CN202837919U - 五轴高速点胶机器人伺服控制系统 - Google Patents
五轴高速点胶机器人伺服控制系统 Download PDFInfo
- Publication number
- CN202837919U CN202837919U CN 201220494202 CN201220494202U CN202837919U CN 202837919 U CN202837919 U CN 202837919U CN 201220494202 CN201220494202 CN 201220494202 CN 201220494202 U CN201220494202 U CN 201220494202U CN 202837919 U CN202837919 U CN 202837919U
- Authority
- CN
- China
- Prior art keywords
- speed
- module
- adhesive dispensing
- processor
- motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn - After Issue
Links
Images


Landscapes
- Control Of Direct Current Motors (AREA)
Abstract
本实用新型在单片的DSP处理器中引入FPGA处理器,形成基于DSP+FPGA的双核处理器,此处理器把原有的单片机实现的多控制器系统集中设计,并充分考虑电池在这个系统的作用,实现单一控制器同步控制五轴的功能,把五轴高速点胶机器人伺服控制系统中工作量最大的五轴伺服系统交给FPGA处理器控制,充分发挥FPGA处理器数据处理速度较快的特点,而人机界面模块、路径读取模块、在线输出模块、数据存储模块以及I/O控制模块等功能交给DSP处理器控制,这样就实现了DSP处理器与FPGA处理器的分工,把DSP处理器从繁重的工作量中解脱出来,抗干扰能力大大增强。
Description
技术领域
本实用新型是有关于点胶机器人的技术领域,且特别是有关于五轴高速点胶机器人伺服控制系统。
背景技术
在高技术迅猛发展的今天,传统的生产方式已日趋落后,新型的自动化生产将成为新世纪接受市场挑战的重要方式。自动化不仅是提高劳动生产率的手段,对企业未来的长远发展战略起着重要的作用。由于机器人是新型的自动化的主要工具,工业机器人及其应用工程的开发,将机器人变为直接生产力,它在改变传统的生产模式,提高生产率及对市场的适应能力方面显示出极大的优越性。同时它将人从恶劣危险的工作环境中替换出来,进行文明生产,这对促进经济发展和社会进步都具有重大意义。随着手机、电脑外壳、光碟机、印表机、,墨水夹、PC板、LCD、LED、DVD、数位相机、开关、连接器、继电器、散热器、半导体等电子业、玩具业、医疗器材等制造业对机器人装备的需求及绿色环保和改善劳动者的工作环境要求越来越高,专门对流体进行控制,并将流体点滴、涂覆于产品表面或产品内部的自动化机器点胶机器人随即产生。
点胶机器人主要用于产品工艺中的胶水、油漆以及其他液体精确点、注、涂、点滴到每个产品精确位置,可以用来实现打点、画线、圆型或弧型。“点胶机器人”的研究开发将对我国PCB板绑定封胶、 IC 封胶、PDA 封胶、 LCD 封胶、IC 封装、IC 粘接等行业产生巨大的经济效益和社会效益。一个精度相对较高的点胶机器人需要在一个三维的XYZ空间里进行一条直线上、圆弧或点对点的位置上按照一定的胶量信息进行涂胶,如果采用一个三轴的点胶机器人可以简单地模拟上述动作,但是对于一些特殊的点胶系统来说,点胶位置有的时候垂直,有的时候刚好成镜面对称,有的时候成一定的角度,一般的三轴点胶机器人则完成不了上述工作,这个时候需要增加一轴U使得点胶阀可以倾斜一定角度满足侧面焊接的要求,另外再增加一轴R使得点胶阀可以正向旋转180度或反向旋转180度,完成一个360度的运动,这样就形成了一台简易的五轴点胶机器人。一台完整的五轴点胶机器人大致分为以下几个部分:
1)电机:执行电机是点胶机器人的动力源,它根据微处理器的指令来执行点胶机器人在五维空间里执行加工部件的相关动作;
2)算法:算法是点胶机器人的灵魂,点胶机器人必须采用一定的智能算法才能准确快速的从一点到达另外一点,形成点对点,或曲线运动;
3)微处理器:微处理器是点胶机器人的核心部分,是点胶机器人的大脑,点胶机器人所有的信息,包括胶点大小,位置信息,和电机状态信息等都需要经过微处理器处理并做出相应的判断。
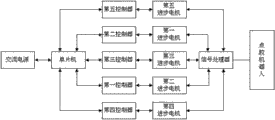
点胶机器人结合了多学科知识,对于提升在校学生的动手能力、团队协作能力和创新能力,促进学生课堂知识的消化和扩展学生的知识面都非常有帮助。点胶机器人技术的开展可以培养大批相关领域的人才,进而促进相关领域的技术发展和产业化进程。但是由于国内研发此点胶机器人的单位较少,相对研发水平比较落后,研发的五轴点胶机器人伺服控制系统的结构框图,如图1,长时间运行发现存在着很多安全问题,即:
(1)作为点胶机器人的电源采用的是一般交流电源整流后的直流电源,当突然停电时会使整个点胶运动失败;
(2)作为点胶机器人的执行机构采用的是步进电机,经常会遇到丢失脉冲的问题出现,导致对位置的记忆出现错误;
(3)由于采用步进电机,使得机体发热比较严重,有的时候需要进行散热;
(4)由于采用步进电机,使得系统运转的机械噪声大大增加,不利于环境保护;
(5)由于采用步进电机,其电机本体一般都是多相结构,控制电路需要采用多个功率管,使得控制电路相对比较复杂,并且增加了控制器价格;
(6)由于采用步进电机,使得系统一般不适合在高速运行;
(7)由于采用步进电机,使得系统的力矩相对较小;
(8)由于控制不当的原因,导致有的时候步进电机产生共振;
(9)由于点胶机器人要频繁的关闭和启动,加重了单片机的工作量,单一的单片机无法满足点胶机器人快速启动和停止的要求,系统动态性能不好;
(10)相对采用的都是一些体积比较大的插件元器件,使得自动点胶机器人控制系统占用较大的空间,重量相对都比较重;
(11)由于受周围环境不稳定因素干扰,单片机控制器经常会出现异常,引起点胶机器人失控,抗干扰能力较差;
(12)对于五轴点胶机器人的点胶过程来说,一般要求其五个电机的PWM控制信号要同步,由于受单片机计算能力的限制,单片机伺服系统很难满足这一条件,使得点胶机器人点胶量不一致,特别是对于快速行走时情况更糟糕;
(13)由于受单片机容量和算法影响,点胶机器人对胶点的信息没有存储,当遇到掉电情况时所有的信息将消失,这使得整个点胶过程要重新开始;
(14)点胶系统一旦开始,就要完成整个点胶运动,中间没有任何暂停或缓冲的点;
(15)由于受单片机计算能力影响,整个点胶机器人在低速运行时,基本上没有大的问题,但是当为了提高点胶系统效率而加速时,整个点胶结果将出现严重的问题。
为了满足高速、高效生产的需要,必须对现有的基于单片机控制的五轴自动点胶机器人控制系统进行重新设计,寻求一种高速、高效的点胶伺服系统。
实用新型内容
针对上述问题,本实用新型的目的是提供一种五轴高速点胶机器人伺服控制系统,解决了现有技术中五轴点胶机器人控制系统高速和高效性能差的缺陷。
为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种五轴高速点胶机器人伺服控制系统,包括电池、交流电源、第一信号处理器、第二信号处理器、处理器单元、第一高速直流电机、第二高速直流电机、第三高速直流电机、第四高速直流电机、第五高速直流电机以及点胶机器人,所述的第一信号处理器通过交流电源或者电池单独提供电流驱动所述的处理器单元,所述的处理器单元分别发出第一控制信号、第二控制信号、第三控制信号、第四控制信号和第五控制信号,所述的第一控制信号、第二控制信号、第三控制信号、第四控制信号和第五控制信号分别控制所述的第二高速直流电机、第一高速直流电机、第三高速直流电机、第四高速直流电机和第五高速直流电机,通过所述的第一高速直流电机的第二控制信号、通过所述的第二高速直流电机的第一控制信号、通过所述的第三高速直流电机的第三控制信号、通过所述的第四高速直流电机的第四控制信号和通过所述的第五高速直流电机的第五控制信号经过第二信号处理器合成之后,控制点胶机器人的运动。
在本实用新型一个较佳实施例中,所述的处理器单元为一双核处理器,包括DSP处理器、FPGA处理器以及设于DSP处理器和FPGA处理器的上位机系统和运动控制系统,所述的上位机系统包括人机界面模块、路径读取模块以及在线输出模块,所述的运动控制系统包括伺服控制模块、数据存储模块以及I/O控制模块,其中,DSP处理器用于控制人机界面模块、路径读取模块、在线输出模块、数据存储模块以及I/O控制模块,FPGA处理器用于控制伺服控制模块,且DSP处理器及FPGA处理器之间实时进行数据交换和调用。
在本实用新型一个较佳实施例中,所述的处理器单元进一步与高速直流电机的输出端连接。
在本实用新型一个较佳实施例中,所述的伺服控制模块还包括转换模块,所述的转换模块用于把数字信号转换成模拟信号。
在本实用新型一个较佳实施例中,所述的伺服控制模块还包括编码器模块,所述的编码器模块用于检测点胶机器人的实际转速,判断是否符合速度要求,是否过快或过慢,并发出控制信号。
在本实用新型一个较佳实施例中,所述的伺服控制模块还包括电流模块,所述的电流模块用于调整电池的供电功率达到点胶机器人需要的范围。
在本实用新型一个较佳实施例中,所述的伺服控制模块还包括速度模块,所述的速度模块与编码器模块通讯连接,当编码器模块检测点胶机器人实际转速过快或过慢,速度模块根据编码器模块检测的结果来调节点胶机器人实际转速。
在本实用新型一个较佳实施例中,所述的伺服控制模块还包括位移模块,所述的位移模块用于检测点胶机器人是否到达既定位移,如果离既定过远,发出加速指令至控制器;如果离既定位移过近,则发出减速指令至控制器。
本实用新型的五轴高速点胶机器人伺服控制系统,为了提高运算速度,保证五轴高速点胶机器人伺服控制系统的稳定性和可靠性,本实用新型在单片的DSP处理器中引入FPGA处理器,形成基于DSP+FPGA的双核处理器,此处理器把原有的单片机实现的多控制器系统集中设计,并充分考虑电池在这个系统的作用,实现单一控制器同步控制五轴的功能,把五轴高速点胶机器人伺服控制系统中工作量最大的五轴伺服系统交给FPGA处理器控制,充分发挥FPGA处理器数据处理速度较快的特点,而人机界面模块、路径读取模块、在线输出模块、数据存储模块以及I/O控制模块等功能交给DSP处理器控制,这样就实现了DSP处理器与FPGA处理器的分工,把DSP处理器从繁重的工作量中解脱出来,抗干扰能力大大增强。
附图说明
图1为现有技术中五轴点胶机器人伺服控制系统的原理图;
图2为本实用新型较佳实施例的五轴高速点胶机器人伺服控制系统的原理图;
图3为图2中处理器单元的方框图;
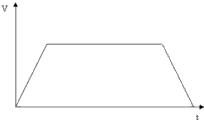
图4为点胶机器人的速度运动曲线。
具体实施方式
下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
随着微电子技术和计算机集成芯片制造技术的不断发展和成熟,数字信号处理芯片(DSP)由于其快速的计算能力,不仅广泛应用于通信与视频信号处理,也逐渐应用在各种高级的控制系统中。TMS320F2812 是美国TI 公司推出的C2000 平台上的定点32 位DSP 处理器,适合用于工业控制,电机控制等,用途广泛。运行时钟也快可达150MHz,处理性能可达150MIPS,每条指令周期6.67ns,IO口丰富,对用户一般的应用来说足够了,两个串口。具有12位的0~3.3v的AD转换等。具有片内128k×16位的片内FLASH,18K ×16 位的SRAM,一般的应用系统可以不要外扩存储器。加上独立的算术逻辑单元,拥有强大的数字信号处理能力。此外,大容量的RAM被集成到该芯片内,可以极大地简化外围电路设计,降低系统成本和系统复杂度,也大大提高了数据的存储处理能力。
基于现场可编程门阵列(FPGA)及现代电子设计自动化(EDA)技术的硬件实现方法是最近几年出现了一种全新的设计思想。虽然FPGA本身只是标准的单元阵列,没有一般的集成电路所具有的功能,但用户可以根据自己的设计需要,通过特定的布局布线工具对其内部进行重新组合连接,在最短的时间内设计出自己的专用集成电路,这样就减小成本、缩短开发周期。由于FPGA处理器采用软件化的设计思想实现硬件电路的设计,这样就使得基于FPGA处理器设计的系统具有良好的可复用和修改性,这种全新的设计思想已经逐渐应用在高性能的交流驱动控制上,并快速发展。
如图2所示,为本实用新型较佳实施例的五轴高速点胶机器人伺服控制系统的原理图。本实施例中,五轴高速点胶机器人伺服控制系统包括电池、交流电源、第一信号处理器、第二信号处理器、处理器单元、第一高速直流电机、第二高速直流电机、第三高速直流电机、第四高速直流电机、第五高速直流电机以及点胶机器人。其中,所述电池为锂离子电池,是一种供电装置,为整个系统的工作提供工作电压。
本实用新型中,所述的第一信号处理器通过交流电源或者电池单独提供电流驱动所述的处理器单元,所述的处理器单元分别发出第一控制信号、第二控制信号、第三控制信号、第四控制信号和第五控制信号,所述的第一控制信号、第二控制信号、第三控制信号、第四控制信号和第五控制信号分别控制所述的第二高速直流电机、第一高速直流电机、第三高速直流电机、第四高速直流电机和第五高速直流电机,通过所述的第一高速直流电机的第二控制信号、通过所述的第二高速直流电机的第一控制信号、通过所述的第三高速直流电机的第三控制信号、通过所述的第四高速直流电机的第四控制信号和通过所述的第五高速直流电机的第五控制信号经过第二信号处理器合成之后,控制点胶机器人的运动。
本实用新型为克服现有技术中单片机不能满足五轴点胶机器人行走的稳定性和快速性的要求,舍弃了国产点胶机器人所采用的单片机的工作模式,提供了DSP+FPGA处理器的全新控制模式,控制板以FPGA处理器为处理核心,实现数字信号的实时处理,把DSP处理器从复杂的工作当中解脱出来,实现部分的信号处理算法和响应中断,实现数据通信和存储实时信号。
请参阅图3,所述处理器单元为一双核处理器,其包括DSP处理器及FPGA处理器,二者可相互通讯,实时进行数据交换和调用。所述的处理器单元还包括设于DSP处理器和FPGA处理器的上位机系统和运动控制系统,所述的上位机系统包括人机界面模块、路径读取模块以及在线输出模块,所述的运动控制系统包括伺服控制模块、数据存储模块以及I/O控制模块。其中,DSP处理器用于控制人机界面模块、路径读取模块、在线输出模块、数据存储模块以及I/O控制模块,FPGA处理器用于控制伺服控制模块。
上位机系统包括人机界面模块、路径读取模块以及在线输出模块。人机界面模块包括开始/重启按键及功能选择键;路径读取模块用于读出已经已经预设好的速度,加速度,位置等参数设置;在线输出模块用于提示点胶机器人的工作状态,比如是点胶机器人工作过程中或到站状态提示。
运动控制系统包括伺服控制模块、数据存储模块以及I/O控制模块。其中,数据存储模块模块为一存储器;I/O控制模块包括RS-232串行接口、ICE端口等;伺服控制模块进一步包括转换模块、编码器模块、电流模块、速度模块以及位移模块。
其中,所述转换模块包括模拟数字转换器(ADC,Analog to Digital Converter)及数字模拟转换器(DAC,Digital to Analog Converter);所述编码器模块用于检测点胶机器人的实际转速,判断是否符合速度要求,是否过快或过慢,并发出控制信号。
所述电流模块与电池和控制器、转换模块连接。转换模块根据电池和控制器的电流,判断工作功率,并把功率状况反馈至电池,电流模块用于调整电池的供电功率达到点胶机器人需要的范围。
所述速度模块与编码器模块通讯连接,当编码器模块检测点胶机器人实际转速过快或过慢,速度模块根据编码器模块检测的结果来调节点胶机器人的实际转速。
所述位移模块检测点胶机器人是否到达既定位移,如果离既定过远,发出加速指令至控制器;如果离既定位移过近,则发出减速指令至控制器。
对于处理器单元为一双核处理器,在电源打开状态下,点胶机器人先进入自锁状态,然后把点胶机器人的点胶阀放在废胶回收装置处,打开点胶阀门然后胶体自动流出,等均匀后开始移动到起始点,点胶机器人把储存的实际路径参数以及点胶信息传输给控制器中的DSP处理器,DSP处理器把这些运动参数转化为点胶机器人在指定运动轨迹下第一高速直流电机、第二高速直流电机、第三高速直流电机、第四高速直流电机和第五高速直流电机要运行的距离,然后与FPGA处理器通讯,FPGA处理器根据这些参数转再结合电机反馈的电流和光码盘的信号处理五个独立电机的伺服控制,并把处理数据通讯给DSP处理器,由DSP处理器继续处理后续的运行状态。
结合以上描述,上位机系统包括人机界面模块、路径读取模块、在线输出模块等功能;运动控制系统包括伺服控制模块、数据存储模块、I/O控制模块等功能。其中工作量最大的伺服控制模块交给FPGA处理器控制,其余的包括上位机系统交给DSP处理器控制,这样就实现了DSP处理器与FPGA处理器的分工,同时二者之间也可以进行通讯,实时进行数据交换和调用。
本实用新型中五轴高速点胶机器人伺服控制系统具体的功能实现如下:
1)操作人员把加工部件安装在夹具上;
2)打开电源,在打开电源瞬间DSP处理器会对电源电压来源进行判断,当确定是电池供电时,如果电池电压低压的话,将封锁FPGA处理器的PWM波输出,此时第一高速直流电机、第二高速直流电机、第三高速直流电机、第四高速直流电机和第五高速直流电机都不能工作,同时电压传感器将工作,双核控制器会发出低压报警信号,人机界面提示更换电池;
3)启动点胶机器人自动控制程序,通过控制器的USB接口输入任务或者从硬盘装载任务;
4)将执行机构(包括胶刷和出胶头)移动到起始点上方,调整好初始化位置;
5)出胶信号有效,延时一段时间;
6)为了能够驱动五轴点胶机器人进行运动,本控制系统引入FPGA处理器,由其生成五轴电机运动的PWM波,但是通过I/O口与DSP处理器进入实时通讯,由DSP处理器控制其PWM波形的输出和封锁;
7)在点胶机器人运动过程中,DSP处理器会时刻储存所经过的距离或者是经过的点胶点,并根据这些距离信息确定对下一个工作点点胶机器人两轴第一高速直流电机和第二高速直流电机在二维平面上要运行的距离或轨迹,DSP处理器然后与FPGA处理器通讯,传输这些参数给FPGA处理器,然后FPGA处理器根据这些参数再结合电机采集的电流和光码盘信号以及根据外围传感信号自动调取相应的PID调节模式,生成控制第一高速直流电机和第二高速直流电机运动的PWM波,然后经驱动电路后控制第一高速直流电机和第二高速直流电机的伺服运动;
8)点胶机器人在X和Y二维平面运动过程中,DSP处理器会根据胶点信息确定第三高速直流电机要运行的距离、第四高速直流电机要倾斜的角度和第五高速直流电机要旋转的角度,DSP处理器然后与FPGA处理器通讯,传输这些参数给FPGA处理器,然后FPGA处理器根据这些参数然后结合第三高速直流电机、第四高速直流电机和第五高速直流电机的电流和光码盘信息以及根据外围传感信号自动调取相应的PID调节模式,生成控制第三高速直流电机、第四高速直流电机和第五高速直流电机运动的PWM波,然后经驱动电路后控制第三高速直流电机、第四高速直流电机和第五高速直流电机的伺服运动,这个控制系统中五轴电机的伺服控制是同时完成的;
9)在运动过程中如果自动点胶机器人控制器发现无论X轴、Y轴、Z轴、U轴还是R轴胶点距离求解出现死循环将向DSP处理器发出中断请求,DSP处理器会对中断做第一时间响应,如果DSP处理器的中断响应没有来得及处理,点胶机器人的第一高速直流电机、第二高速直流电机、第三高速直流电机、第四高速直流电机和第五高速直流电机将原地自锁,并储存当前信息,等待故障排除后,二次开启时重新调取点胶信息,继续执行未完成的任务;
10)装在第一高速直流电机、第二高速直流电机、第三高速直流电机、第四高速直流电机和第五高速直流电机上的光码盘会输出其位置信号A和位置信号B,光码盘的位置信号A脉冲和B脉冲逻辑状态每变化一次,FPGA处理器内的位置寄存器会根据第一高速直流电机、第二高速直流电机、第三高速直流电机、第四高速直流电机和第五高速直流电机的运行方向加1或者是减1;
11)光码盘的位置信号A脉冲和B脉冲和Z脉冲同时为低电平时,就产生一个INDEX信号给FPGA处理器,记录电机的绝对位置,然后换算成点胶机器人在XYZUR五维空间中的具体位置;
12)在运动过程中,控制器会根据自动点胶机器人在点胶部件的具体位置和应该到达的位置,送FPGA处理器处理,由FPGA处理器结合各自电机的电流和光码盘信号以及外围传感信号自动调取相应的PID调节模式,计算出自动点胶机器人的第一高速直流电机、第二高速直流电机、第三高速直流电机、第四高速直流电机和第五高速直流电机需要更新的PWM控制信号,决定第一高速直流电机、第二高速直流电机、第三高速直流电机、第四高速直流电机和第五高速直流电机需要更新的速度和加速度,电机的速度加速和减速要满足图形4特性,保证电机平稳启动和停止;
13)如果点胶机器人在运行过程中遇到突然断电时,电池会自动开启立即对点胶机器人进行供电,第一高速直流电机、第二高速直流电机、第三高速直流电机、第四高速直流电机和第五高速直流电机任何一个电机在运动过程中电流超过设定值时,控制器会立即控制FPGA处理器停止工作,从而有效地避免了电池大电流放电的发生;
14)如果在点胶过程中读到了人机界面上的自动暂停点, FPGA处理器会控制第一高速直流电机、第二高速直流电机和第三高速直流电机以最大的加速度停车,使加工过程出现自动暂停并存储当前信息,直到控制器读到再次按下“开始”按钮信息才可以使FPGA处理器重新工作,并调取存储信息使点胶机器人从自动暂停点可以继续工作;
15)在运动过程中,如果检测到电机的转矩出现脉动,控制器会自动补偿,减少了电机转矩对点胶过程的影响;
16)点胶机器人在运行过程会时刻检测电池电压,当系统出现低压时,传感器会通知控制器开启并发出报警提示,有效地保护了电池;
17)当完成整个加工部件的点胶运动后,点胶阀会停止出胶,延时,走出运动轨迹;
18)点胶机器人重新设定位置零点,等待下一周期。
本实用新型五轴高速点胶机器人伺服控制系统具有的有益效果是:
1:由于采用高性能的DSP处理器和FPGA处理器,使得系统处理速度大大增加,可以很好满足高速点胶机器人快速性的要求;
2:在运动过程中,充分考虑了电池在这个系统中的作用,基于DSP+FPGA双核控制器时刻都在对点胶机器人的运行状态进行监测和运算,当遇到交流电源断电时,电池会立即提供能源,避免了自动点胶系统伺服系统运动的失败,并且在电池提供电源的过程中,时刻对电池的电流进行观测并保护,避免了大电流的产生,所以从根本上解决了大电流对电池的冲击,避免了由于大电流放电而引起的电池过度老化现象的发生;
3:由FPGA处理器处理点胶机器人的五只电机的独立伺服控制,使得控制比较简单,大大提高了运算速度,解决了现有技术中单片机软件运行较慢的瓶颈,缩短了开发周期短,并且程序可移植能力强;
4:基本实现全贴片元器件材料,实现了单板控制,不仅节省了控制板占用空间,而且有利于点胶机器人体积和重量的减轻;
5:为了提高运算速度和精度,本点胶机器人采用了高速直流电机替代了传统系统中常用的步进电机,使得运算精度大大提高,效率也有一定程度的提高;
6:由于本控制器采用FPGA处理器处理大量的数据与算法,把DSP处理器从繁重的工作量中解脱出来,有效地防止了点胶机器人失控,抗干扰能力大大增强;
7:由于五路电机的控制信号是通过FPGA处理器输出,这样由FPGA处理器可以同时输出PWM调制信号和方向信号,通过驱动电路可以直接驱动电机,不仅减轻了DSP处理器的负担,简化了接口电路,而且省去了DSP处理器内部编写位置、速度控制程序,以及各种PID算法的麻烦,使得系统的调试简单,并且实现了真正的五轴伺服控制的同步性;
8:在点胶机器人运行过程中,控制器会对电机的转矩进行在线辨识并利用电机力矩与电流的关系进行补偿,减少了快速行走时电机转矩抖动对自动点胶机器人动态性能的影响;
9:在控制中,FPGA处理器内部集成了多种PID调节模式,可以根据机器人外围运行情况自动调整其内部的PID参数,轻松实现分段P、PD、PID控制和非线性PID控制,使系统具有一定的自适应;
10:由于具有存储功能,这使得点胶机器人掉电后可以轻易的调取已经涂胶好的路径信息,即使出现故障后也可以轻易的二次点胶;
11:在整个点胶过程中,加入了暂停点设定,这样有利于在自动运动过程中目测已经点胶好的位置,提前发现点胶问题。
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
Claims (7)
1.一种五轴高速点胶机器人伺服控制系统,其特征在于,包括电池、交流电源、第一信号处理器、第二信号处理器、处理器单元、第一高速直流电机、第二高速直流电机、第三高速直流电机、第四高速直流电机、第五高速直流电机以及点胶机器人,所述的第一信号处理器通过交流电源或者电池单独提供电流驱动所述的处理器单元,所述的处理器单元分别发出第一控制信号、第二控制信号、第三控制信号、第四控制信号和第五控制信号,所述的第一控制信号、第二控制信号、第三控制信号、第四控制信号和第五控制信号分别控制所述的第二高速直流电机、第一高速直流电机、第三高速直流电机、第四高速直流电机和第五高速直流电机,通过所述的第一高速直流电机的第二控制信号、通过所述的第二高速直流电机的第一控制信号、通过所述的第三高速直流电机的第三控制信号、通过所述的第四高速直流电机的第四控制信号和通过所述的第五高速直流电机的第五控制信号经过第二信号处理器合成之后,控制点胶机器人的运动。
2.根据权利要求1所述的五轴高速点胶机器人伺服控制系统,其特征在于,所述的处理器单元为一双核处理器,包括DSP处理器、FPGA处理器以及设于DSP处理器和FPGA处理器的上位机系统和运动控制系统,所述的上位机系统包括人机界面模块、路径读取模块以及在线输出模块,所述的运动控制系统包括伺服控制模块、数据存储模块以及I/O控制模块,其中,DSP处理器用于控制人机界面模块、路径读取模块、在线输出模块、数据存储模块以及I/O控制模块,FPGA处理器用于控制伺服控制模块,且DSP处理器及FPGA处理器之间实时进行数据交换和调用。
3.根据权利要求2所述的五轴高速点胶机器人伺服控制系统,其特征在于,所述的伺服控制模块还包括转换模块,所述的转换模块用于把数字信号转换成模拟信号。
4.根据权利要求2所述的五轴高速点胶机器人伺服控制系统,其特征在于,所述的伺服控制模块还包括编码器模块,所述的编码器模块用于检测点胶机器人的实际转速,判断是否符合速度要求,是否过快或过慢,并发出控制信号。
5.根据权利要求2所述的五轴高速点胶机器人伺服控制系统,其特征在于,所述的伺服控制模块还包括电流模块,所述的电流模块用于调整电池的供电功率达到点胶机器人需要的范围。
6.根据权利要求4所述的五轴高速点胶机器人伺服控制系统,其特征在于,所述的伺服控制模块还包括速度模块,所述的速度模块与编码器模块通讯连接,当编码器模块检测点胶机器人实际转速过快或过慢,速度模块根据编码器模块检测的结果来调节点胶机器人实际转速。
7.根据权利要求2所述的五轴高速点胶机器人伺服控制系统,其特征在于,所述的伺服控制模块还包括位移模块,所述的位移模块用于检测点胶机器人是否到达既定位移,如果离既定过远,发出加速指令至控制器;如果离既定位移过近,则发出减速指令至控制器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220494202 CN202837919U (zh) | 2012-09-26 | 2012-09-26 | 五轴高速点胶机器人伺服控制系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220494202 CN202837919U (zh) | 2012-09-26 | 2012-09-26 | 五轴高速点胶机器人伺服控制系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202837919U true CN202837919U (zh) | 2013-03-27 |
Family
ID=47949583
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220494202 Withdrawn - After Issue CN202837919U (zh) | 2012-09-26 | 2012-09-26 | 五轴高速点胶机器人伺服控制系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202837919U (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102830644A (zh) * | 2012-09-26 | 2012-12-19 | 苏州工业园区职业技术学院 | 五轴高速点胶机器人伺服控制系统 |
| CN103231376A (zh) * | 2013-04-08 | 2013-08-07 | 苏州工业园区职业技术学院 | 一种五自由度高速锡焊机器人伺服控制系统 |
| CN107463125A (zh) * | 2017-07-14 | 2017-12-12 | 长安大学 | 一种基于新型原理的新型伺服驱控装置 |
-
2012
- 2012-09-26 CN CN 201220494202 patent/CN202837919U/zh not_active Withdrawn - After Issue
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102830644A (zh) * | 2012-09-26 | 2012-12-19 | 苏州工业园区职业技术学院 | 五轴高速点胶机器人伺服控制系统 |
| CN102830644B (zh) * | 2012-09-26 | 2014-08-20 | 苏州工业园区职业技术学院 | 五轴高速点胶机器人伺服控制系统 |
| CN103231376A (zh) * | 2013-04-08 | 2013-08-07 | 苏州工业园区职业技术学院 | 一种五自由度高速锡焊机器人伺服控制系统 |
| CN107463125A (zh) * | 2017-07-14 | 2017-12-12 | 长安大学 | 一种基于新型原理的新型伺服驱控装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102841557A (zh) | 四轴全自动高速点胶机器人伺服控制系统 | |
| CN102830641B (zh) | 三轴全自动高速点胶机器人伺服控制系统 | |
| CN102830644B (zh) | 五轴高速点胶机器人伺服控制系统 | |
| CN102837311B (zh) | 一种五轴中低速全自动点胶机器人伺服控制器 | |
| CN102841561B (zh) | 两轴高速点胶机器人伺服控制系统 | |
| CN202837916U (zh) | 单轴中低速点胶机器人伺服控制系统 | |
| CN102830645B (zh) | 单轴全自动高速点胶机器人伺服控制系统 | |
| CN202837919U (zh) | 五轴高速点胶机器人伺服控制系统 | |
| CN102841558B (zh) | 五轴全自动高速点胶机器人伺服控制系统 | |
| CN202837911U (zh) | 三轴高速点胶机器人伺服控制系统 | |
| CN202837918U (zh) | 三轴全自动高速点胶机器人伺服控制系统 | |
| CN202837924U (zh) | 四轴高速点胶机器人伺服控制系统 | |
| CN202929400U (zh) | 五轴全自动高速点胶机器人伺服控制系统 | |
| CN102830642B (zh) | 五轴中低速点胶机器人伺服控制系统 | |
| CN102830643A (zh) | 单轴中低速点胶机器人伺服控制系统 | |
| CN202837915U (zh) | 两轴高速点胶机器人伺服控制系统 | |
| CN202837912U (zh) | 一种四轴中低速全自动点胶机器人伺服控制器 | |
| CN202837906U (zh) | 四轴全自动高速点胶机器人伺服控制系统 | |
| CN102854828A (zh) | 单轴高速点胶机器人伺服控制系统 | |
| CN202837922U (zh) | 单轴高速点胶机器人伺服控制系统 | |
| CN202837907U (zh) | 五轴中低速点胶机器人伺服控制系统 | |
| CN102841563B (zh) | 四轴高速点胶机器人伺服控制系统 | |
| CN102841555B (zh) | 三轴高速点胶机器人伺服控制系统 | |
| CN202837909U (zh) | 两轴全自动高速点胶机器人伺服控制系统 | |
| CN202837917U (zh) | 单轴全自动高速点胶机器人伺服控制系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20130327 Effective date of abandoning: 20140820 |
|
| RGAV | Abandon patent right to avoid regrant |