CN202114904U - Extrusion die - Google Patents
Extrusion die Download PDFInfo
- Publication number
- CN202114904U CN202114904U CN2011201882468U CN201120188246U CN202114904U CN 202114904 U CN202114904 U CN 202114904U CN 2011201882468 U CN2011201882468 U CN 2011201882468U CN 201120188246 U CN201120188246 U CN 201120188246U CN 202114904 U CN202114904 U CN 202114904U
- Authority
- CN
- China
- Prior art keywords
- flocking
- template
- extrusion die
- weather strip
- band
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Abstract
The utility model relates to an extrusion die which comprises a first die plate (1), a second die plate (4) and a flocking device, wherein the flocking device is arranged at the export of a second die cavity (6) of the second die plate (4), and flocking is carried out on a preset surface of a rubber sealing strip (11) while the rubber sealing strip (11) is extruding. In the extrusion die, the flocking and the extruding of the rubber sealing strip (11) can be carried out at the same time, therefore, the production efficiency is high, the energy is saved, the rejection rate is low, and the cleaning is free of pollution.
Description
Technical field
The utility model relates to the automotive trim processing technique field, especially a kind of extrusion die.
Background technology
Weather strip for automobile is a kind of automobile sealed parts; Be installed on automobile door frame seam edge; Be used to seal the gap between car door and the car door frame,, can (be generally the one side in car in the predetermined surface of rubber material sealing strip usually for comfort and the beautiful feeling that increases automotive trim; Facing promptly) carries out flocking and handle, form automobile flocking sealing strip.
The conventional process flow of automobile flocking sealing strip is: extrude-cool off-hauling machine traction-priming-brush coating-electrostatic spinning-traction-cut-out of curing case curing-hauling machine; Therefore; Existing automobile flocking sealing strip extrusion die all be can only the extruded rubber material sealing strip, be the sealing strip of thermoplastic elastomer (TPE) (being TPE, thermoplastic elastomer) such as material; And then pass through subsequent step and carry out flocking, form automobile flocking sealing strip at last.As disclosing a kind of production automotive glass guide groove sealing strip particular manufacturing craft among the Chinese patent document CN101927558A, constitute by three extrusion die sheets; On three die blade the sealing strip matrix die cavity of setting shape is arranged respectively, and the position is corresponding; Wherein second extrusion die sheet is respectively equipped with the mould divider wall above the left and right clips gripping member die cavity of sealing strip matrix die cavity and chamber, bottom surface, offers the composite gum intaking passage at the back side of the second extrusion die sheet; The 3rd extrusion die sheet and the first extrusion die sheet difference are that the upper left side die cavity of described sealing strip matrix die cavity is left compound seal holder die cavity; The upper right side die cavity of sealing strip matrix die cavity is right compound seal holder die cavity; The bottom surface of sealing strip matrix die cavity is a compound bottom surface die cavity.
Above-mentioned extrusion die has following shortcoming: 1. this extrusion die can only the extruded rubber sealing strip; In order to produce the flocking sealing strip, also to pass through priming, brush coating; Steps such as electrostatic spinning and the curing of curing case, the production efficiency energy and resource low, that take is many; 2. because extruded rubber sealing strip and electrostatic spinning will carry out through different device step by step, cause easily that cashmere density is low, tapetum is inhomogeneous, fine hair is towards problems such as bad and flocking face scuff resistance is low, percent defective height; 3. and, follow-up brush coating and electrostatic spinning step also can cause environmental pollution.
Because there are problems such as production efficiency is low, percent defective is high, contaminated environment in conventional process flow; A kind of new technological process has appearred in the prior art; As disclosing a kind of online flocking process of weather strip for automobile among the Chinese patent document CN101544062A; Comprise the steps: A) plastic pellet is sent into extruder, be processed to form the material of regulation shape, length through extruder; B) with the flocking wool top (flocking band) that scribbles PUR below its matrix, carry out blowing, guiding, be coated on the above-mentioned material, obtain the pseudotype material through discharging device, fixture; C) cool off through cooling device at the pseudotype material; D) draw to shearing device through draw-gear and cut off, promptly obtain required section bar.Though above-mentioned online flocking process has shortened technological process to a certain extent; But extrude and the flocking of rubber weather strip remain substep to be carried out; Extrusion die still can only the extruded rubber sealing strip; Processing step is still comparatively complicated, production efficiency is low, and when flocking, also will use equipment such as discharging device, fixture, and the energy that takies and resource are also still many.
The utility model content
For this reason; The utility model technical problem to be solved is that extrusion die of the prior art can only the extruded rubber sealing strip; Also to pass through following process in order to produce the flocking sealing strip; Cause production efficiency low, take the many technical problems of the energy and resource, and provide a kind of extruded rubber sealing strip and flocking to carry out simultaneously, production efficiency height, energy savings, percent defective are low, the extrusion die of cleanliness without any pollution.
For solving the problems of the technologies described above, the technical scheme that the utility model adopts is following:
A kind of extrusion die; Comprise first template, the one of which end is a charging aperture, and said charging aperture is connected with extruder; In order to receive the rubber of flow regime; The other end of said first template is a discharging opening, and said discharging opening and said charging aperture are oppositely arranged, and said first template forms first die cavity of perforation between said charging aperture and said discharging opening; Second template is arranged on said discharging opening one side of said first template, and an end of said second template is a feed nozzle; Said feed nozzle docks with said discharging opening; The other end of said second template is the discharging mouth, and said discharging mouth and said feed nozzle are oppositely arranged, and said second template forms second die cavity of perforation between said feed nozzle and said discharging mouth; Said second die cavity is communicated with said first die cavity, in order to the rubber of Extrusion Flow state and make it to be shaped to rubber weather strip; Also comprise flocking plant, be arranged on the said second die cavity exit of said second template, the predetermined surface to said rubber weather strip when extruding said rubber weather strip is carried out flocking.
In the above-mentioned extrusion die, also comprise the heater that the flocking band that has adhesive tape is carried out preheating.
In the above-mentioned extrusion die, said flocking plant comprise be suitable for said flocking band through and limit said flocking take away to passage mechanism.
In the above-mentioned extrusion die; Said passage mechanism comprises at least one gathering sill that is molded on said first template; Said gathering sill is radially inwardly extended to said second die cavity outlet by the cylinder of said first template again; Said flocking band is suitable for being got into by the inlet of said gathering sill, stretches out from the outlet of said gathering sill, and is coated on the predetermined surface of said rubber weather strip.
In the above-mentioned extrusion die, said flocking plant also comprise be arranged on the outlet of said gathering sill, be used to regulate the pressure regulating mechanism of applying degree between said flocking band and the said rubber weather strip.
In the above-mentioned extrusion die, said flocking plant also comprises the position adjusting mechanism that is used to regulate said flocking band position.
In the above-mentioned extrusion die; Said position adjusting mechanism is arranged on the outlet of said gathering sill; Said position adjusting mechanism comprises the regulating block that is suitable for contacting and regulate said flocking band position and drives said regulating block and move and change the position of regulating block, and then regulates the adjustment screw of said flocking band position.
The technique scheme of the utility model is compared prior art and is had the following advantages:
1. the extrusion die that provides of the utility model; The second die cavity exit in second template is provided with flocking plant; Can in the extruded rubber sealing strip, the predetermined surface to rubber weather strip carry out flocking; Extruded rubber sealing strip and flocking are carried out simultaneously, and production efficiency is high, practiced thrift the technological process and the energy, and percent defective is low, cleanliness without any pollution;
2. the extrusion die that provides of the utility model; Also comprise the heater that the flocking band that has adhesive tape is carried out preheating; Because the rubber weather strip of extruding is hot, the flocking band that has adhesive tape can directly be pasted on the predetermined surface that is coated on rubber weather strip, can make the adhesive tape of flocking band melt more abundant and heater is set; So that the flocking band can be coated on the predetermined surface of rubber weather strip more firmly, reliably, guarantee product quality;
3. the extrusion die that provides of the utility model, wherein flocking plant comprise be suitable for the flocking band through and limit flocking take away to passage mechanism, passage mechanism comprises the gathering sill that is molded on first template; The flocking band is suitable for being got into by the inlet of gathering sill; Stretch out from the outlet of gathering sill, and be coated on the predetermined surface of rubber weather strip, above-mentioned passage mechanism can limit the trend of flocking band; Prevent flocking band move left and right; Guarantee that the flocking band can coat on the predetermined surface with rubber weather strip, simplicity of design is reasonable, is easy to realize;
4. the extrusion die that provides of the utility model; Wherein flocking plant also comprises pressure regulating mechanism; Pressure regulating mechanism is used to regulate applying degree between flocking band and the rubber weather strip; Can guarantee that flocking band and rubber weather strip closely, moderately fit, guarantee product quality;
5. the extrusion die that provides of the utility model; Wherein flocking plant also comprises position adjusting mechanism, and position adjusting mechanism is used to regulate the position of said flocking band, can be according to actual conditions; Flexible; Easy to operate, can guarantee that the position of flocking coating is accurate, guarantee product quality;
6. the processing technology that provides of the utility model comprises extruded rubber sealing strip and flocking step and cooling step, and wherein extruded rubber sealing strip and flocking can be carried out simultaneously; Equipment such as priming, brush coating, flocking, curing case have been saved; Production line has also shortened 30% from original about 70 meters, has improved production efficiency greatly, has simplified technological process, and operating personnel are kept to 2 people from 4 people; Great amount of manpower, electric power, equipment and place resource have been saved; The workshop management cost also decreases, and because extruded rubber sealing strip and flocking are carried out simultaneously, greatly reduces percent defective; Omit brush coating and electrostatic spinning, realized the cleanliness without any pollution of producing;
7. the processing technology that provides of the utility model; In extruded rubber sealing strip and flocking step; The heater of extrusion die carries out preheating to the flocking band that has adhesive tape; Make the adhesive tape thawing of flocking band more abundant,, guarantee product quality so that the flocking band can be coated on the predetermined surface of rubber weather strip more firmly.
Description of drawings
For the content that makes the utility model is more clearly understood,, the utility model is done further detailed explanation, wherein below according to the specific embodiment of the utility model and combine accompanying drawing
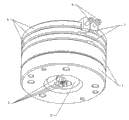
Fig. 1 is the schematic perspective view one of the utility model extrusion die;
Fig. 2 is the schematic perspective view two of the utility model extrusion die;
Fig. 3 is the cutaway view of the utility model extrusion die;
Fig. 4 is the sketch map of flocking sealing strip in the utility model.
Reference numeral is expressed as among the figure: 1-first template, 2-charging aperture, 3-first die cavity, 4-second template, 5-discharging mouth, 6-second die cavity, 7-gathering sill, 8-flocking sealing strip, 9-adjustment screw, 10-regulating block, 11-rubber weather strip, 12-cashmere-planted layer.
The specific embodiment
At first, the technical term " flocking " that relates in the utility model technical scheme is defined as follows: in the technical scheme of the utility model, so-called flocking is meant in the predetermined surface of rubber weather strip pastes the flocking band that has adhesive tape.
As illustrated in fig. 1 and 2, be the preferred embodiment of the utility model extrusion die, said extrusion die cooperates with extruder, and said extrusion die comprises first template 1, second template 4, flocking plant and heater.
One end of said first template 1 is a charging aperture 2; Said charging aperture 2 is connected with said extruder; In order to receive the rubber of flow regime; The other end of said first template 1 is a discharging opening, and said discharging opening and said charging aperture 2 are oppositely arranged, and said first template 1 forms first die cavity 3 of perforation between said charging aperture 2 and said discharging opening.
Said second template 4 is arranged on said discharging opening one side of said first template 1; One end of said second template 4 is a feed nozzle; Said feed nozzle docks with said discharging opening, and the other end of said second template 4 is a discharging mouth 5, and said discharging mouth 5 is oppositely arranged with said feed nozzle; Said second template 4 forms second die cavity 6 of perforation between said feed nozzle and said discharging mouth 5; Said second die cavity 6 is communicated with said first die cavity 3, and in order to the rubber of Extrusion Flow state and make it to be shaped to rubber weather strip 11, the material of said in the present embodiment rubber weather strip 11 is that thermoplastic elastomer (TPE) (is TPE; Thermoplastic elastomer), TPE is said rubber weather strip 11 through said first die cavity 3 with 6 extrusion moldings of said second die cavity.
Said heater is used for the flocking band that has adhesive tape is carried out preheating, and said heater can adopt the heating tape, and said heating tape is wrapped in the outside of said extrusion die, and said flocking band is carried out preheating.
Said flocking plant is arranged on said second die cavity 6 exits of said second template 4, and the predetermined surface to said rubber weather strip 11 when extruding said rubber weather strip 11 is carried out flocking.Wherein, predetermined surface is meant that said rubber weather strip 11 needs the surface of flocking, is generally the one side of said rubber weather strip 11 in car, promptly interior facing.
Said flocking plant comprises passage mechanism, pressure regulating mechanism and position adjusting mechanism.
Said passage mechanism be suitable for said flocking band through and limit the trend of said flocking band; As shown in Figure 3; Said passage mechanism comprises at least one gathering sill 7 that is molded on said first template 1, and the quantity of said gathering sill 7 quantity of the said flocking band of flocking is as required confirmed, need coat two said flocking bands in the present embodiment therefore two said gathering sills 7 are set; Said gathering sill 7 is radially inwardly extended to 6 outlets of said second die cavity by the cylinder of said first template 1 again; Said flocking band is suitable for being got into by the inlet of said gathering sill 7, stretches out from the outlet of said gathering sill 7, and is coated on the predetermined surface of said rubber weather strip 11.
Said pressure regulating mechanism is arranged on the outlet of said gathering sill 7, is used to regulate the applying degree between said flocking band and the said rubber weather strip 11.
Said position adjusting mechanism is used to regulate the position of said flocking band, guarantees that wrapped position is accurate.Said position adjusting mechanism is arranged on the outlet of said gathering sill 7; Said position adjusting mechanism comprises the regulating block 10 that is suitable for contacting and regulate said flocking band position and drives said regulating block 10 and move and change the position of regulating block 10, and then regulates the adjustment screw 9 of said flocking band position.Be provided with two regulating blocks 10 and corresponding two said adjustment screw 9 in the present embodiment, come to regulate respectively the position of two said flocking bands.
Utilize the processing technology of the said extrusion die production flocking sealing strip that the utility model provides may further comprise the steps: 1. extruded rubber sealing strip and flocking: the rubber of flow regime (being TPE in the present embodiment) is shaped to said rubber weather strip 11 through said extrusion die; Meanwhile in the outlet of said second die cavity 6 of said extrusion die; Along with extruding of said rubber weather strip 11; Said flocking band constitutes cashmere-planted layer 12 through the predetermined surface that said flocking plant is coated on said rubber weather strip 11; To form flocking sealing strip 8, as shown in Figure 4; 2. cooling: said flocking sealing strip 8 is cooled off, adopt cold rinse bank that said flocking sealing strip 8 is cooled off in the present embodiment.
Among another embodiment; Utilize the processing technology of the said extrusion die production flocking sealing strip that the utility model provides may further comprise the steps: 1. extruded rubber sealing strip and flocking: when beginning to extrude; The inlet that two said flocking bands are inserted two said gathering sills 7 respectively makes it get into said gathering sill 7, and its outlet from said gathering sill 7 is stretched out; Utilize said position adjusting mechanism to regulate the position of said flocking band, make it can coat the predetermined surface that is pasted on said rubber weather strip 11 accurately; Utilize said heater that the said flocking band that has adhesive tape is carried out preheating; The rubber of flow regime (being TPE in the present embodiment) is shaped to said rubber weather strip 11 through said extrusion die; Meanwhile in the outlet of said second die cavity 6 of said extrusion die; After the free end of said flocking band fits in the predetermined surface of said rubber weather strip 11; Along with extruding of said rubber weather strip 11, the predetermined surface that said flocking band is coated on said rubber weather strip 11 gradually constitutes cashmere-planted layer 12, to form flocking sealing strip 8; During this period, can utilize said pressure regulating mechanism to regulate applying degree between said flocking band and the said rubber weather strip 11 in good time, make the two applying tight, appropriate; 2. cooling: said flocking sealing strip 8 is cooled off, adopt cold rinse bank that said flocking sealing strip 8 is cooled off in the present embodiment; 3. traction: utilize hauling machine to draw said flocking sealing strip 8; 4. cut off: utilize cutting machine to cut off said flocking sealing strip 8.
In other embodiments, because the rubber weather strip of just having extruded 11 is hot, the flocking band that has adhesive tape can directly be pasted on the predetermined surface that is coated on said rubber weather strip 11, so also said heater can be set.
In other embodiments, if under the situation that fairly simple, easy coating of product structure or flocking band and rubber weather strip 11 can closely coat, also pressure regulating mechanism can be set.
In other embodiments, said pressure regulating mechanism comprises the briquetting and the adjustment screw of adjusting briquetting to flocking band application plus-pressure size that is suitable for pushing down the flocking band, and said structure is reasonable in design, simple in structure, is easy to realize.
Obviously, the foregoing description only be for explanation clearly done for example, and be not qualification to embodiment.For the those of ordinary skill in affiliated field, on the basis of above-mentioned explanation, can also make other multi-form variation or change.Here need not also can't give exhaustive to all embodiments.And conspicuous variation of being extended out thus or change still are among the protection domain of the utility model creation.
Claims (7)
1. extrusion die; Comprise first template (1), the one of which end is charging aperture (2), and said charging aperture (2) is connected with extruder; In order to receive the rubber of flow regime; The other end of said first template (1) is a discharging opening, and said discharging opening and said charging aperture (2) are oppositely arranged, and said first template (1) forms first die cavity (3) of perforation between said charging aperture (2) and said discharging opening; Second template (4); Be arranged on said discharging opening one side of said first template (1); One end of said second template (4) is a feed nozzle, and said feed nozzle docks with said discharging opening, and the other end of said second template (4) is discharging mouth (5); Said discharging mouth (5) is oppositely arranged with said feed nozzle; Said second template (4) forms second die cavity (6) of perforation between said feed nozzle and said discharging mouth (5), said second die cavity (6) is communicated with said first die cavity (3), in order to the rubber of Extrusion Flow state and make it to be shaped to rubber weather strip (11); It is characterized in that: also comprise flocking plant, be arranged on said second die cavity (6) exit of said second template (4), when extruding said rubber weather strip (11), the predetermined surface of said rubber weather strip (11) is carried out flocking.
2. extrusion die according to claim 1 is characterized in that: also comprise the heater that the flocking band that has adhesive tape is carried out preheating.
3. extrusion die according to claim 1 and 2 is characterized in that: said flocking plant comprise be suitable for said flocking band through and limit said flocking take away to passage mechanism.
4. extrusion die according to claim 3; It is characterized in that: said passage mechanism comprises at least one gathering sill (7) that is molded on said first template (1); Said gathering sill (7) is radially inwardly extended to said second die cavity (6) outlet by the cylinder of said first template (1) again; Said flocking band is suitable for being got into by the inlet of said gathering sill (7), stretches out from the outlet of said gathering sill (7), and is coated on the predetermined surface of said rubber weather strip (11).
5. extrusion die according to claim 4 is characterized in that: said flocking plant also comprise be arranged on said gathering sill (7) outlet, be used to regulate the pressure regulating mechanism of applying degree between said flocking band and the said rubber weather strip (11).
6. extrusion die according to claim 5 is characterized in that: said flocking plant also comprises the position adjusting mechanism that is used to regulate said flocking band position.
7. extrusion die according to claim 6; It is characterized in that: said position adjusting mechanism is arranged on the outlet of said gathering sill (7); Said position adjusting mechanism comprises the regulating block (10) that is suitable for contacting and regulate said flocking band position and drives the position that said regulating block (10) moved and changed regulating block (10), and then the adjustment screw (9) of regulating said flocking band position.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011201882468U CN202114904U (en) | 2011-06-07 | 2011-06-07 | Extrusion die |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011201882468U CN202114904U (en) | 2011-06-07 | 2011-06-07 | Extrusion die |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202114904U true CN202114904U (en) | 2012-01-18 |
Family
ID=45456000
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011201882468U Expired - Lifetime CN202114904U (en) | 2011-06-07 | 2011-06-07 | Extrusion die |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202114904U (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102225614A (en) * | 2011-06-07 | 2011-10-26 | 北京万源瀚德汽车密封系统有限公司 | Extrusion die and process for producing flocked sealing strip |
| CN104149301A (en) * | 2014-07-30 | 2014-11-19 | 长城汽车股份有限公司 | Composite sealing strip extrusion die and molding technology using same |
-
2011
- 2011-06-07 CN CN2011201882468U patent/CN202114904U/en not_active Expired - Lifetime
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102225614A (en) * | 2011-06-07 | 2011-10-26 | 北京万源瀚德汽车密封系统有限公司 | Extrusion die and process for producing flocked sealing strip |
| CN102225614B (en) * | 2011-06-07 | 2013-07-17 | 北京万源瀚德汽车密封系统有限公司 | Extrusion die and process for producing flocked sealing strip |
| CN104149301A (en) * | 2014-07-30 | 2014-11-19 | 长城汽车股份有限公司 | Composite sealing strip extrusion die and molding technology using same |
| CN104149301B (en) * | 2014-07-30 | 2016-10-05 | 长城汽车股份有限公司 | A kind of compound sealing strip extrusion die and the moulding process using this mould |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102225614B (en) | Extrusion die and process for producing flocked sealing strip | |
| CN202826423U (en) | Texturing device for surface of sealing strip | |
| CN202114904U (en) | Extrusion die | |
| CN201520047U (en) | Screw extruder rubber sealing strip vulcanizing production line | |
| CN101143485A (en) | Technology for manufacturing automobile door and window sealing strip | |
| CN204604854U (en) | For the co-extruding mould that double-layer composite pipe is produced | |
| CN105666814A (en) | Preparation method for long ultrathin polyethylene film, film blowing machine and ultrathin polyethylene film | |
| CN101318487A (en) | Suede plastering method for decorative strip of vehicle | |
| CN204869572U (en) | Three compound shape of mouth as one speakss of extruding of rubber | |
| CN101274490A (en) | Manufacturing system for inside seal of vehicle window | |
| CN209257506U (en) | Wedge shape light conduction board production equipment | |
| CN104669582B (en) | Double-layer composite pipe and co-extruding mould, preparation method and pipe splice type cellular board and preparation method thereof | |
| CN105346048A (en) | Packing belt adjustable extrusion die | |
| CN202656442U (en) | Surface villus pasting device of vehicle window outer sealing strip | |
| CN112223623A (en) | Forming device and method for embedding aluminum sheet into EVA foaming body | |
| CN204604834U (en) | Double-layer composite pipe production line | |
| CN208789124U (en) | The dedicated sheet material of PP+ mountain flour lunch box for environment protection (CT food-grade) extruding production line | |
| CN210501286U (en) | Extrusion type continuous embedding acryl plate production line | |
| CN103587092A (en) | EVA film extruder with feed adjusting function | |
| CN202402938U (en) | Double-layer composite tube | |
| CN202241887U (en) | Double-side coated sunshine board production device | |
| CN112497638A (en) | Hard and soft rubber forming rubber roll equipment | |
| CN204977273U (en) | Coating -type plastic mould | |
| CN203622888U (en) | EVA (ethylene-vinyl acetate copolymer) film extruder with hydraulic feed adjustment function | |
| CN203622886U (en) | EVA (ethylene-vinyl acetate copolymer) film extruder with feed adjustment function |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20120118 Effective date of abandoning: 20130717 |
|
| RGAV | Abandon patent right to avoid regrant |