CN210614704U - 一种t型材矫正装置 - Google Patents
一种t型材矫正装置 Download PDFInfo
- Publication number
- CN210614704U CN210614704U CN201921435878.2U CN201921435878U CN210614704U CN 210614704 U CN210614704 U CN 210614704U CN 201921435878 U CN201921435878 U CN 201921435878U CN 210614704 U CN210614704 U CN 210614704U
- Authority
- CN
- China
- Prior art keywords
- correcting
- panel
- web
- spot welding
- wheel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
本实用新型涉及一种T型材矫正装置,包括包括矫正输入轨道座、矫正输入辊、矫正机座、面板矫正前定位导轮、面板矫正后定位导轮、面板下矫正轮、面板上矫正轮、腹板矫正轮、矫正输出轨道座、矫正输出辊,通过矫正装置冷作矫正。将T型材生产中矫正一体结合成完整产线,生产自动化程度高,作业便捷,省时省力,能有效兼顾组装定位、焊接精度和焊接变形矫正。
Description
技术领域
本实用新型涉及一种型材加工设备,具体是一种T型材矫正装置。
背景技术
在船舶建造中,需要制作多种规格、长度的T型材,其制作大都是采用火焰切割机切割面板及腹板,面板、腹板定位后依靠人工进行装配电焊焊接,焊接前需要装配、划线、保证垂直度,甚至需要焊接定位斜撑,T型材制作工序费时费力,生产效率低,装配焊接精度偏低。
还有T型材制作后,由于焊接会产生变形,一般情况下,都会采用火工矫正变形,但是由于火工矫正属于手工操作,和操作者的实践技能有很大的关系,如果加热不均匀,往往矫正的不均匀导致矫正后面板仍然不平整;另一方面火工矫正属于热矫正,会导致面板弯曲,甚至矫正不当导致过火等副作用。且火工矫正效率低下,矫正速度慢。
因此,开发一种使用可靠,操作方便,实用性强的T型材流水线制作流程正成为亟需解决的问题。
发明内容
针对现有T型材制作中的上述不足,本实用新型提供了一种T型材矫正装置,实现T型材自动定位机械矫正,有利于施工作业的省时省力,降低人工成本,提高制作精度、工作效率。
本实用新型采用的技术方案是:一种T型材矫正装置,其特征在于:
所述矫正装置包括矫正输入轨道座、矫正输入辊、矫正机座、面板矫正前定位导轮、面板矫正后定位导轮、面板下矫正轮、面板上矫正轮、腹板矫正轮、矫正输出轨道座、矫正输出辊,多个矫正输入辊平行间隔设置在矫正输入轨道座上呈各自自带动力驱动旋转或统一受力驱动旋转状态,多个矫正输出辊平行间隔设置在矫正输出轨道座上呈各自自带动力驱动旋转或统一受力驱动旋转状态,矫正输入轨道座、矫正机座、矫正输出轨道座依次对应设置,矫正机座前部设有经各自气缸带动伸缩对应面板左右两侧边导向定位的左右两只矫正前定位导轮和左右两只面板矫正后定位导轮,矫正机座中部对称设有两只经各自气缸带动伸缩分别对应腹板左右两侧冷作矫正的腹板矫正轮,矫正机座后部设有贴合面板下端面冷作矫正、经其自带电机驱动旋转的面板下矫正轮,矫正机座后部还对称设有分别冷作矫正贴合腹板两侧面板上端面的、经其自带电机驱动旋转的面板上矫正轮。
进一步地,所述腹板矫正轮还设置一组在面板上、下矫正轮后部。
进一步地,所述面板上矫正轮连接面板上矫正电机,面板上矫正电机连接可在矫正机座上垂直升降调节的面板上矫正电机机座。
进一步地,所述腹板矫正轮为双滚轮结构。
进一步地,所述面板上矫正轮由连接板或连接座经上矫正垂直气缸和/或上矫正水平气缸连接在矫正机座上。
本生产线的作业流程为:
1、起吊工序:起吊梁对应移动至面板堆积上方,通电电磁吊钩吸取面板,再移动至腹板堆积上方,电磁吊钩吸取腹板,通过控制电磁吊钩磁吸力大小按质量轻重吸附面板和腹板,并移动至组立进料总成上。
2、组立进料工序:控制起吊梁按面板和腹板的重量,首先移动至腹板翻转座上,控制电磁吊钩磁吸力放下较重的腹板,腹板平面落至腹板翻转座的腹板翻转座滚柱上,再移动至组立进料输送辊上控制电磁吊钩放下较轻的面板,面板平面落至组立进料输送辊上;然后进行面板的进料定位,控制两进料定位气缸驱动沿面板进料定位导柱相对方向驱动面板进料定位块,通过面板进料定位块上的面板进料定位立辊对中推动面板在组立进料输送辊上沿辊的轴向移动定位,再进行腹板的进料定位,控制与腹板翻转座同平面的腹板吸合电磁铁吸合腹板,腹板翻转座翻转电机带动腹板翻转座旋转使水平支撑在腹板翻转座滚柱上的腹板竖立至组立进料输送辊上方,腹板送至组立进料输送辊上位置由腹板翻转座安装腹板翻转座滚柱在其座平面上高度位置决定,控制腹板夹紧座旋转电机带动腹板夹紧座旋转使腹板夹紧滚柱从另一侧贴合至腹板的非支撑面,控制腹板翻转座翻转电机和腹板夹紧座旋转电机旋转角度,可控腹板在组立进料输送辊上方的位置调整,松开腹板的电磁吸附,腹板落至组立进料输送辊上,不落至面板上方,至此,面板和腹板在组立进料输送辊上完成定位进料。
3、点焊工序:面板和腹板在组立进料输送辊上同步经组立进料输送辊旋转朝向组立点焊机座输送,输送至组立点焊输送辊上并持续朝向组立点焊门架输送,由两侧或一侧的腹板点焊定位气缸驱动腹板点焊定位块在腹板点焊定位轨道座内移动,使腹板点焊定位块上腹板点焊定位导轮推动腹板对中移动,腹板同步或继续朝前输送移动至腹板点焊抬升柱上的位置探头处停止输送,腹板点焊抬升气缸推动腹板点焊抬升柱朝上抬起腹板,由两侧或一侧的面板点焊定位气缸驱动面板点焊定位块在面板点焊定位轨道座内移动,使面板点焊定位块上面板点焊定位导轮推动面板移动至抬高后的腹板下方,通过推动进给量的控制确保腹板在面板宽度方向的位置,然后腹板点焊抬升柱回缩放下腹板,腹板垂直置于面板上,反向控制组立进料输送辊回缩垂直叠加的面板和腹板;针对不同规格的T型材,存在面板头部超出腹板头部,或面板头部与腹板头部平齐,或面板头部落后于腹板头部三种情形,由组立点焊机座一侧面板点焊前限位导轨上自动或手动调整面板点焊前限位导块位置,从而控制面板点焊前限位旋转气缸驱动旋转的面板点焊前限位旋转轴带动面板点焊前限位挡板旋转至面板头部的前方,同样由另一侧控制腹板点焊前限位挡板旋转至腹板头部的前方,自动控制面板点焊前限位挡板和腹板点焊前限位挡板之间的前后关系、以及前后距离差,直接满足上述三种情形,组立进料输送辊朝前输送垂直叠加的面板和腹板,当面板和腹板分别对应至面板点焊前限位传感器和腹板点焊前限位传感器时,停止输送,面板和腹板的定位组装完成所需垂直定位和前后定位的要求后,通过组立点焊门架上两只以上腹板点焊压紧导轮旋接下压腹板与面板贴合精密,然后可进行点焊作业,通过组立点焊门架前部左右对称设置两只组立点焊座上组立点焊气缸带动组立点焊焊头朝向面板和腹板垂直相接角位置送焊完成点焊,在组立点焊输送辊持续输送时完成一定长度的点焊,并回缩点焊焊头,在组立点焊输送辊输送一定距离后再次点焊,由此完成面板和腹板垂直叠加后的整体长度方向上的完整点焊作业。
4、中转工序:在组立装置完成面板和腹板垂直叠加点焊持续输出的同时,点焊后的面板和腹板垂直叠加形成倒T型点焊组装连接件送入中转轨道座的中转输送辊上,在输送对应至中转输送限位探头时,停止输送,倒T型点焊组装连接件置于中转输送辊上;控制多个平移升降车在各自的平移轨道座上进入平移空挡中,平移升降车上升抬起倒T型点焊组装连接件后退出平移空挡,移动对应至平移限位探头停止平移,平移升降车下降将倒T型点焊组装连接件置于中转支架上,完成面板和腹板垂直叠加形成的倒T型点焊组装连接件中转待用;
5、焊接工序:焊接移动门架在焊接门架移动电机的带动下在焊接轨道座上移动,让出焊接平台上方空间,便于将中转支架上的多个倒T型点焊组装连接件吊装至焊接平台上,多个倒T型点焊组装连接件平行设置在焊接平台上,并通过各自长度方向底部多个焊接平台上的焊接夹紧轨道槽内两焊接夹紧头在焊接夹紧电机驱动焊接夹紧驱动螺杆对中夹紧;夹紧后,焊接移动门架回位移动至倒T型点焊组装连接件的尾部,控制焊接作业单元,焊接作业升降轨道在门架横梁轨道移动对准多道平行夹装在焊接平台上的倒T型点焊组装连接件,对准到位后,焊接作业横梁轨道在焊接作业升降轨道上升降调整其左右两侧连接的焊接作业架水平对准倒T型点焊组装连接件,再控制焊接作业架在焊接作业横梁轨道上朝中移动包容倒T型点焊组装连接件,此时,两焊接作业架各自内侧的前后两焊接定位导向轮朝中对准抵紧倒T型点焊组装连接件面板和腹板垂直相接角位置,焊接头对准面板和腹板垂直相接角位置的焊缝,通过焊接移动门架在焊接轨道座上移动整体带动焊接头沿倒T型点焊组装连接件面板和腹板垂直相接角位置的焊缝方向完成整体的电焊形成T型材,电焊同时产生的废气由焊接废气回收管路接至焊接移动门架上的回收处理箱处理废气。
6、矫正工序:电焊完成后的T型材松开夹紧并吊至矫正输入轨道座的矫正输入辊上朝向矫正机座输送,在矫正机座前部经左右两只矫正前定位导轮和左右两只面板矫正后定位导轮对中定位T型材的面板,并持续朝后输送至面板下矫正轮上通过面板下矫正轮持续朝后输送,此时左右两侧的腹板矫正轮在其气缸的带动下对中贴合至T型材的腹板两侧面,左右两面板上矫正轮在其气缸的带动下按矫正尺寸进行垂直方向和朝中方向进行移动控制,左右两面板上矫正轮分别压至位于腹板两侧的面板上,在面板下矫正轮持续朝后输送同时,由腹板矫正轮贴合矫正腹板、腹板上、下矫正轮贴合矫正面板,实现T型材的整体矫正,矫正后送至矫正输出轨道座的矫正输出辊上进行矫正输出。腹板矫正轮在面板上、下矫正轮前、后各设置一组,能进一步提高矫正效果。
本发明将T型材生产中的吊装、定位组装、点焊、中转、焊接和矫正一体结合成完整产线,生产自动化程度高,作业便捷,省时省力,能有效兼顾组装定位、焊接精度和焊接变形矫正。
附图说明
图1为本发明总装图;
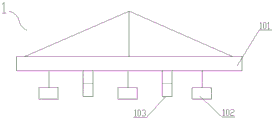
图2为本发明起吊装置结构示意图;
图3为本发明组立进料总成结构示意图;
图4为本发明组立进料总成结构示意图;
图5为图4中A-A视图;
图6为图4中B向腹板抬起示意图;
图7为图4中B向面板对中推至腹板下方示意图;
图8 为图4中B向腹板垂直定位放置在面板上示意图;
图9为图4中C处局部放大图;
图10为本发明焊接中转平台装置的结构示意图;
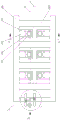
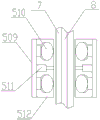
图11为本发明焊接装置结构示意图;
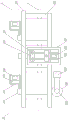
图12为图11左视图;
图13为图11中D-D视图;
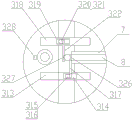
图14为本发明矫正装置结构示意图;
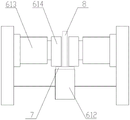
图15为图14中E-E视图。
图中:起吊装置1、起吊梁101、电磁吊钩102、起吊梁A型支架103;
组立进料总成2、组立进料轨道201、组立进料输送辊202、腹板翻转座204、腹板翻转座翻转电机203、腹板翻转座滚柱205、腹板吸合电磁铁206、腹板夹紧座208、腹板夹紧座旋转电机207、腹板夹紧滚柱209、面板进料定位座210、面板进料定位导柱211、面板进料定位气缸212、面板进料定位块213、面板进料定位立辊214;
组立点焊总成3、组立点焊机座301、组立点焊门架302、组立点焊输送辊303、面板点焊定位轨道座304、面板点焊定位气缸305、面板点焊定位块306、面板点焊定位导轮307、腹板点焊定位气缸308、腹板点焊定位导轮309、腹板点焊压紧导轮310、腹板点焊抬升气缸311、腹板点焊抬升柱312、面板点焊前限位导轨313、面板点焊前限位导块314、面板点焊前限位旋转气缸315、面板点焊前限位旋转轴316、面板点焊前限位挡板317、腹板点焊前限位导轨318、腹板点焊前限位导块319、腹板点焊前限位旋转气缸320、腹板点焊前限位旋转轴321、腹板点焊前限位挡板322、组立点焊座323、组立点焊气缸324、组立点焊焊头325、面板点焊前限位传感器326、腹板点焊前限位传感器327、抬升柱前限位传感器328;
焊接中转平台装置4、中转轨道座401、中转输送辊402、平移升降车403、平移空档404、平移轨道座405、中转支架406、中转输送限位探头407、平移输送限位探头408;
焊接装置5、焊接平台501、焊接轨道座502、焊接移动门架503、焊接门架移动电机504、门架横梁轨道505、焊接作业单元506、焊接作业升降轨道507、焊接作业横梁轨道508、焊接作业架509、焊接定位导向轮510、焊接头511、电焊挡光板512、焊接废气回收管513、焊接夹紧轨道槽514、焊接夹紧夹头515、焊接夹紧驱动螺杆516、焊接夹紧电机517;
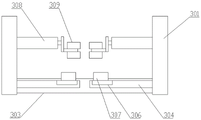
矫正装置6、矫正输入轨道座601、矫正输入辊602、矫正输出轨道座603、矫正输出辊604、矫正机座605、面板矫正前定位导轮606、面板矫正后定位导轮607、面板矫正气缸608、面板矫正定位块609、腹板矫正轮610、腹板矫正气缸611、面板下矫正轮612、面板上矫正气缸613、面板上矫正轮614;
面板7、腹板8。
具体实施方式
以下结合附图和实施例对本实用新型作进一步说明。
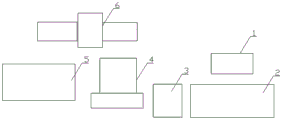
图1所示:一种T型材生产线包括起吊装置1、组立进料总成2、组立点焊总成3、焊接中转平台装置4、焊接装置5和矫正装置6依次组成。
图2所示起吊装置1包括起吊梁101、电磁吊钩102、起吊梁A型支架103,起吊梁101下部均布连接多个电磁吊钩102,起吊梁下部还设有两个以上的起吊梁A型支架103,起吊梁设置于组立装置的组立进料总成2一侧;
图3所示组立进料总成2包括组立进料轨道201、组立进料输送辊202、腹板翻转座204、腹板翻转座翻转电机203、腹板翻转座滚柱205、腹板吸合电磁铁206、腹板夹紧座208、腹板夹紧座旋转电机207、腹板夹紧滚柱209、面板进料定位座210、面板进料定位导柱211、面板进料定位气缸212、面板进料定位块213、面板进料定位立辊214。组立进料轨道201平行于起吊装置设置,多个组立进料输送辊202平行间隔设置在组立进料轨道上呈各自自带动力驱动旋转或统一受力驱动旋转状态(该类传送辊轨道为现有技术,其传动方式采用传统链条统一传动或单独驱动,本实施例不作详细描述);组立进料轨道201一侧朝向起吊梁且该侧设置多个腹板翻转座204,腹板翻转座上设有腹板吸合电磁铁206和腹板翻转座滚柱205,腹板翻转座经腹板翻转座翻转电机203带动呈朝向组立进料轨道方向旋转垂直竖立腹板翻转座滚柱状态;组立进料轨道另一侧对应每个腹板翻转座设置一腹板夹紧座208,腹板夹紧座上设有腹板夹紧滚柱209,腹板夹紧座经腹板夹紧座旋转电机207带动呈朝向组立进料轨道方向旋转垂直竖立腹板夹紧滚柱对应腹板翻转座滚柱状态,腹板翻转座滚柱205在腹板翻转座上的架设高度、配合腹板夹紧滚柱209与腹板夹紧座旋转电机207出轴间距,相结合确保翻转和旋转后能间隙限位或夹紧竖立在组立进料输送辊202上的腹板8;组立进料轨道上均布多个面板进料定位座210,面板进料定位座上穿接平行且低于组立进料输送辊上辊面的面板进料定位导柱211,面板进料定位导柱上穿接左右两只分别由各自一边的面板进料定位气缸212驱动沿面板进料定位导柱相对或相背移动的面板进料定位块213,面板进料定位块上垂直穿接面板进料定位立辊214。
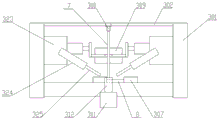
图4-9所示组立点焊总成3包括组立点焊机座301、组立点焊门架302、组立点焊输送辊303、面板点焊定位轨道座304、面板点焊定位气缸305、面板点焊定位块306、面板点焊定位导轮307、腹板点焊定位气缸308、腹板点焊定位导轮309、腹板点焊压紧导轮310、腹板点焊抬升气缸311、腹板点焊抬升柱312、面板点焊前限位导轨313、面板点焊前限位导块314、面板点焊前限位旋转气缸315、面板点焊前限位旋转轴316、面板点焊前限位挡板317、腹板点焊前限位导轨318、腹板点焊前限位导块319、腹板点焊前限位旋转气缸320、腹板点焊前限位旋转轴321、腹板点焊前限位挡板322、组立点焊座323、组立点焊气缸324、组立点焊焊头325、面板点焊前限位传感器326、腹板点焊前限位传感器327、抬升柱前限位传感器328。组立点焊门架302设置于组立点焊机座201上,多个组立点焊输送辊303平行间隔设置在组立点焊机座上呈各自自带动力驱动旋转或统一受力驱动旋转状态,组立点焊机座后端对应组立进料轨道前端,组立点焊机座上还设有平行于组立点焊输送辊、左右设置的两面板点焊定位轨道座304,面板点焊定位块306低于组立点焊输送辊上辊面设置在面板点焊定位轨道座内呈由面板点焊定位气缸305驱动沿面板点焊定位轨道座移动定位状态,面板点焊定位块上设置面板点焊定位导轮307,组立点焊机座两侧还水平设有高于面板点焊定位导轮、左右设置的两腹板点焊定位气缸308,腹板点焊定位气缸朝中间连接腹板点焊定位导轮309,组立点焊机座前端设有由腹板点焊抬升气缸推动垂直升降、对应经由组立点焊输送辊输送腹板前端的腹板点焊抬升柱312,腹板点焊抬升柱一侧的组立点焊机座上设有面板点焊前限位导轨313,面板点焊前限位导轨上设置沿其导轨方向移动定位的面板点焊前限位导块314,面板点焊前限位导块上设置经由面板点焊前限位旋转气缸315驱动旋转的面板点焊前限位旋转轴316,面板点焊前限位旋转轴上连接可旋转至经由组立点焊输送辊输送面板前端定位限位面板的面板点焊前限位挡板317,腹板点焊抬升柱另一侧的组立点焊机座上设有腹板点焊前限位导轨318,腹板点焊前限位导轨上设置沿其导轨方向移动定位的腹板点焊前限位导块319,腹板点焊前限位导块上设置经由腹板点焊前限位旋转气缸320驱动旋转的腹板点焊前限位旋转轴321,腹板点焊前限位旋转轴上连接可旋转至经由组立点焊输送辊输送腹板前端定位限位面板的腹板点焊前限位挡板322,组立点焊门架上设有对应两只以上对应下压经由组立点焊输送辊输送腹板上端的腹板点焊压紧导轮310,组立点焊门架前部左右对称设置两只对应落后在内的腹板点焊前限位挡板或面板点焊前限位挡板后部位置的组立点焊座323,组立点焊座上设置对应朝向面板和腹板垂直相接角位置的组立点焊气缸324,组立点焊气缸下部接组立点焊焊头325;面板点焊前限位挡板317内侧设有面板点焊前限位传感器326,腹板点焊前限位挡板33内侧腹板点焊前限位传感器327,腹板点焊抬升柱312上设有抬升柱前限位传感器328。
本实施例选取腹板前部超出面板的组装结构,在图6中,腹板8前进至腹板点焊抬升柱312上经其抬起,在图7中,腹板点焊抬升柱312推动面板7对应腹板8位置移动至腹板8下方,在图8中腹板点焊抬升柱312放下腹板8,腹板8垂直置于面板7上,在图9中,面板和腹板带动在下方的输送辊带动下回缩后,控制面板点焊前限位导轨313上面板点焊前限位导块314移动,并由面板点焊前限位旋转气缸315经面板点焊前限位旋转轴316驱动面板点焊前限位挡板317从面板7前部下方位置朝上旋转至面板前方,腹板点焊前限位挡板322同理由腹板8前部上方位置朝下旋转至腹板前方,通过两挡板上的面板点焊前限位传感器326、腹板点焊前限位传感器327确保面板和腹板前进输送位移,满足面板和腹板前部错位的尺寸要求,然后各自挡板、导块回位,经由组立点焊气缸下部伸出组立点焊焊头325对准腹板8和面板7垂直相交角位置进行焊接,面板和腹板输送一定距离完成一定距离的点焊,然后组立点焊焊头325回缩,面板和腹板行进一端无需点焊距离,再伸出进行一定距离的点焊,在输送过程中,面板点焊定位导轮307和腹板点焊定位导轮308始终约束两者。
图10所示焊接中转平台装置4包括中转轨道座401、中转输送辊402、平移升降车403、平移空档404、平移轨道座405、中转支架406、中转输送限位探头407、平移输送限位探头408;中转轨道座404对应设置在组立点焊机座前,多个中转输送辊402平行间隔设置在中转轨道座内呈各自自带动力驱动旋转或统一受力驱动旋转状态,中转轨道座前部设有两处以上垂直于中转轨道座的平移空档404,平移轨道座405一侧设置在平移空档底部,平移升降车403可控位移移动设置在平移轨道座内,平移轨道座另一侧平行设有多个错位平移升降车的中转支架406, 中转轨道座404前部设有中转输送限位探头407,中转支架406末端设有平移输送限位探头408;
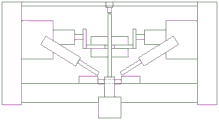
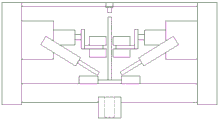
图11-13所示焊接装置5包括焊接平台501、焊接轨道座502、焊接移动门架503、焊接门架移动电机504、门架横梁轨道505、焊接作业单元506、焊接作业升降轨道507、焊接作业横梁轨道508、焊接作业架509、焊接定位导向轮510、焊接头511、电焊挡光板512、焊接废气回收管513、焊接夹紧轨道槽514、焊接夹紧夹头515、焊接夹紧驱动螺杆516、焊接夹紧电机517。焊接平台501对应设置在中转支架前,焊接轨道座502架设于焊接平台两侧,焊接轨道座上设置经由焊接门架移动电机504驱动移动的焊接移动门架504,焊接移动门架上的门架横梁轨道505上设置多个焊接作业单元506,焊接平台上对应每个焊接单元、沿前后方向间隔设置多组夹紧面板两侧的焊接平台夹紧装置,焊接作业单元的焊接作业升降轨道507上部经其电机水平可调节位移、垂直设置在门架横梁轨道505上,焊接作业升降轨道下部水平设置焊接作业横梁轨道508,左右两焊接作业架509对称经其电机水平可调节位置、垂直设置在焊接作业横梁轨道上,焊接作业架内侧设有对准对应朝向面板和腹板垂直相接角位置的前后两焊接定位导向轮501和焊接头511,焊接头位于两焊接定位导向轮间,两焊接作业架外蒙电焊挡光板512且均接有焊接废气回收管513,焊接废气回收管513连接在各自焊接作业单元上后统一外部输出或处理;多根面板7和腹板8组立点焊好的倒T型点焊组装连接件在焊接平台501上均布,且各自沿焊接轨道座方向上设有多道焊接夹紧轨道槽514,焊接夹紧轨道槽514内设可夹紧面板7两侧的焊接夹紧夹头515,焊接夹紧夹头515穿接焊接夹紧驱动螺杆516上经焊接夹紧电机517螺纹驱动同步对中夹紧。
图14-15所示矫正装置6包括矫正输入轨道座601、矫正输入辊602、矫正输出轨道座603、矫正输出辊604、矫正机座605、面板矫正前定位导轮606、面板矫正后定位导轮607、面板矫正气缸608、面板矫正定位块609、腹板矫正轮610、腹板矫正气缸611、面板下矫正轮612、面板上矫正气缸613、面板上矫正轮614。多个矫正输入辊602平行间隔设置在矫正输入轨道座601上呈各自自带动力驱动旋转或统一受力驱动旋转状态,多个矫正输出辊604平行间隔设置在矫正输出轨道座603上呈各自自带动力驱动旋转或统一受力驱动旋转状态,矫正输入轨道座、矫正机座605、矫正输出轨道座依次对应设置,矫正机座605前部设有经各自面板矫正气缸608通过面板矫正定位块609安装的左右两只矫正前定位导轮606和左右两只面板矫正后定位导轮607,两导轮伸缩对应输送进入两者之间的面板7左右两侧边导向定位,矫正机座中部对称设有两只经各自腹板矫正气缸611带动伸缩分别对应腹板8左右两侧冷作矫正的腹板矫正轮610,矫正机座后部设有贴合面板下端面冷作矫正、经其自带电机驱动旋转的面板下矫正轮612,矫正机座后部还对称设有分别冷作矫正贴合腹板两侧面板上端面的、经其自带面板上矫正气缸613驱动旋转的面板上矫正轮614。
本实施例只是本发明的一种简单实施,其中各轮尺寸以及采用单轮或双轮,可根据实际需要导向、输送以及矫正需求调整;其中涉及到轨道导向、输送辊驱动板材输送、以及气缸带动导轮、定位轮对板材进行推送、导向、限位均属于现有技术, 均无需详细描述。
Claims (5)
1.一种T型材矫正装置,其特征在于:
所述矫正装置包括矫正输入轨道座、矫正输入辊、矫正机座、面板矫正前定位导轮、面板矫正后定位导轮、面板下矫正轮、面板上矫正轮、腹板矫正轮、矫正输出轨道座、矫正输出辊,多个矫正输入辊平行间隔设置在矫正输入轨道座上呈各自自带动力驱动旋转或统一受力驱动旋转状态,多个矫正输出辊平行间隔设置在矫正输出轨道座上呈各自自带动力驱动旋转或统一受力驱动旋转状态,矫正输入轨道座、矫正机座、矫正输出轨道座依次对应设置,矫正机座前部设有经各自气缸带动伸缩对应面板左右两侧边导向定位的左右两只矫正前定位导轮和左右两只面板矫正后定位导轮,矫正机座中部对称设有两只经各自气缸带动伸缩分别对应腹板左右两侧冷作矫正的腹板矫正轮,矫正机座后部设有贴合面板下端面冷作矫正、经其自带电机驱动旋转的面板下矫正轮,矫正机座后部还对称设有分别冷作矫正贴合腹板两侧面板上端面的、经其自带电机驱动旋转的面板上矫正轮。
2.根据权利要求1所述的一种T型材矫正装置,其特征在于:所述腹板矫正轮还设置一组在面板上、下矫正轮后部。
3.根据权利要求1所述的一种T型材矫正装置,其特征在于:所述面板上矫正轮连接面板上矫正电机,面板上矫正电机连接可在矫正机座上垂直升降调节的面板上矫正电机机座。
4.根据权利要求1所述的一种T型材矫正装置,其特征在于:所述腹板矫正轮为双滚轮结构。
5.根据权利要求1所述的一种T型材矫正装置,其特征在于:所述面板上矫正轮由连接板或连接座经上矫正垂直气缸和/或上矫正水平气缸连接在矫正机座上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921435878.2U CN210614704U (zh) | 2019-08-31 | 2019-08-31 | 一种t型材矫正装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921435878.2U CN210614704U (zh) | 2019-08-31 | 2019-08-31 | 一种t型材矫正装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210614704U true CN210614704U (zh) | 2020-05-26 |
Family
ID=70755216
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921435878.2U Active CN210614704U (zh) | 2019-08-31 | 2019-08-31 | 一种t型材矫正装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210614704U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110523806A (zh) * | 2019-08-31 | 2019-12-03 | 江苏扬子鑫福造船有限公司 | 一种t型材矫正装置 |
-
2019
- 2019-08-31 CN CN201921435878.2U patent/CN210614704U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110523806A (zh) * | 2019-08-31 | 2019-12-03 | 江苏扬子鑫福造船有限公司 | 一种t型材矫正装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110524247B (zh) | 一种t型材生产线 | |
| CN111890057B (zh) | 一种工字钢焊接加工系统 | |
| CN215967133U (zh) | 一种片式标准节机器人焊接生产线 | |
| CN110523806A (zh) | 一种t型材矫正装置 | |
| CN110480123B (zh) | 一种网架连杆自动焊接生产系统 | |
| CN212823866U (zh) | 一种工字钢焊接加工系统 | |
| CN116275722A (zh) | 一种型钢拱架自动生产线 | |
| CN110524145B (zh) | 一种t型材组立点焊总成 | |
| CN110480121A (zh) | 一种网架连杆自动焊接生产系统的自动焊接单元 | |
| CN111230372A (zh) | 一种方管自动焊接装置及自动焊接方法 | |
| CN110480295B (zh) | 一种网架连杆自动焊接生产系统的螺栓自动置入单元 | |
| CN210614704U (zh) | 一种t型材矫正装置 | |
| CN210475944U (zh) | 一种t型材组立点焊总成 | |
| CN211276895U (zh) | 网架连杆自动焊接生产系统 | |
| CN210588072U (zh) | 一种t型材生产线 | |
| CN210451511U (zh) | 一种t型材面、腹板组立装置 | |
| CN210475943U (zh) | 一种t型材电焊装置 | |
| CN111618587A (zh) | 球扁钢接长生产线及接长方法 | |
| CN219379479U (zh) | 一种型钢拱架自动生产线 | |
| CN211991512U (zh) | 一种方管自动焊接装置 | |
| CN110480217B (zh) | 一种网架连杆自动焊接生产系统的封板或锥头供给单元 | |
| KR20110030154A (ko) | 자동 용접 시스템 및 이를 이용한 자동 용접 방법 | |
| CN218874214U (zh) | 一种基于槽钢板的自动焊接机 | |
| CN208391301U (zh) | 一种双拼焊矫生产线 | |
| CN218396408U (zh) | 一种中部槽点焊装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |