CN203561323U - 一种中心孔深度测量工装 - Google Patents
一种中心孔深度测量工装 Download PDFInfo
- Publication number
- CN203561323U CN203561323U CN201320608576.7U CN201320608576U CN203561323U CN 203561323 U CN203561323 U CN 203561323U CN 201320608576 U CN201320608576 U CN 201320608576U CN 203561323 U CN203561323 U CN 203561323U
- Authority
- CN
- China
- Prior art keywords
- clamp body
- hole
- column
- dial gauge
- depth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Abstract
本实用新型提供了一种中心孔深度测量工装,包括测量柱、夹具体、弹簧、百分表架和百分表,所述测量柱为一带有顶尖的柱状体,所述夹具体为一中空杯状体,底部设有一与所述测量柱柱状体外径相匹配的孔洞,所述测量柱贯穿所述夹具体的孔洞并在所述夹具体的孔洞中滑动,所述百分表架扣合在所述夹具体上,与所述夹具体固定连接,所述百分表通过百分表的外壳延伸段固定在所述百分表架上,所述百分表的探针穿过所述贯穿孔与所述测量柱的凸台相抵接,所述弹簧弹性顶压所述百分表架的底部和所述测量柱的底面。本实用新型精确度高、测量快、轻巧方便,可以作为快速分级工具,可以一边分级一边加工,不浪费额外的时间,即保证了质量,又不耽误生产。
Description
技术领域
本实用新型涉及深度检测装置技术领域,尤其涉及一种轴类零件的中心孔深度偏差的测量工装。
背景技术
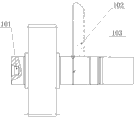
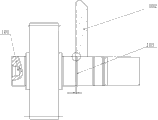
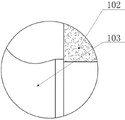
现有技术中,在轴类零件磨削加工时,中心孔定位是理想的定位基准。因此,会对中心孔的位置、深度大小的准确性有一定的要求,其中中心孔深度大小的偏差将会直接影响工件在轴向方向的定位精度,从而直接影响到加工效率和成品的质量。在大批量地铁主动齿轮轴精磨工序生产过程中,为了提高效率基本采用集中磨削同一档尺寸,以此减少砂轮对刀时间。地铁主动齿轮中心孔多由车床车削或中心钻加工而成,中心孔大小、深浅不能保证一致,工件中心孔深度常常有0.40mm-1.2mm的偏差。中心孔的偏差直接影响了工件在轴向方向的定位精度,所以常常发生砂轮过切或磨削不到位的情况。正常情况下,如图1a所示,定位顶尖101顶住中心孔尺寸、深度合适的标准件,固定后使用砂轮102进行磨削,如图1b所示,磨削位置正好处于退刀槽103 的1/2至1/3处;过切时,如图2a所示,由于该轴类工件左端的中心孔比标准件小即深度偏浅,在标准工装固定的情况下,使得该工件被定位顶尖101向右顶出,整个工件相对工装向右偏移,标准工装位置的砂轮102向左磨削过切,如图2b所示,砂轮102撞到工件台阶断面,误磨削退刀槽103的两档外圆;磨削不到位时,如图3a所示,因为该轴类工件左端中心孔偏大即较标准件深度偏深,在标准工装固定下,使得该工件偏向左端定位顶尖101,整个工件向左偏移,如图3b所示,标准工装位置的砂轮102磨削未出头,未达到退刀槽103,使该轴承工件外圆长度没有磨削出全长,末端留有细微台阶;不论过切还是磨削不到位,都会导致返工等质量事故,甚至引起安全事故。
实用新型内容
鉴于上述现有技术存在的缺陷,本实用新型的目的是提出一种中心孔深度测量工装,使得打孔加工后的轴类零件能够快速得到测量,并跟据测量所得的尺寸分级,方便加工。
本实用新型的目的将通过以下技术方案得以实现:
一种中心孔深度测量工装,包括测量柱、夹具体、弹簧、百分表架和百分表,所述测量柱为一带有顶尖的柱状体,柱状体的底面轴向设有一凸台,柱状体的底面向周围延伸设有凸缘,所述夹具体为一中空杯状体,底部设有一与所述测量柱柱状体外径相匹配的孔洞,所述测量柱贯穿所述夹具体的孔洞并在所述夹具体的孔洞中滑动,所述百分表架扣合在所述夹具体上,与所述夹具体固定连接,所述百分表架设有一贯穿孔,所述百分表包括外壳、外壳延伸段和探针,所述百分表通过百分表的外壳延伸段固定在所述百分表架上,所述百分表的探针穿过所述贯穿孔与所述测量柱的凸台相抵接,所述弹簧套设在所述探针和所述凸台的外周,弹性顶压所述百分表架的底部和所述测量柱的底面。所述凸缘起阻挡作用,防止测量柱脱出所述夹具体。
上述的中心孔深度测量工装,优选的,还包括一深度调节套,所述深度调节套呈杯状套设在所述夹具体的外部,并两者之间可调连接,所述深度调节套底部设有一与所述测量柱柱状体外径尺寸相配套的导孔,所述测量柱贯穿所述深度调节套导孔并在所述导孔中滑动,所述深度调节套内底面与所述夹具体外底面间隔形成一定的空间。
上述的中心孔深度测量工装中,优选的,所述工装还设有一锁紧螺母,所述夹具体的外表面设有螺纹,所述深度调节套内表面设有螺纹,两者通过螺纹可调连接,所述锁紧螺母设置在所述夹具体外表面和所述深度调节套上部。通过锁紧螺母与深度调节套的相对运动实现深度调节套的固定。
上述的中心孔深度测量工装中,优选的,所述百分表架与所述夹具体通过M5开槽沉头螺钉(GB/T68-200)固定。
上述的中心孔深度测量工装中,优选的,所述百分表架的贯穿孔孔壁向上延伸突起形成一周壁,所述百分表的外壳延伸段通过一设置在所述周壁上的锁紧螺钉固定在所述周壁内表面上,从而使百分表固定在百分表架上。
将上述中心孔深度测量工装用于深度测量时,将测量柱顶尖放在工件中心孔内,深度调节套的外底面与工件端面相接触,中心孔深度大小通过测量柱传递,顶压弹簧,凸台顶起探针,即可表现在百分表上一个读数A;如果中心孔深度过深,可通过调整深度调节套延长测量柱长度;在批量加工前找个标准件通过调节深度调节套使测量柱的压缩行程在最佳状态,然后调整百分表并清零,根据百分表的读数差值即可确定工件的中心孔的深度是否一致,即可以快速地把深度大小偏差大工件挑选出来单独加工。
本实用新型的一种中心孔深度测量工装的突出效果为:
(1)利用百分表读取数据,比高度尺精确,消除了人为读数大小偏差的因素,在人与人之间,个人多次读数之间重复精度可达0.02mm,大大消除了测量误差;
(2)轻便、灵巧,可随身使用,操作工人有了它可以不离开操作现场,就地直接测量;
(3)测量快、读取数据方便,百分表直接显示数据,一目了然,大大节省了操作时间,提高了生产效率;
(4)可以作为快速分级工具,根据百分表表盘的度数快速的把中心孔深度大小偏差大的工件挑拣出来,以±0.05mm作为一个级别来加工,这样我们把不利因素消除了,又能很好保证了质量,利用这套测量工装可以一边分级一边加工,不会浪费额外的时间,既保证了质量,又不耽误生产。
以下便结合实施例附图,对本实用新型的具体实施方式作进一步的详述,以使本实用新型技术方案更易于理解、掌握。
附图说明
图1a是现有技术中正常情况下磨削轴类零件的作业示意图;
图1b是图1a的局部放大图;
图2a是现有技术中过切状态下磨削轴类零件的作业示意图;
图2b是图2a的局部放大图;
图3a是现有技术中磨削不到位状态下磨削轴类零件的作业示意图;
图3b是图3a的局部放大图;
图4是本实用新型实施例的中心孔深度测量工装的结构示意图。
具体实施方式
实施例
本实施例的一种中心孔深度测量工装,如图4所示,包括测量柱1、夹具体5、弹簧3、百分表架6和百分表9。测量柱1为带有顶尖的柱状体,柱状体的底面轴向设有凸台12,柱状体的底面向周围延伸设有凸缘13;夹具体5为中空杯状体,底部设有与测量柱1柱状体外径相匹配的孔洞,测量柱1贯穿夹具体5的孔洞并在该夹具体5的孔洞中滑动;百分表架6扣合在夹具体5上,与该夹具体5通过M5开槽沉头螺钉7固定连接,该百分表架6设有一个贯穿孔,该贯穿孔孔壁向上延伸突起形成周壁;百分表9包括外壳91、外壳延伸段92和探针93,百分表9的外壳延伸段92通过设置在周壁上的锁紧螺钉8固定在周壁内表面上,从而使百分表9固定在百分表架6上;百分表9的探针93穿过贯穿孔与测量柱1的凸台12相抵接,弹簧3套设在探针93和凸台12的外周,弹性顶压百分表架6的底部和测量柱1的底面。
上述的中心孔深度测量工装还包括一个深度调节套2和一个锁紧螺母4,该深度调节套2呈杯状套设在夹具体5的外部,其内表面设有螺纹,同时夹具体5的外表面设有螺纹,两者通过螺纹可调连接,深度调节套2内底面与夹具体5外底面间隔形成一定的空间;该深度调节套2底部设有与测量柱1柱状体外径尺寸相配套的导孔,测量柱1贯穿深度调节套2的导孔并在该导孔中滑动;锁紧螺母4设置在夹具体5的外表面和深度调节套2的上部,通过锁紧螺母4与深度调节套2的相对运动实现深度调节套2的固定。
将上述中心孔深度测量工装用于深度测量时,将测量柱1顶尖放在工件中心孔内,深度调节套2的外底面与工件端面相接触,中心孔深度大小通过测量柱1传递,顶压弹簧3,凸台12顶起探针93,即可表现在百分表9上一个读数A;如果中心孔深度过深,可通过调整深度调节套2延长测量柱1长度;在批量加工前找个标准件通过调节深度调节套2使测量柱1的压缩行程在最佳状态,然后调整百分表9并清零,根据百分表9的读数差值即可确定工件的中心孔的深度是否一致,即可快速地把深度大小偏差大工件挑选出来单独加工。
本实施例的突出效果为:
(1)利用百分表读取数据,比高度尺精确,消除了人为读数大小偏差的因素,在人与人之间,个人多次读数之间重复精度可达0.02mm,大大消除了测量误差;
(2)轻便、灵巧,可随身使用,操作工人有了它可以不离开操作现场,就地直接测量;
(3)测量快、读取数据方便,百分表直接显示数据,一目了然,大大节省了操作时间,提高了生产效率;
(4)作为快速分级工具,能够根据百分表表盘的度数快速的把中心孔深度大小偏差大的工件挑拣出来,以±0.05mm作为一个级别来加工,这样我们把不利因素消除了,又能很好保证了质量,利用这套测量工装能够一边分级一边加工,不会浪费额外的时间,既保证了质量,又不耽误生产。
本实用新型并不限于前述实施方式,本领域技术人员在本实用新型技术精髓的启示下,还可能做出其他变更,但只要其实现的功能与本实用新型相同或相似,均应属于本实用新型的保护范围。
Claims (5)
1.一种中心孔深度测量工装,其特征在于:所述工装包括测量柱、夹具体、弹簧、百分表架和百分表,所述测量柱为一带有顶尖的柱状体,柱状体的底面轴向设有一凸台,柱状体的底面向周围延伸设有凸缘,所述夹具体为一中空杯状体,底部设有一与所述测量柱柱状体外径相匹配的孔洞,所述测量柱贯穿所述夹具体的孔洞并在所述夹具体的孔洞中滑动,所述百分表架扣合在所述夹具体上,与所述夹具体固定连接,所述百分表架设有一贯穿孔,所述百分表包括外壳、外壳延伸段和探针,所述百分表通过百分表的外壳延伸段固定在所述百分表架上,所述百分表的探针穿过所述贯穿孔与所述测量柱的凸台相抵接,所述弹簧套设在所述探针和所述凸台的外周,弹性顶压所述百分表架的底部和所述测量柱的底面。
2.根据权利要求1所述的一种中心孔深度测量工装,其特征在于:所述工装还包括一深度调节套,所述深度调节套呈杯状套设在所述夹具体的外部,并且两者之间可调连接,所述深度调节套底部设有一与所述测量柱柱状体外径尺寸相配套的导孔,所述测量柱贯穿所述深度调节套导孔并在所述导孔中滑动。
3.根据权利要求2所述的一种中心孔深度测量工装,其特征在于:所述工装还设有一锁紧螺母,所述夹具体的外表面设有螺纹,所述深度调节套内表面设有螺纹,两者通过螺纹可调连接,所述锁紧螺母设置在所述夹具体外表面和所述深度调节套上部。
4.根据权利要求1所述的一种中心孔深度测量工装,其特征在于:所述百分表架与所述夹具体通过M5开槽沉头螺钉固定。
5.根据权利要求1所述的一种中心孔深度测量工装,其特征在于:所述百分表架的贯穿孔孔壁向上延伸突起形成一周壁,所述百分表的外壳延伸段通过一设置在所述周壁上的锁紧螺钉固定在所述周壁内表面上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320608576.7U CN203561323U (zh) | 2013-09-30 | 2013-09-30 | 一种中心孔深度测量工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320608576.7U CN203561323U (zh) | 2013-09-30 | 2013-09-30 | 一种中心孔深度测量工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203561323U true CN203561323U (zh) | 2014-04-23 |
Family
ID=50511039
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320608576.7U Expired - Fee Related CN203561323U (zh) | 2013-09-30 | 2013-09-30 | 一种中心孔深度测量工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203561323U (zh) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105091715A (zh) * | 2015-08-28 | 2015-11-25 | 航天精工股份有限公司 | 一种自带校零的调心十字槽深度规 |
| CN105135991A (zh) * | 2015-10-20 | 2015-12-09 | 芜湖恒隆汽车转向系统有限公司 | 一种密封槽深度测量装置 |
| CN105371722A (zh) * | 2015-12-08 | 2016-03-02 | 陕西法士特齿轮有限责任公司 | 一种可测量端面齿0.7尺寸的检具 |
| CN105823394A (zh) * | 2016-04-29 | 2016-08-03 | 北京中丽制机工程技术有限公司 | 一种工件v型槽测量装置及方法 |
| CN106247922A (zh) * | 2016-08-31 | 2016-12-21 | 丰汉电子(上海)有限公司 | 一种工件表面变形测定探测头、系统及方法 |
| CN107942932A (zh) * | 2017-11-23 | 2018-04-20 | 中国航发沈阳黎明航空发动机有限责任公司 | 一种用于机床打表的快换探针式测头及测量方法 |
| CN107966090A (zh) * | 2017-11-23 | 2018-04-27 | 中国航发沈阳黎明航空发动机有限责任公司 | 一种检测窄槽和细盲孔深度的可快换探针式测量装置 |
| CN108267105A (zh) * | 2016-12-30 | 2018-07-10 | 郑州玄机器人有限公司 | 一种活动式探洞测深装置 |
| CN108267129A (zh) * | 2016-12-30 | 2018-07-10 | 郑州玄机器人有限公司 | 一种活动式探洞测深车 |
| CN108267090A (zh) * | 2016-12-30 | 2018-07-10 | 郑州玄机器人有限公司 | 一种活动式探洞测深飞行器 |
| CN109186987A (zh) * | 2018-10-15 | 2019-01-11 | 航宇救生装备有限公司 | 一种锁弹机剪切销检查装置及检测方法 |
| CN112729203A (zh) * | 2021-01-21 | 2021-04-30 | 镇安芯木田科技有限公司 | 一种探针孔深检测机构 |
| CN112729203B (zh) * | 2021-01-21 | 2024-04-05 | 镇安芯木田科技有限公司 | 一种探针孔深检测机构 |
-
2013
- 2013-09-30 CN CN201320608576.7U patent/CN203561323U/zh not_active Expired - Fee Related
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105091715A (zh) * | 2015-08-28 | 2015-11-25 | 航天精工股份有限公司 | 一种自带校零的调心十字槽深度规 |
| CN105091715B (zh) * | 2015-08-28 | 2017-08-15 | 航天精工股份有限公司 | 一种自带校零的调心十字槽深度规 |
| CN105135991A (zh) * | 2015-10-20 | 2015-12-09 | 芜湖恒隆汽车转向系统有限公司 | 一种密封槽深度测量装置 |
| CN105371722A (zh) * | 2015-12-08 | 2016-03-02 | 陕西法士特齿轮有限责任公司 | 一种可测量端面齿0.7尺寸的检具 |
| CN105823394B (zh) * | 2016-04-29 | 2019-08-02 | 北京中丽制机工程技术有限公司 | 一种工件v型槽测量装置及方法 |
| CN105823394A (zh) * | 2016-04-29 | 2016-08-03 | 北京中丽制机工程技术有限公司 | 一种工件v型槽测量装置及方法 |
| CN106247922A (zh) * | 2016-08-31 | 2016-12-21 | 丰汉电子(上海)有限公司 | 一种工件表面变形测定探测头、系统及方法 |
| CN108267105A (zh) * | 2016-12-30 | 2018-07-10 | 郑州玄机器人有限公司 | 一种活动式探洞测深装置 |
| CN108267129A (zh) * | 2016-12-30 | 2018-07-10 | 郑州玄机器人有限公司 | 一种活动式探洞测深车 |
| CN108267090A (zh) * | 2016-12-30 | 2018-07-10 | 郑州玄机器人有限公司 | 一种活动式探洞测深飞行器 |
| CN107966090A (zh) * | 2017-11-23 | 2018-04-27 | 中国航发沈阳黎明航空发动机有限责任公司 | 一种检测窄槽和细盲孔深度的可快换探针式测量装置 |
| CN107942932A (zh) * | 2017-11-23 | 2018-04-20 | 中国航发沈阳黎明航空发动机有限责任公司 | 一种用于机床打表的快换探针式测头及测量方法 |
| CN107942932B (zh) * | 2017-11-23 | 2020-04-03 | 中国航发沈阳黎明航空发动机有限责任公司 | 一种用于机床打表的快换探针式测头及测量方法 |
| CN107966090B (zh) * | 2017-11-23 | 2020-05-29 | 中国航发沈阳黎明航空发动机有限责任公司 | 一种检测窄槽和细盲孔深度的可快换探针式测量装置 |
| CN109186987A (zh) * | 2018-10-15 | 2019-01-11 | 航宇救生装备有限公司 | 一种锁弹机剪切销检查装置及检测方法 |
| CN112729203A (zh) * | 2021-01-21 | 2021-04-30 | 镇安芯木田科技有限公司 | 一种探针孔深检测机构 |
| CN112729203B (zh) * | 2021-01-21 | 2024-04-05 | 镇安芯木田科技有限公司 | 一种探针孔深检测机构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203561323U (zh) | 一种中心孔深度测量工装 | |
| CN201780090U (zh) | 锥角检具 | |
| CN201662384U (zh) | 转盘大面测量装置 | |
| CN107003105B (zh) | 接触式位置测定器及采用该位置测定器的测定方法 | |
| CN102303266B (zh) | 锥孔专用量角器 | |
| CN204128480U (zh) | 一种飞行器平尾角位移传感器检测装置 | |
| CN205209415U (zh) | 一种精密锥孔精度测量装置 | |
| CN207570502U (zh) | 一种内锥大径尺寸检测仪 | |
| CN105033288A (zh) | 一种高精度顶持力可测的柔性顶尖 | |
| CN202747979U (zh) | 一种零件中心孔大小检具 | |
| CN102589393A (zh) | 用于测量槽底直径的测量装置及其测量方法 | |
| CN203091466U (zh) | 一种制耳率测量装置 | |
| EP3543641A1 (en) | Gage for detecting diameter of bolt hole back socket | |
| CN204594368U (zh) | 用于测量轴类零件中心孔轴向变动量的检具 | |
| CN204730792U (zh) | 一种手持式内径导轨锥面测量装置 | |
| CN201255625Y (zh) | 倒角直径测量仪 | |
| CN105965046A (zh) | 一种组合式切削力测量刀柄 | |
| CN202255340U (zh) | 一种测量深内孔直径尺寸的高精度量具 | |
| CN210718962U (zh) | 一种槽深测量装置 | |
| CN204359515U (zh) | 主轴静刚度测量装置 | |
| CN209085507U (zh) | 内孔倒角深度的快速检测装置 | |
| CN206740050U (zh) | 一种检测缸体类零件端面倒角深度与角度的在线检具 | |
| CN202648566U (zh) | Hfs-10柄10°端面的专用量具 | |
| CN201266065Y (zh) | 一种机加工轴类零件中心孔大小的测量器 | |
| CN106197208B (zh) | 一种电主轴轴芯检测装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140423 Termination date: 20160930 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |