CN202639142U - Forming, shaping and punching integrated automatic device for retainers - Google Patents
Forming, shaping and punching integrated automatic device for retainers Download PDFInfo
- Publication number
- CN202639142U CN202639142U CN 201220194180 CN201220194180U CN202639142U CN 202639142 U CN202639142 U CN 202639142U CN 201220194180 CN201220194180 CN 201220194180 CN 201220194180 U CN201220194180 U CN 201220194180U CN 202639142 U CN202639142 U CN 202639142U
- Authority
- CN
- China
- Prior art keywords
- shaping
- base
- die
- guide
- punching
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Abstract
The utility model provides a forming, shaping and punching integrated automatic device for retainers. The forming, shaping and punching integrated automatic device comprises a punching machine, a die set, a base, a forming die, a shaping die and a punching die, guide rail plates are arranged on two sides of the forming die, the shaping die and the punching die and fixed on the base, movable stop blocks and stop bases are arranged on the two sides of the forming die, the shaping die and the punching die, the movable stop blocks are connected with the guide rail plates, the stop bases are fixed on the base, springs are arranged between the movable stop blocks and the stop bases, and the movable stop blocks are provided with positioning blocks. According to the forming, shaping and punching integrated automatic device for the retainers, automatic feeding is utilized, and forming, shaping and punching of the retainers are synchronously performed, so that production efficiencies are improved, devices and human resources are saved, production costs are reduced, production benefits are effectively improved, product qualities are stable, the defective rate is avoided and reduced, and production insecurity is completely eradicated.
Description
Technical field
The utility model relates to a kind of process units, relates in particular to the hole-punching integrated automatics of a kind of retainer shaping
Background technology
The production of retainer in the prior art; its shaping, integer and perforation separately operate separately; need the staff with doing evil through another person the retainer of needs processing to be put into respectively different moulds by hand during operation and carry out production and processing; the production efficiency of this mode of production is low; and often can cause because of misoperation the damage of mould; even cause the staff to receive wound; with this; how reducing manually-operated in the production process of retainer, improving security and production efficiency is the problem that should solve in the retainer production process.
The utility model content
The purpose of this utility model needs when providing the production operation that the hole-punching integrated automatics of a kind of retainer shaping solves the retainer that exists in the prior art that the staff is manual to put into respectively different moulds with doing evil through another person with the retainer of needs processing and carry out production and processing; the production efficiency of this mode of production is low; and often can cause the damage of mould because of misoperation, even cause the staff to receive the problem of wound.
Technical solution of the present utility model is:
The hole-punching integrated automatics of a kind of retainer shaping, comprise punch press, mould bases, base, shaping dies, shaping mold and perforated die, described punch press is provided with mould bases and base, described base is provided with described shaping dies successively, shaping mold and perforated die, described shaping dies, the both sides of shaping mold and perforated die are equipped with guide-rail plate, described guide-rail plate is fixed on the described base, described shaping dies, the both sides of shaping mold and perforated die are equipped with movable material blocking block and backgauge base, described movable material blocking block all connects described guide-rail plate, described backgauge base all is fixed on the described base, be equipped with spring between described movable material blocking block and described backgauge base, described movable material blocking block is equipped with locating piece, described mould bases is provided with voussoir, and described movable material blocking block is provided with the wedge hole that cooperates with voussoir.
Further improve and be: described base is provided with feed mechanism, described feed mechanism comprises guide-rail plate, step feeding rod, guide cylinder and slide block, be provided with guide rail between described guide-rail plate, described guide rail is provided with the step feeding rod, described guide cylinder is the guide cylinder of hollow inner circle shape, described guide cylinder communicates with described guide rail, described slide block is connected with the coaster plate, described coaster plate is connected with described step feeding rod, be provided with spring between described slide block and described base, described mould bases is provided with skewback, is provided with roller between described slide block and skewback, and described roller is connected on the described slide block.
The hole-punching integrated automatics of a kind of retainer shaping of the utility model, described base is provided with feed mechanism, described feed mechanism comprises guide-rail plate, the step feeding rod, guide cylinder and slide block, described guide cylinder is the guide cylinder of hollow inner circle shape, described guide cylinder communicates with described guide rail, retainer can be packed in the guide cylinder in batches, deliver to shaping dies and process by will fall to normal price successively retainer on guide rail of step feeding rod again, the lower end of slide block is connected on the coaster plate, the coaster plate connects described step feeding rod, one side of mould bases is equipped with top-down skewback, the upper end of slide block is provided with roller near a side place of described skewback lower end, is provided with spring between slide block and base.
The both sides of described shaping dies, shaping mold and perforated die are equipped with movable material blocking block and backgauge base, be equipped with spring between described movable material blocking block and described backgauge base, described movable material blocking block is equipped with locating piece, described mould bases is provided with voussoir, and described movable material blocking block is provided with the wedge hole that cooperates with voussoir.Voussoir on being installed in mould bases is during with the wedge hole on punch press operation downwards and the insertion activity material blocking block, i.e. drive activity material blocking block outwards is shifted, so that shaping dies, shaping mold and perforated die are processed retainer; When the voussoir on being installed in mould bases upwards moves disengaging wedge hole with punch press, movable material blocking block return under the pulling force effect of spring, and spacing by locating piece, be convenient to the step feeding rod and will finish the retainer of this step processing and deliver on the processing mold of next step, prepare the process operation of next step.The hole-punching integrated automatics of this kind retainer shaping, adopt self-feeding, synchronous processing is carried out in the shaping of retainer, integer and perforation, improve production efficiency, saved equipment and human resources, reduced production cost, effectively improved productivity effect, and constant product quality is avoided and has been reduced defect rate, has stopped the insecurity of producing.In addition, the hole-punching integrated automatics of this kind retainer shaping, deft design uses, mounts and dismounts the operation facility.
The beneficial effects of the utility model are: the hole-punching integrated automatics of a kind of retainer shaping of the utility model, adopt self-feeding, synchronous processing is carried out in the shaping of retainer, integer and perforation, improve production efficiency, saved equipment and human resources, reduced production cost, effectively improved productivity effect, and constant product quality is avoided and has been reduced defect rate, has stopped the insecurity of producing.In addition, the hole-punching integrated automatics of this kind retainer shaping, deft design uses, mounts and dismounts the operation facility.
Description of drawings
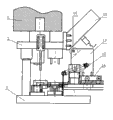
Fig. 1 is the structural representation of the utility model embodiment;
Fig. 2 is the structural representation of the utility model shaping dies, shaping mold and perforated die;
Fig. 3 is the structural representation of the utility model feed mechanism;
Wherein: 1-punch press, 2-mould bases, 3-base, 4-shaping dies, 5-shaping mold, 6-perforated die, 7-guide-rail plate, the movable material blocking block of 8-, 9-backgauge base, 10-locating piece, 11-wedge hole, 12-guide cylinder, 13-slide block, 14-coaster plate, 15-skewback, 16-roller.
The specific embodiment
Describe preferred embodiment of the present utility model in detail below in conjunction with accompanying drawing.
Such as Fig. 1, Fig. 2 and shown in Figure 3, the present embodiment provides a kind of retainer shaping hole-punching integrated automatics, comprise punch press 1, mould bases 2, base 3, shaping dies 4, shaping mold 5 and perforated die 6, described punch press 1 is provided with mould bases 2 and base 3, described base 3 is provided with described shaping dies 4 successively, shaping mold 5 and perforated die 6, described shaping dies 4, the both sides of shaping mold 5 and perforated die 6 are equipped with guide-rail plate 7, described guide-rail plate 7 is fixed on the described base 3, described shaping dies 4, the both sides of shaping mold 5 and perforated die 6 are equipped with movable material blocking block 8 and backgauge base 9, described movable material blocking block 8 all connects described guide-rail plate 7, described backgauge base 9 all is fixed on the described base 3, described movable material blocking block 8 and 9 of described backgauge bases are equipped with spring, described movable material blocking block 8 is equipped with locating piece 10, described mould bases 2 is provided with voussoir, described movable material blocking block 8 is provided with the wedge hole 11 that cooperates with voussoir, described base 3 is provided with feed mechanism, described feed mechanism comprises guide-rail plate 7, the step feeding rod, guide cylinder 12 and slide block 13,7 of described guide-rail plates are provided with guide rail, described guide rail is provided with the step feeding rod, described guide cylinder 12 is the guide cylinder 12 of hollow inner circle shape, described guide cylinder 12 communicates with described guide rail, described slide block 13 is connected with coaster plate 14, described coaster plate 14 is connected with described step feeding rod, 3 of described slide block 13 and described bases are provided with spring, described mould bases 2 is provided with skewback 15,15 of described slide block 13 and skewbacks are provided with roller 16, and described roller 16 is connected on the described slide block 13.
The hole-punching integrated automatics of a kind of retainer shaping of the present embodiment, described base is provided with feed mechanism, described feed mechanism comprises guide-rail plate 7, the step feeding rod, guide cylinder 12 and slide block 13, described guide cylinder 12 is the guide cylinder 12 of hollow inner circle shape, described guide cylinder 12 communicates with described guide rail, retainer can be packed in the guide cylinder 12 in batches, deliver to shaping dies 4 and process by will fall to normal price successively retainer on guide rail of step feeding rod again, the lower end of slide block 13 is connected on the coaster plate 14, coaster plate 14 connects described step feeding rod, one side of mould bases 2 is equipped with top-down skewback 15, the upper end of slide block 13 is provided with roller 16 near a side place of described skewback 15 lower ends, and 3 of slide block 13 and bases are provided with spring.
The both sides of described shaping dies 4, shaping mold 5 and perforated die 6 are equipped with movable material blocking block 8 and backgauge base 9, described movable material blocking block 8 and 9 of described backgauge bases are equipped with spring, described movable material blocking block 8 is equipped with locating piece 10, described mould bases 2 is provided with voussoir, and described movable material blocking block 8 is provided with the wedge hole 11 that cooperates with voussoir.Voussoir on being installed in mould bases 2 is during with the wedge hole 11 on punch press 1 operation downwards and the insertion activity material blocking block 8, i.e. drive activity material blocking block 8 outwards is shifted, so that shaping dies 4, shaping mold 5 and 6 pairs of retainers of perforated die are processed; When the voussoir on being installed in mould bases 2 upwards moves disengaging wedge hole 11 with punch press 1, movable material blocking block 8 return under the pulling force effect of spring, and spacing by locating piece 10, be convenient to the step feeding rod and will finish the retainer of this step processing and deliver on the processing mold of next step, prepare the process operation of next step.
The beneficial effect of the present embodiment is: the hole-punching integrated automatics of a kind of retainer shaping of the present embodiment, adopt self-feeding, synchronous processing is carried out in the shaping of retainer, integer and perforation, improve production efficiency, saved equipment and human resources, reduced production cost, effectively improved productivity effect, and constant product quality is avoided and has been reduced defect rate, has stopped the insecurity of producing.In addition, the hole-punching integrated automatics of this kind retainer shaping, deft design uses, mounts and dismounts the operation facility.
Claims (2)
1. hole-punching integrated automatics of retainer shaping, comprise punch press (1), mould bases (2), base (3), shaping dies (4), shaping mold (5) and perforated die (6), described punch press (1) is provided with mould bases (2) and base (3), described base (3) is provided with described shaping dies (4) successively, shaping mold (5) and perforated die (6), described shaping dies (4), the both sides of shaping mold (5) and perforated die (6) are equipped with guide-rail plate (7), described guide-rail plate (7) is fixed on the described base (3), it is characterized in that: described shaping dies (4), the both sides of shaping mold (5) and perforated die (6) are equipped with movable material blocking block (8) and backgauge base (9), described movable material blocking block (8) all connects described guide-rail plate (7), described backgauge base (9) all is fixed on the described base (3), be equipped with spring between described movable material blocking block (8) and described backgauge base (9), described movable material blocking block (8) is equipped with locating piece (10), described mould bases (2) is provided with voussoir, and described movable material blocking block (8) is provided with the wedge hole (11) that cooperates with voussoir.
2. the hole-punching integrated automatics of a kind of retainer shaping as claimed in claim 1, it is characterized in that: described base (3) is provided with feed mechanism, described feed mechanism comprises guide-rail plate (7), the step feeding rod, guide cylinder (12) and slide block (13), described guide-rail plate is provided with guide rail between (7), described guide rail is provided with the step feeding rod, described guide cylinder (12) is the guide cylinder (12) of hollow inner circle shape, described guide cylinder (12) communicates with described guide rail, described slide block (13) is connected with coaster plate (14), described coaster plate (14) is connected with described step feeding rod, be provided with spring between described slide block (13) and described base (3), described mould bases (2) is provided with skewback (15), be provided with roller (16) between described slide block (13) and skewback (15), described roller (16) is connected on the described slide block (13).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220194180 CN202639142U (en) | 2012-05-03 | 2012-05-03 | Forming, shaping and punching integrated automatic device for retainers |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220194180 CN202639142U (en) | 2012-05-03 | 2012-05-03 | Forming, shaping and punching integrated automatic device for retainers |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202639142U true CN202639142U (en) | 2013-01-02 |
Family
ID=47408320
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220194180 Expired - Fee Related CN202639142U (en) | 2012-05-03 | 2012-05-03 | Forming, shaping and punching integrated automatic device for retainers |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202639142U (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103604588A (en) * | 2013-10-30 | 2014-02-26 | 无锡市海航电液伺服系统有限公司 | Damper variable-length loading frame |
| CN103639293A (en) * | 2013-11-27 | 2014-03-19 | 聊城市新欣金帝保持器科技有限公司 | Self-positioning processing equipment for circular cone and spherical roller holder |
| CN103817260A (en) * | 2014-03-03 | 2014-05-28 | 上海淼森精密模具有限公司 | Fully automatic curved crown type retainer production equipment |
| CN105107937A (en) * | 2015-08-19 | 2015-12-02 | 宣城中宇轴承科技有限公司 | Forming and shaping integrated production device for mute bearing retainer |
| CN106256457A (en) * | 2016-08-24 | 2016-12-28 | 芜湖筱笙机电科技有限公司 | A kind of compressor valve plate continuous punch forming equipment |
| CN108356143A (en) * | 2018-04-20 | 2018-08-03 | 杨金兴 | A kind of piercing and flanging rushes trade mark integral process and its device |
| CN113231545A (en) * | 2021-05-25 | 2021-08-10 | 东莞市卓尔达模具有限公司 | Progressive die with automatic riveting function |
-
2012
- 2012-05-03 CN CN 201220194180 patent/CN202639142U/en not_active Expired - Fee Related
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103604588B (en) * | 2013-10-30 | 2018-06-05 | 无锡市海航电液伺服系统股份有限公司 | Damper becomes length loading frame |
| CN103604588A (en) * | 2013-10-30 | 2014-02-26 | 无锡市海航电液伺服系统有限公司 | Damper variable-length loading frame |
| CN103639293A (en) * | 2013-11-27 | 2014-03-19 | 聊城市新欣金帝保持器科技有限公司 | Self-positioning processing equipment for circular cone and spherical roller holder |
| CN103639293B (en) * | 2013-11-27 | 2015-09-09 | 聊城市新欣金帝保持器科技有限公司 | A kind of circular cone, spherical roller holder self poisoning process equipment |
| CN103817260A (en) * | 2014-03-03 | 2014-05-28 | 上海淼森精密模具有限公司 | Fully automatic curved crown type retainer production equipment |
| CN103817260B (en) * | 2014-03-03 | 2016-02-03 | 上海淼森精密模具有限公司 | Full-automatic bent crown type retainer production equipment |
| CN105107937A (en) * | 2015-08-19 | 2015-12-02 | 宣城中宇轴承科技有限公司 | Forming and shaping integrated production device for mute bearing retainer |
| CN105107937B (en) * | 2015-08-19 | 2017-04-26 | 宣城中宇轴承科技有限公司 | Forming and shaping integrated production device for mute bearing retainer |
| CN106256457A (en) * | 2016-08-24 | 2016-12-28 | 芜湖筱笙机电科技有限公司 | A kind of compressor valve plate continuous punch forming equipment |
| CN106256457B (en) * | 2016-08-24 | 2019-02-19 | 安徽森能电力设备有限公司 | A kind of compressor valve plate continuous punch forming equipment |
| CN108356143A (en) * | 2018-04-20 | 2018-08-03 | 杨金兴 | A kind of piercing and flanging rushes trade mark integral process and its device |
| CN108356143B (en) * | 2018-04-20 | 2024-03-19 | 杨金兴 | Integrated process and device for punching, flanging and trademark punching |
| CN113231545A (en) * | 2021-05-25 | 2021-08-10 | 东莞市卓尔达模具有限公司 | Progressive die with automatic riveting function |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202639142U (en) | Forming, shaping and punching integrated automatic device for retainers | |
| CN103350152B (en) | Punching machine with automatic feeding function | |
| CN102380547B (en) | Full-automatic forming device of metal connecting piece of cloth wardrobe | |
| CN201415404Y (en) | Multi-station punching feeding mechanical arm | |
| CN202180137U (en) | Multi-station progressive die | |
| CN201456448U (en) | Punch press feeding device | |
| CN201482853U (en) | Continuous automatic punching and forming machine | |
| CN202114168U (en) | Automatic feeding device for punching machine | |
| CN201183098Y (en) | Full-automatic and semi-automatic bag button machine | |
| CN201612852U (en) | Stripping machine for capsule automatic production lines | |
| CN202984563U (en) | Double-mould three-station device | |
| CN202387829U (en) | Full-automatic shaping device for cloth chest metal connection parts | |
| CN201008918Y (en) | Wave shape holder molding shaping integrated automatic die device | |
| CN204528817U (en) | Utilize the flat pressing flat die-cutting mechanism of the deflector roll conversion feeding style that floats | |
| CN201353702Y (en) | Automatic production line for dinner plates | |
| CN204564924U (en) | A kind of processing mold of clamp | |
| CN202185948U (en) | Gradation die punching machine station | |
| CN102699206A (en) | Continuous punching mould of movement bracket | |
| CN202683731U (en) | Continuous blanking die for machine core support | |
| CN202701149U (en) | Bend die | |
| CN202701158U (en) | Continuous stamping die of mobile phone shell | |
| CN202291207U (en) | Riveting machine for clamping shell of transformer | |
| CN203061627U (en) | Bending device | |
| CN203184508U (en) | Wheel hub stamping demoulding device | |
| CN202052836U (en) | Automatic plate-punching machine for zinc plate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130102 Termination date: 20130503 |