一种全向散热的微波功率负载
技术领域:
本实用新型涉及一种全向散热的微波功率负载。
背景技术:
目前,针对普通同轴负载连接器与散热壳进行螺钉连接,功率电阻与散热壳进行螺钉连接,功率电阻与连接器之间使用印制板进行过渡,然后进行焊接;散热壳为方形的机加工散热壳。如图2所示,具体是将连接器的插孔7、外壳8与绝缘子9三者进行装配,组装成一连接器,使用通过外壳8上的两只螺纹安装孔使用螺钉将其固定在第一散热壳11上;将印制板10通过螺钉紧固到第一散热壳11上;将功率电阻12通过通过螺钉紧固到散热壳11上;然后使用焊锡将连接器的插孔7、印制板10、功率电阻12三者焊接到一起,再将第二散热壳13固定到第一散热壳11上,同时将连接器通过另外的两只螺纹安装孔通过螺钉固定到第二散热壳13上,完成传统同轴负载的生产。这种方式存在三大弊端:一是该负载结构可靠性低,在整个电性能传输的路线上,传输部分由多个零件连接而成,在零件与零件的接触面上,长时间后会产生金属氧化物,导致产品接触不良,降低产品的可靠性;二是此种是成本高,该种负载由两片散热壳组成,每一片散热壳都是采用单纯的机加工完成的,且为了实现在阳极氧化后可以导电,需要进行二次加工,如此加工成本必然加大,导致产品竞争优势低下;三是产品实现的效率低下,零件繁多,反复装夹、加工,必然导致加工周期增长,加工难度增大,采购繁琐,装配效率低下,综合导致产品实现效率低下。
发明内容:
为克服现有技术的缺陷,本实用新型的目的在于提供一种全向散热的微波功率负载,可以实现快速加工、性能可靠、指标优良、装配简单、价格可比性高,适合大批量生产。
本实用新型解决技术问题采用如下技术方案:
一种全向散热的微波功率负载,其包括:
微波吸收器以及端面设有螺纹内孔的全向散热器,所述微波吸收器外部的外导体的前端螺纹连接在所述全向散热器的螺纹内孔中;
所述外导体的内腔中同轴设有内芯,在所述内芯与所述外导体之间同轴设有套接在内芯外部的绝缘支撑;在所述内芯的前端部设有半圆面;
所述外导体的前端内腔中还设有固定台,微波电阻的接地法兰固联在所述固定台上,所述微波电阻的引线与所述内芯前端部的半圆面焊接固定。
本实用新型的结构特点也在于:
所述全向散热器整体呈方柱形,在所述全向散热器的四周上设置有竖向散热肋片,所述散热肋片沿所述全向散热器的中心向四周发散。
各所述散热肋片自全向散热器四周向中心呈逐渐加厚状。
在微波吸收器的外导体的尾端端面上设置有用于采用自动化工装进行紧固的定位孔。
与已有技术相比,本实用新型的有益效果体现在:
本实用新型的同轴负载,在于其全向散热器,可以采用型材的方式进行直接成型,可以省略传统方形散热壳的复杂机械加工过程,缩短散热壳的加工周期,降低加工过程中的原材料浪费,提高原材料的使用率,降低加工成本,且整体式结构的微波吸收器可以保证产品优良的指标性能;其散热肋片自全向散热器四周向中心逐渐加厚状结构,可以有效地提升内部热量的传导效率,保证产品工作时,微波吸收器吸收微波信号后,转化后的热能可以及时地通过全向散热器释放到空气中,在提升产品使用功率的同时,可以实现产品的小型化,同时可以延长产品的使用寿命。
本实用新型同轴负载的微波吸收器外导体为整体式结构,且微波电阻与微波吸收器内芯之间直接进行焊接,方便生产时对性能指标的调试,且由于是直接进行焊接,避免中间采用其他方式进行过渡焊接造成的产品指标不良的隐患;微波电阻与外导体的内腔平台之间采用电阻法兰进行连接,方便在产品指标异常时对功率电阻进行更换,该种结构不但可以保证产品的指标可靠性,而且方便安装、拆卸与调试。
本实用新型微波吸收器外导体的端面上设置的定位孔,不但有利于同轴负载的微波吸收器的安装,更使得同轴负载微波吸收器的自动化紧固成为现实,自动化紧固在大幅度的提升产品生产装配效率的同时,有力地保证产品的机械性能与电气性能的稳定性与一致性。
附图说明:
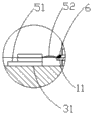
图1A为本实用新型同轴负载的结构示意图;图1B为图1A的右视图;图1C为图1A中的I部放大图;图2A为现有同轴负载的结构示意图,图2B是图2A的右视图。
图中标号:1内芯,11半圆面,2绝缘支撑,3外导体,31固定台,32定位孔,4全向散热器,41竖向散热肋片,5微波电阻,51接地法兰,52引线,6焊锡,7插孔,8外壳,9绝缘子,10印制板,11第一散热壳,12功率电阻,13第二散热壳,14螺套,15卡环。
以下通过具体实施方式,并结合附图对本实用新型作进一步说明。
具体实施方式:
实施例:参见图1A-1C,本实施例的全向散热的微波功率负载,其包括:
微波吸收器以及端面设有螺纹内孔的全向散热器4,微波吸收器外部的外导体3的前端螺纹连接在全向散热器的螺纹内孔中;外导体3的内腔中同轴设有内芯1,在内芯1与外导体之间同轴设有套接在内芯外部的绝缘支撑2;在内芯的前端部设有半圆面11用于与微波电阻的引线焊接固定。
外导体的前端内腔中设有固定台31,微波电阻5的接地法兰51固联在固定台31上,微波电阻的引线52与内芯1前端部的半圆面11焊接固定。
具体设置中,全向散热器4整体呈方柱形,在全向散热器的四周上设置有竖向散热肋片41,散热肋片沿全向散热器4的中心向四周发散。并且各散热肋片41自全向散热器四周向中心呈逐渐加厚状。微波吸收器的外导体3的尾端端面上设置有用于采用自动化工装进行紧固的定位孔32。
图1A、1C所示,装配时,将螺套14、卡环15、外导体3、内芯1、绝缘支撑2进行组装;微波电阻5通过接地法兰51固定到外导体3内腔的固定台31上,然后使用焊锡6将引线52与半圆面11焊接在一起;使用自动化装置插入定位孔32中,将以上组装完成的部件安装到全向散热器4的端面螺纹孔中,紧固,如此便可以完成该种全向散热的微波功率负载的装配。