CN202402938U - Double-layer composite tube - Google Patents
Double-layer composite tube Download PDFInfo
- Publication number
- CN202402938U CN202402938U CN2011205713149U CN201120571314U CN202402938U CN 202402938 U CN202402938 U CN 202402938U CN 2011205713149 U CN2011205713149 U CN 2011205713149U CN 201120571314 U CN201120571314 U CN 201120571314U CN 202402938 U CN202402938 U CN 202402938U
- Authority
- CN
- China
- Prior art keywords
- double
- layer composite
- pipe
- ptfe
- sinter molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Abstract
The utility model discloses a double-layer composite tube comprising a PTFE (Polytetrafluoroethylene) sinter molded tube and a thermoplastic engineering plastic tube formed on the surface of the PTFE sinter molded tube through an extrusion compositing process. The double-layer composite tube is good in roundness and high in product dimension accuracy.
Description
Technical field
The utility model relates to a kind of double-layer composite pipe.
Background technique
Though the polytetrafluoroethylene (PTFE) material belongs to the thermoplastic resin class, it has unusual high melt viscosity, can't make its moulding with general plastic working method.Therefore the application about the PTFE double-layer composite pipe is restricted; Especially skin needs the PTFE double-layer composite pipe of higher rigid material or flexible resilient material protection; Haveing no alternative but of having uses the wrapped mode of secondary to carry out compound production and application; But the not high skin of PTFE double-layer composite pipe quality level that this mode is produced is gapped, and manufacturing efficiency is low, and dimensional accuracy is difficult to control.Therefore, it is very necessary double-layer composite pipe and the production method thereof that a kind of product roundness is good, the product size precision is high being provided.
The model utility content
The utility model provides a kind of double-layer composite pipe, and the product roundness of said double-layer composite pipe is good, the product size precision high.
For solving the problems of the technologies described above, the utility model provides a kind of double-layer composite pipe, comprises PTFE sinter molding pipe and is formed at the thermoplastic engineering plastic pipe of PTFE sinter molding tube-surface through extruding combination process.
Further, in described double-layer composite pipe, the material of said thermoplastic engineering plastic pipe is a kind of among PA, HDPE, PP, PET, PBT, PPS, POM, PU, TPU, TPE, the TPEE.
According to the another side of the utility model, a kind of production method of double-layer composite pipe also is provided, comprising:
PTFE sinter molding pipe is provided;
It is compound to carry out extruding of thermoplastic material at PTFE sinter molding tube-surface, thereby forms the thermoplastic engineering plastic pipe at PTFE sinter molding tube-surface.
Further, in the production method of described double-layer composite pipe, the material of said thermoplastic engineering plastic pipe is a kind of among PA, HDPE, PP, PET, PBT, PPS, POM, PU, TPU, TPE, the TPEE.
Further, in the production method of described double-layer composite pipe, carry out the compound step of extruding of thermoplastic material, comprising at PTFE sinter molding tube-surface:
PTFE sinter molding tube drainage on packaging tray, and is positioned over packaging tray on the paying out machine, and traction PTFE sinter molding pipe is wrapped on the tension bracket;
PTFE sinter molding pipe is passed through the preheater preheating;
PTFE sinter molding pipe after the preheating is passed shaping mould; And
PTFE sinter molding pipe is passed through extruder; Be compounded to form double-layer composite pipe on PTFE sinter molding pipe, to extrude, simultaneously, the external diameter testing instrument is measured the external diameter of double-layer composite pipe; And the outside diameter measuring data are fed back to control unit; Said control unit is compared outside diameter measuring data and nominal outer diameter size, and according to the extruded velocity of comparison result control extruder, with the external diameter of automatic control double-layer composite pipe.
According to another of the utility model; A kind of manufacturing equipment of double-layer composite pipe also is provided, comprises: paying out machine, admission machine, tension bracket, preheater, shaping mould, extruder, external diameter testing instrument, control unit and tractor, wherein; Said tractor is used to draw PTFE sinter molding pipe; Said tension bracket is according to the speed regulation tension force size of said paying out machine and admission machine, and said preheater is used for preheating PTFE sinter molding pipe, and said shaping mould is used to repair PTFE sinter molding pipe; Said extruder is used on PTFE sinter molding pipe, extruding compound to form double-layer composite pipe; Said external diameter testing instrument is used to measure the external diameter of double-layer composite pipe, and the outside diameter measuring data are fed back to control unit, and said control unit is compared outside diameter measuring data and nominal outer diameter size; And control the extruded velocity of said extruder according to comparison result, with the external diameter of automatic control double-layer composite pipe.
Further, in the manufacturing equipment of described double-layer composite pipe, also comprise the raw material drying machine, be used for supplying raw material and raw material being dehumidified to said extruder.
The double-layer composite pipe that the utility model provides comprises PTFE sinter molding pipe and is formed at the thermoplastic engineering plastic pipe of said PTFE sinter molding tube-surface through extruding combination process, has the advantages that through the thermoplastic engineering plastic pipe that extrudes the combination process moulding roundness is good, the product size precision is high.
Description of drawings
Fig. 1 is the structural representation of the utility model embodiment's double-layer composite pipe;
Fig. 2 is the schematic flow sheet of the utility model embodiment's two-layer compound pipe manufacturing method;
Fig. 3 is a kind of structural representation of the utility model embodiment's double-layer composite pipe manufacturing equipment;
Fig. 4 is the another kind of structural representation of the utility model embodiment's double-layer composite pipe manufacturing equipment.
Embodiment
Below in conjunction with accompanying drawing and specific embodiment the double-layer composite pipe of the utility model and production method thereof and manufacturing equipment are done further explain.According to following explanation and claims, advantage of the utility model and characteristic will be clearer.What need explanation is, accompanying drawing all adopts the form of simplifying very much and all uses non-ratio accurately, only in order to convenient, aid illustration the utility model embodiment's purpose lucidly.
Mention that in background technique the polytetrafluoroethylene (PTFE) material has unusual high melt viscosity, can't make its moulding with general plastic working method, therefore the application about the PTFE double-layer composite pipe is restricted.For this reason; The utility model provides a kind of double-layer composite pipe; Said double-layer composite pipe comprises PTFE sinter molding pipe and is formed at the thermoplastic engineering plastic pipe of PTFE sinter molding tube-surface through extruding combination process, has the advantages that through the thermoplastic engineering plastic pipe that extrudes the combination process moulding roundness is good, the product size precision is high.
Please refer to Fig. 1, it is the structural representation of the utility model embodiment's double-layer composite pipe.Said double-layer composite pipe comprises PTFE sinter molding pipe 1 and is formed at the thermoplastic engineering plastic pipe 2 on said PTFE sinter molding pipe 1 surface through extruding combination process.Wherein, Thermoplastic engineering plastic pipe 2 materials for example are a kind of among PA (polyamide), HDPE (high density polyethylene (HDPE)), PP (polypropylene), PET (PETG), PBT (polybutylene-terephthalate), PPS (polyphenylene sulfide), POM (polyoxymethylene), PU (polyurethane), TPU (thermoplastic polyurethane), TPE (thermoplastic elastomer (TPE)), the TPEE (thermoplastic polyester elastomer); It has higher rigidity or flexible resilient material, in order to the PTFE double-layer composite pipe of protection internal layer.
Please refer to Fig. 2, it is the schematic flow sheet of the utility model embodiment's two-layer compound pipe manufacturing method.Said two-layer compound pipe manufacturing method comprises the steps:
S1: a PTFE sinter molding pipe is provided;
S2: it is compound to carry out extruding of thermoplastic material at PTFE sinter molding tube-surface, thereby forms the thermoplastic engineering plastic pipe at PTFE sinter molding tube-surface.
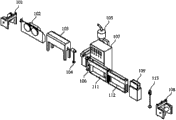
Please refer to Fig. 3, it is a kind of structural representation of the utility model embodiment's double-layer composite pipe manufacturing equipment.Said double-layer composite pipe manufacturing equipment comprises: paying out machine 101, tension bracket 102, preheater 103, shaping mould 104, extruder 105, external diameter testing instrument 106, control unit 107, admission machine 108 and tractor 109.Said tractor 109 is used to draw said PTFE sinter molding pipe.Said tension bracket 102 is used for the speed regulation tension force size according to said paying out machine 101 and admission machine 108; Said preheater 103 is used for preheating PTFE sinter molding pipe; Said shaping mould 104 is used to repair said PTFE sinter molding pipe, and said extruder 105 is used on PTFE sinter molding pipe, extruding compound to form double-layer composite pipe, and said external diameter testing instrument 106 is used to measure the external diameter of double-layer composite pipe; And the outside diameter measuring data are fed back to control unit 107; Control unit 107 is compared outside diameter measuring data and nominal outer diameter size, and according to the extruded velocity of comparison result control extruder 105, with the external diameter of automatic control double-layer composite pipe.
Wherein, said tension bracket 102 is made up of two disks and tension motor, and tension motor can guarantee that PTFE sinter molding pipe is not by drawing-down or loose on disk according to the automatic adjustment of tonicity size of the speed of paying out machine 101 and admission machine 108 in process of production.Said preheater 103 has function of temperature control, can set or regulate temperature, is used for preheating PTFE sinter molding pipe.Said shaping mould 104 has the overcoat heating function; Its internal mold is back taper bodily form front end band one an outer sizing flat segments; Receive the place of flattened to recover rounding after repairing or pack PTFE sinter molding external diameter of pipe size place bigger than normal, can select the shaping mould of suitable dimension according to the specification needs of product.Said extruder 105 has head and the compound shaping die that extrudes of a cover, and said head is preferably for exempting from the tuningout head, in order to push compound work.
As shown in Figure 3, said double-layer composite pipe manufacturing equipment does not comprise raw material drying device 110, to be applicable to the less demanding material of moisture content, for example PP, HDPE etc.Certainly, the utility model is not limited thereto, and is as shown in Figure 4, and in another embodiment of the utility model, said double-layer composite pipe manufacturing equipment also comprises raw material drying device 110, and said raw material drying device 110 is used for supplying raw material to said extruder.Said raw material drying device 110 is preferably has the dehumidifying heat pump that can reach-40 ℃ of air dew point abilities; Guarantee the drying that some need the raw material of special water control; And be furnished with charging and discharging vacuum hopper and electric eye controller, can realize the uninterrupted removal moisture drying and the supply capacity of raw material.
Below in conjunction with Fig. 3 and Fig. 4 the two-layer compound pipe manufacturing method of the utility model is explained in more detail.
At first, on the smooth packaging tray that is emitted on suitable size of the PTFE sinter molding pipe of making in advance, be positioned over packaging tray on the paying out machine 101; Traction PTFE sinter molding pipe is wrapped on the tension bracket 102, through preheater 103 preheatings, passes shaping mould 104; Through the core rod endoporus of extruder 105, order is opened the preparatory cabling of tractor then through external diameter testing instrument 106, hot water tank 111, cold rinse bank 112 and tractor 109 then; And open the tension force automatic controller on the tension bracket 102, and set the preheating temperature of preheater 103, set the temperature of shaping mould 104 simultaneously; For raw material (like easily hydrolyzed raw materials such as PA, PBT, the PET) automatic charging of the fine control moisture content of needs fill the back in advance a period of time (for example 4 hours) carry out drying, respectively distinguish temperature according to what raw material extruded that processing temperature sets extruder 105, hot water tank 111 is configured the constant-temperature hot water temperature; After the temperature of treating extruder 105 reaches setting temperature; On control unit 107, set final extruded product outside dimension and upper and lower tolerance, open the automatic supply material switch of raw material drying device 110, open extruder 105; Can on PTFE sinter molding pipe, extrude compound; It is good that observe product appearance plasticizing this moment, regulates suitable speed of production, treat product size stablize qualified after; Go up acceptable product on the dish machine through 113 introducings of note rice device, coil on the automatic winding displacement and get dish.
In continuous production process, tension bracket 102 can guarantee that according to retractable cable speed PTFE sinter molding pipe is not by drawing-down or loose automatically through tension motor; And; Shaping mould 104 after the heating can be repaired control and pack the place recovery rounding that receives flattened the place of PTFE sinter molding external diameter of pipe super large; Guarantee PTFE sinter molding pipe pipe smoothly the core rod endoporus through extruder 105 extrude compoundly, guarantee the roundness of final products; In addition, through the external diameter data of external diameter testing instrument 106 transmission, control unit 107 can be controlled extruded velocity, guarantees to extrude external diameter in the preset parameters scope; In addition, raw material drying device 110 can be realized the uninterrupted removal moisture drying and the supply capacity of raw material.
Make as stated above; Can guarantee the good and product size precision of double-layer composite pipe product roundness high (outside dimension tolerance can be controlled in ± 0.05 in), product also needing a bit to can be used for requiring high gapless application on the assembly parts of special size control or to skin.
More than show and described the advantage of basic principle, major character and the utility model of the utility model.Those skilled in the art should understand; The utility model is not restricted to the described embodiments; The just principle of describing in the foregoing description and the specification of the utility model; The utility model also has various changes and modifications under the prerequisite that does not break away from the utility model spirit and scope, and these variations and improvement all fall in the scope of the utility model that requires protection.The protection domain that the utility model requires is defined by appending claims and equivalent thereof.
Claims (2)
1. a double-layer composite pipe is characterized in that, comprises PTFE sinter molding pipe and is formed at the thermoplastic engineering plastic pipe of said PTFE sinter molding tube-surface through extruding combination process.
2. double-layer composite pipe as claimed in claim 1 is characterized in that, the material of said thermoplastic engineering plastic pipe is a kind of among PA, HDPE, PP, PET, PBT, PPS, POM, PU, TPU, TPE, the TPEE.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011205713149U CN202402938U (en) | 2011-12-30 | 2011-12-30 | Double-layer composite tube |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011205713149U CN202402938U (en) | 2011-12-30 | 2011-12-30 | Double-layer composite tube |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202402938U true CN202402938U (en) | 2012-08-29 |
Family
ID=46700584
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011205713149U Expired - Lifetime CN202402938U (en) | 2011-12-30 | 2011-12-30 | Double-layer composite tube |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202402938U (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102518879A (en) * | 2011-12-30 | 2012-06-27 | 上海长园电子材料有限公司 | Double-layered composite pipe, manufacturing method thereof and manufacturing equipment |
| CN107255120A (en) * | 2017-08-01 | 2017-10-17 | 上海长园电子材料有限公司 | High temperature resistant PTFE pushes tubing bearing and its manufacture method |
-
2011
- 2011-12-30 CN CN2011205713149U patent/CN202402938U/en not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102518879A (en) * | 2011-12-30 | 2012-06-27 | 上海长园电子材料有限公司 | Double-layered composite pipe, manufacturing method thereof and manufacturing equipment |
| CN102518879B (en) * | 2011-12-30 | 2013-08-14 | 上海长园电子材料有限公司 | Double-layered composite pipe, manufacturing method thereof and manufacturing equipment |
| CN107255120A (en) * | 2017-08-01 | 2017-10-17 | 上海长园电子材料有限公司 | High temperature resistant PTFE pushes tubing bearing and its manufacture method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102518879B (en) | Double-layered composite pipe, manufacturing method thereof and manufacturing equipment | |
| CN103231502B (en) | Multi-layer coextrusion water-cooling blown film unit | |
| CN102700144B (en) | Equipment and production process for forming cellular board by continuous extruding vacuum | |
| CN204505812U (en) | A kind of new and effective inflation film manufacturing machine | |
| US20200398489A1 (en) | Apparatus and methods for compressing material during additive manufacturing | |
| CN201471709U (en) | Inner-layer basket type outer-layer divided-flow die of plastic composite tube | |
| CN110225812A (en) | Lines resin-formed body | |
| CN202402938U (en) | Double-layer composite tube | |
| CN105291414A (en) | Novel film blowing machine | |
| EP3820670A2 (en) | Additive manufacturing apparatus and methods of use thereof | |
| KR20180058394A (en) | Vinyl manufaturing equipment | |
| CN112497639B (en) | Hard and soft rubber forming rubber roll equipment | |
| CN112497638B (en) | Hard and soft rubber forming rubber roll equipment | |
| CN106273240B (en) | A kind of extraneous gas aid injection molding method and apparatus based on pressure measurement | |
| CN207172590U (en) | A kind of material-changing device of injection machine | |
| CN103802340A (en) | Preparation method of TPU (thermo plastic polyurethanes) calendered film | |
| CN208052419U (en) | A kind of injection molding machine | |
| CN203267174U (en) | Multi-layer coextrusion water-cooling blown film unit | |
| CN207359574U (en) | A kind of injection molding machine servo-drive warning device | |
| CN202114904U (en) | Extrusion die | |
| CN206277639U (en) | A kind of plastic parts windrow extrusion system | |
| CN106032054A (en) | Novel high-efficiency film blowing machine | |
| CN108032505A (en) | A kind of extrusion die for molding of plastic pipe | |
| CN106514938A (en) | Novel injection molding machine | |
| CN203999939U (en) | A kind of superhigh molecular weight polyethylene fibers production equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20120829 |