CN202149764U - 用于测量坐标的手动可编程的机动化机器 - Google Patents
用于测量坐标的手动可编程的机动化机器 Download PDFInfo
- Publication number
- CN202149764U CN202149764U CN2010205309254U CN201020530925U CN202149764U CN 202149764 U CN202149764 U CN 202149764U CN 2010205309254 U CN2010205309254 U CN 2010205309254U CN 201020530925 U CN201020530925 U CN 201020530925U CN 202149764 U CN202149764 U CN 202149764U
- Authority
- CN
- China
- Prior art keywords
- machine
- motorization
- manual
- measuring head
- programmable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/004—Measuring arrangements characterised by the use of mechanical techniques for measuring coordinates of points
- G01B5/008—Measuring arrangements characterised by the use of mechanical techniques for measuring coordinates of points using coordinate measuring machines
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/02—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness
- G01B11/03—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness by measuring coordinates of points
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B21/00—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant
- G01B21/02—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness
- G01B21/04—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness by measuring coordinates of points
- G01B21/045—Correction of measurements
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
本实用新型提供了一种用于测量坐标的手动可编程的机动化机器,其具有:设有测量探头的测量头;一个或若干个测量轴;一个或若干个致动器,被设计成使测量头沿测量轴移位;一个或若干个编码器,被设计成用于供应待测零件的一个或若干个测量坐标;用于控制一个或者多个致动器的控制单元,其中机动化机器包括至少一个编程模式和一个测量模式,并且机动化机器还具有部分或完全地使得致动器分离的装置并允许测量头在至少一个编程模式的情况下能够由操作员通过在测量头上的手动动作进行移位。该机动化机器具有将手动机器上的编程优点与机动化机器的控制能力相结合的优点。
Description
本申请要求2009年9月7日提交的瑞士专利申请CH-09/1382的优先权。
【技术领域】
本实用新型涉及一种配设有测量探头的坐标测量机器(CMM)或计算机数控(CNC)机器,并且具体涉及设有快速和直观的编程接口的坐标测量机器,以及使用这种机器对测量程序进行编程的方法。
【背景技术】
人们已知如何使用设有活动头和测量探头的坐标测量机器(也称CMM)来测量加工工具或任何物体的表面的一系列坐标。特别是人们已知带有具有三个线性正交轴线的移动桥架的坐标测量机器,或者还有带有铰接臂的机器,其中测量探头被紧固在带有若干个旋转轴线的铰接臂的末端,或者还有结合了线性轴线和旋转轴线的机器。CMM一般具有编码器,这些编码器能够确定测量头沿每个独立的轴线在指定瞬时的位置,并且借助适当的校准获得所测点的坐标。
该测量探头可以是触发器触头(trigger feeler),带有设有设计成接触待测零件的红宝石球体的触针,或者也可以是例如光学探头的非接触式探头。
人们还可以区分手动测量机器,其中探头由操作员手动移动,并且机动化测量机器能够进行例如由操作员利用适当的远程控制装置或根据预定程序确定的自动运动。
机动化测量机器有利地用于对多个相似或名义上一样的零件的尺寸进行控制。这种情况下,预先制定测量程序并以在每个零件上始终一样的方式执行。形成此类程序比较耗时且并不真正适合小型系 列。
另一方面,手动测量机器优选用于特殊测量或用于测量不便为其制定专用测量程序的少量零件。
【实用新型内容】
本实用新型的一个目的是提供一种不存在已知设备的局限性的测量机器。
本实用新型的另一目的是提供一种带有简化和直观的编程接口的测量机器,其将手动机器上的编程优点与机动化机器的控制能力相结合。
本实用新型的目的通过以下技术方案得以实现:
本实用新型的一个技术方案提供了一种用于测量坐标的手动可编程的机动化机器,具有:设有测量探头的测量头;一个或若干个测量轴;一个或若干个致动器,被设计成使测量头沿测量轴移位;一个或若干个编码器,被设计成用于供应待测零件的一个或若干个测量坐标;用于控制一个或者多个致动器的控制单元,其中机动化机器包括至少一个编程模式和一个测量模式,并且机动化机器还具有部分或完全地使得致动器分离的装置并允许测量头在至少一个编程模式的情况下能够由操作员通过在测量头上的手动动作进行移位。
根据本实用新型上述技术方案提供的用于测量坐标的手动可编程的机动化机器,其中机动化机器具有用于改变扭矩、由控制单元控制、被设计成用于改变在致动器之间传输的扭矩的设备。
根据本实用新型上述技术方案提供的用于测量坐标的手动可编程的机动化机器,其中改变扭矩的设备是摩擦离合器。
根据本实用新型上述技术方案提供的用于测量坐标的手动可编程的机动化机器,其中测量头是多向的,机器具有设计成修改测量头的定向并由控制单元控制的角度致动器,以及与控制单元相连并供应测量头的定向方面信息的角度编码器。
根据本实用新型上述技术方案提供的用于测量坐标的手动可编 程的机动化机器,其中控制单元被设计成用于在编程模式期间根据操作员在测量头上或测量探头上或传感器上的手动动作控制致动器。
根据本实用新型上述技术方案提供的用于测量坐标的手动可编程的机动化机器,其中机动化机器在编程模式下的运动所需的机械动力由操作员手动施加。
根据本实用新型上述技术方案提供的用于测量坐标的手动可编程的机动化机器,其中机动化机器在编程模式下的运动所需的机械动力部分或完全由致动器供应。
根据本实用新型上述技术方案提供的用于测量坐标的手动可编程的机动化机器,其中在编程模式下维持机动化机器的位置所需的机械动力由致动器供应。
根据本实用新型上述技术方案提供的用于测量坐标的手动可编程的机动化机器,其中机动化机器在致动器的传动系统中具有力和/或扭矩传感器。
根据本实用新型上述技术方案提供的用于测量坐标的手动可编程的机动化机器,其中机动化机器具有感测操作员的手动动作的一个或若干个接口元件。
根据本实用新型上述技术方案提供的用于测量坐标的手动可编程的机动化机器,其中机动化机器具有至少一个用于输入指令、设计成用于对过渡点或特殊操作点进行编程的装置。
根据本实用新型上述技术方案提供的用于测量坐标的手动可编程的机动化机器,其中机动化机器具有至少一个编程模式和一个测量模式,模式切换通过操作员在指令输入装置或测量头上的动作启动。
【附图说明】
本实用新型实施例的实例在结合附图进行的描述中指出,在附图中:
图1图解地示出带有移动桥架的测量机器;
图2图解地示出本实用新型一方面的坐标测量机器的结构;
图3、图4和图5图解地示出本实用新型变型实施例的坐标测量机器的结构。
【具体实施方式】
图1示出带有移动桥架的常规类型的坐标测量机器。待测的零件定位在工作台20上。桥架40沿水平轴线Y相对于工作台20移动,并且托架50能够沿水平轴线X在桥架的横向滑座(cross slide)上滑动,同时测量头60能够沿竖向轴线Z移动以便能够将测量头定位在CMM的三维测量空间中的任何位置。测量头使得可以将触头定向在预定方向上,从而能够实现相对于待测表面的更大的接触灵敏度。桥架40、托架50和测量头60沿轴XYZ的运动借助于位置编码器(此图中不可见)被控制单元120读取,该控制单元120能够重现测量头的坐标XYZ。后者的定向和接近方向随后使得能够确定通过触头150的末端154测出的与零件200的接触点。测量头能够被分别手动定向成机动化的,控制单元从预先确定或由多向头的编码器供应的角度数据计算接触点的位置。
在机动化机器的情形中,沿轴XYZ的位移由例如电马达的马达根据记录在控制单元120中的程序执行,或在输入位移指令或由操作员例如借助键盘123或另一输入设备实时控制之后执行。
以下描述中使用根据桥架结构包括三个线性轴线的图1的CMM。但是,必须强调的是:此结构仅用来为所提出的实施例提供具体的基础,而且它并不构成本实用新型的限制或必不可少的特征,其也能适用于具有其它轴线构造、特别是具有更大或更小数量的线性轴线的机器,以及具有一个或若干个旋转轴线的CMM。本实用新型还能适用于设有其它类型探头(诸如例如扫描探头、光学探头或激光探头,或具有电感或电容传感器的探头)的测量机器。本实用新型还能适用于诸如例如在具有活动或旋转的工作台的CMM中结合待测的零件的位移和测量传感器的位移的机器。
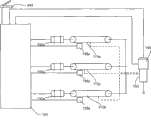
图2图解地示出本实用新型一方面的坐标测量机器的驱动和控 制系统。测量探头150通过三个驱动元件170x、170y、170z沿三个轴线X、Y、Z移位(display),这三个驱动元件由通过控制单元120控制的、也被称为致动器的三个马达132x、132y、132z驱动。编码器136x、136y、136z读取元件170x、170y、170z的位置并且将它们供应给控制单元120。其它元件(诸如例如开关、按钮或模拟或触发传感器)能够将事件信息供应给控制单元。
在本实用新型的框架内,可以采用任何适当的能够确保马达的旋转运动被转换成驱动元件170x、170y、170z的平移运动的系统。例如,能够使用例如缆线或带的柔性传输元件,或甚至螺旋连接型螺母或滚珠丝杠。也可使用直接产生平移运动的线性马达,例如线性电马达或压电或超声波马达。
一般而言,不建议且通常也不可能手动使机动化CMM的测量头移位,因为这样将会在传动系统中产生相当大的应变。图2的系统包括离合器134x、134y、134z,其在激活状态下能够使元件170x、170y、170z与致动器分离,从而允许测量头和探头的手动移位。
离合器由控制单元120自动进行控制。人们还可设想具有摩擦联接器的系统,当所传输的扭矩和/或力超过预定阈值时,该摩擦联接器使致动器132x、132y、132z自发与元件136x、136y、136z分离,或带单向机构的系统,这些单向机构允许测量头150跟随恒力移动而不会驱动致动器132x、132y、132z。操作员还可以按需致动离合器,留下一个或若干个轴线未进行运动。可通过控制单元电动、机械或气动地激活这些离合器。在摩擦模式下磨损低且发热低的离合器也将是优选的。
本实用新型的CMM具有编程模式,其中控制单元致动离合器134x、134y、134z部分或完全分离致动器132x、132y和132z,并允许手动使测量头150移位,记录编码器136x、136y、136z给出的瞬时位置,并且在末端154与待测的零件接触期间计算测量点的信息并将其储存在程序中。本实用新型的CMM还包括测量模式,其中轴XYZ由马达132x、132y、132z驱动、由控制单元120控制以便再现 在编程模式期间记录的位移和接触。运动所需的机械动力在测量模式下完全由马达132x、132y、132z供应,而在编程模式下完全或部分地由操作员供应。
在本实用新型一个变型实施例中,致动器部分联接,即它们仅在短时间内联接以便马达起作用,从而操作员能够手动使测量系统移位。联接器设计成使得它施加扭矩以协助制动或加速测量设备,并且还用来在缺少由操作员施加的连续力的情况下使测量设备维持在适当位置。此模式协助操作员执行移位同时为操作员留下采用加速度以在固定的速度极限内改变速度从而增加或降低它的选择。这种移位模式基于从位置测量实现的加速度和速度
在本实用新型另一个变型实施例中,在分离模式下从致动器传输的摩擦扭矩低于在联接模式下传输的扭矩。这使得当在外部操纵测量头时在离合器处的联接器更容易滑动。分离模式由操作员通过在测量头上施加充分的力或通过作用在开关型触发器上启动,触发器借助控制单元允许从联接模式切换至分离模式以执行编程并再次返回。
图3示出本实用新型的一个变型实施例,其中CMM的致动器132x、132y、132z始终与轴XYZ联接并供应测量头150在测量模式和编程模式两种模式下运动所需的机械动力。此实施例中的CMM包括用于致动轴XYZ的系统中的力(或扭矩)传感器145x、145y、145z,这些传感器感测作用在测量头150上的外力,例如感测操作员在测量头150上手动施加的力。在编程模式下,控制单元接收来自传感器145x、145y、145z的力信号并控制致动器132x、132y、132z使测量头以期望的方式(例如按比例并且沿在测量头150上手动施加的力的方向)移位,从而能够通过手动施加较低力以在致动器实现大的马达力而使测量头以完全直观的方式移位。该模式也可称为力放大模式,因为所施加的力被马达放大。
传感器145x、145y、145z的性质和位置将优选根据CMM的传输和驱动系统的结构进行选择。例如,可设想使用约束量规(constraint gauge)或压电力传感器或弹性系统或甚至与位置传感器136x、136y、 136z集成的传感器。力传感器145x、145y、145z将优选布置成使得它们的使用不会影响坐标测量传感器与探头的触点之间的精度。
人们将优选避免施加很弱的外力,因为它们容易与干扰混淆,或施加过强的外力,因为它们将改变机器的精度。最理想地,该机器将被设计成对操作员所施加的力产生反作用,操作员所施加的力与在测量冲击期间遭遇并足以使机器的运动停止的力相当。本实用新型的测量机器的运动速度将优选被限制在允许CMM在测量冲击时快速地固定不动的上限阈值之下。在一个变型中,控制单元设置成当用户所设定的值过高时或在出现冲击的情况下调节并自动降低速度。
根据图4所示本实用新型另一实施例,测量头150设有感测操作员的手动动作的用户接口元件140,例如感测由操作员手动施加的力的接口元件。在编程模式下,控制单元120通过接口元件140接收操作员的手动动作并控制致动器132x、132y、132z,以使得使测量头以期望方式(例如,沿在接口元件140上手动施加的力的方向)移位。优选地,用户接口元件140与测量头150整体结合并随同后者移动。在图5所示的简化的变型实施例中,它被固定不动的设备190代替。
根据图4中提出的变型实施例,探头被用于使测量系统以接近的方式朝不同的测量位置定向而不影响测量冲击的操作元件代替。然后通过操作员在触发器上的干预手动存储测量点。然后在冲击前将利用真实触头和最终方法在校验模式下改善每个测量点的定位精度。该模式具有的优点是能够通过视觉和触觉控制大尺寸机器,该模式的碰撞风险远低于通过远程控制的碰撞风险。
在这些不同的实施例中,编程模式也能通过操作员在控制单元上的特定动作启动。在大多数模式下,诸如例如力放大模式,这防止了机器的干扰和不受控的位移对震动或不希望有的外部振动起反应而放大。该机器优选被编程为仅接收在大于预定时间阈值的持续时间手动施加的力作为位移指令,以便过滤振动以及由于意外接触产生的力或动态力。当遇到异常或无法解释的指令时,本实用新型的测量机器优选被编程为为了安全起见而恢复到静止状态。
根据本实用新型的一方面,该系统能够生成并存储过渡点(point oftransition)、旁路点、测量点和特殊操作诸如工具切换的点。通过在探头的高度(level)对待测零件的检测区分测量点。通常有利的是存储不对应于会对待测零件造成冲击的附加点。因此可通过在冲击时来自探头的信息或通过操作员对至少一个独立的触发器340(图2)诸如开关或按钮、踏板或任何其它适当的指令输入装置的干预实现存储这些点,以便限定用于非接触式探头或用于增加附加点的测量点。存储的点可直接在编程模式期间或随后在编辑模式下根据类型进行区分。
在能够找到的附加点中,存在允许避免与待测零件碰撞的旁路点使得测量头在运动的同时从该零件移动离开。存在用来执行特殊操作的操作点,诸如例如改变测量头或触头的操作,用以确保这些点在改变测量头或触头前后的关联的校准操作,测量头的重新定向操作。还存在用于限定特殊状态的过渡点,诸如例如在沿一个方向移动之前定位测量头以及以特定的接近速度执行准确的测量这种状态,已知在测量期间的接近方向必须接近在该表面的垂直角度。该系统还将寻求尽量优化位移以便以最佳方式满足这些标准并保证最终确定的测量程序中的测量的可再现性。
为了推断接近方向,该测量系统基于限定基本形状的若干个点,该信息然后被用来校正接近方向并确定所需的过渡点,从而以最佳方式实现该形状中包含的每个点的测量。这种关于方向的信息随后允许精确地确定处于探头端部处的触头球体上的冲击位置,并且此外,此信息的质量使得能够减少测量误差和测量值的离散,从而减少所需的测量次数。
对于诸如工具开关的操作点而言,可借助于工具架执行测量头或触头的改变,或者可使用机动化头部改变测量头的定向。这些操作的编程对于例如能够实现手动干预并在编辑模式下将它们简单地写入编程的操作员而言将变得更容易。这因此将使得有可能在编程模式或编辑模式下对点进行编程。
本实用新型的CMM优选包括校验模式以获得质量与已在未利 用手动动作或来自操作员的影响的情况下实现的测量程序质量相同的测量程序。该模式包括例如校正测量点的步骤,包括减去来自操作员的外力引起的偏差的步骤,和/或校正接近向量以确保接近待测表面的方向和速度处于考虑了后者的定向确定的极限之间的步骤,和/或校验在编辑模式下增加的附加点的步骤。最理想地,该校验模式包括低速和/或逐步执行所记录的位移次序,在此期间操作员例如可通过停止该次序并恢复编辑模式或编程模式以执行校正而进行干预。一旦校验完成,就结束测量程序并为测量模式进行优化。这种校验并非必不可少的但却是优选的。
根据本实用新型一个可选方面,测量机器被编程为一旦重新执行该程序就从由多个测量点得到的基本形状确定待测零件的定向,并因此使测量程序的基准构架适合零件的实际定向。
Claims (12)
1.一种用于测量坐标的手动可编程的机动化机器,具有:设有测量探头的测量头;一个或若干个测量轴;一个或若干个致动器,被设计成使所述测量头沿所述测量轴移位;一个或若干个编码器,被设计成用于供应待测零件的一个或若干个测量坐标;用于控制所述一个或者多个致动器的控制单元,其特征在于:
所述机动化机器包括至少一个编程模式和一个测量模式,并且所述机动化机器还具有部分或完全地使得所述致动器分离的装置并允许所述测量头在所述至少一个编程模式的情况下能够由操作员通过在所述测量头上的手动动作进行移位。
2.根据权利要求1所述的用于测量坐标的手动可编程的机动化机器,其特征在于,所述机动化机器具有用于改变扭矩、由所述控制单元控制、被设计成用于改变在所述致动器之间传输的扭矩的设备。
3.根据权利要求2所述的用于测量坐标的手动可编程的机动化机器,其特征在于,所述改变扭矩的设备是摩擦离合器。
4.根据权利要求1所述的用于测量坐标的手动可编程的机动化机器,其特征在于,所述测量头是多向的,所述机器具有设计成修改所述测量头的定向并由所述控制单元控制的角度致动器,以及与所述控制单元相连并供应所述测量头的定向方面信息的角度编码器。
5.根据权利要求4所述的用于测量坐标的手动可编程的机动化机器,其特征在于,所述控制单元被设计成用于在所述编程模式期间根据操作员在所述测量头上或所述测量探头上或传感器上的手动动作控制所述致动器。
6.根据权利要求1所述的用于测量坐标的手动可编程的机动化机器,其特征在于,所述机动化机器在所述编程模式下的运动所需的机械动力由操作员手动施加。
7.根据权利要求1所述的用于测量坐标的手动可编程的机动化机器,其特征在于,所述机动化机器在所述编程模式下的运动所需的机械动力部分或完全由所述致动器供应。
8.根据权利要求1所述的用于测量坐标的手动可编程的机动化机器,其特征在于,在所述编程模式下维持所述机动化机器的位置所需的机械动力由所述致动器供应。
9.根据权利要求8所述的用于测量坐标的手动可编程的机动化机器,其特征在于,所述机动化机器在致动器的传动系统中具有力和/或扭矩传感器。
10.根据权利要求4所述的用于测量坐标的手动可编程的机动化机器,其特征在于,所述机动化机器具有感测操作员的手动动作的一个或若干个接口元件。
11.根据权利要求1所述的用于测量坐标的手动可编程的机动化机器,其特征在于,所述机动化机器具有至少一个用于输入指令、设计成用于对过渡点或特殊操作点进行编程的装置。
12.根据权利要求1所述的用于测量坐标的手动可编程的机动化机器,其特征在于,所述机动化机器具有至少一个编程模式和一个测量模式,模式切换通过操作员在指令输入装置或所述测量头上的动作启动。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH01382/09 | 2009-09-07 | ||
| CH01382/09A CH701868B1 (fr) | 2009-09-07 | 2009-09-07 | Machine à mesurer des coordonnées motorisée à programmation manuelle et méthode de contrôle d'une telle machine. |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202149764U true CN202149764U (zh) | 2012-02-22 |
Family
ID=43049808
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010205309254U Expired - Lifetime CN202149764U (zh) | 2009-09-07 | 2010-09-06 | 用于测量坐标的手动可编程的机动化机器 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8516710B2 (zh) |
| CN (1) | CN202149764U (zh) |
| CH (1) | CH701868B1 (zh) |
| DE (1) | DE202010011732U1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108981567A (zh) * | 2017-05-29 | 2018-12-11 | 株式会社三丰 | 位置测量装置的操作方法 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5410317B2 (ja) * | 2010-02-05 | 2014-02-05 | 株式会社ミツトヨ | 三次元測定機 |
| US8127458B1 (en) | 2010-08-31 | 2012-03-06 | Hexagon Metrology, Inc. | Mounting apparatus for articulated arm laser scanner |
| JP5754971B2 (ja) * | 2011-02-14 | 2015-07-29 | キヤノン株式会社 | 形状測定装置及び形状測定方法 |
| EP2505956A1 (en) * | 2011-03-29 | 2012-10-03 | Hexagon Technology Center GmbH | Coordinate measuring machine |
| US8701298B2 (en) * | 2011-06-01 | 2014-04-22 | Tesa Sa | Coordinate measuring machine |
| CN103175489A (zh) * | 2011-12-21 | 2013-06-26 | 鸿富锦精密工业(深圳)有限公司 | 探针回弹方向确定系统及方法 |
| EP2647477B1 (en) * | 2012-04-05 | 2019-10-30 | FIDIA S.p.A. | Device for error correction for CNC machines |
| US10599128B2 (en) * | 2013-12-27 | 2020-03-24 | Makino Milling Machine Co., Ltd. | Control device for a machine tool |
| JP6238869B2 (ja) * | 2014-10-28 | 2017-11-29 | アズビル株式会社 | 接触制御装置 |
| JP6846670B2 (ja) * | 2017-03-24 | 2021-03-24 | 株式会社東京精密 | 表面測定機用手動送り機構 |
| CN107389011A (zh) * | 2017-09-01 | 2017-11-24 | 凯里市浪金科技有限责任公司 | 一种可多方位测量的坐标测量装置 |
| US10976363B2 (en) * | 2017-12-15 | 2021-04-13 | Mpi Corporation | Wafer inspection method and wafer probing system |
| US11353501B2 (en) | 2017-12-15 | 2022-06-07 | Mpi Corporation | Wafer inspection method and wafer probing system |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3827548B2 (ja) * | 2001-10-04 | 2006-09-27 | 株式会社ミツトヨ | 倣いプローブの校正方法および校正プログラム |
| DE102005003322B3 (de) * | 2005-01-18 | 2006-08-03 | Carl Zeiss Industrielle Messtechnik Gmbh | Verfahren zum Bestimmen einer Raumkoordinate eines Messpunktes an einem Messobjekt sowie entsprechendes Koordinatenmessgerät |
| GB0518153D0 (en) * | 2005-09-07 | 2005-10-12 | Rolls Royce Plc | Apparatus for measuring wall thicknesses of objects |
| GB0605796D0 (en) * | 2006-03-23 | 2006-05-03 | Renishaw Plc | Apparatus and method of measuring workpieces |
| DE102006055005A1 (de) * | 2006-11-17 | 2008-05-29 | Carl Zeiss Industrielle Messtechnik Gmbh | Verfahren und Vorrichtung zum Bestimmen von Raumkoordinaten an einer Vielzahl von Messpunkten |
| US7779548B2 (en) * | 2008-03-28 | 2010-08-24 | Hexagon Metrology, Inc. | Coordinate measuring machine with rotatable grip |
| EP2270425A1 (en) * | 2009-07-03 | 2011-01-05 | Leica Geosystems AG | Coordinate measuring machine (CMM) and method of compensating errors in a CMM |
| US8352212B2 (en) * | 2009-11-18 | 2013-01-08 | Hexagon Metrology, Inc. | Manipulable aid for dimensional metrology |
| DE102010002816B4 (de) * | 2010-03-12 | 2014-05-15 | Siemens Aktiengesellschaft | Werkzeugmaschine und Verfahren zur Ermittlung der Position eines in eine Werkstückeinspannvorrichtung eingespannten Werkstücks bei einer Werkzeugmaschine |
-
2009
- 2009-09-07 CH CH01382/09A patent/CH701868B1/fr unknown
-
2010
- 2010-08-24 DE DE202010011732U patent/DE202010011732U1/de not_active Expired - Lifetime
- 2010-08-30 US US12/871,006 patent/US8516710B2/en active Active
- 2010-09-06 CN CN2010205309254U patent/CN202149764U/zh not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108981567A (zh) * | 2017-05-29 | 2018-12-11 | 株式会社三丰 | 位置测量装置的操作方法 |
| CN108981567B (zh) * | 2017-05-29 | 2022-02-01 | 株式会社三丰 | 位置测量装置的操作方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CH701868A2 (fr) | 2011-03-15 |
| US20110056085A1 (en) | 2011-03-10 |
| DE202010011732U1 (de) | 2010-11-04 |
| CH701868B1 (fr) | 2015-01-15 |
| US8516710B2 (en) | 2013-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202149764U (zh) | 用于测量坐标的手动可编程的机动化机器 | |
| US8701298B2 (en) | Coordinate measuring machine | |
| CN105793666B (zh) | 在工具中心点处使用校准激光头校准坐标测量机 | |
| US9593927B2 (en) | Dynamical monitoring and modelling of a coordinate measuring machine | |
| JP5127934B2 (ja) | 機械運動軌跡測定装置、数値制御工作機械および機械運動軌跡測定方法 | |
| JP5296316B2 (ja) | 工作機械用測定方法 | |
| US20080235969A1 (en) | Multi-axis positioning and measuring system and method of using | |
| EP2889573B1 (en) | Motorized inclinable measuring head | |
| US10234272B2 (en) | Optical sensor having variable measuring channels | |
| US7788820B2 (en) | Method and device for contacting a surface point on a workpiece | |
| US20160341533A1 (en) | Method for controlling shape measuring apparatus | |
| JP2011230234A (ja) | ロボットの接触位置を検出するための装置及び方法 | |
| CN111338291B (zh) | 一种基于机床定位精度测量的阿贝误差补偿方法及系统 | |
| US10081151B2 (en) | Servo press and control method | |
| CN105094048A (zh) | 激光加工机的数值控制装置 | |
| CN112050710A (zh) | 坐标测定机和计算机可读存储介质 | |
| CN102253125A (zh) | 超声检测换能器位置姿态自动调整装置 | |
| CN110666777A (zh) | 示教方法及示教装置 | |
| CN110977612B (zh) | Cnc数控加工在线测量误差修正方法及系统 | |
| EP3101380B1 (en) | Method for controlling shape measuring apparatus | |
| JP3928544B2 (ja) | ねじ特性の測定方法および測定装置 | |
| JP5324260B2 (ja) | 機上測定システム | |
| WO2020035667A1 (en) | Method, computer program and apparatus for measurement cycle generation in a touch trigger coordinate machine | |
| JPH0146276B2 (zh) | ||
| KR101100108B1 (ko) | 교시기구 및 이를 구비한 직접교시장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20120222 |
|
| CX01 | Expiry of patent term |