CN202114943U - 型材板成型装置 - Google Patents
型材板成型装置 Download PDFInfo
- Publication number
- CN202114943U CN202114943U CN201120146151XU CN201120146151U CN202114943U CN 202114943 U CN202114943 U CN 202114943U CN 201120146151X U CN201120146151X U CN 201120146151XU CN 201120146151 U CN201120146151 U CN 201120146151U CN 202114943 U CN202114943 U CN 202114943U
- Authority
- CN
- China
- Prior art keywords
- die
- crossbeam
- profile plate
- plate shaped
- shaped device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Abstract
本实用新型提供一种型材板成型装置,包括底座、活塞缸、支撑板、滑轨、横梁和模具装置;所述底座上固设有两条平行的所述滑轨,所述滑轨的上端部固设有所述横梁,所述活塞缸固设在所述底座上并位于所述横梁的下方,所述支撑板位于所述活塞缸与所述横梁之间并滑设在所述滑轨中;所述模具装置放置在所述支撑板上,所述模具装置包括上模具和下模具。通过将模具装置放置在支撑板上,活塞缸将驱动支撑板向横梁方向移动,从而使模具装置中的上模具和下模具被挤压在支撑板和横梁之间,实现通过活塞缸对上模具和下模具之间的型材板进行施加压力,从而提高了型材板成型装置压制的效率和压制的质量。
Description
技术领域
本实用新型涉及机械设备,尤其涉及一种型材板成型装置。
背景技术
目前,人们日常生活中使用的型材板通常采用模具压制而成,现有技术中通过上下复合模具进行压制型材板,上下复合模具中的上模具通常设置重力较重,上模具利用自身的重力将型材板压制成型。由上可知,由于现有技术中上下复合模具采用上模具的自重压制型材板,上下复合模具压制的效率较低并且压制的质量较差。
发明内容
本实用新型所要解决的技术问题是:提供一种型材板成型装置,解决现有技术上下复合模具压制的效率较低并且压制的质量较差的缺陷,实现提高型材板成型装置压制的效率和压制的质量。
本实用新型提供的技术方案是,一种型材板成型装置,包括底座、活塞缸、支撑板、滑轨、横梁和模具装置;所述底座上固设有两条平行的所述滑轨,所述滑轨的上端部固设有所述横梁,所述活塞缸固设在所述底座上并位于所述横梁的下方,所述支撑板位于所述活塞缸与所述横梁之间并滑设在所述滑轨中;所述模具装置放置在所述支撑板上,所述模具装置包括上模具和下模具。
本实用新型提供的型材板成型装置,通过将模具装置放置在支撑板上,活塞缸将驱动支撑板向横梁方向移动,从而使模具装置中的上模具和下模具被挤压在支撑板和横梁之间,实现通过活塞缸对上模具和下模具之间的型材板进行施加压力,从而提高了型材板成型装置压制的效率和压制的质量。
如上所述的型材板成型装置,为了更有效的提高型材板成型装置压制的效率,所述型材板成型装置包括多个模具装置,所述滑轨上滑设有多个与所述模具装置对应的支撑板,各个所述模具装置对应放置在所述支撑板上。
如上所述的型材板成型装置,所述型材板成型装置包括多个所述活塞缸。
如上所述的型材板成型装置,还包括动力源装置,所述动力源装置与所述活塞缸连接。
如上所述的型材板成型装置,所述活塞缸为液压缸,所述动力源装置为油泵,所述油泵与所述液压缸连接。
如上所述的型材板成型装置,所述活塞缸为气压缸,所述动力源装置为气泵,所述气泵与所述气压缸连接。
附图说明
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
图1为本实用新型型材板成型装置实施例的结构示意图;
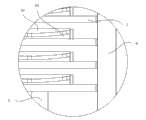
图2为图1中A区域的局部放大示意图。
具体实施方式
为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
图1为本实用新型型材板成型装置实施例的结构示意图,图2为图1中A区域的局部放大示意图。如图1和图2所示,本实施例型材板成型装置,包括底座1、活塞缸2、支撑板3、滑轨4、横梁5和模具装置6;底座1上固设有两条平行的滑轨4,滑轨4的上端部固设有横梁5,活塞缸2固设在底座1上并位于横梁5的下方,支撑板3位于活塞缸2与横梁5之间并滑设在滑轨4中;模具装置6放置在支撑板3上,模具装置6包括上模具61和下模具62。
具体而言,本实施例型材板成型装置中的模具装置6放置在支撑板3上,通过活塞缸2推动支撑板3向横梁5方向移动直至上模具61抵靠在横梁5上,在活塞缸2继续施加压力的过程中,实现对位于上模具61和下模具62型材板进行压制处理。由于采用活塞缸2施加压力,可以有效的提高本实施例型材板成型装置压制的效率,并且由于活塞缸2能够根据设计需要施加压力,使本实施例型材板成型装置压制出高质量的型材板。其中,本实施例型材板成型装置可以包括多个活塞缸2。
进一步的,为了更有效的提高本实施例型材板成型装置压制的效率,本实施例型材板成型装置可以包括多个模具装置6,滑轨4上滑设有多个与模具装置6对应的支撑板3,各个模具装置6对应放置在支撑板3上。具体的,通过在滑轨4上滑设有多个支撑板3,可以将多个模具装置6放置到支撑板3上,从而通过活塞缸2同时对多个模具装置6施加压力,从而有效的提高了本实施例型材板成型装置压制的效率。
更进一步的, 本实施例型材板成型装置可以还包括动力源装置7,动力源装置7与活塞缸2连接。具体的,本实施例中的活塞缸2可以为液压缸,相对应的,本实施例中的动力源装置7可以为油泵,油泵与液压缸连接。另外,本实施例中的活塞缸2可以为气压缸,相对应的,本实施例中的动力源装置7为气泵,气泵与气压缸连接。
本实施例型材板成型装置,通过将模具装置放置在支撑板上,活塞缸将驱动支撑板向横梁方向移动,从而使模具装置中的上模具和下模具被挤压在支撑板和横梁之间,实现通过活塞缸对上模具和下模具之间的型材板进行施加压力,从而提高了型材板成型装置压制的效率和压制的质量。
最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
Claims (6)
1.一种型材板成型装置,其特征在于,包括底座、活塞缸、支撑板、滑轨、横梁和模具装置;所述底座上固设有两条平行的所述滑轨,所述滑轨的上端部固设有所述横梁,所述活塞缸固设在所述底座上并位于所述横梁的下方,所述支撑板位于所述活塞缸与所述横梁之间并滑设在所述滑轨中;所述模具装置放置在所述支撑板上,所述模具装置包括上模具和下模具。
2.根据权利要求1所述的型材板成型装置,其特征在于,所述型材板成型装置包括多个模具装置,所述滑轨上滑设有多个与所述模具装置对应的支撑板,各个所述模具装置对应放置在所述支撑板上。
3.根据权利要求1所述的型材板成型装置,其特征在于,所述型材板成型装置包括多个所述活塞缸。
4.根据权利要求1-3任一所述的型材板成型装置,其特征在于,还包括动力源装置,所述动力源装置与所述活塞缸连接。
5.根据权利要求4所述的型材板成型装置,其特征在于,所述活塞缸为液压缸,所述动力源装置为油泵,所述油泵与所述液压缸连接。
6.根据权利要求4所述的型材板成型装置,其特征在于,所述活塞缸为气压缸,所述动力源装置为气泵,所述气泵与所述气压缸连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201120146151XU CN202114943U (zh) | 2011-05-10 | 2011-05-10 | 型材板成型装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201120146151XU CN202114943U (zh) | 2011-05-10 | 2011-05-10 | 型材板成型装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202114943U true CN202114943U (zh) | 2012-01-18 |
Family
ID=45456038
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201120146151XU Expired - Fee Related CN202114943U (zh) | 2011-05-10 | 2011-05-10 | 型材板成型装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202114943U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103264519A (zh) * | 2013-05-06 | 2013-08-28 | 济南同镒节能材料有限公司 | 一种压型板用高效热压机 |
-
2011
- 2011-05-10 CN CN201120146151XU patent/CN202114943U/zh not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103264519A (zh) * | 2013-05-06 | 2013-08-28 | 济南同镒节能材料有限公司 | 一种压型板用高效热压机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102601829A (zh) | 一种冷压拼板机 | |
| CN202798384U (zh) | 一种电机后端盖压入装置 | |
| CN202296408U (zh) | 码坯机的一种夹坯装置 | |
| CN202741541U (zh) | 一种框架式双向正反拉伸液压机 | |
| CN202114943U (zh) | 型材板成型装置 | |
| CN202411725U (zh) | 履带架组对工装 | |
| CN203573814U (zh) | 用于通讯变压器的高效磁芯线圈压紧装置 | |
| CN203730485U (zh) | 用于鼓式刹车片生产的粘接台 | |
| CN205112448U (zh) | 一种复合板压机 | |
| CN205869090U (zh) | 挤压成型装置 | |
| CN203391347U (zh) | 双面加压液压压块机 | |
| CN207273931U (zh) | 内压力机 | |
| CN204545337U (zh) | 一种造型室 | |
| CN208061912U (zh) | 一种硅胶按键生产用冲压装置 | |
| CN202572547U (zh) | 一种冷压拼板机 | |
| CN206882783U (zh) | 新型干模式等静压成型机 | |
| CN207138664U (zh) | 一种钣金抱箍机 | |
| CN204322556U (zh) | 一种悬挂滑动式千吨油压机 | |
| CN203390141U (zh) | 模具夹紧装置 | |
| CN204638851U (zh) | 一种多头冲孔机床 | |
| CN205165416U (zh) | 一种液压式铜阳极板整形装置 | |
| CN204505664U (zh) | 一种硅胶成型机 | |
| CN209007824U (zh) | 一种用于橡胶制品生产用冲压装置 | |
| CN204414640U (zh) | 一种液压机的主油缸移出装置 | |
| CN210724489U (zh) | 一种电机拆解装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20120118 Termination date: 20130510 |