CN210359915U - 自动翻转焊接点胶一体机 - Google Patents
自动翻转焊接点胶一体机 Download PDFInfo
- Publication number
- CN210359915U CN210359915U CN201920792336.4U CN201920792336U CN210359915U CN 210359915 U CN210359915 U CN 210359915U CN 201920792336 U CN201920792336 U CN 201920792336U CN 210359915 U CN210359915 U CN 210359915U
- Authority
- CN
- China
- Prior art keywords
- module
- welding
- station
- dispensing
- jig
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Coating Apparatus (AREA)
Abstract
本实用新型公开一种自动翻转焊接点胶一体机,包括有机架,所述机架上设置有夹具输送流道,沿夹具输送流道延伸方向依次设置有正面焊接工位、第一治具翻转工位、反面焊接工位、点胶工位及双面固化工位;所述正面焊接工位配置有正面焊接模组,所述第一治具翻转工位配置有第一治具翻转模组,所述反面焊接工位配置有反面焊接模组,所述点胶工位配置有点胶模组及第二治具翻转模组,所述双面固化工位配置有双面固化模组;还配置有还包括有控制器,所述控制器分别连接于正面焊接模组、第一治具翻转模组、反面焊接模组、点胶模组、第二治具翻转模组及双面固化模组;实现了全自动化作业,降低人工成本,提升加工效率及良率。
Description
技术领域
本实用新型涉及线材组装领域技术,尤其是指一种自动翻转焊接点胶一体机。
背景技术
早期,对线材进行焊新年好和点胶等操作主要是通过人手来完成的,其效率低,效果差,劳动强度大,人工成本高,不符合批量化生产的要求。后来,出现了自动焊接机、自动点胶机等,但是,对于流水线而言,在衔接的工位之间,仍存在较多的人工操作环节,例如:需要进行双面焊接时,通常是采用先焊接一个面,再由操作人员将工件翻转后,再焊接另一个面,同样,在需进行双面点胶时,也是先点胶一个面,再由操作人员将工件翻转后,再点胶另一个面;这样,局限了整个流水线的加工效率,同时,也容易因人为因素导致加工质量不可控。
因此,需要研究出一种新的技术方案来解决上述问题。
实用新型内容
有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种自动翻转焊接点胶一体机,其实现了全自动化作业,降低人工成本,提升加工效率及良率。
为实现上述目的,本实用新型采用如下之技术方案:
一种自动翻转焊接点胶一体机,包括有机架,所述机架上设置有夹具输送流道,沿夹具输送流道延伸方向依次设置有正面焊接工位、第一治具翻转工位、反面焊接工位、点胶工位及双面固化工位;所述正面焊接工位配置有正面焊接模组,所述第一治具翻转工位配置有第一治具翻转模组,所述反面焊接工位配置有反面焊接模组,所述点胶工位配置有点胶模组及第二治具翻转模组,所述双面固化工位配置有双面固化模组;还配置有还包括有控制器,所述控制器分别连接于正面焊接模组、第一治具翻转模组、反面焊接模组、点胶模组、第二治具翻转模组及双面固化模组。
作为一种优选方案,所述正面焊接模组包括有机头上下机构和支撑机构;所述支撑机构位于机头上下机构的下方;所述支撑机构具有第一驱动装置和用于支撑焊接底面的支撑定位部;所述机头上下机构包括有第一焊接机头、用于控制第一焊接机头升降的第二驱动装置、用于控制第一焊接机头平移的第三驱动装置。
作为一种优选方案,所述第一治具翻转模组包括有第一上下机构、第一旋转机构、第一夹爪机构,所述第一夹爪机构用于夹取夹线治具,所述第一旋转机构带动第一夹爪机构翻转180度,所述第一上下机构控制第一夹爪机构上下升降。
作为一种优选方案,所述点胶模组包括有Z轴上下机构、X轴上下机构、Y轴上下机构、喷胶阀,所述第二治具翻转模组包括有第二上下机构、第二旋转机构、第二夹爪机构;其中,所述第二夹爪机构用于夹取夹线治具,所述第二旋转机构带动第二夹爪机构翻转180度,所述第二上下机构控制第二夹爪机构上下升降;所述Z轴上下机构、X轴上下机构、Y轴上下机构三者分别控制喷胶阀在X、Y、Z三个方向上的位移。
作为一种优选方案,所述双面固化模组包括有上UV固化灯、下UV固化灯,所述上UV固化灯、下UV固化灯两者分别位于双面固化工位的上、下侧。
作为一种优选方案,在反面焊接工位、点胶工位之间,还设置有CCD检测工位,所述CCD检测工位配置有CCD检测模组;或者,在反面焊接工位、点胶工位之间,还设置有人工检测工位。
本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,其主要是通过各个模组的配置,取消了人工翻转环节,实现了全自动化作业,降低人工成本,提升加工效率,同时,其避免了人为因素,提高了加工良率及加工质量稳定性;还有,该机台采用沿夹具输送流道的各个工位分别设置模组的方式,对各个模组及整个机台的调试更加方便,维修更换也变得简单快捷;因此,本实用新型之自动翻转焊接点胶一体机,适于推广应用。
为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对本实用新型进行详细说明。
附图说明
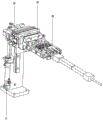
图1是本实用新型之实施例的组装立体示图;
图2是本实用新型之实施例的正面焊接模组之组装立体示图;
图3是本实用新型之实施例的第一治具翻转模组之组装立体示图;
图4是本实用新型之实施例的点胶模组及第二治具翻转模组之组装立体示图;
图5是本实用新型之实施例的点胶模组及第二治具翻转模组之另一组装立体示图;
图6是本实用新型之实施例的双面固化模组之组装立体示图;
图7是本实用新型之实施例的工件固定于夹线治具之组装立体示图。
附图标识说明:
机架10 正面焊接模组20
机头上下机构21 第一焊接机头211
第二驱动装置212 第三驱动装置213
支撑机构22 驱动装置221
支撑定位部222 第一治具翻转模组30
第一上下机构31 第一旋转机构32
第一夹爪机构33 反面焊接模组40
点胶模组50 Z轴上下机构51
X轴上下机构52 Y轴上下机构53
喷胶阀54 第二治具翻转模组60
第二上下机构61 第二旋转机构62
第二夹爪机构63 双面固化模组70
上UV固化灯71 下UV固化灯72
夹线治具80。
具体实施方式
请参照图1至图7所示,其显示出了本实用新型之实施例的具体结构。
如图1所示,一种自动翻转焊接点胶一体机,包括有机架10,所述机架10上设置有夹具输送流道,沿夹具输送流道延伸方向依次设置有正面焊接工位、第一治具翻转工位、反面焊接工位、点胶工位及双面固化工位;工件是装设于夹线治具80上的,夹线治具80通过流道拨爪依次经过所有工位。通常,所述工件可以指需要双面焊接的PCB板或连接器等。所述正面焊接工位配置有正面焊接模组20,所述第一治具翻转工位配置有第一治具翻转模组30,所述反面焊接工位配置有反面焊接模组40,所述点胶工位配置有点胶模组50及第二治具翻转模组60,所述双面固化工位配置有双面固化模组70;还配置有还包括有控制器,所述控制器分别连接于正面焊接模组20、第一治具翻转模组30、反面焊接模组40、点胶模组50、第二治具翻转模组60及双面固化模组70。
如图2所示,所述正面焊接模组20包括有机头上下机构21和支撑机构22;所述支撑机构22位于机头上下机构21的下方;所述支撑机构22具有第一驱动装置221和用于支撑焊接底面的支撑定位部222;所述机头上下机构21包括有第一焊接机头211、用于控制第一焊接机头211升降的第二驱动装置212、用于控制第一焊接机头211平移的第三驱动装置213。当夹线治具80流入正面焊接工位后,支撑机构22上升支撑住焊接底面,机头上下机构21下压,焊接产品。
如图3所示,所述第一治具翻转模组30包括有第一上下机构31、第一旋转机构32、第一夹爪机构33,所述第一夹爪机构33用于夹取夹线治具,所述第一旋转机构32带动第一夹爪机构33翻转180度,所述第一上下机构31控制第一夹爪机构33上下升降。翻转时,先由第一上下机构31下降,第一夹爪机构33闭合夹取夹线治具80,然后,第一上下机构31上升,第一旋转机构32翻转180度,再将第一上下机构31下降,第一夹爪机构33张开,此时,夹线治具80实现了180翻面。
如图4和图5所示,所述点胶模组50包括有Z轴上下机构51、X轴上下机构52、Y轴上下机构53、喷胶阀54,所述第二治具翻转模组60包括有第二上下机构61、第二旋转机构62、第二夹爪机构63;其中,所述第二夹爪机构63用于夹取夹线治具,所述第二旋转机构62带动第二夹爪机构63翻转180度,所述第二上下机构61控制第二夹爪机构63上下升降;所述Z轴上下机构51、X轴上下机构52、Y轴上下机构53三者分别控制喷胶阀54在X、Y、Z三个方向上的位移。点胶时,先将第二上下机构61下降,第二夹爪机构63闭合夹取夹线治具80,第二上下机构61再上升,喷胶阀54在XYZ三轴的控制下进行正面喷胶;然后,利用第二旋转机构62,翻转180度,喷胶阀54在XYZ轴的控制下进行反面喷胶;再将第二上下机构61下降,第二夹爪机构63张开,夹线治具80上的PCB板在正反面实现了点胶。
如图6所示,所述双面固化模组70包括有上UV固化灯71、下UV固化灯72,所述上UV固化灯71、下UV固化灯72两者分别位于双面固化工位的上、下侧。当夹线治具80流入双面固化工位后,上UV固化灯71、下UV固化灯72在工件的上、下侧同时进行照射UV胶,使得工件的上、下面同时固化,缩短了固化周期,提升了效率。
通常,在反面焊接工位、点胶工位之间,还设置有CCD检测工位,所述CCD检测工位配置有CCD检测模组;或者,在反面焊接工位、点胶工位之间,还设置有人工检测工位。这样,焊接不良的工件,不需进入点胶环节,避免点胶浪费。
一种自动翻转焊接点胶工艺,其基于前述的一种自动翻转焊接点胶一体机;先将需要双面焊接的工件固定于夹线治具80上,并将夹线治具80放入夹具输送流道,夹线治具80沿夹具输送流道被送到各个工位;依次在正面焊接工位对工件的正面进行焊接,在第一治具翻转工位将夹线治具80翻转180度以使工件反面朝上设置,在反面焊接工位从正面对工件的反面进行焊接,在点胶工位先对工件正面进行点胶,再将夹线治具80翻转180度以使工件反面朝上设置,再从正面对工件的反面进行点胶,如此,在同一点胶工位完成正反面点胶,在双面固化工位从工件的正、反面分别固化。在反面焊接之后,先进行焊接不良检测,将焊接不良移出,将焊接良品继续沿夹具输送流道送至点胶工位。如前面所述,检测焊接不良的方式,可以采用人工检测方式,或者CCD检测方式,均可。在固化之后,通常是由输出带将产品输出,可以由人工取产品,人工取产品时,目测无喷胶的产品则为喷胶不良或漏喷胶,其它则为良品。
以及,本文中,对夹具输送流道的输送方式不局限,在实际设计时,可以有多种变化,例如:由夹具移位气缸联动相应拨杆将装设有线材的夹线治具具依次推送至不同工位;或者,其它方式。
综上所述,本实用新型的设计重点在于,其主要是通过各个模组的配置,取消了人工翻转环节,实现了全自动化作业,降低人工成本,提升加工效率,同时,其避免了人为因素,提高了加工良率及加工质量稳定性;还有,该机台采用沿夹具输送流道的各个工位分别设置模组的方式,对各个模组及整个机台的调试更加方便,维修更换也变得简单快捷;因此,本实用新型之自动翻转焊接点胶一体机,适于推广应用。
以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
Claims (6)
1.一种自动翻转焊接点胶一体机,其特征在于:包括有机架(10),所述机架(10)上设置有夹具输送流道,沿夹具输送流道延伸方向依次设置有正面焊接工位、第一治具翻转工位、反面焊接工位、点胶工位及双面固化工位;所述正面焊接工位配置有正面焊接模组(20),所述第一治具翻转工位配置有第一治具翻转模组(30),所述反面焊接工位配置有反面焊接模组(40),所述点胶工位配置有点胶模组(50)及第二治具翻转模组(60),所述双面固化工位配置有双面固化模组(70);还配置有还包括有控制器,所述控制器分别连接于正面焊接模组(20)、第一治具翻转模组(30)、反面焊接模组(40)、点胶模组(50)、第二治具翻转模组(60)及双面固化模组(70)。
2.根据权利要求1所述的自动翻转焊接点胶一体机,其特征在于:所述正面焊接模组(20)包括有机头上下机构(21)和支撑机构(22);所述支撑机构(22)位于机头上下机构(21)的下方;所述支撑机构(22)具有第一驱动装置(221)和用于支撑焊接底面的支撑定位部(222);所述机头上下机构(21)包括有第一焊接机头(211)、用于控制第一焊接机头(211)升降的第二驱动装置(212)、用于控制第一焊接机头(211)平移的第三驱动装置(213)。
3.根据权利要求1所述的自动翻转焊接点胶一体机,其特征在于:所述第一治具翻转模组(30)包括有第一上下机构(31)、第一旋转机构(32)、第一夹爪机构(33),所述第一夹爪机构(33)用于夹取夹线治具,所述第一旋转机构(32)带动第一夹爪机构(33)翻转180度,所述第一上下机构(31)控制第一夹爪机构(33)上下升降。
4.根据权利要求1所述的自动翻转焊接点胶一体机,其特征在于:所述点胶模组(50)包括有Z轴上下机构(51)、X轴上下机构(52)、Y轴上下机构(53)、喷胶阀(54),所述第二治具翻转模组(60)包括有第二上下机构(61)、第二旋转机构(62)、第二夹爪机构(63);其中,所述第二夹爪机构(63)用于夹取夹线治具,所述第二旋转机构(62)带动第二夹爪机构(63)翻转180度,所述第二上下机构(61)控制第二夹爪机构(63)上下升降;所述Z轴上下机构(51)、X轴上下机构(52)、Y轴上下机构(53)三者分别控制喷胶阀(54)在X、Y、Z三个方向上的位移。
5.根据权利要求1所述的自动翻转焊接点胶一体机,其特征在于:所述双面固化模组(70)包括有上UV固化灯(71)、下UV固化灯(72),所述上UV固化灯(71)、下UV固化灯(72)两者分别位于双面固化工位的上、下侧。
6.根据权利要求1所述的自动翻转焊接点胶一体机,其特征在于:在反面焊接工位、点胶工位之间,还设置有CCD检测工位,所述CCD检测工位配置有CCD检测模组;或者,在反面焊接工位、点胶工位之间,还设置有人工检测工位。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920792336.4U CN210359915U (zh) | 2019-05-29 | 2019-05-29 | 自动翻转焊接点胶一体机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920792336.4U CN210359915U (zh) | 2019-05-29 | 2019-05-29 | 自动翻转焊接点胶一体机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210359915U true CN210359915U (zh) | 2020-04-21 |
Family
ID=70262252
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201920792336.4U Active CN210359915U (zh) | 2019-05-29 | 2019-05-29 | 自动翻转焊接点胶一体机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210359915U (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110170773A (zh) * | 2019-05-29 | 2019-08-27 | 东莞市三信精密机械有限公司 | 自动翻转焊接点胶一体机及自动翻转焊接点胶工艺 |
| CN112354800A (zh) * | 2020-11-10 | 2021-02-12 | 常德富博智能科技有限公司 | 一种pcb自动旋转双面点胶固化的自动模组 |
| CN113795090A (zh) * | 2021-08-03 | 2021-12-14 | 恩纳基智能科技无锡有限公司 | 一种芯片生产用自动点胶焊接一体式设备 |
| CN114392895A (zh) * | 2022-02-24 | 2022-04-26 | 深圳鼎生源电子科技有限公司 | 自动喷胶固化机 |
-
2019
- 2019-05-29 CN CN201920792336.4U patent/CN210359915U/zh active Active
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110170773A (zh) * | 2019-05-29 | 2019-08-27 | 东莞市三信精密机械有限公司 | 自动翻转焊接点胶一体机及自动翻转焊接点胶工艺 |
| CN110170773B (zh) * | 2019-05-29 | 2024-04-02 | 东莞市三信精密机械有限公司 | 自动翻转焊接点胶一体机及自动翻转焊接点胶工艺 |
| CN112354800A (zh) * | 2020-11-10 | 2021-02-12 | 常德富博智能科技有限公司 | 一种pcb自动旋转双面点胶固化的自动模组 |
| CN113795090A (zh) * | 2021-08-03 | 2021-12-14 | 恩纳基智能科技无锡有限公司 | 一种芯片生产用自动点胶焊接一体式设备 |
| CN113795090B (zh) * | 2021-08-03 | 2023-05-23 | 恩纳基智能科技无锡有限公司 | 一种芯片生产用自动点胶焊接一体式设备 |
| CN114392895A (zh) * | 2022-02-24 | 2022-04-26 | 深圳鼎生源电子科技有限公司 | 自动喷胶固化机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210359915U (zh) | 自动翻转焊接点胶一体机 | |
| CN110170773B (zh) | 自动翻转焊接点胶一体机及自动翻转焊接点胶工艺 | |
| CN205888407U (zh) | 一种智能柔性焊接系统 | |
| CN111379983A (zh) | 一种直下式led面板灯自动装配线及装配工艺 | |
| CN109509631B (zh) | 一种一体成型电感的线圈生产设备 | |
| CN107335894A (zh) | 用于全焊接球阀中口相贯线的自动焊接装置 | |
| CN103447721B (zh) | 一种全自动点焊设备 | |
| CN207171164U (zh) | 用于全焊接球阀中口相贯线的自动焊接装置 | |
| CN206393082U (zh) | 一种后桥自动焊接设备 | |
| CN106808042B (zh) | 自动焊接加工装置和焊接加工方法 | |
| CN112276272A (zh) | 一种焊锡设备 | |
| CN113458749B (zh) | 触摸屏自动化组装生产线 | |
| CN208357966U (zh) | 一种流道式自动焊锡机 | |
| CN114464706A (zh) | 一种电池串返修平台及返修设备 | |
| CN208774080U (zh) | 一种电源超声波焊接物料搬运装置 | |
| CN211136253U (zh) | 一种门窗材料的表面孔自动加工设备 | |
| CN216234782U (zh) | 一种用于凸轮轴自动搬运机构 | |
| CN106826035B (zh) | 一种轨道式自动焊接设备的焊接工艺 | |
| CN115351425A (zh) | 一种自动焊接生产线 | |
| CN216370833U (zh) | 焊枪、抓手一体化及完成自动排出的点焊设备 | |
| CN215830901U (zh) | 触摸屏自动化组装生产线 | |
| CN210587622U (zh) | 一种用于单相电能表的超声波在线焊接装置 | |
| CN210745801U (zh) | 一种小型电池包pcb板自动安装设备 | |
| CN221185203U (zh) | 一种铁质座板自动焊接设备 | |
| CN205097541U (zh) | 一种高效热熔装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |