CN202910163U - 管夹冲压模具 - Google Patents
管夹冲压模具 Download PDFInfo
- Publication number
- CN202910163U CN202910163U CN 201220512186 CN201220512186U CN202910163U CN 202910163 U CN202910163 U CN 202910163U CN 201220512186 CN201220512186 CN 201220512186 CN 201220512186 U CN201220512186 U CN 201220512186U CN 202910163 U CN202910163 U CN 202910163U
- Authority
- CN
- China
- Prior art keywords
- die
- pipe clamp
- die head
- basic mode
- slide rail
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn - After Issue
Links
Images





Abstract
本实用新型公开了一种管夹冲压模具,包括有上模和下模,所述上模包括具有上滑轨的上基模,所述上基模安装有两块凸型模头,所述凸型模头设有与所述上滑轨相嵌合滑动的滑槽,所述凸型模头通过紧固螺钉连接固定于上基模上,所述上滑轨设有多个定位孔;所述下模包括具有下滑轨的下基模,所述下基模安装有两块凹型模头,所述凹型模头设有与所述下滑轨相嵌合滑动的滑槽,所述凹型模头通过紧固螺钉连接固定于下基模上,所述下滑轨设有多个定位孔。本实用新型可以解决现有管夹冲压模具使用不便,影响生产效率及使用成本高的问题。
Description
技术领域
本实用新型涉及模具制造技术领域,尤其是一种用于冲压管夹的模具。
背景技术
管夹是锅炉制造过程中,用于固定省煤器、过热器等蛇形管排的夹块,根据设计的需要,管夹间距、形状多样,规格型号繁多。因对同种规格型号的管夹所需数量众多,且管夹的形状多有弯曲部分,为了提高加工效率,多数企业采用冲压的方式加工管夹。现有的管夹冲压模具一般都按照所需冲压的管夹规格制成一套上下模,上模按所需形状做成一体的凸模,下模相应配成一体的凹模,这样一套模具只能加工一种规格型号的管夹,在一种规格的管夹冲压完毕后,需要将整套模具从冲床上拆卸下来,换上冲压另一规格管夹的模具,费时费力,生产效率不高;另外,企业还需制备多套模具以满足对多种规格型号的管夹的加工,生产成本较高。
发明内容
本实用新型所要解决的问题是提供一种管夹冲压模具,以解决现有管夹冲压模具使用不便,影响生产效率及使用成本高的问题。
为了解决上述问题,本实用新型的技术方案是:本管夹冲压模具包括有上模和下模,所述上模包括具有上滑轨的上基模,所述上基模安装有两块凸型模头,所述凸型模头设有与所述上滑轨相嵌合滑动的滑槽,所述凸型模头通过紧固螺钉连接固定于上基模上,所述上滑轨设有多个定位孔;所述下模包括具有下滑轨的下基模,所述下基模安装有两块凹型模头,所述凹型模头设有与所述下滑轨相嵌合滑动的滑槽,所述凹型模头通过紧固螺钉连接固定于下基模上,所述下滑轨设有多个定位孔。
上述技术方案中,更为具体的方案可以是:所述上基模的中部具有凸模头,所述凸型模头有两块,所述凸型模头分别对称安装在所述凸模头的两侧;所述下基模的中部具有凹模头,所述凹型模头有两块,所述凹型模头分别对称安装在所述凹模头的两侧。所述滑槽为燕尾槽。
由于采用了上述技术方案,本实用新型与已有技术相比具有如下有益效果:
1、本管夹冲压模具采用将上下模的模头型模头部分与上下基模部分拆分设计,并使用滑槽和滑块推动型模头移动,来调节模头型模头尺寸的方式,在加工另一间距的管夹时,无需更换整套模具,只需将滑块调整到待加工管夹间距相适应的定位孔处,通过锁紧螺栓定位锁紧即可,更换不同形状的上下型模头,可以冲压不同规格的管夹,使用方便,省时省力,加快了生产效率。例如原来更换一套管夹模具,需要两个工作人员使用小型行车协助起吊,用时约3个小时完成,使用本管夹冲压模具后,调整模头的型模头部分,只需一个工作人员,不到5分钟即可完成;
2、使用本管夹冲压模具,一套基模即可完成多种规格型号管夹的冲压,企业减少了制备模具的数量,大大降低了生产成本。
附图说明
图1是本实用新型实施例上模的主视图;
图2是本实用新型实施例上模的左视图;
图3是本实用新型实施例上模的A向视图;
图4是本实用新型实施例下模的主视图;
图5是本实用新型实施例下模的左视图;
图6是本实用新型实施例下模的俯视图。
具体实施方式
下面结合附图对实施例一作进一步详述:
管夹冲压模具包括有带模柄1的上模和带模座6的下模。
图1、图2、图3所示的管夹冲压模具上模包括具有上滑轨的上基模2,该上基模2的中部具有凸模头,对称安装在所述凸模头的两侧有两块凸型模头3,这两块凸型模头3均设有与所述上滑轨相嵌合滑动的滑槽,该滑槽为燕尾槽,所述上滑轨设有多个定位孔5,凸型模头3通过紧固螺钉4连接固定于上基模2,两块凸型模头3可以在上基模2的两边上滑轨移动,将凸型模头3调整到不同定位孔的位置,可以加工不同间距的管夹,更换不同形状的凸型模头3,可以加工不同形状的管夹,具有较强的互换性,且更换方便。
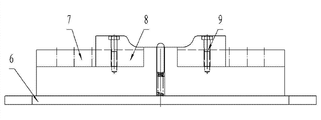
图4、图5、图6所示的管夹冲压模具下模,包括具有下滑轨的下基模7,该下基模7的中部具有凸起的凹模头,有两块凹型模头8分别对称安装在所述凹模头的两侧,凹型模头8设有与所述下滑轨相嵌合滑动的滑槽,所述下滑轨设有多个定位孔10,凹型模头8通过紧固螺钉9连接固定于下基模7上,所述凹模头中间设置有压紧弹簧和穿装在该压紧弹簧中的顶杆。
Claims (3)
1.一种管夹冲压模具,包括有上模和下模,其特征在于:所述上模包括具有上滑轨的上基模,所述上基模安装有两块凸型模头,所述凸型模头设有与所述上滑轨相嵌合滑动的滑槽,所述凸型模头通过紧固螺钉连接固定于上基模上,所述上滑轨设有多个定位孔;所述下模包括具有下滑轨的下基模,所述下基模安装有两块凹型模头,所述凹型模头设有与所述下滑轨相嵌合滑动的滑槽,所述凹型模头通过紧固螺钉连接固定于下基模上,所述下滑轨设有多个定位孔。
2.根据权利要求1所述的管夹冲压模具,其特征在于:所述上基模的中部具有凸模头,所述凸型模头有两块,所述凸型模头分别对称安装在所述凸模头的两侧;所述下基模的中部具有凹模头,所述凹型模头有两块,所述凹型模头分别对称安装在所述凹模头的两侧。
3.根据权利要求1或2所述的管夹冲压模具,其特征在于:所述滑槽为燕尾槽。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220512186 CN202910163U (zh) | 2012-10-08 | 2012-10-08 | 管夹冲压模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220512186 CN202910163U (zh) | 2012-10-08 | 2012-10-08 | 管夹冲压模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202910163U true CN202910163U (zh) | 2013-05-01 |
Family
ID=48158508
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220512186 Withdrawn - After Issue CN202910163U (zh) | 2012-10-08 | 2012-10-08 | 管夹冲压模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202910163U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102873206A (zh) * | 2012-10-08 | 2013-01-16 | 广西西江锅炉制造有限公司 | 管夹冲压模具 |
-
2012
- 2012-10-08 CN CN 201220512186 patent/CN202910163U/zh not_active Withdrawn - After Issue
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102873206A (zh) * | 2012-10-08 | 2013-01-16 | 广西西江锅炉制造有限公司 | 管夹冲压模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203578572U (zh) | 一种汽车起动机机壳多凸台一次成型模具 | |
| CN204893562U (zh) | 托盘式互换夹具 | |
| CN203649124U (zh) | 输送机中间架纵梁槽钢孔系冲孔模具 | |
| CN202667407U (zh) | 快速换装凸极模 | |
| CN202701243U (zh) | 一种锻造压机的镦粗工具 | |
| CN203184404U (zh) | 薄壁复合钢管冲模 | |
| CN102873206B (zh) | 管夹冲压模具 | |
| CN202910163U (zh) | 管夹冲压模具 | |
| CN202910164U (zh) | 管夹冲压模具 | |
| CN203695744U (zh) | 一种生产汽车座椅滑道保持架的连续模 | |
| CN102601232B (zh) | 快速换装凸极模 | |
| CN102642138A (zh) | 分水器多工位夹具 | |
| CN106944547B (zh) | 一种汽车右悬架臂的冲压系统 | |
| CN102989871A (zh) | 一种多角度折弯模具结构 | |
| CN203140585U (zh) | 一种v形件弯曲模 | |
| CN204545110U (zh) | 一种新型管材冲孔模具 | |
| CN202291018U (zh) | 可调节高度平头波形簧压型模具 | |
| CN102873205A (zh) | 管夹冲压模具 | |
| CN102935464A (zh) | 一种面板冲压模具 | |
| CN202861199U (zh) | 一种面板冲压模具 | |
| CN102632135B (zh) | 灯杆法兰底盖冲孔模具 | |
| CN203495020U (zh) | 矽钢片剪裁成型模具 | |
| CN202151654U (zh) | 用于冲床的轴瓦成型工具 | |
| CN205128732U (zh) | 一种圆形连接托盘落料冲孔复合模 | |
| CN202316759U (zh) | 一种新型弯曲模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20130501 Effective date of abandoning: 20150708 |
|
| RGAV | Abandon patent right to avoid regrant |