型轿车翼子板舌片焊接送料和定位装置,包括,机架、送料机构、定位机构和控制系统;所述机架包括底座和工作台,工作台固定在底座上;所述送料机构包括S形支架Ⅰ、送料组件、固定框、S形支架Ⅱ、剥料气缸和剥料卡;其中:S形支架Ⅰ的底边固定在工作台前端左侧,固定框将送料组件固定在S形支架Ⅰ上边的上表面;S形支架Ⅱ的底边固定在工作台前端右侧,剥料气缸固定在S形支架Ⅱ上边的上表面,剥料卡固定在剥料气缸的活塞上;所述定位机构包括导轨、滑板、连接板、滑动气缸和夹持组件;其中:导轨为倒梯形结构且沿工作台中心线设置,滑板套装在导轨上,滑动气缸固定在工作台右侧,连接板将滑板的后端与滑动气缸的活塞连接在一起,夹持组件设置在滑板的前端正对剥料卡的正下方;所述控制系统控制送料机构和夹持定位机构中各个零部件或组件协同运行。
进一步的,所述送料组件包括外料仓、内料仓、弹簧护罩、弹簧、推料块、限位框、料仓卡扣和限位块;其中:外料仓和内料仓均为U形长条形槽的钣金结构,且内料仓滑动套装在外料仓内,内料仓内腔的横截面尺寸与舌片的长宽相匹配;弹簧护罩设置在外料仓的上部,长度较外料仓长;弹簧套装在弹簧护罩内,在弹簧的前端头固定连接有滑动设置在内料仓内腔的推料块;限位框设置在外料仓外部前端,将弹簧护罩固定在外料仓上部;料仓卡扣设置在外料仓后部右侧面,在工作时,将在内料仓和外料仓锁定在一起,在装载舌片时,松开内料仓使其从外料仓中拉出;限位块设置在内料仓前端的出料口处,限定舌片推出后的位置,使舌片处于剥料卡的正下方。
进一步的,所述夹持组件包括L形夹座、夹头和夹持气缸;所述L形夹座为两个断面均为L形的半封闭矩形腔体,且固定安装在滑板的左前端正对剥料卡的正下方;其半封闭矩形腔体的高度与舌片的宽度相同,其半封闭矩形腔体的宽度与舌片大头的长度相同;所述夹头为圆柱体,且固定在夹持气缸活塞上;所述夹持气缸固定在滑板的右前端,其活塞一侧与L形夹座相对,且活塞的轴线与L形夹座半封闭矩形腔体内放置舌片后舌片螺帽的轴线同轴。
进一步的,所述限位块为五面限位结构,即所述限位块为五个面均有限位边的空心长方体,其开口的宽度和高度分别与内料仓横截面宽度和高度相匹配,且插装在内料仓的前端;在限位块后侧的下限位边根部两侧设置有出料缺口。
进一步的,所述料仓卡扣包括卡座、卡杆和卡柱;所述卡座固定在外料仓后部右侧面,卡杆铰接在卡座上且设置有扭簧,在卡杆前端内侧设置有卡柱,所述卡柱可进入到外料仓和内料仓相应位置的重叠通孔内。
进一步的,所述圆柱体夹头的前端设置有活动夹头,所述活动夹头套装在圆柱体夹头的中心孔内,且在圆柱体夹头和活动夹头之间设置有压簧。
进一步的,所述剥料卡为L型结构,其L型的短边与气缸活塞固定连接,长边推动舌片从料仓中脱出;并且,在L型短边的内侧和长边的右外侧均设置有直角加强筋。
本实用新型轿车翼子板舌片焊接送料和定位装置的有益技术效果是在机器人焊接工位设置舌片送料和定位装置,使得舌片的送料、定位和焊接在同一工位进行,避免了缺陷的产生。
附图说明
附图1为舌片的结构示意图;
附图2为舌片焊接定位的示意图;
附图3为本实用新型轿车翼子板舌片焊接送料和定位装置的结构示意图;
附图4为本实用新型送料组件的结构示意图
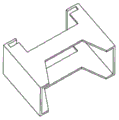
附图5为本实用新型夹持组件的结构示意图;
附图6为本实用新型限位块的结构示意图;
附图7为本实用新型料仓卡扣的结构示意图;
附图8为本实用新型夹头另一实施例的结构示意图;
附图9为本实用新型剥料卡实施例的结构示意图。
下面结合附图和具体实施方式对本实用新型轿车翼子板舌片焊接送料和定位装置作进一步的说明。
具体实施方式
附图1为舌片的结构示意图,附图2为舌片焊接定位的示意图;图中,A为舌片,B为车身。由图可知,舌片焊接时,将舌片小头一侧放置在车身设定位置,使舌片垂直于车身表面,将舌片小头边缘(即根角部)与车身焊接在一起,由此,形成固定和调整翼子板的支撑。
附图3为本实用新型轿车翼子板舌片焊接送料和定位装置的结构示意图,图中,1为机架, 11为底座,12为工作台,2为送料机构,21为S形支架Ⅰ,22为送料组件,23为固定框,24 为S形支架Ⅱ,25为剥料气缸,3为定位机构,31为导轨,32为滑板,33为连接板,34为滑动气缸,35为夹持组件。由图可知,本实用新型轿车翼子板舌片焊接送料和定位装置,包括,机架1、送料机构2、定位机构3和控制系统;所述机架1包括底座11和工作台12,工作台 12固定在底座11上;所述送料机构2包括S形支架Ⅰ21、送料组件22、固定框23、S形支架Ⅱ24、剥料气缸25和剥料卡26(参见附图4);其中:S形支架Ⅰ21的底边固定在工作台12 前端左侧,固定框23将送料组件22固定在S形支架Ⅰ21上边的上表面;S形支架Ⅱ24的底边固定在工作台12前端右侧,剥料气缸25固定在S形支架Ⅱ24上边的上表面,剥料卡26固定在剥料气缸的活塞上;所述定位机构3包括导轨31、滑板32、连接板33、滑动气缸24和夹持组件35;其中:导轨31为倒梯形结构且沿工作台12中心线设置,滑板31套装在导轨31 上,滑动气缸34固定在工作台12右侧,连接板33将滑板32的后端与滑动气缸34的活塞连接在一起,夹持组件35设置在滑板32的前端正对剥料卡26的正下方;所述控制系统控制送料机构和夹持定位机构中各个零部件或组件协同运行。具体安装时,将本实用新型定位机构夹持组件的前端对准车身舌片焊接位置,使得夹持组件夹持的舌片小头在滑动气缸驱动下向前移动时,刚好在车身舌片焊接的设定位置。具体焊接时,开启本实用新型轿车翼子板舌片焊接送料和定位装置的电源,同时,开启焊接机器人电源。本实用新型轿车翼子板舌片焊接送料和定位装置的控制系统,控制送料机构将舌片以设定的姿态移送到剥料卡的正下方。所述设定姿态是指舌片的小头指向滑台移动方向,且舌片螺帽在送料机构一侧;剥料气缸开启,剥料卡推动舌片下移到夹持组件,夹持组件将舌片夹持住;滑动气缸开启,推动滑板向车身移动。由于本实用新型轿车翼子板舌片焊接送料和定位装置时,就将夹持组件的前端对准车身舌片焊接位置,使得夹持组件夹持的舌片小头在滑动气缸驱动下向前移动时刚好在车身舌片焊接的设定位置且与车身表面垂直,因此,舌片被定位在车身的设定位置。开启机器人,机器人焊臂按设定要求移动到舌片根角部开始焊接。焊接完成后,机器人焊臂移回到设定位置,夹持组件松开舌片,滑动气缸回移,此次舌片焊接完成。显然,本实用新型轿车翼子板舌片焊接送料和定位装置的有益技术效果是在机器人焊接工位设置舌片送料和定位装置,使得舌片的送料、定位和焊接在同一工位进行,避免了缺陷的产生。
附图4为本实用新型送料组件的结构示意图,图中,A为舌片,22为送料组件,221为外料仓,222为内料仓,223为弹簧护罩,224为弹簧,225为推料块,226为限位框,27为料仓卡扣,228为限位块,26为剥料卡。由图可知,所述送料组件22包括外料仓221、内料仓222、弹簧护罩223、弹簧224、推料块225、限位框226、料仓卡扣227和限位块228;其中:外料仓221和内料仓222均为U形长条形槽的钣金结构,且内料仓222滑动套装在外料仓221内,内料仓222内腔的横截面尺寸与舌片的长宽相匹配;弹簧护罩223设置在外料仓221的上部,长度较外料仓221长;弹簧224套装在弹簧护罩334内,在弹簧224的前端头固定连接有滑动设置在内料仓222内腔的推料块225;限位框226设置在外料仓221外部前端,将弹簧护罩223 固定在外料仓221上部;料仓卡扣227设置在外料仓221后部右侧面,在工作时,将在内料仓 222和外料仓221锁定在一起,在装载舌片时,松开内料仓222使其从外料仓221中拉出;限位块228设置在内料仓222前端的出料口处,限定舌片推出后的位置,使舌片处于剥料卡的正下方。本实用新型送料组件采用了弹夹式结构,采用弹簧作为驱动舌片向出料口移动的动力。当需要装载舌片时,可将内料仓从外料仓中拉出,将舌片像子弹一样竖直放入内料仓中,由于内料仓内腔的横截面尺寸与舌片的长宽相匹配,因此,舌片可以垂直于内料仓侧壁竖直排列,且舌片螺帽指向内料仓内侧。装完舌片后,将内料仓推回到外料仓内,弹簧被压缩,形成对舌片推力,使得舌片可以持续不断地移送到内料仓出口处,并在限位块的作用下,使舌片处于剥料卡的正下方。
附图5为本实用新型夹持组件的结构示意图,图中,A为舌片,12为滑板,35为夹持组件,351为L形夹座,352为夹头,353为夹持气缸。由图可知,所述夹持组件35包括L形夹座351、夹头352和夹持气缸353;所述L形夹座351为两个断面均为L形的半封闭矩形腔体,且固定安装在滑板12的左前端正对剥料卡的正下方;其半封闭矩形腔体的高度与舌片的宽度相同,其半封闭矩形腔体的宽度与舌片大头的长度相同;所述夹头352为圆柱体,且固定在夹持气缸活塞上;所述夹持气缸353固定在滑板的右前端,其活塞一侧与L形夹座相对,且活塞的轴线与L形夹座半封闭矩形腔体内放置舌片后舌片螺帽的轴线同轴。本实用新型夹持组件采用L形夹座的半封闭矩形腔体作为舌片夹持的基准,保证了舌片的准确定位和夹持的稳固性。采用夹持气缸作为夹持动力,不仅保证了夹持和松开的便捷性,还保证了夹持的稳定性。
附图6为本实用新型限位块的结构示意图,由图可知,本实用新型所述限位块为五面限位结构,即所述限位块为五个面均有限位边的空心长方体,其开口的宽度和高度分别与内料仓横截面宽度和高度相匹配,且插装在内料仓的前端;在限位块后侧的下限位边根部两侧设置有出料缺口。本实用新型限位块能够保证舌片被推到出料口后,能够限定在设定位置,且保持设定姿态不变。不仅稳定可靠,而且结构十分简单。
附图7为本实用新型料仓卡扣的结构示意图,图中,221为外料仓,222为内料仓,227 为料仓卡扣,2271为卡座,2272为卡杆,2273为卡柱。由图可知,本实用新型所述料仓卡扣 227包括卡座2271、卡杆2272和卡柱2273;所述卡座2271固定在外料仓221后部右侧面,卡杆2272铰接在卡座273上且设置有扭簧,在卡杆2272前端内侧设置有卡柱2273,所述卡柱2273可进入到外料仓221和内料仓222相应位置的重叠通孔内。当需要装载舌片时,按下卡杆后段,卡柱从外料仓和内料仓重叠的通孔中退出,此时,可以拉动内料仓使其从外料仓中拉出,以便装载舌片。舌片装载完成后向内推动内料仓到设定位置后,内、外料仓侧面的通孔重叠在一起,卡柱进入到重叠的通孔中,将内、外料仓卡扣在一起。同时,也将压缩弹簧,使其对舌片产生推力。
附图8为本实用新型夹头另一实施例的结构示意图,图中,352为夹头,353为夹持气缸, 354为活动夹头。由图可知,本实用新型另一实施例的圆柱体夹头352的前端设置有活动夹头 354,所述活动夹头354套装在圆柱体夹头352的中心孔内,且在圆柱体夹头352和活动夹头 354之间设置有压簧。由于活动夹头套装在圆柱体夹头的中心孔内,且两者之间设置有压簧,使得夹头端面具有灵活的弹性,可以补偿夹持不到位的误差和保持恒定的夹持力。
附图9为本实用新型剥料卡实施例的结构示意图,由图可知,本实用新型另一实施例的剥料卡为L型结构,其L型的短边与气缸活塞固定连接,长边中部设置有矩形缺口,且缺口的宽度与舌片螺帽的宽度相匹配;在L型短边的内侧和长边的右外侧均设置有直角加强筋。本实用新型另一实施例的剥料卡采用L型结构,既方便剥料卡与气缸活塞的固定连接,还方便剥料卡的设计和加工。当气缸活塞向下移动时,L型长边中的缺口插装在舌片螺帽外侧,推动舌片从料仓中脱出。而设置在L型短边内侧和长边右外侧的直角加强筋,除了可以增加剥料卡的刚度和强度外,还可防止剥料卡转动。
显然,本实用新型轿车翼子板舌片焊接送料和定位装置的有益技术效果是在机器人焊接工位设置舌片送料和定位装置,使得舌片的送料、定位和焊接在同一工位进行,避免了缺陷的产生。
Claims (7)
1.一种轿车翼子板舌片焊接送料和定位装置,其特征在于,该装置包括,机架、送料机构、定位机构和控制系统;所述机架包括底座和工作台,工作台固定在底座上;所述送料机构包括S形支架Ⅰ、送料组件、固定框、S形支架Ⅱ、剥料气缸和剥料卡;其中:S形支架Ⅰ的底边固定在工作台前端左侧,固定框将送料组件固定在S形支架Ⅰ上边的上表面;S形支架Ⅱ的底边固定在工作台前端右侧,剥料气缸固定在S形支架Ⅱ上边的上表面,剥料卡固定在剥料气缸的活塞上;所述定位机构包括导轨、滑板、连接板、滑动气缸和夹持组件;其中:导轨为倒梯形结构且沿工作台中心线设置,滑板套装在导轨上,滑动气缸固定在工作台右侧,连接板将滑板的后端与滑动气缸的活塞连接在一起,夹持组件设置在滑板的前端正对剥料卡的正下方;所述控制系统控制送料机构和夹持定位机构中各个零部件或组件协同运行。
2.根据权利要求1所述轿车翼子板舌片焊接送料和定位装置,其特征在于,所述送料组件包括外料仓、内料仓、弹簧护罩、弹簧、推料块、限位框、料仓卡扣和限位块;其中:外料仓和内料仓均为U形长条形槽的钣金结构,且内料仓滑动套装在外料仓内,内料仓内腔的横截面尺寸与舌片的长宽相匹配;弹簧护罩设置在外料仓的上部,长度较外料仓长;弹簧套装在弹簧护罩内,在弹簧的前端头固定连接有滑动设置在内料仓内腔的推料块;限位框设置在外料仓外部前端,将弹簧护罩固定在外料仓上部;料仓卡扣设置在外料仓后部右侧面,在工作时,将在内料仓和外料仓锁定在一起,在装载舌片时,松开内料仓使其从外料仓中拉出;限位块设置在内料仓前端的出料口处,限定舌片推出后的位置,使舌片处于剥料卡的正下方。
3.根据权利要求1所述轿车翼子板舌片焊接送料和定位装置,其特征在于,所述夹持组件包括L形夹座、夹头和夹持气缸;所述L形夹座为两个断面均为L形的半封闭矩形腔体,且固定安装在滑板的左前端正对剥料卡的正下方;其半封闭矩形腔体的高度与舌片的宽度相同,其半封闭矩形腔体的宽度与舌片大头的长度相同;所述夹头为圆柱体,且固定在夹持气缸活塞上;所述夹持气缸固定在滑板的右前端,其活塞一侧与L形夹座相对,且活塞的轴线与L形夹座半封闭矩形腔体内放置舌片后舌片螺帽的轴线同轴。
4.根据权利要求2所述轿车翼子板舌片焊接送料和定位装置,其特征在于,所述限位块为五面限位结构,即所述限位块为五个面均有限位边的空心长方体,其开口的宽度和高度分别与内料仓横截面宽度和高度相匹配,且插装在内料仓的前端;在限位块后侧的下限位边根部两侧设置有出料缺口。
5.根据权利要求2所述轿车翼子板舌片焊接送料和定位装置,其特征在于,所述料仓卡扣包括卡座、卡杆和卡柱;所述卡座固定在外料仓后部右侧面,卡杆铰接在卡座上且设置有扭簧,在卡杆前端内侧设置有卡柱,所述卡柱可进入到外料仓和内料仓相应位置的重叠通孔内。
6.根据权利要求3所述轿车翼子板舌片焊接送料和定位装置,其特征在于,所述圆柱体夹头的前端设置有活动夹头,所述活动夹头套装在圆柱体夹头的中心孔内,且在圆柱体夹头和活动夹头之间设置有压簧。
7.根据权利要求1所述轿车翼子板舌片焊接送料和定位装置,其特征在于,所述剥料卡为L型结构,其L型的短边与气缸活塞固定连接,长边推动舌片从料仓中脱出;并且,在L型短边的内侧和长边的右外侧均设置有直角加强筋。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120284237.2U CN214489344U (zh) | 2021-02-01 | 2021-02-01 | 轿车翼子板舌片焊接送料和定位装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120284237.2U CN214489344U (zh) | 2021-02-01 | 2021-02-01 | 轿车翼子板舌片焊接送料和定位装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN214489344U true CN214489344U (zh) | 2021-10-26 |
Family
ID=78218363
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202120284237.2U Active CN214489344U (zh) | 2021-02-01 | 2021-02-01 | 轿车翼子板舌片焊接送料和定位装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN214489344U (zh) |
-
2021
- 2021-02-01 CN CN202120284237.2U patent/CN214489344U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109352215B (zh) | 一种变压器组装焊接机 | |
| US20120102700A1 (en) | Cutting and clamping device | |
| CN112404684A (zh) | 一种夹片螺母的自动化点焊生产线 | |
| JP2017018976A (ja) | 水平型自動溶接装置 | |
| CN214489344U (zh) | 轿车翼子板舌片焊接送料和定位装置 | |
| CN110560898A (zh) | 一种白车身灯板激光飞行焊焊接工装 | |
| CN107053713B (zh) | 自动穿管设备 | |
| CN112719717A (zh) | 轿车翼子板舌片焊接送料和定位装置 | |
| US6791054B1 (en) | Electrode holding and dispensing assembly for electrical discharge machining apparatus | |
| JP7185898B2 (ja) | ボルト供給装置 | |
| US4352003A (en) | Method for positioning and securing components of a workpiece | |
| CN213672787U (zh) | 一种夹片螺母的自动化点焊生产线 | |
| CN112475687B (zh) | 一种高效自动焊接机及焊接工艺 | |
| CN113500398B (zh) | 一种不规则工件快速拼合焊接设备 | |
| CN212370958U (zh) | 金属管件自动化冲孔装置的夹装机构 | |
| CN209157133U (zh) | 一种套管端面倒角加工的送料夹紧机构 | |
| CN110802357A (zh) | 一种客车车身骨架焊接工装 | |
| CN108908041B (zh) | 用于汽车零部件曲轴连杆双侧磨削的加工装置 | |
| CN111496522A (zh) | 一种具有自动卸料功能的装配机及其装配工艺 | |
| CN210878194U (zh) | 汽车大梁全自动焊机 | |
| CN110280952B (zh) | 一种多工位焊接夹具 | |
| CN112743167A (zh) | 拉杆自动穿芯切槽工装 | |
| JP2004082193A (ja) | 溶接ボルト供給方法と装置 | |
| CN113333931A (zh) | 一种点焊定位工装 | |
| CN115070188B (zh) | 一种断路器中组件热铆焊接机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |