CN214350024U - 一种钢带裁切机构 - Google Patents
一种钢带裁切机构 Download PDFInfo
- Publication number
- CN214350024U CN214350024U CN202023224973.3U CN202023224973U CN214350024U CN 214350024 U CN214350024 U CN 214350024U CN 202023224973 U CN202023224973 U CN 202023224973U CN 214350024 U CN214350024 U CN 214350024U
- Authority
- CN
- China
- Prior art keywords
- steel
- cutter
- steel strip
- cutting
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images























Abstract
本实用新型公开了一种钢带裁切机构,包括机架,机架上设置有安装座;用于穿过钢带的钢带出口,设置于所述安装座上;用于承接钢带的接料斗,与安装座连接;检测件,设置于所述接料斗上,钢带出口穿出的钢带延伸至检测位置时,检测件发出检测信号;裁切驱动组件,安装于安装座上;控制器,用于接收所述检测件的检测信号,并控制裁切驱动组件动作;切刀,与裁切驱动组件连接;当控制器接收到检测信号时,控制器控制裁切驱动组件驱动所述切刀垂直于钢带的输送方向移动以切断所述钢带出口处的钢带,接料斗承接切断的钢带。裁切驱动组件只有在检测件接收到检测信号时才会驱动切刀裁切,就可以保证每段被裁切的钢带的长度一致。
Description
技术领域
本实用新型涉及钢带回收技术领域,更具体的说,涉及一种钢带裁切机构。
背景技术
扁平钢带运用在很多领域,一般都是热扎钢板,其在生产时表面难免会产生污渍锈迹等,故在其使用前需要对其表面的污渍锈迹进行处理使其满足生产需求,同样钢丝也是如此。
传统意义上对扁平钢带或钢丝原材料的处理主要是对其表面的锈迹及一些污染物进行去除。目前的一般处理方法是采用化学处理方法。使用酸性液体对扁平钢带进行表面的锈迹及一些污染物进行去除。此类的处理方式存在着以下缺陷:采用化学方式酸性液体来处理扁平钢带,最后会产生较多的酸性废液,会对环境造成污染,不环保。
申请号为“201921666907.6”的文件中提出了一种通过将磨料丝种植在钢带上构成刷条,将刷条盘绕在破磷辊表面两端固定,通过缠绕有磨料丝的破磷辊磨刷扁平钢带或钢丝实现除锈。破磷辊在持续工作一段时间后,表面的磨料丝磨损就无法继续除锈。为了节省耗材就需要将刷条收卷在放卷盘上,并将刷条放卷导入回收装置中对磨料丝进行去除并对钢带进行回收。但是去除磨料丝后,钢带的长度过长难以直接进行收纳堆积,通常会采用裁切装置对钢带进行裁切分段堆积收纳。但是现有的裁切装置难以保证钢带裁切过程中每段的钢带的长度保持一致,裁切后的钢带长短不一不便于后续钢带的回收利用。
发明内容
为了解决上述的技术问题,本实用新型的目的是提供一种可以使得裁切出的钢带长度保持一致的钢带裁切机构。
解决上述技术问题,本实用新型采取如下技术方案:
一种钢带裁切机构,包括:
机架,机架上设置有安装座;
用于穿过钢带的钢带出口,设置于所述安装座上;
用于承接钢带的接料斗,与所述安装座连接;
检测件,设置于所述接料斗上,所述钢带出口穿出的钢带延伸至检测位置时,所述检测件发出检测信号;
裁切驱动组件,安装于所述安装座上;
控制器,用于接收所述检测件的检测信号,并控制所述裁切驱动组件动作;
切刀,与所述裁切驱动组件连接;当所述控制器接收到检测信号时,所述控制器控制裁切驱动组件驱动所述切刀垂直于钢带的输送方向移动以切断所述钢带出口处的钢带,所述接料斗承接切断的钢带。
在进一步的方案中,所述裁切驱动组件包括切刀驱动气缸,切刀驱动气缸的缸筒与所述安装座铰接,所述切刀的头端与所述安装座铰接,所述切刀的尾端与所述切刀驱动气缸的推杆连接,所述切刀驱动气缸驱动切刀绕所述切刀与安装座的铰接点转动以切断所述钢带出口处的钢带。在控制器接收到检测信号时,气缸驱动推杠伸缩以驱动切刀绕所述切刀与安装座的铰接点转动以切断所述钢带出口处的钢带。
在进一步的方案中,所述切刀的两侧均带有刀刃,所述刀刃分为上刀刃与下刀刃,所述切刀驱动气缸根据所述检测信号依次带动所述切刀绕所述切刀与安装座的铰接点顺时针转动,所述下刀刃切断所述钢带出口处的钢带,或带动所述切刀绕所述切刀与安装座的铰接点逆时针转动,所述上刀刃切断所述钢带出口处的钢带。若切刀仅单侧带有刀刃,每次驱动切刀裁切完钢带后需要再驱动切刀复位才可以进行下一次裁切,单次工序耗时较长。而由于切刀的两侧均带有刀刃,切刀的两侧均可实现对钢带的裁切,每次驱动切刀裁切完钢带后不需要再驱动切刀复位,下一次裁切时驱动切刀反向进给即可实现裁切,降低了工序耗时,提高了裁切效率。
在进一步的方案中,还包括安装块,所述安装块安装于所述安装座上,所述安装块上设置有用于穿过钢带的出带通道,所述出带通道与所述钢带出口对齐,所述安装块上连接有两个连接板,每个连接板上均连接有隔板,所述隔板与所述连接板之间呈夹角设置,所述隔板的板面与所述钢带出口正对,所述两个隔板分设于所述出带通道的两侧,两个隔板之间留有可通过钢带的间隙,所述接料斗安装于两个隔板上,所述接料斗上设有入料口,所述入料口与两个隔板之间的间隙连通,且所述隔板与所述安装块之间留有间隔形成裁切通道,所述切刀在裁切驱动组件的作用下于所述裁切通道内移动以切断穿过所述出带通道的钢带。接料斗安装于隔板上,通过隔板将切刀分割避免切刀与接料斗发生干涉。且安装块上的出带通道与两侧的隔板也对钢带起到限位作用,避免在切刀裁切钢带时钢带抖动位移影响裁切效果。
在进一步的方案中,所述安装块与所述连接板可拆卸连接。在切刀磨损时可以拆下连接板对切刀进行更换。
在进一步的方案中,所述安装块上设置有螺纹孔,所述连接板上设置有沿接料斗长度方向延伸的调节通槽,所述调节通槽内贯穿有螺杆,当所述连接板及隔板移动至隔板的板面与切刀刀面贴合时,所述螺杆贯穿所述调节通槽与所述螺纹孔螺纹连接,所述螺杆上套有螺帽,所述螺帽压迫所述连接板与安装块保持相对固定。由于切刀在裁切的过程中,切刀的刀面会与安装块及隔板之间发生摩擦,导致切刀的厚度变薄,通过调节通槽使得连接板可以相对于安装块做远离或靠近运动,使得裁切通道的宽度始终与切刀的厚度适配,避免切刀在裁切的过程中晃动。
在进一步的方案中,所述接料斗包括固定板与转动板,所述固定板的头端与其中一个隔板固定连接,所述转动板的头端与另一个隔板可转动连接,所述固定板的头端与转动板的头端之间形成所述入料口,所述固定板与所述转动板均沿水平面朝远离出带口的方向延伸;所述转动板的顶部外侧设置有配重块,所述配重块带动所述转动板转动至的转动板的底部与所述固定板的板面相抵,所述接料斗内钢带堆积至预设数量时,钢带压迫所述转动板转动,所述转动板的底部相对于所述固定板做远离动作形成可通过钢带的下料口。通过配重块使得转动板的底部转动至与所述固定板的板面相抵以承接钢带,当钢带堆积到预设的量时,钢带给予转动板底部的作用力大于配重块给予转动板顶部的作用力,转动板就会所述转动板的底部相对于所述固定板做远离动作形成可通过钢带的下料口,钢带从下料口下料,且每一次下料的钢带的数量都是相同的,节省了后续钢带分装的步骤。而钢带下料后,转动板的底部失去作用力,配重块再次带动转动板的底部转动至与所述固定板的板面相抵以承接钢带进行下一次的循环。
在进一步的方案中,所述接料斗还包括合页和弹性件,所述合页的一侧与所述固定板的尾端铰接,所述合页的另一侧与所述转动板的尾端相抵,且所述合页通过弹性件与固定板的内板面连接;所述检测件为行程开关,所述行程开关设置于所述合页上,钢带出口穿出的钢带顶升所述合页相对于所述固定板转动时,所述行程开关到检测信号,所述弹性件发生形变,所述切刀在裁切驱动组件的作用下平行于所述钢带出口移动以切断所述钢带出口处的钢带;所述切刀切断所述钢带出口处的钢带时,所述弹性件带动所述合页复位。当钢带顶升合页相对于固定板转动时,切刀在裁切驱动组件的作用下切断钢带出口处的钢带,使得每一段的钢带保持长度一致。且由于钢带的头端与合页相抵,钢带的尾端受到出带装置的限位,钢带两端受力,使得钢带处于绷直的状态,便于切刀的裁切。同时,通过弹性件使得合页可以自动复位。
在进一步的方案中,还包括进油杆,所述进油杆设置于所述隔板上,所述进油杆上沿自身长度方向设置有进油通道,所述进油杆上设置有油孔,所述油孔与所述进油通道连接,所述隔板上设置有通孔,所述进油通道通过所述通孔与所述裁切通道连通。通过油孔加油,油沿着进油通道进入裁切通道内,对切刀起到润滑的作用。
有益效果
通过裁切驱动组件驱动切刀对钢带进行裁切分段,便于后续的堆积收纳,每个钢带只有延伸至指定位置时才会触发检测件,而裁切驱动组件只有在检测件接收到检测信号时才会驱动切刀裁切,就可以保证每段被裁切的钢带的长度一致,便于后续的回收利用。
附图说明
图1为刷条回收设备的正视图;
图2为刷条回收设备的立体视图;
图3为图2中A部分的放大图;
图4为刷条回收设备的俯视图及放大图;
图5为图4中B部分的放大图;
图6为图4中C部分的放大图;
图7为刷条回收设备的侧视图;
图8为刷条导向机构的结构示意图;
图9为刷条导向机构的正视图;
图10为刷条导向机构的侧视图;
图11为刷条导向组件的立体视图;
图12为钢带还原机构及磨料丝去除机构的正视图;
图13为图12中A-A的剖视图;
图14为图12中B-B的剖视图;
图15为图12中C-C的剖视图;
图16为钢带还原机构的侧视图;
图17为图16中D-D的剖视图;
图18为钢带还原机构的局部结构立体示意图;
图19为钢带还原机构的局部结构俯视图;
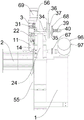
图20为钢带裁切机构的结构示意图;
图21为钢带裁切机构的侧视图;
图22为钢带裁切机构的俯视图及局部放大图;
图23为刮料件的正视图;
图24为刮料件的侧视图。
示意图中的标号说明:
1-机架,2-刷条放卷盘,3-钢丝收卷盘,4-刷条导向机构,5-磨料丝去除机构,6-钢带还原机构,7-钢带裁切机构,8-固定块,9-转轴,10-连接杆,11-导向杆,12-限位板,13-限位组件,14-进给通道,15-转筒,16-限位杆,17-弧形通槽,18-连接件,19-叉型体,20-限位螺母,21-进带通道,22-导向过滤件,23-滤孔,24-固定架,25-升降杆,26-升降通槽,27-锁紧螺母,28-收卷辊,29-第一限位板,30-第二限位板,31-支撑座,32-转动轴,33-立柱,34-第一套筒,35-第二套筒,36-第一摩擦片,37-第二摩擦片,38-顶板,39-弹簧,40-调节螺母,41-刮料件,42-承托件,43-滑动座,44-刮刀,45-刮料驱动气缸,46-滑动通槽,47-滑动板,48-导轨,49-滑块,50-插刀槽,51-刀头,52-刀身,53-抵料面,54-避让槽,55-储料箱,56-基座,57-钢带还原轮组,58-第一定型轮,59-凸楞,60-第二定型轮,61-定型凹槽,62-修带通道,63-第一传动轴,64-第一传动齿轮,65-第二传动轴,66-第二传动齿轮,67-第一驱动齿轮,68-第二驱动齿轮,69-升降气缸,70-接引块,71-接引槽,72-导向块,73-导向槽,74-导出块,75-导出槽,76-安装座,77-接料斗,78-切刀驱动气缸,79-切刀,80-安装块,81-出带通道,82-连接板,83-隔板,84-裁切通道,85-调节通槽,86-固定板,87-转动板,88-铰接轴,89-配重块,90-拉簧,91-检测件,92-油杆,93-油孔,94-钢丝回收机构,95-减速器,96-收卷驱动电机,97-钢带驱动电机,98-连接块,99-过滤块,100-合页。
具体实施方式
为进一步了解本实用新型的内容,结合附图和具体实施方式对本实用新型作详细描述。
在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
请参阅图1-24,本实施例提出了一种钢带裁切机构,其为刷条回收设备的一个组成部分,下面将对刷条回收设备展开具体描述。
一种刷条回收设备,包括机架1,机架1沿自身长度方向具有头端与尾端,机架1的头端设置有刷条放卷盘2和钢丝收卷盘3,刷条放卷盘2和钢丝收卷盘3均可相对于机架1转动,其中刷条放卷盘2上绕卷有待处理的刷条。
机架1上沿钢带的输送方向依次设置有刷条导向机构4、磨料丝去除机构5和钢带还原机构6。其中如图8-11所示,刷条导向机构4包括固定块8、转轴9、连接杆10、导向杆11、限位板12和限位组件13。固定块8固定安装于机架1上,限位板12固定安装在固定块8上,而转轴9可转动设置于固定块8上。连接杆10的头端与转轴9固定连接,连接杆10的延伸方向与所述转轴9的延伸方向相垂直。导向杆11与连接杆10的尾端连接,导向杆11的延伸方向分别与连接杆10、转轴9的延伸方向相垂直。限位组件13作用于转轴9或连接杆10上。当转轴9带动导向杆11相对于所述固定块8转动至指定位置时,限位组件13迫使导向杆11与固定块8保持相对于固定。导向杆11与限位板12之间形成用于穿过刷条的进给通道14。
容易理解的,当收卷的刷条长度不同时,就导致刷条收卷在收卷盘上后刷条卷的直径大小不同,刷条卷的的直径大小不同就会导致刷条以不同高度进入磨料丝去除机构5进行去丝。而通过转轴9带动导向杆11相对于固定块8转动,调节导向杆11的位置,使得刷条始终可以经由导向杆11与限位板12之间形成的进给通道14进入磨料丝去除机构5,通过导向杆11与限位板12对刷条的左右两侧进行限位,避免刷条在输送过程中晃动影响后续的磨料丝去丝和钢带还原。且在刷条放卷盘2放卷的的过程中,虽然刷条放卷盘2上刷条卷的直径会发生变化,但是由于导向杆11具有一定的长度,所以刷条在放卷的过程中也不会失去导向杆11的限位。
且为了避免导向杆11与刷条的侧壁发生摩擦导致刷条磨损,导向杆11上还套有转筒15,转筒15可相对于导向杆11绕自身轴线方向转动。在刷条输送的过程中,刷条与转筒15外壁相抵,通过转筒15将刷条与固定杆之间的摩擦力转化为刷条与转筒15之间的滚动摩擦,减小了摩擦力,进而避免刷条磨损。
在本方案中,如图8所示,限位组件13包括限位杆16,限位板12上绕所述转轴9设置有弧形通槽17,限位杆16贯穿弧形通槽17,限位杆16的头端与连接杆10连接。作为一种较优的实施方式,限位组件13还包括连接件18,连接件18设置于限位杆16的头端,连接件18的头端设置有叉型体19。叉型体19包括两个对立设置的叉板,上述连接杆10穿设于两个叉板之间形成的叉槽并与叉型体19卡接配合,进而实现限位杆16的头端与连接杆10连接。同时,限位杆16的尾端螺纹连接有限位螺母20。当转轴9带动导向杆11相对于固定块8转动时,限位杆16于弧形通槽17内滑动。而当转轴9带动导向杆11相对于固定块8转动至指定位置时,只需要旋扭限位螺母20迫使限位螺母20与限位板12紧贴,就可以使得导向杆11与限位板12保持相对固定,结构简单操作方便。
且当弧形通槽17所相对应的圆心与转轴9的轴心位置具有一定的偏差时,连接杆10转动时可能无法带动限位杆16于弧形通槽17内滑动,出现限位杆16于弧形通槽17内卡死的现象。而此时,由于连接杆10与连接件18上的叉型体19是卡接配合,只需要先拆下连接件18和限位杆16,转动连接杆10及导向杆11至指定位置后,再在弧形通槽17内插入连接件18,使得连接杆10重新穿过叉槽,并旋扭上限位杆16尾端的限位螺母20即可完成固定。
需要说明的是,虽然本方案中采用限位杆16与螺母配合弧形通槽17对连接杆10及导向杆11进行限位,但是也可以采用现有技术中的其他固定方式,例如在限位板12上绕转轴9的轴心设置有多个通孔,连接杆10上设置有插销,当转轴9带动导向杆11相对于固定块8转动至指定位置时,将插销插入对应的通孔实现固定等方案也是可行的。
还需要说明的是,虽然在本方案中,限位组件13是作用于连接杆10上的,但是限位组件13作用在转轴9上,例如在转轴9上周向设置有多个通孔,固定块8上设置有插销,当转轴9带动导向杆11相对于固定块8转动至指定位置时,将插销插入对应的通孔实现固定等方案也是可行的。
机架1上还设置有钢丝回收机构94,请参阅图1-7,钢丝回收机构94包括上述钢丝收卷盘3,还包括导向过滤件22和限位件,导向过滤件22上设置有仅可通过钢丝的滤孔23。先将刷条头端的一节钢带复原成扁平状,钢带上的钢丝抽离并穿过滤孔23缠绕至钢丝收卷盘3上。容易理解的,刷条上抽离的钢丝上还会附着有磨料丝,钢丝若掺杂着磨料丝一同收卷不仅会影响收卷效果,还会影响钢丝的后续使用。而当钢丝穿过滤孔23再收卷至钢丝收卷盘3上时,钢丝在经过滤孔23时,磨料丝就已经被滤孔23阻隔去除,避免了避免磨料丝随着钢丝一起收卷至钢丝收卷盘3上影响收卷效果的问题。
且本方案中导向过滤件22于机架1上可沿竖直方向上下滑动,而限位件作用于导向过滤件22上,当导向过滤件22滑动至指定位置时,限位件迫使导向过滤件22与机架1保持相对固定。针对不同直径大小的刷条卷,钢丝收卷盘3收卷钢丝后钢丝卷的直径大小也就不同,而针对不同直径大小的钢丝卷,为了避免钢丝穿过导向过滤孔23收卷到钢丝收卷盘3上发生大幅弯折,由于导向过滤件22于机架1上可沿竖直方向上下滑动,可根据钢丝卷的直径大小调节导向过滤件22的高度,使得钢丝穿过导向过滤孔23收卷到钢丝收卷盘3上时不会发生大幅弯折。
作为一种具体的实施方式,如图3和图4所示,限位件包括升降杆25,机架1上设置有固定架24,固定架24上设置有沿竖直方向延伸的升降通槽26,升降杆25穿过上述升降通槽26,升降杆25的头端与导向过滤件22连接,升降杆25的尾端螺纹连接有锁紧螺母27。在钢丝回收之前,根据预收卷的钢丝卷的大小,拉动导向过滤件22带动升降杆25于升降通槽26内滑动至指定位置,再旋扭锁紧螺母27,锁紧螺母27与导向过滤件22夹紧固定架24的两侧壁迫使导向过滤件22与固定架24保持相对固定,结构简单,操作方便。
本方案中,为了避免钢丝收卷盘3与后续的磨料丝去除机构5和钢带还原机构6发生干涉,钢丝收卷盘3于竖直方向上位于刷条放卷盘2的上方,且所述钢丝收卷盘3于水平方向上位于刷条放卷盘2的前端。为了穿过滤孔23的钢丝可切向进入钢丝收卷盘3内进行收卷,导向过滤件22包括连接块98与过滤块99,连接块98的尾端与所述升降杆25连接,连接块98的头端与所述过滤块99连接,过滤块99与所述连接块98之间呈夹角设置构成L型结构。且过滤块99沿自身厚度方向具有前端面与后端面,滤孔23贯穿过滤块99的前、后端面。且滤孔23为条形通孔,容易理解的,钢丝收卷盘3上的钢丝卷在收卷过程中直径会有变化,通过滤孔23为条形通孔使得钢丝可以随着钢丝卷的增厚在滤孔23内上下移动。
在本实施例中,如图6所示,钢丝收卷盘3包括收卷辊28,收卷辊28的两端分别设置有第一限位板29和第二限位板30。其中第一限位板29与第二限位板30相互平行,且第一限位板29与收卷辊28可拆卸连接。收卷辊28的直径由所述第二限位板30至第一限位板29方向逐渐缩小。由于收卷辊28的直径由所述第二限位板30至第一限位板29方向逐渐缩小,钢丝收卷在收卷辊28上后,钢丝卷与收卷辊28之间会有一定的间隙,以便于后续钢丝卷的拿取。
同时,钢丝回收机构94还包括收卷驱动组件、支撑座31、转动轴32,机架1的头端竖直设置有立柱33,支撑座31安装于立柱33的顶端。
收卷驱动组件和支撑座31均设置于所述机架1上,所述转动轴32可转动设置于所述支撑座31上,所述转动轴32与所述钢丝收卷盘3连接,如图5和图7所示,转动轴32上套有第一套筒34与第二套筒35,第一套筒34与转动轴32固定连接,第二套筒35与转动轴32周向转动连接,第二套筒35上设置有第二摩擦片37,第一套筒34上设置有第一摩擦片36,第一摩擦片36与第二摩擦片37贴合。收卷驱动组件与第二套筒35连接,用于驱动第二套筒35转动。当第二套筒35转动时,第二摩擦片37随之转动,第一摩擦片36通过与第二摩擦片37之间的摩擦力与第二摩擦力一同转动,第一摩擦片36带动第一套筒34及转动轴32转动,进而带动钢丝收卷盘3转动。具体的,本方案中的收卷驱动组件为收卷驱动电机96。
随着收卷辊28所缠绕钢丝的增多,收卷辊28整体的直径不断增大,其外周面的线速度(收卷速度)也不断加快,而所述钢丝的生产速 度大体稳定,因此,所述钢丝所承受的张力越来越大。当所述第一摩擦片36和第二摩擦片37之间的静摩擦力不能克服所述钢丝的张力时,第一摩擦片36和第二摩擦片37之间将产生滑动, 所述收卷辊28的角速度因此将降低,其外周面的线速度随之降低,钢丝所承受的张力因此减小。当钢丝所承受的张力减小到一定程度时,第一摩擦片36和第二摩擦片37之间的摩擦力可以将其克服,第一摩擦片36和第二摩擦片37之间的滑动停止,转动轴32恢复正常工作。因此,每根收卷辊28可以持续工作较长的时间,避免了频繁对其更换,提高收卷辊28的使用效率、进而提高钢丝的生产效率。
且本方案中,转动轴32上还可滑动设置有顶板38,顶板38与所述第二套筒35相抵。所述转动轴32的尾端螺纹连接有调节螺母40,转动轴32上套有弹簧39,弹簧39的两端分别与所述调节螺母40、顶板38相抵。通过旋扭调节螺母40调节弹簧39的形变量,进而调节第一摩擦片36与第二摩擦片37之间的摩擦力,最终实现钢丝收卷盘3转动的力矩的调节。而当钢丝收卷盘3转动的力矩不同时,第一摩擦片36和第二摩擦片37之间发生相对滑动时收卷辊28上钢丝卷外周面的线速度也不同,根据钢丝卷收卷情况,旋扭调节螺母40以实现对转动力矩的调节,最终实现钢丝收卷速度的调节。且容易理解的,第一摩擦片36与第二摩擦片37之间会发生磨损,通过弹簧39顶着第二摩擦片37,就可以迫使第二摩擦片37一直与第一摩擦片36贴合。
磨料丝去除机构5包括刮料件41、承托件42和刮料驱动组件,刮料驱动组件安装于机架1上。且刮料件41和承托件42设置于上述固定架24上,刮料件41位于承托件42的上方。而刮料驱动组件与刮料件41连接,用于驱动刮料件41相对于承托件42做靠近或远离动作。
具体的,在本实施例中,如图3和图4所示,刮料件41包括滑动座43与刮刀44,刮刀44安装于滑动座43上。作为一种具体的安装方式,滑动座43的底端面上设置有贯穿滑动座43上下端面的插刀槽50,刮刀44插于插刀槽50内,且滑动座43上设有两列通孔,两列通孔分设于插刀槽50的两侧,每个通孔内均插有螺钉,通过螺钉使得滑动座43与滑块49保持相对固定,且螺钉与插刀槽50内刮刀44的外壁相抵,通过摩擦力使得刮刀44与滑动座43保持相对固定。
刮料驱动组件为刮料驱动气缸45,刮料驱动气缸45竖直设置于机架1上。刮料驱动气缸45与刮料件41位于固定架24相对立的两侧以避免刮料驱动气缸45对钢带进给造成干涉。固定架24上竖直设置有滑动通槽46,滑动通槽46内可滑动设置有滑动板47,滑动板47的两端分别与刮料驱动气缸45、滑动座43连接。
进一步地,固定架24上设置有沿竖直方向延伸的导轨48,导轨48上可滑动设置有滑块49,滑块49与滑动座43固定连接。通过导轨48与滑块49避免滑动座43滑动时表面磨损,也对滑动座43起到限位导向的作用。
先驱动刮料驱动气缸45,抬升滑动座43与刮刀44,将上述手动复原的一段钢带置于承托件42上并插入后续的钢带还原机构6内,由钢带还原机构6带动钢带进给。此时刮料驱动气缸45驱动滑动座43与刮刀44下降,使得刮刀44的刀尖与承托件42之间仅留有可通过钢带的间隙构成进带通道21。通过先将手动复原的一段钢带置于承托件42上再下压刮刀44,钢带通过后续的钢带还原机构6已经形成限位,钢带在进入进带通道21时不会发生歪斜跑偏的现象。而后续的钢带在进入进带通道21时,钢带上的磨料丝受到刮刀44的阻碍与钢带分离,进而实现磨料丝的去除,避免磨料丝进入后续的钢带还原机构6。
过带通道具有进带口与出带口。钢带由进带口进入并由出带口远离刮刀44。如图23和图24所示,刮刀44包括刀头51与刀身52,刀头51上具有抵料面53,抵料面53与进带口相对,钢带通过进带通道21时,磨料丝与抵料面53相抵并与钢带分离。在本实施例中,抵料面53由刀头51至刀身52方向逐渐向刮刀44的内部倾斜。当磨料丝撞至抵料面53时会沿抵料面53向上移动一段距离,便于磨料丝与钢带的分离。
同时,刀头51上与抵料面53相对立的一侧侧面由刀身52至刀尖方向逐渐向刮刀44的内部倾斜,以减少刀头51底端面的面积,而由于刀头51底端面的面积减少后,也减少了刀头51与钢带的接触面积,减少了钢带与刀头51的磨损。而由于刀头51与钢带接触,在长时间的工作后刀头51发生磨损,此时只需要拆卸螺钉即可完成刀头51的更换,方便快捷。
且本实施例中,抵料面53的宽度由刀头51的刀尖处至刀身52方向逐渐变大呈倒梯形状。当承托件42上的钢带穿过过带通道时,刮刀44的刀头51压迫承托件42上的钢带的两侧翻边向外翻转,起到一定的预扩作用,避免带有翻边的钢带直接进入钢带还原机构6后由于钢带翻边一次性转动角度过大而导致崩断。
在本方案中,承托件42为承托轮,承托轮可转动设置于固定架24上。且该承托轮上沿自身周向设置有可穿过钢带的避让槽54。通过承托轮可转动,将承托轮与钢带之间的摩擦转变为滚动摩擦,以减少承托轮与钢带之间的摩擦力,减少钢带的磨损。且通过避让槽54对钢带进行限位导向,避免钢带歪斜。
另外,机架1上还设置于用于承接磨料丝的储料箱55,该储料箱55位于承托件42的下方。通过储料箱55承接经由磨料丝去除机构5去除的磨料丝便于后续的回收处理。且本实施例中,导向过滤件22也位于储料箱55的上方,经由滤孔23过滤的磨料丝,也落入储料箱55内收集一同回收处理。
请参阅图12-19,钢带还原机构6包括基座56,基座56安装于机架1上。基座56上设置有多对沿钢带输送方向依次排布的钢带还原轮组57,每对钢带还原轮组57包括相互配合的第一定型轮58与第二定型轮60。其中,第一定型轮58的轮壁上沿周向设置有凸楞59,第二定型轮60的轮壁上沿周向设置有与凸楞59相适配的定型凹槽61。钢带还原轮组57中的凸楞59与定型凹槽61之间形成可穿过钢带的修带通道62。请参阅图13-15,相邻两个第一定型轮58上的凸楞59的宽度沿钢带输送方向依次增大,且相邻两个第一定型轮58上的凸楞59的高度沿钢带输送方向依次减小。需要说明的是,虽然本方案中,钢带还原轮组57的数量为三对,但是在保证钢带可以挤压还原的情况下,也可以是四对、五对及五对以上。
钢带还原机构6还包括钢带驱动组件,钢带驱动组件包括钢带驱动电机97。如图18和图19所示,每个第二定型轮60上同轴心设置有第一传动轴63,每个第一传动轴63上均同轴心设置有第一传动齿轮64,相邻两个第一传动轴63之间设置有第二传动轴65,第二传动轴65与所述基座56可转动连接,第二传动轴65上同轴心设置有第二传动齿轮66,第二传动齿轮66与相邻两侧的第一传动轴63上的第一传动齿轮64咬合。在本方案中,钢带驱动电机97与其中一根第一传动轴63连接,但是钢带驱动电机97与其他第一传动轴63或第二传动轴65连接都是可以的。
经过上述磨料丝去除机构5去除磨料丝后的钢带插入第一组钢带还原轮组57中的修带通道62。钢带驱动电机97驱动所连第一传动轴63连接,第一传动轴63转动时带动同轴的第一传动齿轮64转动。第一传动齿轮64转动的过程中,由于第一传动齿轮64与相邻的第二传动齿轮66咬合,第一传动齿轮64带动第二传动齿轮66,第二传动齿轮66再带动另一侧的第一传动齿轮64转动,进而实现多根第一传动轴63的同步转动,保证每个第一传动轴63上的第二定型轮60都可以同步转动。第二定型轮60转动时,通过摩擦力带动钢带进给,钢带依次穿过沿输送方向排布的钢带还原轮组57中的修带通道62。而由于每个第一传动轴63上的第二定型轮60都可以同步转动,使得钢带在各个钢带还原轮组57中的输送速度保持一致,避免钢带输送速度不一致导致进给不顺畅的问题。
而钢带插入第一对钢带还原轮组57中的修带通道62时,钢带驱动电机97驱动第二定型轮60转动,第二定型轮60带动钢带进给,第一定型轮58与钢带之间通过摩擦力带动第一定型轮58与第二定型轮60同步反向转动。与此同时,第一定型轮58的凸楞59配合第二定型轮60上的定型凹槽61压迫钢带的翻边向外翻转进行挤压还原,在挤压还原的过程中,凸楞59与定型凹槽61分别与钢带的上下两带面接触,通过摩擦力带动钢带前行至下一对钢带还原轮组57中再次进行挤压翻边直至钢带穿过所有的钢带还原轮组57完成还原动作。由于相邻两个第一定型轮58上的凸楞59的高度沿钢带输送方向依次减小,第一定型轮58的凸楞59压迫钢带的翻边逐渐向外翻转直至平整,通过多对钢带还原轮组57对钢带逐渐进行压平,也避免了钢带一次性压平而导致钢带断裂。在钢带通过所有的钢带还原轮组57完成还原动作后钢带的带面较为平整,便于后续的回收利用。
在本方案中,如图4所示,钢带驱动电机97与收卷驱动电机96为同一个电机,该电机安装于机架1上,且电机的输出轴连接有减速器95,减速器95与第一传动轴63连接的连接轴上同轴心设置有第一驱动齿轮67。钢丝回收机构94中的转动轴32上设置有第二驱动齿轮68,第一驱动齿轮67与第二驱动齿轮68通过传动链传动连接,进而实现第二定型轮60与钢丝收卷盘3的同步转动,使得钢带与钢丝同时保持进给。但是容易理解的,在保证钢带与钢丝同时保持进给的情况下,也可以采取钢带驱动电机97与收卷驱动电机96为两个不同的电机,其钢带驱动电机97直接与第一传动轴63连接,收卷驱动电机96直接与转动轴32连接也是可行的。
且在本方案中,第一驱动齿轮67的直径小于第二驱动齿轮68的直径。由于在回收的过程中,需要将钢丝先从钢带中抽离出来,钢带才能进入磨料丝去除机构5去除磨料再进入钢带还原机构6内。所以钢丝的抽取速度必须快于钢带的进给速度,通过第一驱动齿轮67的直径小于第二驱动齿轮68的直径,相同的电机转速下,转动轴32的转速要比第一传动轴63的转速块,使得钢丝的抽取速度快于钢带的进给速度,进而避免钢丝影响钢带的输送。
基座56的顶端还设置有多个升降气缸69,每个升降气缸69均与一个第一定型轮58连接,具体的,第一定型轮58与对应的升降气缸69的推杆转动连接。该升降气缸69用于带动第一定型轮58沿竖直方向朝超同一钢带还原轮组57中的第二定型轮60做靠近或远离动作。容易理解的,第一定型轮58的凸楞59配合第二定型轮60上的定型凹槽61压迫钢带的翻边向外翻转进行挤压还原的同时,钢带与凸楞59之间存在摩擦,在第一定型轮58长时间转动后,凸楞59与钢带之间的接触面会有一定的磨损。而凸楞59磨损后,凸楞59与定型凹槽61之间形成的修带通道62的高度就会发生变化,磨损后的凸楞59无法压迫后续的钢带的翻边向外翻转进行挤压还原。而此时,通过升降气缸69推动第一定型轮58下降靠近第二定型轮60,使得修带通道62的高度始终保持不变,磨损后的凸楞59仍能压迫后续的钢带的翻边向外翻转进行挤压还原,不需要马上更换第一定型轮58,提高了第一定型轮58的使用率,节约了耗材。且容易理解的,且针对不同厚度的钢带,修带通道62的高度也需要进行调节,通过气缸驱动第一定型轮58上升或下降,就可以实现修带通道62的高度的调节,使得该机构适用于不同厚度的钢带。
请参阅图17-19,基座56上还设置有接引块70,该接引块70沿钢带的输送方向位于多对钢带还原轮组57的前方。接引块70上设置有用于穿过钢带的接引槽71,接引槽71的两端槽口一端与磨料丝去除机构5中的过带通道对齐,另一端与位于头端的钢带还原轮组57中的修带通道62对齐。通过接引块70对钢带进行导向限位,避免钢带在由磨料丝去除机构5进入位于头端的钢带还原轮组57时与凸楞59或第一定型轮58的外壁或第二定型轮60的外壁相抵导致跑偏。且在本方案中,接引槽71的槽宽与位于头端的钢带还原轮组57中的第二定型轮60上的定型凹槽61的槽宽相同,接引槽71的高度与位于头端的钢带还原轮组57中的第二定型轮60上的定型凹槽61的深度相同。使得钢带在从接引块70进入位于头端的钢带还原轮组57时不会发生横向移动,输送过程中的更加稳定。
相邻两个钢带还原轮组57之间还设置有导向块72,导向块72上设置有用于穿过钢带的导向槽73,导向槽73贯穿导向块72的前后两端,导向槽73的两端槽口分别与相邻两个钢带还原轮组57中的修带通道62对齐。通过导向槽73对钢带进行导向,避免钢带跑偏。且导向块72上的导向槽73的槽宽与沿钢带输送方向上位于该导向块72前端的第二定型轮60上的定型凹槽61的槽宽相同,导向块72上的导向槽73的高度与沿钢带输送方向上位于该导向块72前端的第二定型轮60上的定型凹槽61的深度相同。由于每个钢带还原轮组57中的修带通道62大小都不一样,通过导向槽73宽高和前一个第二定型轮60上的定型凹槽61的宽高一致,使得钢带在输送过程中的更加稳定不会晃动。
且在本实施例中,导向块72于上端面的前后两侧均设有与相邻两个第一定型轮58的外轮壁相适配的第一弧形面,导向块72于下端面的前后两侧均设有与相邻两个第二定型轮60的外轮壁相适配的第二弧形面。使得导向块72可以更加靠近第一定型轮58与第二定型轮60,也避免导向块72与第一定型轮58、第二定型轮60发生干涉。同样的,上述接近块于上下端面的前后两侧也与位于头端的钢带还原轮组57及磨料丝去除机构5中的承托轮相适配的弧形面。
基座56上还设置有导出块74,所述导出块74沿钢带的输送方向位于所述多对钢带还原轮组57的后方,所述导出块74上设置有用于穿过钢带的导出槽75,所述导出槽75的槽口与位于尾端的钢带还原轮组57中的修带通道62对齐。对钢带进行导向限位,使得钢带不会自然下垂,既避免拉扯到后面输送的钢带以防止影响钢带的压平,也使得钢带可以有序地配合后续的机构进行切除工作。且导出槽75的槽宽与位于尾端的钢带还原轮组57中的第二定型轮60上的定型凹槽61的槽宽相同,导出槽75的高度与位于尾端的钢带还原轮组57中的第二定型轮60上的定型凹槽61的深度相同。
请参阅图20-22,钢带回收设备还包括钢带裁切机构7,钢带裁切机构7包括安装座76和控制器。安装座76设置于机架1的尾端,且安装座76上设置有用于穿过钢带的钢带出口。钢带出口与上述导出块74的导出槽75的槽口对齐,且钢带出口的大小与导出槽75的槽口大小相同。且安装座76上还设置有接料斗77、裁切驱动组件和切刀79。接料斗77上设置有检测件91,钢带出口穿出的钢带延伸至检测位置时,所述检测件91发出检测信号。上述控制器用于接收所述检测件91的检测信号并控制裁切驱动组件动作。切刀79与裁切驱动组件连接,当控制器接收到检测信号时,控制器控制裁切驱动组件驱动切刀79垂直于钢带的输送方向移动以切断所述钢带出口处的钢带,接料斗77承接切断的钢带。
通过裁切驱动组件驱动切刀79对钢带进行裁切分段,便于后续的堆积收纳,每个钢带只有延伸至指定位置时才会触发检测件91,而裁切驱动组件只有在检测件91接收到检测信号时才会驱动切刀79裁切,就可以保证每段被裁切的钢带的长度一致,便于后续的回收利用。
作为一种具体的实施方式,本实施例中,裁切驱动组件包括切刀驱动气缸78,切刀驱动气缸78的缸筒与安装座76铰接。切刀79的头端与安装座76铰接,切刀79的尾端与所述切刀驱动气缸78的推杆连接。在控制器接收到检测信号时,气缸驱动推杠伸缩以驱动切刀79绕切刀79与安装座76的铰接点转动以切断所述钢带出口处的钢带。
本方案中,所述切刀79的两侧均带有刀刃,刀刃分为上刀刃与下刀刃。切刀驱动气缸78根据检测信号依次带动所述切刀79绕所述切刀79与安装座76的铰接点顺时针转动,下刀刃切断所述钢带出口处的钢带,或带动切刀79绕所述切刀79与安装座76的铰接点逆时针转动,上刀刃切断钢带出口处的钢带。若切刀79仅单侧带有刀刃,每次驱动切刀79裁切完钢带后需要再驱动切刀79复位才可以进行下一次裁切,单次工序耗时较长。而由于切刀79的两侧均带有刀刃,切刀79的两侧均可实现对钢带的裁切,每次驱动切刀79裁切完钢带后不需要再驱动切刀79复位,下一次裁切时驱动切刀79反向进给即可实现裁切,降低了工序耗时,提高了裁切效率。仅作为举例,当钢带触发检测件91,切刀驱动气缸78带动所述切刀79绕所述切刀79与安装座76的铰接点顺时针转动,下刀刃切断所述钢带出口处的钢带后,切刀79停留在钢带出口的下方位置。当下一段钢带触发检测件91,切刀驱动气缸78带动所述切刀79绕所述切刀79与安装座76的铰接点逆时针转动,上刀刃切断所述钢带出口处的钢带后,切刀79停留在钢带出口的上方位置,依次循环。
且为了避免切刀79与接料斗77发生干涉。安装座76上安装有安装块80,安装块80上设置有贯穿安装块80相对立两端头的出带通道81,出带通道81与上述钢带出口对齐。且安装块80上连接有两个连接板82,每个连接板82上均连接有隔板83,隔板83与连接板82之间呈夹角设置构成L型结构。隔板83的板面与钢带出口正对,两个隔板83分设于所述出带通道81的两侧,两个隔板83之间留有可通过钢带的间隙。且隔板83与所述安装块80之间留有间隔形成裁切通道84,切刀79在驱动组件的作用下于裁切通道84内移动以切断穿过出带通道81的钢带。接料斗77安装于两个隔板83上,接料斗77上设有入料口,入料口与两个隔板83之间的间隙连通。
本方案中,安装块80与连接板82可拆卸连接。在切刀79磨损时可以拆下连接板82对切刀79进行更换。作为一种较优的实施方式,安装块80上设置有螺纹孔,连接板82上设置有沿接料斗77长度方向延伸的调节通槽85,该调节通槽85内贯穿有螺杆。当连接板82及隔板83移动至隔板83的板面与切刀79刀面贴合时,螺杆贯穿所述通槽与所述螺纹孔螺纹连接,螺杆上套有螺帽,螺帽压迫连接板82与安装块80保持相对固定。由于切刀79在裁切的过程中,切刀79的刀面会与安装块80及隔板83之间发生摩擦,导致切刀79的厚度变薄,通过调节通槽85使得连接板82可以相对于安装块80做远离或靠近运动,使得裁切通道84的宽度始终与切刀79的厚度适配,避免切刀79在裁切的过程中晃动。
接料斗77包括固定板86与转动板87,固定板86的头端与其中一个隔板83固定连接,转动板87的头端与另一个隔板83可转动连接。具体的,转动板87上设置有沿自身长度方向延伸的铰接轴88,该铰接轴88插入所连隔板83使得转动板87的头端与对应隔板83可转动连接。固定板86的头端与转动板87的头端之间形成所述入料口,固定板86与所述转动板87均沿水平面朝远离出带口的方向延伸。
同时,转动板87的顶部外侧设置有配重块89,该配重块89通过自身重力作用带动转动板87转动,直至转动板87的底部与固定板86的板面相抵。随着钢带的不断进给,钢带被切刀79逐段裁切后,裁切后的钢带都落入接料斗77内收集。当接料斗77内钢带堆积至预设数量时,钢带的重量大于配重块89的重量,钢带压迫转动板87转动,使得转动板87的底部相对于所述固定板86做远离动作形成可通过钢带的下料口,接料斗77内的钢带通过下料口下料完成收集,使得每一次下料的钢带的数量都是相同的,节省了后续钢带分装的步骤。而钢带下料后,转动板87的底部失去作用力,配重块89再次带动转动板87的底部转动至与所述固定板86的板面相抵以承接钢带进行下一次的循环。
如图22所示,接料斗77还包括合页100和弹性件。合页100的一侧与所述固定板86的尾端铰接,合页100的另一侧与所述转动板87的尾端相抵。且本方案中,合页100通过弹性件与固定板86的内板面连接。检测件91为行程开关,行程开关设置于所述固定板86上,钢带出口穿出的钢带顶升所述合页100相对于所述固定板86转动时,合页100触发行程开关,行程开关发出检测信号,控制器控制切刀驱动气缸78驱动切刀79裁切钢带。且合页100转动的过程中,弹性件发生形变,在本实施例中,弹性件为拉簧90。当切刀79切断钢带出口处的钢带时,合页100失去了钢带的作用力,拉簧90带动合页100复位。本方案中当钢带顶升合页100相对于固定板86转动时,切刀79在裁切驱动组件的作用下切断钢带出口处的钢带,使得每一段的钢带保持长度一致。且由于钢带的头端与合页100相抵,钢带的尾端受到钢带还原机构6的限位,钢带两端受力,使得钢带处于绷直的状态,便于切刀79的裁切。同时,通过弹性件使得合页100可以自动复位。
且为了避免钢带在顶升合页100的过程中钢带自身弯曲。请参阅图15,钢带还原机构6中最后一对钢带还原轮组57中的第二定型轮60上的定型凹槽61的槽底为向内凹陷的弧形面。其对应的第一定型轮58上的凸楞59的横截面为弧形凸起。从而使得从最后一对钢带还原轮组57中出来的钢带的带面并非是完全平整的,而是略微带有一定的弧形,使得进入钢带裁切机构7的钢带为弧形状的异形件,从而提高了钢带自身的结构强度,避免钢带在撞至合页100后钢带自身弯曲而无法顶开合页100,导致合页100无法触发行程开关的问题。
另外,如图20所示,隔板83上还设置有进油杆92,所述进油杆92上沿自身长度方向设置有进油通道,且进油杆92上设置有油孔93,该油孔93与所述进油通道连接。同时隔板83上设置有通孔,进油通道通过所述通孔与裁切通道84连通。通过油孔93加油,油沿着进油通道进入裁切通道84内,对切刀79起到润滑的作用。
Claims (9)
1.一种钢带裁切机构,其特征在于,包括:
机架,机架上设置有安装座;
用于穿过钢带的钢带出口,设置于所述安装座上;
用于承接钢带的接料斗,与所述安装座连接;
检测件,设置于所述接料斗上,所述钢带出口穿出的钢带延伸至检测位置时,所述检测件发出检测信号;
裁切驱动组件,安装于所述安装座上;
控制器,用于接收所述检测件的检测信号,并控制所述裁切驱动组件动作;
切刀,与所述裁切驱动组件连接;当所述控制器接收到检测信号时,所述控制器控制裁切驱动组件驱动所述切刀垂直于钢带的输送方向移动以切断所述钢带出口处的钢带,所述接料斗承接切断的钢带。
2.根据权利要求1所述的钢带裁切机构,其特征在于,所述裁切驱动组件包括切刀驱动气缸,切刀驱动气缸的缸筒与所述安装座铰接,所述切刀的头端与所述安装座铰接,所述切刀的尾端与所述切刀驱动气缸的推杆连接,所述切刀驱动气缸驱动切刀绕所述切刀与安装座的铰接点转动以切断所述钢带出口处的钢带。
3.根据权利要求2所述的钢带裁切机构,其特征在于,所述切刀的两侧均带有刀刃,所述刀刃分为上刀刃与下刀刃,所述切刀驱动气缸根据所述检测信号依次带动所述切刀绕所述切刀与安装座的铰接点顺时针转动,所述下刀刃切断所述钢带出口处的钢带,或带动所述切刀绕所述切刀与安装座的铰接点逆时针转动,所述上刀刃切断所述钢带出口处的钢带。
4.根据权利要求1所述的钢带裁切机构,其特征在于,还包括安装块,所述安装块安装于所述安装座上,所述安装块上设置有用于穿过钢带的出带通道,所述出带通道与所述钢带出口对齐,所述安装块上连接有两个连接板,每个连接板上均连接有隔板,所述隔板与所述连接板之间呈夹角设置,所述隔板的板面与所述钢带出口正对,所述两个隔板分设于所述出带通道的两侧,两个隔板之间留有可通过钢带的间隙,所述接料斗安装于两个隔板上,所述接料斗上设有入料口,所述入料口与两个隔板之间的间隙连通,且所述隔板与所述安装块之间留有间隔形成裁切通道,所述切刀在裁切驱动组件的作用下于所述裁切通道内移动以切断穿过所述出带通道的钢带。
5.根据权利要求4所述的钢带裁切机构,其特征在于,所述安装块与所述连接板可拆卸连接。
6.根据权利要求5所述的钢带裁切机构,其特征在于,所述安装块上设置有螺纹孔,所述连接板上设置有沿接料斗长度方向延伸的调节通槽,所述调节通槽内贯穿有螺杆,当所述连接板及隔板移动至隔板的板面与切刀刀面贴合时,所述螺杆贯穿所述调节通槽与所述螺纹孔螺纹连接,所述螺杆上套有螺帽,所述螺帽压迫所述连接板与安装块保持相对固定。
7.根据权利要求4所述的钢带裁切机构,其特征在于,所述接料斗包括固定板与转动板,所述固定板的头端与其中一个隔板固定连接,所述转动板的头端与另一个隔板可转动连接,所述固定板的头端与转动板的头端之间形成所述入料口,所述固定板与所述转动板均沿水平面朝远离出带口的方向延伸;所述转动板的顶部外侧设置有配重块,所述配重块带动所述转动板转动至的转动板的底部与所述固定板的板面相抵,所述接料斗内钢带堆积至预设数量时,钢带压迫所述转动板转动,所述转动板的底部相对于所述固定板做远离动作形成可通过钢带的下料口。
8.根据权利要求7所述的钢带裁切机构,其特征在于,所述接料斗还包括合页和弹性件,所述合页的一侧与所述固定板的尾端铰接,所述合页的另一侧与所述转动板的尾端相抵,且所述合页通过弹性件与固定板的内板面连接;所述检测件为行程开关,所述行程开关设置于所述固定板上,钢带出口穿出的钢带顶升所述合页相对于所述固定板转动时,所述行程开关发出检测信号,所述弹性件发生形变,所述切刀在裁切驱动组件的作用下平行于所述钢带出口移动以切断所述钢带出口处的钢带;所述切刀切断所述钢带出口处的钢带时,所述弹性件带动所述合页复位。
9.根据权利要求4所述的钢带裁切机构,其特征在于,还包括进油杆,所述进油杆设置于所述隔板上,所述进油杆上沿自身长度方向设置有进油通道,所述进油杆上设置有油孔,所述油孔与所述进油通道连接,所述隔板上设置有通孔,所述进油通道通过所述通孔与所述裁切通道连通。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202023224973.3U CN214350024U (zh) | 2020-12-28 | 2020-12-28 | 一种钢带裁切机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202023224973.3U CN214350024U (zh) | 2020-12-28 | 2020-12-28 | 一种钢带裁切机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN214350024U true CN214350024U (zh) | 2021-10-08 |
Family
ID=77949147
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202023224973.3U Active CN214350024U (zh) | 2020-12-28 | 2020-12-28 | 一种钢带裁切机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN214350024U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114871496A (zh) * | 2022-07-08 | 2022-08-09 | 江苏巨弘捆带制造有限公司 | 位于输送线上的金属带头自动修整装置 |
| CN116944574A (zh) * | 2023-09-18 | 2023-10-27 | 济南中船设备有限公司 | 一种大型螺栓生产用原料的高效切割装置 |
-
2020
- 2020-12-28 CN CN202023224973.3U patent/CN214350024U/zh active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114871496A (zh) * | 2022-07-08 | 2022-08-09 | 江苏巨弘捆带制造有限公司 | 位于输送线上的金属带头自动修整装置 |
| CN116944574A (zh) * | 2023-09-18 | 2023-10-27 | 济南中船设备有限公司 | 一种大型螺栓生产用原料的高效切割装置 |
| CN116944574B (zh) * | 2023-09-18 | 2023-12-15 | 济南中船设备有限公司 | 一种大型螺栓生产用原料的切割装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN214919120U (zh) | 用于刷条中钢带的剥离回收机 | |
| CN214350024U (zh) | 一种钢带裁切机构 | |
| CN214349896U (zh) | 一种可调式裁切机构 | |
| CN112678600B (zh) | 一种钢带回收装置 | |
| CN112916571A (zh) | 一种刷条回收设备 | |
| CN111232729B (zh) | 瓦楞纸板切边收集设备及应用该设备的生产工艺 | |
| DE3522271A1 (de) | Vorrichtung zum aufwickeln einer gutbahn | |
| CN214934701U (zh) | 一种钢带回收装置 | |
| CN214919119U (zh) | 一种钢丝与钢带的分离回收装置 | |
| CN112678599B (zh) | 可调式金属带裁切机构 | |
| CN214527125U (zh) | 一种方便卸卷的分纸机 | |
| CN214359254U (zh) | 钢带卷料机 | |
| CN214348102U (zh) | 一种刮料组件 | |
| CN112792098B (zh) | 一种废旧刷条的回收方法 | |
| CN214918428U (zh) | 一种磨料丝去除机构 | |
| CN214934891U (zh) | 一种钢丝回收机构 | |
| CN214934543U (zh) | 一种刷条导向机构 | |
| CN214348751U (zh) | 一种钢带还原机构 | |
| CN214934845U (zh) | 一种自主调节式钢丝回收机构 | |
| CN207616326U (zh) | 一种钢带导向装置 | |
| CN214920952U (zh) | 一种钢带裁切安装结构 | |
| KR101316220B1 (ko) | 스크랩 처리장치 | |
| DE3309517C1 (de) | Verfahren zur Herstellung von Flachspaenen sowie Vorrichtung zur Durchfuehrung des Verfahrens | |
| CN112958685B (zh) | 一种数控冲压机冲压平台 | |
| EP2479114B1 (de) | Etikettiermaschine sowie Verfahren zum betrieb einer Etikettiermaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |