CN202648566U - Hfs-10柄10°端面的专用量具 - Google Patents
Hfs-10柄10°端面的专用量具 Download PDFInfo
- Publication number
- CN202648566U CN202648566U CN 201220175968 CN201220175968U CN202648566U CN 202648566 U CN202648566 U CN 202648566U CN 201220175968 CN201220175968 CN 201220175968 CN 201220175968 U CN201220175968 U CN 201220175968U CN 202648566 U CN202648566 U CN 202648566U
- Authority
- CN
- China
- Prior art keywords
- measuring tool
- measuring
- main body
- face
- hfs
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Landscapes
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
本实用新型涉及一种HFS-10柄10°端面的专用量具,含有L型支架,量具主体固定在L型支架上,量具主体的上侧设置有圆锥形定位凹槽,在该定位凹槽上口外缘设置有环形的测量端面,该环形端面一侧设置有测量孔,千分表固定在量具主体和L型支架底座之间,并且千分表测杆上端的测头伸出环形测量端面的测量孔之外一定高度。此专用量具采用10°锥面定位,在端面直接打表的测量原理,测量精度直接提高到μ级。用此量具,产品精度可以控制到0.001mm,提高了产品的精度。另外此量具使用相当方便,把产品柄部放到量具锥孔里,适度按压以使两锥面充分接触,就可以直接读数。
Description
技术领域
本实用新型涉及一种机械精加工领域中的测量工具,具体涉及一种HFS-10柄的10°端面专用量具。
背景技术
以前的HFS-10柄10°锥面与端面轴向距离测量是用万能工具显微镜测量,这种方法是非接触式的光学测量,测量精度一般在0.05mm左右,最好精度超不过0.03mm。这种测量方法需要装夹、调试焦距,移动产品以产生读数,费时费力。
实用新型内容
本实用新型针对现有HFS-10柄10°端面的量具存在测量麻烦和精度不够高的问题,提供一种结构简单、容易操作、精度较高的HFS-10柄10°端面的专用量具。
技术方案:一种HFS-10柄10°端面的专用量具,含有L型支架,该L型支架含有一个立板和一个底座,在该立板的上端固定有一个量具主体,在该量具主体的上侧设置有定位凹槽,在该定位凹槽上口外缘设置有环形的测量端面,该环形端面一侧设置有测量孔,沿测量孔向下设置有贯穿量具主体的竖向通孔,该竖向通孔的下段内径大于上段内径,其下段是用于安装千分表固定套管的固定孔,上段是用于套装测杆的测杆孔,千分表固定在量具主体和L型支架底座之间,并且千分表测杆上端的测头伸出环形测量端面的测量孔之外一定高度(在测量范围)。
所述定位凹槽为圆锥形凹槽。
L型支架底座上设置有与千分表后端防尘帽对应的通孔。
与量具主体的固定孔垂直方向设置有顶丝孔,利用顶丝沿侧面将千分表的固定套管固定在量具主体的固定孔内。
有益效果:此专用量具采用10°锥面定位,在端面直接打表的测量原理,测量精度直接提高到μ级。用此量具,产品精度可以控制到0.001mm,提高了产品的精度。另外此量具使用相当方便,把产品柄部放到量具锥孔里,适度按压以使两锥面充分接触,就可以直接读数。
附图说明
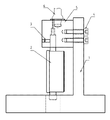
图l是本实用新型量具的侧面结构示意图;
图2是图1的左视图;
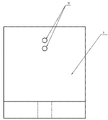
图3是L型支架的侧面结构示意图;
图4是图3的左视图;
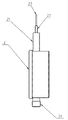
图5是千分表的侧面结构示意图;
图6是图5的左视图;
图7是量具主体的侧面结构示意图;
图8是图7的左视图;
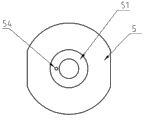
图9是图7的俯视图。
图中,标号1为L型支架,2为千分表,3为顶丝,4为固定螺钉,5为量具主体,6为被测的HFS-10柄,11为螺栓安装孔,21为固定套管,22为测杆,23为测头,24为防尘帽,51为环形测量端面,52为定位凹槽,53为固定孔,54为测杆孔,55为螺纹孔。
具体实施方式
实施例一:参见图1—图9,一种HFS-10柄10°端面的专用量具,即L-HFS10-Z量具,包括L型支架1、量具主体5和千分表2。其中,L型支架1含有一个立板和一个底座,在该立板的上端固定有一个量具主体5,千分表2固定在量具主体5和L型支架底座之间。L型支架1底座上设置有与千分表2后端防尘帽24对应的通孔。在量具主体的固定孔53垂直方向设置有顶丝孔31,利用顶丝3沿固定孔一侧将千分表的固定套管21固定在量具主体的固定孔内。
所述量具主体5的上侧设置有圆锥形定位凹槽52,定位凹槽52上口外缘设置有环形的测量端面51,该环形端面51一侧设置有测量孔54,沿测量孔54向下设置有贯穿量具主体的竖向通孔,该竖向通孔的下段内径大于上段内径,其下段是用于安装千分表固定套管的固定孔53,上段是用于套装测杆22的测杆孔,并且千分表测杆22上端的测头23伸出环形测量端面的测量孔之外一定高度(在测量范围)便于测量。
使用本实施例量具对产品的前期处理要求:
①磨测量端面到位,平面度在0.001mm以内。
②粗开定位凹槽的锥面,并用HFS10锥面量具调整锥角到公差范围内后,用L-HFS10-Z量具测量。
使用步骤:
1、先用L-HFS10-Z量具测量HFS10标准柄。用适当力气按压,以使标准柄的10°锥面与量具的10°锥面充分接触,记下此时千分尺读数A。
2、按数据A计算出产品公差范围a≤尺寸≤b。
3、用L-HFS10-Z量具测量待测产品。用适当力气按压,以使产品的10°锥面与量具的10°锥面充分接触,记下此时千分尺读数B。
4、比较数据B与公差范围a-b:如果数据B<a,则说明产品尺寸没到位,需要继续磨削;如果a≤B≤b,则说明产品尺寸已经进入公差,合格;如果b≤B,则说明产品尺寸超差,报废。
结构特点:
1、本专利产品用10°准面为被测工件的定位基准,测量另外一个工件端面),消除了以前的测量手段中基准转换(两端中心孔为基准)所带来的额外误差。
2、本专利产品固定了千分表,量具用千分表做接触式测量,消除了以前光学测量中的视觉误差,直接把测量精度提高到了μ级。测量时工件锥面与量具锥面接触,工件端面压缩千分表表头,从而产生读数。
3、本专利产品因结构限制,千分表换了一个细杆加长表头(测头)。
Claims (4)
1.一种HFS-10柄10°端面的专用量具,其特征是:含有L型支架,该L型支架含有一个立板和一个底座,在该立板的上端固定有一个量具主体,在该量具主体的上侧设置有定位凹槽,在该定位凹槽上口外缘设置有环形的测量端面,该环形端面一侧设置有测量孔,沿测量孔向下设置有贯穿量具主体的竖向通孔,该竖向通孔的下段内径大于上段内径,其下段是用于安装千分表固定套管的固定孔,上段是用于套装测杆的测杆孔,千分表固定在量具主体和L型支架底座之间,并且千分表测杆上端的测头伸出环形测量端面的测量孔之外一定高度。
2.根据权利要求1所述的HFS-10柄10°端面的专用量具,其特征是:所述定位凹槽为圆锥形凹槽。
3.根据权利要求1所述的HFS-10柄10°端面的专用量具,其特征是:L型支架底座上设置有与千分表后端防尘帽对应的通孔。
4.根据权利要求1所述的HFS-10柄10°端面的专用量具,其特征是:在量具主体的固定孔垂直方向设置有顶丝孔,利用顶丝沿将千分表的固定套管固定在量具主体的固定孔内。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220175968 CN202648566U (zh) | 2012-04-24 | 2012-04-24 | Hfs-10柄10°端面的专用量具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220175968 CN202648566U (zh) | 2012-04-24 | 2012-04-24 | Hfs-10柄10°端面的专用量具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202648566U true CN202648566U (zh) | 2013-01-02 |
Family
ID=47417663
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220175968 Expired - Lifetime CN202648566U (zh) | 2012-04-24 | 2012-04-24 | Hfs-10柄10°端面的专用量具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202648566U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102661693A (zh) * | 2012-04-24 | 2012-09-12 | 郑州市钻石精密制造有限公司 | Hfs-10柄10°端面的专用量具 |
-
2012
- 2012-04-24 CN CN 201220175968 patent/CN202648566U/zh not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102661693A (zh) * | 2012-04-24 | 2012-09-12 | 郑州市钻石精密制造有限公司 | Hfs-10柄10°端面的专用量具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104568424B (zh) | 载荷力方向自平衡的加载装置及力方向自控的数控刀架静刚度测试平台 | |
| CN201662384U (zh) | 转盘大面测量装置 | |
| CN203561323U (zh) | 一种中心孔深度测量工装 | |
| CN104165604B (zh) | 一种单激光单psd储存式深孔直线度检测装置 | |
| CN202974158U (zh) | 汽车同步锥锥面检具 | |
| CN205209415U (zh) | 一种精密锥孔精度测量装置 | |
| CN105157522A (zh) | 一种用于测量沉头螺钉锥面高度的测量装置 | |
| CN203824489U (zh) | 锥齿轮轮坯基冠距测量检具 | |
| CN103292764B (zh) | 一种轴承外圈高度检测方法 | |
| CN202648566U (zh) | Hfs-10柄10°端面的专用量具 | |
| CN104596383A (zh) | 多功能综合检具及其检测方法 | |
| CN102494600B (zh) | 高速加工刀柄多尺寸测量装置 | |
| CN110617753A (zh) | 一种新型孔径检测治具、孔径测量高度规及其检测方法 | |
| CN202119364U (zh) | 薄壁类环形工件内圆测量装置 | |
| CN210198255U (zh) | 一种测量气缸套退刀槽高度差的装置 | |
| CN201255625Y (zh) | 倒角直径测量仪 | |
| CN202853538U (zh) | 一种用于快速测量外径的可调式比对量具 | |
| CN203375923U (zh) | 一种新型的hsk工具锥柄锥度检测装置 | |
| CN102661693A (zh) | Hfs-10柄10°端面的专用量具 | |
| CN202793205U (zh) | 锥体外径千分尺 | |
| CN202974138U (zh) | 齿轮综合检具 | |
| CN202861894U (zh) | 一种镗刀对刀仪 | |
| CN203286948U (zh) | 锥齿轮高度检具 | |
| CN202648603U (zh) | Hfs-10柄10°锥面的专用量具 | |
| CN202582462U (zh) | 管料端面垂直度检具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20130102 |
|
| CX01 | Expiry of patent term |