CN210415513U - 一种七层薄膜吹塑机 - Google Patents
一种七层薄膜吹塑机 Download PDFInfo
- Publication number
- CN210415513U CN210415513U CN201921334338.5U CN201921334338U CN210415513U CN 210415513 U CN210415513 U CN 210415513U CN 201921334338 U CN201921334338 U CN 201921334338U CN 210415513 U CN210415513 U CN 210415513U
- Authority
- CN
- China
- Prior art keywords
- frame
- roller
- driving
- traction
- stabilizing frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Landscapes
- Extrusion Moulding Of Plastics Or The Like (AREA)
Abstract
本实用新型公开了一种七层薄膜吹塑机,包括机架、用于挤出薄膜的七层膜挤出装置、用于保持薄膜舒张的升降稳泡架和固定稳泡架、用于牵伸薄膜的上旋牵引装置和下牵引装置、纠偏装置以及用于收卷薄膜的收卷装置;其中所述机架七层膜挤出装置、升降稳泡架、及固定稳泡架和上旋牵引装置从下至上依次设置且上下对准;所述的七层膜挤出装置包括有七组螺杆挤压机以及与该七组螺杆挤压机共同连接的挤出模头,所述挤出模头的出膜通道设置于挤出模头的上侧面并与所述升降稳泡架上下相对。
Description
技术领域
本实用新型涉及吹膜设备领域,尤其涉及一种七层薄膜吹塑机。
背景技术
现有薄膜挤出成型中,吹膜机使用非常广泛,塑胶原料经过螺杆挤压机、模头成型和牵引压辘压平后而成为塑料薄膜,现有的薄膜吹塑机只能生产三层塑料薄膜,无法适应七层薄膜的生产。
发明内容
本实用新型的目的在于克服现有技术的不足,提供一种可一次性吹出七层薄膜的七层薄膜吹塑机。
为了实现以上目的,本实用新型所采用的技术方案是:
一种七层薄膜吹塑机,包括机架、用于挤出薄膜的七层膜挤出装置、用于保持薄膜舒张的升降稳泡架和固定稳泡架、用于牵伸薄膜的上旋牵引装置和下牵引装置、纠偏装置以及用于收卷薄膜的收卷装置;其中所述机架七层膜挤出装置、升降稳泡架、及固定稳泡架和上旋牵引装置从下至上依次设置且上下对准;所述的七层膜挤出装置包括有七组螺杆挤压机以及与该七组螺杆挤压机共同连接的挤出模头,所述挤出模头的出膜通道设置于挤出模头的上侧面并与所述升降稳泡架上下相对。
本实用新型的有益效果是:本实用新型的七层薄膜吹塑机,其七层膜挤出装置具有七组螺杆挤压机,该七组螺杆挤压机可喂入七组不同的材料母粒,通过螺杆挤压机进行熔融并输入挤出模头分别挤出七层不同组分的薄膜材料,最后七层薄膜材料在出膜通道聚合形成七层薄膜并从出膜通道中挤出,挤出后的七层薄膜层圆筒结构牵伸至升降稳泡架和固定稳泡架中进行牵伸并利用升降稳泡架和固定稳泡架使其保持稳定舒张防止薄膜产生皱褶,随后七层薄膜进入上旋牵引装置中折叠为带条并牵伸至下牵引装置中进一步牵伸,通过带条薄膜通过纠偏装置纠偏修正最后被牵伸至收卷装置中进行收卷。
进一步,所述的升降稳泡架包括有稳泡架总成以及驱动稳泡架总成升降的稳泡架升降机构,所述的稳泡架升降机构包括有与机架固定安装并同时与稳泡架总成构成竖向滑动连接的导柱、与所述稳泡架总成螺纹连接的竖向螺杆、驱动所述竖向螺杆转动的升降机构驱动电机;所述固定稳泡架以及稳泡架总成均包括上下相对的环形基座、转动连接于两环形基座之间并环形布置的多组辊轮架、铰接该多组辊轮架的同步连杆以及带动该多组辊轮架同步摆动的调节电机,所述调节电机与其中一组辊轮架的转轴同轴连接。筒状结构的薄膜可通过稳泡架总成进行引导并使其使其保持圆筒结构向上牵伸,稳泡架升降机构可带动稳泡架总成升降,从而调节其与挤出模头之间的间隔,此外所述调节电机可带动辊轮架作同步摆动从而调节各辊轮架的包围直径从而适应不同尺寸的七层薄膜。
进一步,所述的上旋牵引装置包括固定座、转动连接于所述固定座上表面的转盘、驱动转盘转动的旋转驱动机构、固定安装于固定架底部的呈倒V形结构的导向架、固定安装于所述转盘上并与导向架相对的上牵引总成,所述上牵引总成包括上主动牵引辊、上从动牵引辊以及驱动所述上主动牵引辊转动的上牵引驱动电机;所述旋转驱动机构包括环绕转盘底面的链条、与所述链条啮合的主动齿轮以及驱动所述主动齿轮转动的旋转电机。当薄膜通过倒V形的导向架后,受导向架后引导而压缩折叠为带状,上牵引总成可在旋转驱动机构的带动下旋转以不同角度的拉扯,从而提高塑料薄膜各层之间的粘合力,使各种薄膜成为一体,同时也拉匀薄膜,提高透明度。
进一步,所述的下牵引装置包括有下牵引装置支撑架、导入辊、下主动牵引辊、下从动牵引辊、下从动牵引辊摆动座、用于驱动所述下主动牵引辊转动的下牵引装置驱动电机以及下牵引装置张力调节气缸,其中所述的导入辊以及下主动牵引辊均与下牵引装置支撑架转动连接,所述下从动牵引辊摆动座与下牵引装置支撑架铰接,所述下从动牵引辊与下从动牵引辊摆动座转动连接,所述下主动牵引辊以及下从动牵引辊设置于下牵引装置支撑架下侧且两者之间的间隙构成下牵引装置的薄膜出口,所述下牵引装置张力调节气缸驱动下从动牵引辊摆动座摆动以调节下主动牵引辊以及下从动牵引辊之间的间距。下主动牵引辊和下从动牵引辊可配合压紧薄膜带条,同时下主动牵引辊在下牵引装置驱动电机下转动从而带动薄膜带条牵伸,而张力调节气缸可通过带动下牵引装置支撑架摆动从而调节下主动牵引辊与下从动牵引辊之间的间距,调节下主动牵引辊和下从动牵引辊对薄膜带条的压力从而调节其张力。
进一步,所述的纠偏装置包括有固定架、活动架以及用于驱动所述活动架相对固定架向左右两侧平移的纠偏气缸,所述纠偏气缸的两端分别连接固定架和活动架,所述活动架上转动连接有导向辊。可利用纠偏装置对薄膜带条进行纠偏,具体地薄膜带条绕过活动架上的导向辊并在导向辊引导下牵引,当薄膜带条偏离时纠偏气缸可推动活动架左右移动调整薄膜带条的位置实现纠偏。
进一步,所述收卷装置的数量为两组,两组所述收卷装置分别布置于下牵引装置下方的前后两侧。可利用两组收卷装置实现快速换卷,保持生产不间断。
进一步,所述的收卷装置包括有收卷装置支撑架、导辊、压辊、用于带压辊转动的压辊驱动电机、收卷辊、用于承托所述收卷辊的第一收卷辊托架以及第二收卷辊托架,所述导辊和压辊均与所述收卷装置支撑架转动连接,所述第一收卷辊托架和第二收卷辊托架设置于压辊同侧并且两者均与所述收卷装置支撑架枢接,并且第一收卷辊托架和第二收卷辊托架还分别配置有用于驱动其摆动的第一收卷辊托架摆动气缸和第二收卷辊托架摆动气缸。第一收卷辊托架以及第二收卷辊托架均可承托收卷辊,在第一收卷辊托架摆动气缸驱动下第一收卷辊托架上的收卷辊可与压辊配合压紧卷筒,同时压辊在压辊驱动电机的带动下旋转使收卷辊随之转动收卷,当需要换卷时,可通过第一收卷辊托架摆动气缸和第二收卷辊托架摆动气缸带动两者对向摆动,当其摆动到位后收卷辊会从第一收卷辊托架转移至第二收卷辊托架上,随后第二收卷辊托架复位后可将收卷辊以及卸下并同时在第一收卷辊托架上装上收卷辊,通过上述方式实现快速换卷。
进一步,所述机架具有四层结构,其中所述七层膜挤出装置以及收卷装置均设置于机架底层,所述升降稳泡架设置于机架第二层,所述固定稳泡架设置于机架第三层,所述上旋牵引装置设置于机架第四层。
附图说明
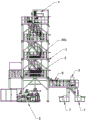
图1为本实用新型的立体结构示意图。
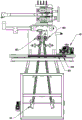
图2为本实用新型的侧视图。
图3为本实用新型的七层膜挤出装置的立体结构示意图。
图4为本实用新型的升降稳泡架的立体结构示意图。
图5为本实用新型的固定稳泡架的立体结构示意图。
图6为本实用新型的上旋牵引装置的立体结构示意图。
图7为本实用新型的上旋牵引装置的侧视图。
图8为本实用新型的上旋牵引装置的主视图。
图9为本实用新型的下牵引装置的立体结构示意图。
图10为本实用新型的下牵引装置的侧视图。
图11为本实用新型的纠偏装置的立体结构示意图。
图12为本实用新型的收卷装置的立体结构示意图。
其中,1-机架,2-七层膜挤出装置,21-螺杆挤压机,22-挤出模头,3-升降稳泡架,31a-稳泡架总成,31b-固定稳泡架,311-环形基座,312-辊轮架,313-同步连杆,314-调节电机,321-导柱,322-竖向螺杆,323-升降机构驱动电机,4-上旋牵引装置,41-固定座,42-转盘,43-旋转驱动机构,431-链条,432-主动齿轮,433-旋转电机,44-导向架,45-上牵引总成,451-上主动牵引辊,452-上从动牵引辊,453-上牵引驱动电机,5-下牵引装置,51-下牵引装置支撑架,52-导入辊,53-下主动牵引辊,54-下从动牵引辊,55-下从动牵引辊摆动座,56-下牵引装置驱动电机,57-下牵引装置张力调节气缸,6-纠偏装置,61-固定架,62-活动架,621-导向辊,63-纠偏气缸,7-收卷装置,71-收卷装置支撑架,72-导辊72,73-压辊73,74-压辊驱动电机,75-收卷辊,761-第一收卷辊托架,762-第二收卷辊托架,771-第一收卷辊托架摆动气缸,772-第二收卷辊托架摆动气缸。
具体实施方式
现结合附图和具体实施例对本实用新型所要求保护的技术方案作进一步详细说明。
参见图1至图2所示,本实施例中的一种七层薄膜吹塑机包括机架1、用于挤出薄膜的七层膜挤出装置2、用于保持薄膜舒张的升降稳泡架3和固定稳泡架31b、用于牵伸薄膜的上旋牵引装置4和下牵引装置5、纠偏装置6以及用于收卷薄膜的收卷装置7。
在本实施例中,机架1具有四层结构,其中所述七层膜挤出装置2以及收卷装置7均设置于机架1底层,所述升降稳泡架3设置于机架1第二层,所述固定稳泡架31b设置于机架1第三层,所述上旋牵引装置4设置于机架1第四层。所述机架1七层膜挤出装置2、升降稳泡架3、及固定稳泡架31b和上旋牵引装置4从下至上依次设置且上下对准。
参见图3所示,在本实施例中,所述的七层膜挤出装置2包括有七组螺杆挤压机21以及与该七组螺杆挤压机21共同连接的挤出模头22,所述挤出模头22的出膜通道设置于挤出模头22的上侧面并与所述升降稳泡架3上下相对。
参见图4和图5所示,在本实施例中,所述的升降稳泡架3包括有稳泡架总成31a以及驱动稳泡架总成31a升降的稳泡架升降机构,所述的稳泡架升降机构包括有与机架1固定安装并同时与稳泡架总成31a构成竖向滑动连接的导柱321、与所述稳泡架总成31a螺纹连接的竖向螺杆322、驱动所述竖向螺杆322转动的升降机构驱动电机323,筒状结构的薄膜可通过稳泡架总成31a进行引导并使其使其保持圆筒结构向上牵伸,稳泡架升降机构可带动稳泡架总成31a升降,从而调节其与挤出模头22之间的间隔。所述稳泡架总成31a包括上下相对的环形基座311、转动连接于两环形基座311之间并环形布置的多组辊轮架312、铰接该多组辊轮架312的同步连杆313以及带动该多组辊轮架312同步摆动的调节电机314,所述调节电机314与其中一组辊轮架312的转轴同轴连接,此外所述调节电机314可带动辊轮架312作同步摆动从而调节各辊轮架312的包围直径从而适应不同尺寸的七层薄膜。
参见图6至图8所示,在本实施例中,所述的上旋牵引装置4包括固定座41、转动连接于所述固定座41上表面的转盘42、驱动转盘42转动的旋转驱动机构43、固定安装于固定架61底部的呈倒V形结构的导向架44、固定安装于所述转盘42上并与导向架44相对的上牵引总成45,所述上牵引总成45包括上主动牵引辊451、上从动牵引辊452以及驱动所述上主动牵引辊451转动的上牵引驱动电机453;所述旋转驱动机构43包括环绕转盘42底面的链条431、与所述链条431啮合的主动齿轮432以及驱动所述主动齿轮432转动的旋转电机433。当薄膜通过倒V形的导向架44后,受导向架44后引导而压缩折叠为带状,上牵引总成45可在旋转驱动机构43的带动下旋转以不同角度的拉扯,从而提高塑料薄膜各层之间的粘合力,使各种薄膜成为一体,同时也拉匀薄膜,提高透明度。
参见图9和图10所示,在本实施例中,所述的下牵引装置5包括有下牵引装置支撑架51、导入辊52、下主动牵引辊53、下从动牵引辊54、下从动牵引辊摆动座55、用于驱动所述下主动牵引辊53转动的下牵引装置驱动电机56以及下牵引装置张力调节气缸57,其中所述的导入辊52以及下主动牵引辊53均与下牵引装置支撑架51转动连接,所述下从动牵引辊摆动座55与下牵引装置支撑架51铰接,所述下从动牵引辊54与下从动牵引辊摆动座55转动连接,所述下主动牵引辊53以及下从动牵引辊54设置于下牵引装置支撑架51下侧且两者之间的间隙构成下牵引装置5的薄膜出口,所述下牵引装置张力调节气缸57驱动下从动牵引辊摆动座55摆动以调节下主动牵引辊53以及下从动牵引辊54之间的间距。
参见图11所示,在本实施例中,所述的纠偏装置6包括有固定架61、活动架62以及用于驱动所述活动架62相对固定架61向左右两侧平移的纠偏气缸63,所述纠偏气缸63的两端分别连接固定架61和活动架62,所述活动架62上转动连接有导向辊621。
参见图12所示,在本实施例中,收卷装置7的数量为两组,两组所述收卷装置7分别布置于下牵引装置5下方的前后两侧。每一收卷装置7均包括有收卷装置支撑架71、导辊72、压辊73、用于带压辊73转动的压辊驱动电机74、收卷辊75、用于承托所述收卷辊75的第一收卷辊托架761以及第二收卷辊托架762,所述导辊72和压辊73均与所述收卷装置支撑架71转动连接,所述第一收卷辊托架761和第二收卷辊托架762设置于压辊73同侧并且两者均与所述收卷装置支撑架71枢接,并且第一收卷辊托架761和第二收卷辊托架762还分别配置有用于驱动其摆动的第一收卷辊托架摆动气缸771和第二收卷辊托架摆动气缸772。
本实施例的工作过程如下:
S1.其七层膜挤出装置2具有七组螺杆挤压机21,该七组螺杆挤压机21可喂入七组不同的材料母粒,通过螺杆挤压机21进行熔融并输入挤出模头22分别挤出七层不同组分的薄膜材料,最后七层薄膜材料在出膜通道聚合形成七层薄膜并从出膜通道中挤出。
S2.挤出后的七层薄膜层圆筒结构牵伸至升降稳泡架3和固定稳泡架31b中进行牵伸并利用升降稳泡架3和固定稳泡架31b使其保持稳定舒张防止薄膜产生皱褶。
S3.随后七层薄膜进入上旋牵引装置4中折叠为带条并牵伸至下牵引装置5中进一步牵伸,下主动牵引辊53和下从动牵引辊54可配合压紧薄膜带条,同时下主动牵引辊53在下牵引装置驱动电机56下转动从而带动薄膜带条牵伸,而张力调节气缸可通过带动下牵引装置支撑架51摆动从而调节下主动牵引辊53与下从动牵引辊54之间的间距,调节下主动牵引辊53和下从动牵引辊54对薄膜带条的压力从而调节其张力。通过带条薄膜通过纠偏装置6纠偏修正,当薄膜带条偏离时纠偏气缸63可推动活动架62左右移动调整薄膜带条的位置实现纠偏。
S4.最后被牵伸至收卷装置7中进行收卷,第一收卷辊托架761以及第二收卷辊托架762均可承托收卷辊75,在第一收卷辊托架摆动气缸771驱动下第一收卷辊托架761上的收卷辊75可与压辊73配合压紧卷筒,同时压辊73在压辊驱动电机74的带动下旋转使收卷辊75随之转动收卷,当需要换卷时,可通过第一收卷辊托架摆动气缸771和第二收卷辊托架摆动气缸772带动两者对向摆动,当其摆动到位后收卷辊75会从第一收卷辊托架761转移至第二收卷辊托架762上,随后第二收卷辊托架762复位后可将收卷辊75以及卸下并同时在第一收卷辊托架761上装上收卷辊75,通过上述方式实现快速换卷。
以上所述之实施例仅为本实用新型的较佳实施例,并非对本实用新型做任何形式上的限制。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围情况下,都可利用上述揭示的技术内容对本实用新型技术方案作出更多可能的变动和润饰,或修改为等同变化的等效实施例。故凡未脱离本实用新型技术方案的内容,依据本实用新型之思路所作的等同等效变化,均应涵盖于本实用新型的保护范围内。
Claims (8)
1.一种七层薄膜吹塑机,其特征在于:包括机架(1)、用于挤出薄膜的七层膜挤出装置(2)、用于保持薄膜舒张的升降稳泡架(3)和固定稳泡架(31b)、用于牵伸薄膜的上旋牵引装置(4)和下牵引装置(5)、纠偏装置(6)以及用于收卷薄膜的收卷装置(7);其中所述机架(1)七层膜挤出装置(2)、升降稳泡架(3)、及固定稳泡架(31b)和上旋牵引装置(4)从下至上依次设置且上下对准;所述的七层膜挤出装置(2)包括有七组螺杆挤压机(21)以及与该七组螺杆挤压机(21)共同连接的挤出模头(22),所述挤出模头(22)的出膜通道设置于挤出模头(22)的上侧面并与所述升降稳泡架(3)上下相对。
2.根据权利要求1所述的一种七层薄膜吹塑机,其特征在于:所述的升降稳泡架(3)包括有稳泡架总成(31a)以及驱动稳泡架总成(31a)升降的稳泡架升降机构,所述的稳泡架升降机构包括有与机架(1)固定安装并同时与稳泡架总成(31a)构成竖向滑动连接的导柱(321)、与所述稳泡架总成(31a)螺纹连接的竖向螺杆(322)、驱动所述竖向螺杆(322)转动的升降机构驱动电机(323);所述固定稳泡架(31b)以及稳泡架总成(31a)均包括上下相对的环形基座(311)、转动连接于两环形基座(311)之间并环形布置的多组辊轮架(312)、铰接该多组辊轮架(312)的同步连杆(313)以及带动该多组辊轮架(312)同步摆动的调节电机(314),所述调节电机(314)与其中一组辊轮架(312)的转轴同轴连接。
3.根据权利要求1所述的一种七层薄膜吹塑机,其特征在于:所述的上旋牵引装置(4)包括固定座(41)、转动连接于所述固定座(41)上表面的转盘(42)、驱动转盘(42)转动的旋转驱动机构(43)、固定安装于固定架(61)底部的呈倒V形结构的导向架(44)、固定安装于所述转盘(42)上并与导向架(44)相对的上牵引总成(45),所述上牵引总成(45)包括上主动牵引辊(451)、上从动牵引辊(452)以及驱动所述上主动牵引辊(451)转动的上牵引驱动电机(453);所述旋转驱动机构(43)包括环绕转盘(42)底面的链条(431)、与所述链条(431)啮合的主动齿轮(432)以及驱动所述主动齿轮(432)转动的旋转电机(433)。
4.根据权利要求1所述的一种七层薄膜吹塑机,其特征在于:所述的下牵引装置(5)包括有下牵引装置支撑架(51)、导入辊(52)、下主动牵引辊(53)、下从动牵引辊(54)、下从动牵引辊摆动座(55)、用于驱动所述下主动牵引辊(53)转动的下牵引装置驱动电机(56)以及下牵引装置张力调节气缸(57),其中所述的导入辊(52)以及下主动牵引辊(53)均与下牵引装置支撑架(51)转动连接,所述下从动牵引辊摆动座(55)与下牵引装置支撑架(51)铰接,所述下从动牵引辊(54)与下从动牵引辊摆动座(55)转动连接,所述下主动牵引辊(53)以及下从动牵引辊(54)设置于下牵引装置支撑架(51)下侧且两者之间的间隙构成下牵引装置(5)的薄膜出口,所述下牵引装置张力调节气缸(57)驱动下从动牵引辊摆动座(55)摆动以调节下主动牵引辊(53)以及下从动牵引辊(54)之间的间距。
5.根据权利要求1所述的一种七层薄膜吹塑机,其特征在于:所述的纠偏装置(6)包括有固定架(61)、活动架(62)以及用于驱动所述活动架(62)相对固定架(61)向左右两侧平移的纠偏气缸(63),所述纠偏气缸(63)的两端分别连接固定架(61)和活动架(62),所述活动架(62)上转动连接有导向辊(621)。
6.根据权利要求1所述的一种七层薄膜吹塑机,其特征在于:所述收卷装置(7)的数量为两组,两组所述收卷装置(7)分别布置于下牵引装置(5)下方的前后两侧。
7.根据权利要求1或6所述的一种七层薄膜吹塑机,其特征在于:所述的收卷装置(7)包括有收卷装置支撑架(71)、导辊(72)、压辊(73)、用于带压辊(73)转动的压辊驱动电机(74)、收卷辊(75)、用于承托所述收卷辊(75)的第一收卷辊托架(761)以及第二收卷辊托架(762),所述导辊(72)和压辊(73)均与所述收卷装置支撑架(71)转动连接,所述第一收卷辊托架(761)和第二收卷辊托架(762)设置于压辊(73)同侧并且两者均与所述收卷装置支撑架(71)枢接,并且第一收卷辊托架(761)和第二收卷辊托架(762)还分别配置有用于驱动其摆动的第一收卷辊托架摆动气缸(771)和第二收卷辊托架摆动气缸(772)。
8.根据权利要求1所述的一种七层薄膜吹塑机,其特征在于:所述机架(1)具有四层结构,其中所述七层膜挤出装置(2)以及收卷装置(7)均设置于机架(1)底层,所述升降稳泡架(3)设置于机架(1)第二层,所述固定稳泡架(31b)设置于机架(1)第三层,所述上旋牵引装置(4)设置于机架(1)第四层。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921334338.5U CN210415513U (zh) | 2019-08-16 | 2019-08-16 | 一种七层薄膜吹塑机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921334338.5U CN210415513U (zh) | 2019-08-16 | 2019-08-16 | 一种七层薄膜吹塑机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210415513U true CN210415513U (zh) | 2020-04-28 |
Family
ID=70362903
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921334338.5U Active CN210415513U (zh) | 2019-08-16 | 2019-08-16 | 一种七层薄膜吹塑机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210415513U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110406085A (zh) * | 2019-08-16 | 2019-11-05 | 广东科志达机械科技有限公司 | 一种七层薄膜吹塑机 |
-
2019
- 2019-08-16 CN CN201921334338.5U patent/CN210415513U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110406085A (zh) * | 2019-08-16 | 2019-11-05 | 广东科志达机械科技有限公司 | 一种七层薄膜吹塑机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3804572A (en) | Apparatus for making tubular plastics film by means of a blowhead | |
| CN210415513U (zh) | 一种七层薄膜吹塑机 | |
| CN115947159B (zh) | 一种聚乙烯塑料薄膜的生产工艺 | |
| US6565343B1 (en) | Apparatus for producing plastic film | |
| CN112092326A (zh) | 一种塑料保鲜袋制备加工机械及制备加工方法 | |
| CN218576980U (zh) | 一种塑料薄膜吹膜机 | |
| CN110406085A (zh) | 一种七层薄膜吹塑机 | |
| CN212291884U (zh) | 一种上吹主动滚筒式人字夹板机构 | |
| CN214455356U (zh) | 金属箔带的放卷装置 | |
| CN114603841A (zh) | 一种薄膜生产工艺 | |
| CN112606370A (zh) | 吹膜机及其加工塑料袋的加工方法 | |
| CN206623394U (zh) | 上吹式吹膜设备 | |
| CN205442121U (zh) | 一种吹膜收卷机 | |
| CN205442122U (zh) | 一种吹膜收卷机 | |
| CN206857799U (zh) | 一种收卷机 | |
| CN219807510U (zh) | 一种收卷装置 | |
| CN113493132A (zh) | 一种塑料薄膜生产用新型吹膜机 | |
| CN220095534U (zh) | 一种共挤膜生产用稳泡装置 | |
| CN216100356U (zh) | 一种用于制备全生物降解塑料的高精度吹膜设备 | |
| CN214610622U (zh) | 一种薄膜收卷机用纠偏机构 | |
| CN211031207U (zh) | 一种三辊塑机装置 | |
| CN217916755U (zh) | 一种用于生产pe保护膜的吹膜机 | |
| CN219652340U (zh) | 带有张紧结构的大圆机用收卷设备 | |
| CN220148794U (zh) | 一种离型膜切割装置 | |
| CN214926982U (zh) | 一种两层共挤吹塑机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |