CN201963668U - 具有适配套筒的紧固件 - Google Patents
具有适配套筒的紧固件 Download PDFInfo
- Publication number
- CN201963668U CN201963668U CN2010202523523U CN201020252352U CN201963668U CN 201963668 U CN201963668 U CN 201963668U CN 2010202523523 U CN2010202523523 U CN 2010202523523U CN 201020252352 U CN201020252352 U CN 201020252352U CN 201963668 U CN201963668 U CN 201963668U
- Authority
- CN
- China
- Prior art keywords
- sleeve
- fastening piece
- hole
- hardness
- cnt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 230000003044 adaptive effect Effects 0.000 title abstract description 6
- 239000000463 material Substances 0.000 claims abstract description 166
- 239000002131 composite material Substances 0.000 claims abstract description 45
- 238000000576 coating method Methods 0.000 claims description 74
- 239000011248 coating agent Substances 0.000 claims description 73
- 238000007789 sealing Methods 0.000 claims description 18
- 150000001875 compounds Chemical class 0.000 claims description 17
- 239000008041 oiling agent Substances 0.000 claims description 14
- 239000007787 solid Substances 0.000 claims description 13
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 11
- 239000007769 metal material Substances 0.000 claims description 7
- 229910052782 aluminium Inorganic materials 0.000 claims description 6
- 239000012528 membrane Substances 0.000 claims description 6
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 5
- 239000004411 aluminium Substances 0.000 claims description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 5
- 229910052737 gold Inorganic materials 0.000 claims description 5
- 239000010931 gold Substances 0.000 claims description 5
- 229910052759 nickel Inorganic materials 0.000 claims description 5
- 229910052709 silver Inorganic materials 0.000 claims description 5
- 239000004332 silver Substances 0.000 claims description 5
- 238000005253 cladding Methods 0.000 claims description 4
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims description 4
- 238000009434 installation Methods 0.000 abstract description 12
- 238000010891 electric arc Methods 0.000 abstract description 8
- 230000000694 effects Effects 0.000 abstract description 4
- 238000009413 insulation Methods 0.000 abstract description 3
- 239000000565 sealant Substances 0.000 abstract 1
- 239000000203 mixture Substances 0.000 description 108
- 229910052727 yttrium Inorganic materials 0.000 description 50
- 239000011247 coating layer Substances 0.000 description 28
- 238000012360 testing method Methods 0.000 description 25
- 125000000962 organic group Chemical group 0.000 description 15
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 14
- 239000010949 copper Substances 0.000 description 14
- 229910052802 copper Inorganic materials 0.000 description 13
- 239000010410 layer Substances 0.000 description 12
- 238000010586 diagram Methods 0.000 description 10
- 229920000049 Carbon (fiber) Polymers 0.000 description 8
- 230000008901 benefit Effects 0.000 description 8
- 239000004917 carbon fiber Substances 0.000 description 8
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 8
- 238000002360 preparation method Methods 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 239000007788 liquid Substances 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- 239000002041 carbon nanotube Substances 0.000 description 4
- 229910021393 carbon nanotube Inorganic materials 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 239000000314 lubricant Substances 0.000 description 4
- 238000003754 machining Methods 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 230000008030 elimination Effects 0.000 description 3
- 238000003379 elimination reaction Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 239000003973 paint Substances 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 238000007747 plating Methods 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- 229910000990 Ni alloy Inorganic materials 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 239000011231 conductive filler Substances 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000000151 deposition Methods 0.000 description 2
- 238000005421 electrostatic potential Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000011368 organic material Substances 0.000 description 2
- 239000002243 precursor Substances 0.000 description 2
- APTZNLHMIGJTEW-UHFFFAOYSA-N pyraflufen-ethyl Chemical compound C1=C(Cl)C(OCC(=O)OCC)=CC(C=2C(=C(OC(F)F)N(C)N=2)Cl)=C1F APTZNLHMIGJTEW-UHFFFAOYSA-N 0.000 description 2
- 239000012812 sealant material Substances 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 238000013517 stratification Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 239000011135 tin Substances 0.000 description 2
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- 229910001316 Ag alloy Inorganic materials 0.000 description 1
- 229910001020 Au alloy Inorganic materials 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 244000287680 Garcinia dulcis Species 0.000 description 1
- 229910001128 Sn alloy Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 229910003481 amorphous carbon Inorganic materials 0.000 description 1
- 230000003321 amplification Effects 0.000 description 1
- 150000001722 carbon compounds Chemical class 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000002828 fuel tank Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000011900 installation process Methods 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- 239000012811 non-conductive material Substances 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000009331 sowing Methods 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001256 stainless steel alloy Inorganic materials 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 210000001138 tear Anatomy 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000000080 wetting agent Substances 0.000 description 1
Images


































Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B39/00—Locking of screws, bolts or nuts
- F16B39/01—Locking of screws, bolts or nuts specially adapted to prevent loosening at extreme temperatures
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B19/00—Bolts without screw-thread; Pins, including deformable elements; Rivets
- F16B19/02—Bolts or sleeves for positioning of machine parts, e.g. notched taper pins, fitting pins, sleeves, eccentric positioning rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64D—EQUIPMENT FOR FITTING IN OR TO AIRCRAFT; FLIGHT SUITS; PARACHUTES; ARRANGEMENT OR MOUNTING OF POWER PLANTS OR PROPULSION TRANSMISSIONS IN AIRCRAFT
- B64D45/00—Aircraft indicators or protectors not otherwise provided for
- B64D45/02—Lightning protectors; Static dischargers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B4/00—Shrinkage connections, e.g. assembled with the parts at different temperature; Force fits; Non-releasable friction-grip fastenings
- F16B4/004—Press fits, force fits, interference fits, i.e. fits without heat or chemical treatment
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Insertion Pins And Rivets (AREA)
- Connection Of Plates (AREA)
- Connector Housings Or Holding Contact Members (AREA)
Abstract
本实用新型提供了一种具有适配套筒和销钉零件的套筒过盈紧固件,其中该适配套筒由至少一种具有硬度X的第一材料组成,其中该销钉零件由至少一种具有硬度Y的第二材料组成,其中X充分小于Y,使得在安装位置,适配套筒的所述至少一种第一材料的至少一部分贴合于复合构件的孔的内表面的轮廓从而在复合构件的孔的内表面和该适配套筒之间的界面处产生连续电接触。本实用新型的套筒过盈紧固件在宏观和微观水平上均提供了良好的空隙填充及该套筒与构件的紧密接触。此外该过盈紧固件具有降低的跨界面电压降,其进而降低了由密封剂引起的绝缘效应,从而将套筒与复合板材之间发生电弧放电的可能性最小化或者消除。
Description
技术领域
本发明涉及过盈(interference)紧固件。
背景技术
在某些申请中,过盈紧固件与其所放置在内的构件紧密接触。在一些申请中,需要在紧固件与构件之间存在最少数量的和/或小尺寸的空间或空隙,或者完全不存在空间与空隙。
例如,在个体飞机上使用了大量的过盈紧固件和附带套筒。在飞机遭受雷击的情形中,如果紧固件/套筒未与该紧固件/套筒所插入的构件中孔的侧壁紧密接触,则由闪电引起的瞬间热能使紧固件/套筒与侧壁之间的空隙中的空气电离并产生以火花形式爆发的电弧等离子体。这对于飞机是非常危险的情况,特别是在火花发生在油箱附近的情况下。
特别对于由复合材料例如碳纤维增强塑料制成的飞机结构部件,这些空隙可能会在复合材料中钻出紧固件孔的过程中产生。个体碳纤维以不规则的角度断裂并在紧固件/套筒与孔之间形成微空隙。由于切削工具随时间磨损,构件中的表面碎屑有所增多,其导致未切纤维或树脂量的增加以及分层,这也称为机加工致微纹理。
当雷电击中复合构件的表面时,在通常用于连接构件的各种元件的金属紧固件周围电流密度趋于增大。这些电流通过避接到紧固件并通过该紧固件流向构件中的一些点可产生有害的点火源,其倾向于电弧放电。为了避免这种情况,该电流必须通过与紧固件孔垂直的碳纤维加以消散。如上所述,如果该紧固件未与孔的侧壁紧密接触,则瞬间热能使空隙中的空气电离并产生以火花形式爆发的电弧等离子体。
另外,导电涂层用于很多应用例如电荷消散和射频干扰(EMI/RFI)屏蔽。直流导电性的值取决于具体应用。介电基材例如玻璃纤维构件与其它材料摩擦接触所积累的电荷能够产生很高的静电电压,该静电电压可能造成危险的放电火花。有效释放该电荷并防止火花所要求的表面电阻率通常相当低,为106-109Ω/cm2。
实用新型内容
本实用新型所要解决的技术问题是提供一种套筒过盈紧固件,其能够降低跨界面的电压降以及由密封剂引起的介电效应,并因此将套筒与复合板材之间发生电弧的可能性最小化或者消除。
在一些实施方案中,适于安装在复合构件的孔中的套筒过盈紧固件包括:a.)适配套筒(conformable sleeve),其具有在一端处的头部以及管状部分,其中该管状部分具有内径和外径,其中该管状部分的外径小于复合构件的孔的内径,且其中适配套筒由具有硬度X的第一材料组成;b.)销钉零件,其中该销钉零件至少具有在一端处的销钉头、在销钉头的相对端处的锁紧部分、以及两者之间的杆部分,其中位于销钉头下方的杆部分具有的直径大于适配套筒的管状部分的内径,且其中销钉零件由具有硬度Y的第二材料组成;c.)其中X充分小于Y,使得在安装位置,适配套筒的第一材料的至少一部分贴合于孔的内表面的轮廓从而在复合构件的孔的内表面和该适配套筒之间的界面处形成连续电接触;和d.)其中,在受到来自销钉零件的杆部分的压力时,该适配套筒适于在孔的内表面上径向膨胀以便在套筒的外径和复合构件的孔之间形成过盈配合从而提供安装位置。
在一些实施方案中,适合于安装在复合构件的孔中的套筒过盈紧固件包括:a.)适配套筒,其具有在一端处的头部以及管状部分,其中该管状部分包含内基层和外涂层,其中该管状部分具有内径和外径,其中该管状部分的外径小于复合构件的孔的内径,其中该内基层由具有硬度X的第一材料组成,且其中该外涂层由具有硬度Y的第二材料组成;b.)销钉零件,其中该销钉零件至少具有在一端处的销钉头、在销钉头的相对端处的锁紧部分、以及两者之间的杆部分,其中位于销钉头下方的杆部分具有的直径大于适配套筒的管状部分的内径,且其中销钉零件由具有硬度Z的第三材料组成;c.)其中X充分小于Y且其中Z等于或高于X,使得在安装位置,该管状部分的外涂层的至少一部分贴合于孔的内表面的轮廓从而在复合构件的孔的内表面和该适配套筒之间的界面上产生连续电接触;和d.)其中,在受到来自销钉零件的杆部分的压力时,该适配套筒 适于在孔的内表面上径向膨胀以便在套筒的外径和复合构件的孔之间形成过盈配合从而提供安装位置。
在本发明的套筒过盈紧固件的一些实施方案中,该适配套筒的外层是固定的固体涂层。
在本发明的套筒过盈紧固件的一些实施方案中,该固定的固体涂层由金属材料构成。
在本发明的套筒过盈紧固件的一些实施方案中,该金属材料是Ag、Al、Au或Ni。
在另一个实施方案中,本发明的套筒过盈紧固件具有以洛氏硬度B标度计小于100HRB的硬度X。
在本发明的套筒过盈紧固件的另一个实施方案中,当该紧固件处于安装位置时孔的内表面具有密封剂。
在本发明的套筒过盈紧固件的另一个实施方案中,在安装位置,适配套筒的至少一种第一材料擦去带入该孔的内表面的过量密封剂。
在本发明的套筒过盈紧固件的一些实施方案中,在安装位置,对该适配套筒进行充分设计以避免界面处的火花。
在本发明的套筒过盈紧固件的一些实施方案中,为了便于销钉零件移动穿过适配套筒,该紧固件在如下的至少一种上具有润滑剂:i)管状部分的内表面,和ii)销钉零件杆部分。
在本发明的套筒过盈紧固件的一些实施方案中,润滑剂为导电固体膜材料。
在本发明的套筒过盈紧固件的一些其它实施方案中,对该润滑剂进行充分设计以实现i)溶解异质颗粒;ii)传递异质颗粒;和iii)分散热量中的至少一种。
本实用新型的套筒过盈紧固件在宏观和微观水平上均提供了良好的空隙填充及该套筒与构件的紧密接触。此外该套筒过盈紧固件具有降低的跨界面电压降,其进而降低了由密封剂引起的绝缘效应,从而将套筒与复合板材之间发生电弧放电的可能性最小化或者消除。
附图说明
图1显示了常规紧固件的套筒与复合构件之间的接触。
图2显示了图1所示的侧壁的放大图。
图3显示了常规紧固件的套筒与复合构件之间的接触。
图4显示了图3所示侧壁的放大图。
图5显示了复合构件中的典型孔的放大图。
图6显示了按照本发明制备的安装紧固件的套筒的实施方案的局部放大图。
图7显示了按照本发明制备的安装紧固件的套筒的实施方案的局部放大图。
图8显示了按照本发明制备的安装紧固件的套筒的实施方案的局部放大图。
图9显示了本发明的一个实施方案,该实施方案包括电镀有可变形、永久固定的金涂层的套筒901。
图10显示了本发明的一个实施方案,该实施方案包括电镀有可变形、永久固定的银涂层的套筒1001。
图11显示了本发明的一个实施方案,该实施方案包括电镀有可变形、永久固定的镍涂层的套筒1101。
图12显示了本发明的一个实施方案,该实施方案包括具有通过使用离子气相沉积而成层的可变形、永久固定的铝涂层的套筒1201。
图13显示了本发明的一个实施方案,该实施方案包括喷涂有可变形、永久固定的有机涂层的套筒1301,所述有机涂层由碳纳米管制成。
图14A至14D显示了未使用本发明的典型火花事件之前和之后的实例。
图15A和15B显示了当使用本发明的一个实施方案时的典型火花事件之前和之后的实例,其中的显微照片和EDS能谱表明在板材的槽处没有残留材料沉积。
图16显示了按照本发明制备的安装紧固件的套筒的实施方案的局部放大图。
图17A和17B分别显示了未使用本发明时的火花事件之前和之后的实例; 图17C和17D分别显示了使用本发明实施方案时的火花事件之前和之后的实例。
图18显示了典型火花事件后的孔表面的实例。
图19显示了当使用本发明的一个实施方案时在典型火花事件后的孔表面的实例。
图20A至20E显示了当使用本发明实施方案时火花事件的实例。
图21显示了未使用本发明时在雷击测试后的常规紧固件套筒的放大图。
图22显示了安装的常规紧固件的局部放大图。
图23-26显示了关于本发明一些实施方案的坐标图。
图27A至27D显示了本发明一些实施方案的放大图。
图28A至28C显示了本发明一些其它实施方案的放大图。
图29显示了关于本发明一些实施方案的坐标图。
结合附图,将从下面的描述清楚那些已经公开的益处和改进,以及本发明的其它目标和优势。所述附图构成本说明书的一部分且包含本发明的说明性实施方案并说明其各种目的和特征。
具体实施方式
本申请要求2009年4月3日提交、题为“CONFORMING SLEEVES FOR FASTENERS”的美国临时申请61/166,664和2009年4月3日提交、题为“CONDUCTIVE SOLID FILM MATERIAL”的美国临时申请61/166,618的权益,在此出于所有目的通过引用将它们整体并入本文。
本文对本发明的详细实施方案进行了公开;然而应理解,所公开的实施方案对于本发明仅仅是说明性的,本发明可以按不同的形式实施。另外,所给出的与本发明多种实施方案相联系的每一实施例意欲为说明性而非限定性的。此外,这些附图不一定是按比例的,为了显示特定部件的细节可能对一些特征进行了放大。另外,在附图中显示的任何量度、规范等意欲为说明性而非限定性的。因此,本文公开的特定结构和功能性细节不应被理解为是限定性的,而仅仅是用于教导本领域技术人员以各种方式实施本发明的代表性基础。
本发明的一个实施方案是带套筒的紧固件,其包含芯部销钉和适配套筒。对该套筒进行设计以贴合到材料(例如复合材料)中所钻出的紧固件孔中所固 有的机加工致微纹理。这允许该套筒在紧固件安装期间擦去过量的夹带密封剂,同时使该套筒与构件紧密接触。
该适配套筒可以通过不同的方式获得,一些方式更适合于特定的构件。
在一些实施方案中,适于安装在复合构件的孔中的套筒过盈紧固件包括:a.)适配套筒,其具有在一端处的头部以及管状部分,其中该管状部分具有内径和外径,其中该管状部分的外径小于复合构件的孔的内径,且其中适配套筒由至少一种具有硬度X的第一材料组成;b.)销钉零件,其中该销钉零件至少具有在一端处的销钉头、在销钉头的相对端处的锁紧部分、以及两者之间的杆部分,其中位于销钉头下方的杆部分具有的直径大于适配套筒管状部分的内径,且其中销钉零件由至少一种具有硬度Y的第二材料组成;c.)其中X充分小于Y,使得在安装位置,适配套筒的至少一种第一材料的至少一部分贴合于孔的内表面的轮廓从而在复合构件的孔的内表面和该适配套筒之间的界面上产生连续电接触;和d.)其中,在受到来自销钉零件的杆部分的压力时,该适配套筒适于在孔的内表面上径向膨胀以便在套筒的外径和复合构件的孔之间形成过盈配合从而提供安装位置。
在一个实施方案中,适配套筒材料的组成具有硬度X,X以洛氏硬度B标度计约为或小于100HRB(或者以洛氏硬度C标度计25HRC)。在一个实施方案中,适配套筒材料的组成具有硬度X,X以洛氏硬度B标度计约为或小于90HRB(或者以洛氏硬度C标度计9HRC)。在一个实施方案中,适配套筒材料的组成具有硬度X,X以洛氏硬度B标度计约为35-100HRB的值。在一个实施方案中,适配套筒材料的组成具有硬度X,X以洛氏硬度B标度计约为或小于80HRB(或者以洛氏硬度C标度计0HRC)。在一个实施方案中,适配套筒材料的组成具有硬度X,X以洛氏硬度B标度计约为或小于70HRB。在一个实施方案中,适配套筒材料的组成具有硬度X,X以洛氏硬度B标度计约为35-80HRB的值。在一个实施方案中,适配套筒材料的组成具有硬度X,X以洛氏硬度B标度计约为50-100HRB的值。在一个实施方案中,适配套筒材料的组成具有硬度X,X以洛氏硬度B标度计约为60-100HRB。
在一个实施方案中,该销钉材料的组成具有硬度Y,Y以洛氏硬度C标度计约为或大于30HRC。在一个实施方案中,该销钉材料的组成具有硬度Y,Y以洛氏硬度C标度计约为或大于40HRC。在一个实施方案中,该销钉材料的组成 具有硬度Y,Y以洛氏硬度C标度计约为25-60HRC。在一个实施方案中,该销钉材料的组成具有硬度Y,Y以洛氏硬度C标度计约为或大于50HRC。在一个实施方案中,该销钉材料的组成具有硬度Y,Y以洛氏硬度C标度计约为或小于70HRC。在一个实施方案中,该销钉材料的组成具有硬度Y,Y以洛氏硬度C标度计约为40-70HRC。在一个实施方案中,该销钉材料的组成具有硬度Y,Y以洛氏硬度C标度计约为30-50HRC。在一个实施方案中,该销钉材料的组成具有硬度Y,Y以洛氏硬度C标度计约为或小于25HRC(或以洛氏硬度B标度计100HRB)但仍显著大于适配套筒材料的组成所具有的硬度X,以保持该销钉在安装过程中迫使该套筒膨胀并与孔形成过盈配合的能力。
在一些实施方案中,该销钉材料的组成具有硬度Y,Y以洛氏硬度C标度计为RC35或更大且该适配套筒材料的组成具有硬度X,X以洛氏硬度C标度计为25HRC或更小。
在一些实施方案中,该销钉材料的组成具有硬度Y,Y以洛氏硬度C标度计可比该适配套筒的组成具有的硬度X高约5HRC(或者以洛氏硬度B标度计5HRB)。在一些实施方案中,该销钉材料的组成具有硬度Y,Y以洛氏硬度C标度计可比该适配套筒材料的组成具有的硬度X高约10HRC(或者以洛氏硬度B标度计10HRB)。在一些实施方案中,该销钉材料的组成具有硬度Y,Y以洛氏硬度C标度计可比该适配套筒材料的组成具有的硬度X高约20HRC(或者以洛氏硬度B标度计20HRB)。在一些实施方案中,该销钉材料的组成具有硬度Y,Y以洛氏硬度C标度计可比该适配套筒材料的组成具有的硬度X高约1-40HRC或者以洛氏硬度B标度计高约1-40HRB。
在一个实施方案中,当套筒贴合到该构件的孔的轮廓时,该适配套筒的材料变形以填充套筒与构件之间的空隙。在实施方案中,该适配套筒是由各种镍合金或具有相似物理特性的材料制成。在实施方案中,该适配套筒是由A286不锈钢合金制成,其以洛氏硬度B标度计具有85HRB的硬度。在一个实施方案中,该适配套筒的组成具有约为或大于20%IACS(国际退火铜标准)的导电性。在一个实施方案中,该适配套筒的组成具有约为或大于30%IACS(国际退火铜标准)的导电性。在一个实施方案中,该适配套筒的组成具有约为或大于50%IACS(国际退火铜标准)的导电性。在一个实施方案中,该适配套筒的组成具有约为或大于70%IACS(国际退火铜标准)的导电性。在一个实施方案中,该适配套筒 的组成具有约为或大于90%IACS(国际退火铜标准)的导电性。在一个实施方案中,该适配套筒的组成具有约为或大于100%IACS(国际退火铜标准)的导电性。
在一个实施方案中,使具有大于适配套筒内径的直径的芯部销钉移动穿过该适配套筒致使该套筒变形并且该套筒的外径贴合到在对复合材料钻孔期间产生的小空隙中。在一个实施方案中,该销钉可由Ti-6A1-4V合金或具有相似物理特性的材料制成。
在包括于安装之前将密封剂施加到孔的内表面的应用中,当适配套筒变形进入空隙中时,其取代了夹带的密封剂。因此,在紧固件安装期间该适配套筒擦去过量的夹带密封剂,同时使该套筒与该复合构件形成了紧密电接触。出于对本发明进行说明的目的, 术语“密封剂”意指粘性材料,其硬度值充分低于该套筒材料的值X使得在紧固件安装期间该适配套筒材料能够从该孔表面的空隙中取代密封剂。在一些实施方案中,该密封剂由非金属组合物组成。
在一个实施方案中,适合于安装在复合构件的孔中的套筒过盈紧固件包括:a.)适配套筒,其具有在一端处的头部以及管状部分,其中该管状部分包含内基层和外涂层,其中该管状部分具有内径和外径,其中该管状部分的外径小于复合构件的孔内径,其中该内基层由至少一种具有硬度X的第一材料组成;且其中该外涂覆层由至少一种具有硬度Y的第二材料组成;b.)销钉零件,其中该销钉零件至少具有在一端处的销钉头、在销钉头的相对端处的锁紧部分、以及两者之间的杆部分,其中位于销钉头下方的杆部分具有大于适配套筒管状部分内径的直径,且其中销钉零件由至少一种具有硬度Z的第三材料组成;c.)其中X充分小于Y且其中Z等于或高于X,使得在安装位置,该管状部分的外涂层的至少一部分贴合于孔的内表面轮廓从而在复合构件的孔的内表面和该适配套筒之间的界面上产生连续电接触;和d.)其中,在受到来自销钉零件的杆部分的压力时,该适配套筒适于在孔的内表面上径向膨胀以便在套筒的外径和复合构件的孔之间形成过盈配合从而提供安装位置。
涂层是通常旨在改进基础材料(通常称为基材)的表面性能而对物体所施加的覆盖物。这样的表面性能可特别包括:外观、粘附性、润湿性、抗腐蚀性、耐磨性和刮擦性。涂层可以按液体、气体或者固体形式施加。在本发明的实施方案中,在将适配紧固件安装到例如由复合材料制成的工件的孔中时,外涂覆 层保持充分地贴附在该套筒的内基层上。
在该实施方案中,该内基层具备高的硬度性能和低的展性或者延展性。在实施方案中,该内基层可由不锈钢或具有相似硬度性能的材料制成。在另一个实施方案中,该外涂覆层具有低的硬度性能和高的展性或者延展性。
在一个实施方案中,该套筒的内基层的组成具有硬度X,X以洛氏硬度C标度计约为或大于25HRC。在一个实施方案中,该套筒的内基层的组成具有硬度X,X以洛氏硬度C标度计约为或大于30HRC。在一个实施方案中,该套筒内基层的组成具有硬度X,X以洛氏硬度C标度计约为25-50HRC的值。在一个实施方案中,该套筒内基层的组成具有硬度X,X以洛氏硬度C标度计约为或大于40HRC。在一个实施方案中,该套筒内基层的组成具有硬度X,X以洛氏硬度C标度计约为或小于60HRC。
在一个实施方案中,该套筒的外涂覆层的组成具有硬度Y,Y以洛氏硬度B标度计约为或小于100HRB(或以洛氏硬度C标度计约25HRC)。在一个实施方案中,该套筒外涂覆层的组成具有硬度Y,Y以洛氏硬度B标度计约为或小于90HRB。在一个实施方案中,该套筒外涂覆层的组成具有硬度Y,Y以洛氏硬度B标度计约为35-100HRB。在一个实施方案中,该套筒外涂覆层的组成具有硬度Y,Y以洛氏硬度B标度计约为或小于80HRB。在一个实施方案中,该套筒外涂覆层的组成具有硬度Y,Y以洛氏硬度B标度计约为或小于70HRB。在一个实施方案中,该套筒外涂覆层的组成具有硬度Y,Y以洛氏硬度B标度计约为35-80HRB。在一个实施方案中,该套筒外涂覆层的组成具有硬度Y,Y以洛氏硬度B标度计约为50-100HRB。在一个实施方案中,该套筒外涂覆层的组成具有硬度Y,Y以洛氏硬度B标度计约为60-100HRB。
在一个实施方案中,该销钉材料的组成具有硬度Z,Z以洛氏硬度C标度计约为或大于25HRC。在一个实施方案中,该销钉材料的组成具有硬度Z,Z以洛氏硬度C标度计约为或大于40HRC。在一个实施方案中,该销钉材料的组成具有硬度Z,Z以洛氏硬度C标度计约为23-80HRC。在一个实施方案中,该销钉材料的组成具有硬度Z,Z以洛氏硬度C标度计约为或大于50HRC。在一个实施方案中,该销钉材料的组成具有硬度Z,Z以洛氏硬度C标度计约为或小于70HRC。在一个实施方案中,该销钉材料的组成具有硬度Z,Z以洛氏硬度C标度计约为40-70HRC的值。在一个实施方案中,该销钉材料的组成具有硬度 Z,Z以洛氏硬度C标度计约为30-70HRC的值。在一个实施方案中,该销钉材料的组成具有硬度Z,Z以洛氏硬度C标度计约为25-60HRC的值。在一个实施方案中,该销钉材料的组成具有硬度Z,Z以洛氏硬度C标度计约为或小于25HRC(或以洛氏硬度B标度计约100HRB),但仍等同于或充分大于该套筒内基层的组成的硬度X,从而保持该销钉在安装期间具有迫使该套筒膨胀并与孔形成过盈配合的能力。
在一些实施方案中,销钉材料的组成的硬度Z和/或该内基层的组成的硬度X以洛氏硬度C标度计比该外涂覆层的组成的硬度Y高约5HRC(或者以洛氏硬度B标度计5HRB)。在一些实施方案中,销钉材料的组成的硬度Z和/或该内基层的组成的硬度X以洛氏硬度C标度计比该外涂覆层的组成的硬度Y高约10HRC(或者以洛氏硬度B标度计10HRB)。在一些实施方案中,销钉材料的组成的硬度Z和/或该内基层的组成的硬度X以洛氏硬度C标度计比该外涂覆层的组成的硬度Y高约20HRC(或者以洛氏硬度B标度计20HRB)。在一些实施方案中,销钉材料的组成的硬度Z和/或该内基层的组成的硬度X以洛氏硬度C标度计比该外涂覆层的组成的硬度Y高约1-40HRC(或者以洛氏硬度B标度计1-40HRB)。
在一个实施方案中,该套筒外涂覆层的组成具有约为或高于20%IACS(国际退火铜标准)的导电性。在一个实施方案中,该套筒外涂覆层的组成具有约为或高于30%IACS(国际退火铜标准)的导电性。在一个实施方案中,该套筒外涂覆层的组成具有约为或高于50%IACS(国际退火铜标准)的导电性。在一个实施方案中,该套筒外涂覆层的组成具有约为或高于70%IACS(国际退火铜标准)的导电性。在一个实施方案中,该套筒外涂覆层的组成具有约为或高于90%IACS(国际退火铜标准)的导电性。在一个实施方案中,该套筒外涂覆层的组成具有约为或高于100%IACS(国际退火铜标准)的导电性。
在一些实施方案中,该外涂覆层的厚度约为3微米(μm)至25微米(μm)。在一些实施方案中,该外涂覆层的厚度约为5微米(μm)至20微米(μm)。在一些实施方案中,该外涂覆层的厚度约为3微米(μm)至15微米(μm)。在一些实施方案中,该外涂覆层的厚度约为10微米(μm)至25微米(μm)。在一些实施方案中,该外涂覆层的厚度约为10微米(μm)至20微米(μm)。在一些实施方案中,该外涂覆层的厚度约为3微米(μm)至10微米(μ m)。
例如,在一些实施方案中,该外涂覆层可由选自相对软(也就是高展性或延展性)、导电的金属材料中的(一种或多种)材料构成,已知这些金属材料与复合构件电(galvanically)兼容。这些材料包括但不限于金、银、镍、铜和锡。其它材料是各种合金,包括金、银、镍、铜及锡的合金。在实施方案中,可将各种金属性可变形涂层形成在基体材料上,例如通过电镀、离子气相沉积或采用任何其它相当的技术,所述技术允许在将该适配套筒放置于工件中例如钻出的孔中期间使可变形的涂层保持充分地贴附在基础材料上。
在其它实施方案中,本发明的可变形涂层的组成可由有机材料和导电填料的组合构成。例如,该有机材料包括一系列聚合物例如环氧树脂,且该导电填料包括金属粉末或不导电材料,例如碳纳米管。在实施方案中,可将备种有机基可变形涂层通过例如喷涂或其它相当的技术形成在基体材料上,所述技术允许在将适配套筒放置于工件中例如钻出的孔中时使可变形有机基涂层保持充分地贴附在基体材料上。
在一些实施方案中,该有机基变形涂层的组成可具有硬度Y,Y以洛氏硬度B标度计约为或小于100HRB(或以洛氏硬度C标度计约25HRC)。在一个实施方案中,套筒的有机基变形涂层的组成具有硬度Y,Y以洛氏硬度B标度计约为或小于90HRB的。在一个实施方案中,该套筒的有机基变形涂层的组成具有硬度Y,Y以洛氏硬度B标度计约为35-100HRB。在一个实施方案中,该套筒的有机基变形涂层的组成具有硬度Y,Y以洛氏硬度B标度计约为或小于80HRB。在一个实施方案中,该套筒的有机基变形涂层的组成具有硬度Y,Y以洛氏硬度B标度计约为或小于70HRB。在一个实施方案中,该套筒的有机基变形涂层的组成具有硬度Y,Y以洛氏硬度B标度计约为35-80HRB的值。在一个实施方案中,该套筒的有机基变形涂层的组成具有硬度Y,Y以洛氏硬度B标度计约为50-100HRB的值。在一个实施方案中,该套筒的有机基变形涂层的组成具有硬度Y,Y以洛氏硬度B标度计约为60-100HRB。
在一些实施方案中,该有机基变形涂层的组成在10伏下可具有约小于103欧姆-米(例如按照ASTM D257测量)的体积电阴率(欧姆-米)。在一些实施方案中,该有机基变形涂层的组成在10伏下可具有约小于102欧姆-米的体积电阻率(欧姆-米)。在一些实施方案中,该有机基变形涂层的组成在10伏下可具有 约小于10欧姆-米的体积电阻率(欧姆-米)。在一些实施方案中,该有机基变形涂层的组成在10伏下可具有约小于10-3欧姆-米的体积电阻率(欧姆-米)。在一些实施方案中,该有机基变形涂层的组成在10伏下可具有约为1×10-8到4×10-5欧姆-米的体积电阻率(欧姆-米)。
在包括于安装紧固件前将密封剂施加到孔的内表面的应用中,当在该适配套筒的可变形外涂层进入到该孔的内表面中的空隙时,其取代了夹带的密封剂。因此,在紧固件安装期间该适配套筒的可变形涂层擦去过量的夹带密封剂,同时在套筒和复合构件之间形成了紧密电接触。
通过前述的方式,产生了降低的跨界面电压降,这进而降低了由密封剂引起的介电效应。这就将套筒与复合板材之间发生电弧的可能性最小化或者消除。在一个实施方案中,任何电弧均未造成火花。
该适配套筒的实施方案在宏观和微观水平上均提供了良好的间隙填充及该套筒与构件之间的紧密接触。
该适配套筒的实施方案允许从紧固件向飞机板材的电流传输更有效。
该适配套筒的实施方案对于孔的品质和微观间隙较不敏感。
该适配套筒的实施方案降低了套筒与板材间夹带的密封剂的量。
图1和图3是常规紧固件的套筒与复合构件间的接触部的照片。箭头指向接纳该紧固件的槽的侧壁,所述侧壁具有许多在为紧固件钻孔期间产生的不均匀粗糙空隙。
图2和图4分别是图1和图3中槽侧壁的状态的显微水平照片。圆圈标明了在套筒与槽的侧壁之间存在的空隙。
图5是以不规则角度断裂并在套筒与碳纤维增强构件之间形成微观空隙的单个碳纤维的显微水平照片。这些空隙留存过量密封剂,这妨碍了该套筒与构件间的紧密接触。
图6是显示按照本发明制备的套筒的实施方案与接纳紧固件的槽的侧壁间的适配性的宏观水平照片。该照片显示出要填充侧壁可具有的缺陷的套筒材料。
图7和图8是按照本发明制备的套筒的实施方案的变形的显微水平照片。该照片显示了当套筒变形从而填充微观的机加工致空隙时,套筒与个体碳纤维之间的紧密接触。
图9是本发明一个实施方案的照片,该实施方案包括电镀有可变形、永久 固定的金涂层的套筒。
图10是本发明一个实施方案的照片,该实施方案包括电镀有可变形、永久固定的银涂层的套筒。
图11是本发明的一个实施方案的照片,该实施方案包括电镀有可变形、永久固定的镍涂层的套筒。
图12是本发明的一个实施方案的照片,该实施方案包括具有通过使用离子气相沉积而成层的可变形、永久固定的铝涂层的套筒。
图13是本发明的一个实施方案的照片,该实施方案包括喷涂有可变形、永久固定的有机涂层的套筒,所述有机涂层由碳纳米管制成。
图14A至14D显示了火花产物积聚的测试结果及其对接纳常规紧固件的槽侧壁影响的照片。图14A显示了粗糙、断裂的槽侧壁。图14B和14D显示了槽侧壁与常规套筒之间火花产物的积聚。
图15A和15B是显示出在接纳根据本发明制备的套筒的槽的侧壁上无火花产物积聚的测试结果的照片。带有箭头的图15A显示具有平整、光滑边界的侧壁,这是由于使紧固件具有待安装到槽中的适配套筒以及来自该套筒基体材料或来自该套筒的可变形涂层的材料进入该侧壁可原本具有的任何空隙。
图16是显示在具有适配套筒的紧固件的实施方案与槽的侧壁之间的适配性的微观水平照片。该照片显示出该套筒材料或该套筒的可变形涂层如何与单个碳纤维贴合,从而填充因单个碳纤维断裂产生的空隙。
图17A至17D是测试结果的照片,它显示出在常规紧固件的套筒与具有按照本发明制备的适配套筒的紧固件的实施方案之间的侧壁状况的对比。图17A和图17B显示了采用常规紧固件时的状况。图17C和图17D显示了当采用按照本发明制备的紧固件实施方案时的状况(槽侧壁中的空隙得到填充)。
图18是在雷击测试之后所得的微观水平照片,其显示了在采用规则、常规A286套筒时的槽侧壁。该照片显示该套筒未与槽的复合构件的微纹理相贴合。该测试还显示了对应于残余密封剂位置的高电弧密度和强烈电弧放电。
与图18相对照,图19是在雷击测试后所得的微观水平照片,其显示了在采用本发明的适配套筒时的槽侧壁。该照片显示,采用该适配套筒时,具有低电弧密度、较低强度的电活性和更多的纤维套筒接触。
表1显示了采用常规紧固件与本发明的适配套筒实施方案进行的直联雷击 测试的结果。采用碳纤维复合材料制成的板材(0.25”厚)进行这些测试,并使用RXL型缩紧螺栓的紧固件(RXL4BC-vC08-08销钉、套环和套筒)。每个板材上使用十八(18)个紧固件。每个板材上的四(4)个分离的紧固件受到了雷击。对一些测试进行设计以再造最坏情形的安装条件,例如最小啮合(grip)安装和最大孔尺寸,也就是最小过盈或接触。基于在样品套环侧上未检测到光源按合格/失效准则对测试进行评价。测试结果显示适配套筒(A286或300系列)将套筒/构件界面的火花最小化,且该适配套筒更能容许机加工致纹理。
表1

图20A至20E显示了在表1中的板材I上进行的直联雷击测试的照片,其对应于具有本发明的适配套筒的紧固件。白点代表参照光而非实际的火花。其中测试条件及结果如下表2所示。
表2

在一个实施方案中,为了便于芯部销钉移动穿过适配套筒,可使用润滑剂。润滑剂是引入到两个移动表面之间以减少它们间的摩擦、改进效率和减少磨损的物质(经常为液体);润滑剂还可具有溶化或转移异质颗粒和分散热量的功能。
在另一个实施方案中,该润滑剂可为导电固体膜材料/涂层。在一些实施方案中,基于导电固体膜材料的润滑剂减少或消除了销钉与套筒之间的内部电弧放电。
本发明提供了包含碳纳米管(“CNT”)的导电固体膜材料(“CSF”)(“CSF-CNT材料”)。CSF材料的实施方案典型具有如下主要成分:<30-40%浓度的甲基乙基酮,<5-10%浓度的酚醛树脂以及<30-40%浓度的乙醇。
在一个实施方案中,该CSF材料可表现出类似流体的行为。在一个实施方案中,该CSF可具有低的粘度。在一些实施方案中,该CSF材料可用作润滑剂,润滑剂是引入到两个移动表面之间以减少它们之间的摩擦、改进效率和减少磨损的物质(经常为液体);润滑剂还可具有溶化或转移异质颗粒和分散热量的功能。
在一些其它实施方案中,该CSF材料可用作涂层,涂层是通常旨在改进基础材料(通常称为基材)的表面性能而对物体所施加的覆盖物。这样的表面性能可特别包括:外观、粘附性、润湿性、抗腐蚀性、耐磨性和刮擦性。可以按液体、气体或者固体形式施加涂层。
在一些实施方案中,优选的CSF材料具有低的摩擦系数,即为显著小于1的摩擦系数。在一些实施方案中,可商购的紧固件涂层,例如Incotec Corp公司的8G铝涂层,Teclube涂层,或者任何铝颜料涂层,可用作该CSF材料。
CNT是具有约3-200nm的纳米直径的碳化合物,其长径比可高达28,000,000∶1。CNT的长度可高达约1.0mm。CNT在沿着管的方向可表现出非常好的热传导性,但是在管轴的横向表现出良好的绝热性(insulation)。CNT表现出的抗拉强度可为钢的约50倍。某些CNT可具有与金属材料或者半导体材料相当的电导率,这取决于CNT的结构。典型地,CNT可具有1.3到2g/cm3的密度。CNT可是单壁结构或者多壁结构。CNT可具有少量的杂质,例如金属和/或无定形碳。CNT典型非常耐氧化,且甚至能够耐受在强酸中的长时间浸没。另外,通常认为CNT不是剧毒性的、对环境有害,或者是由贵重的前体或者来 源有限的前体制成。
在一些实施方案中,利用可商购的CNT来制备CSF-CNT材料,如来自Cheap Tubes公司的CNT(IGMWNT 90重量%和IGMWNT 90重量%COOH),也可使用来自其它供应商如Nanocyl的CNT。
在一些实施方案中,通过喷射或者使用任何其它类似的技术将该CSF-CNT材料施用于制品的表面。在一些实施方案中,当制品保持在有利于CNT(和CSF-CNT材料的特定组合物的其它成分)的生长、和/或附着、和/或沉积到制品表面的环境中时(例如,CNT的有效溶液),CSF-CNT材料被沉积到制品的表面上。
在CSF-CNT材料的实施方案中,CNT可分散在添加有少量表面活性-润湿剂的溶剂中,该试剂用来降低液体的表面张力,使得更容易分散并且降低两种液体间的界面张力。
在一个实施方案中,CSF-CNT材料含有直径为约3-30nm的CNT。
在一个实施方案中,CSF-CNT材料中的充足量CNT可使CSF-CNT材料具有高的导电性而不会显著增加CSF-CNT材料的刚度。
在实施方案中,添加CNT会显著减少或者消除使用高导电性金属来实现与CSF-CNT材料相同的性能的需要,并且其刚度与基础CSF材料的刚度性能相比并不显著提高。
具有浓度为约1%的CNT的CSF-CNT材料的实施方案经历电阻率从>1012Ω/平方到~105Ω/平方的下降。具有浓度大于1%的一些CNT的CSF-CNT材料的实施方案经历电阻率到约500Ω/平方的进一步降低。使用CSF-CNT材料作为航空紧固件涂层的实施方案提供了,例如,具有期望的高电导率性能且含有最少量或者不合金属颗粒的紧固件。此外,在一些CSF-CNT实施方案中,CNT的尺寸和低载量有对采用CSF-CNT材料实现的涂层的表面品质是有益的。
在一些实施方案中,CSF-CNT材料可典型含有浓度占润滑剂组合物总重量的0.05%到30%的CNT。在一些实施方案中,CSF-CNT材料可典型含有浓度占润滑剂组合物总重量的0.1%到10%的CNT。在一些实施方案中,CSF-CNT材料可典型含有浓度占润滑剂组合物总重量的1%到10%的CNT。在一些实施方案中,CSF-CNT材料可典型含有浓度占润滑剂组合物总重量的3%到15%的CNT。
在一些实施方案中,CSF-CNT材料的组合物可具有约小于103ohm-m的体积 电阻率(例如,依照ASTM D257测得)。在一些实施方案中,CSF-CNT材料的组合物可具有约小于102ohm-m的体积电阻率。在一些实施方案中,CSF-CNT材料的组合物可具有约小于10ohm-m的体积电阻率。在一些实施方案中,CSF-CNT材料的组合物可具有约小于10-3ohm-m的体积电阻率。在一些实施方案中,CSF-CNT材料的组合物可具有1×10-8ohm-m至4×10-5ohm-m的体积电阻率。
在一些实施方案中,CSF-CNT材料的组合物可具有约小于0.12μ的摩擦系数(例如,在Falex测试机上测得)。在一些实施方案中,CSF-CNT材料的组合物可具有约小于0.10μ的摩擦系数(例如,在Falex测试机上测得)。在一些实施方案中,CSF-CNT材料的组合物可具有约小于0.2μ的摩擦系数(例如,在Falex测试机上测得)。在一些实施方案中,CSF-CNT材料的组合物可具有约小于0.3μ的摩擦系数(例如在Falex测试机上测得)。在一些实施方案中,CSF-CNT材料的组合物可具有约小于0.5μ的摩擦系数(例如,在Falex测试机上测得)。在一些实施方案中,CSF-CNT材料的组合物可具有约小于0.8μ的摩擦系数(例如,在Falex测试机上测得)。在一些实施方案中,CSF-CNT材料的组合物可具有约0.04μ至0.5μ的摩擦系数(例如,在Falex测试机上测得)。在一些实施方案中,CSF-CNT材料的组合物可具有约0.04μ至1μ的摩擦系数(例如,在Falex测试机上测得)。
在实施方案中,CSF-CNT材料的期望性能还可包括简便性-少数目的组分以及无需特殊的操作工序。
下表3对基于可商购的Teclube涂层的CSF-CNT材料的实施方案的一些性能与Teclube涂层本身的性能进行了比较。表3示出了CSF-CNT材料的一个实施方案,其含有0.02%CNT并且与基础Teclube涂层相比具有显著更低的体积电阻率。表3显示,与不合CNT的Teclube涂层相比,添加CNT不会显著影响流动性,也就是含有CNT的Teclube涂层的厚度。
表3

这种CSF-CNT材料可用于多种用途。在一个实施方案中,该CSF-CNT材料用于涂覆航空紧固件。该CSF-CNT材料的一个实施方案具有充分高的导电性,其足以提供至少部分保护使得不受雷击。典型需要高的导电性(特别是在金属紧固件附近)用以传导大电流,例如在雷电击中飞机复合结构时所经历的大电流。该CSF-CNT材料的一个实施方案提供了具有如下性质的紧固件:高的导热性、较低的重量和强的抗氧化性。在实施方案中因为CNT典型地具有约2.0g/cm3的密度——这仅为典型金属颗粒或薄片密度(通常大于8g/cm3)的约四分之一——使用该CSF-CNT材料有助于减小航空紧固件涂层的重量和飞机的总重量。而且,相比于常规的金属基导电涂层中的金属浓度,使用该CSF-CNT材料的实施方案作为航空紧固件的涂层能在低浓度CNT下显著提高物理性能,包括导电性和导热性、缩减质量、韧性和耐久性。
在一些实施方案中,该CSF-CNT材料被施用于套筒的外表面,该套筒暴露于容纳紧固件的槽的壁。在一些实施方案中,该CSF-CNT材料被同时施用于套筒的内表面和外表面。在一些实施方案中,该CSF-CNT材料被同时施用于销钉的表面和套筒的内表面。在一些实施方案中,该CSF-CNT材料被施用于销钉的表面。在一些实施方案中,该CSF-CNT材料被施用于套筒和销钉的所有表面。将该CSF-CNT材料施用于套筒的内壁或者销钉的外表面,或者同时施用于这些表面,这降低了销钉引入套筒期间销钉所经受的阻力。在一些实施方案中,在销钉的表面和套筒的内表面之间具有该CSF-CNT涂层能提供对雷击的至少部分防护。
在一些实施方案中,当CSF-CNT层的厚度在约3微米(μm)到25微米(μm)之间时,获得了具有CSF-CNT材料层所提供的益处。在一些实施方案中,当CSF-CNT层的厚度在约5微米(μm)到20微米(μm)之间时,获得了具有CSF-CNT材料层所提供的益处。在一些实施方案中,当CSF-CNT层的厚度在约3微米(μm)到15微米(μm)之间时,获得了具有CSF-CNT材料层所提供的益处。在一些实施方案中,当CSF-CNT层的厚度在约10微米(μm)到25微米(μm)之间时,获得了具有CSF-CNT材料层所提供的益处。在一些实施方案中,当CSF-CNT层的厚度在约10微米(μm)到20微米(μm)之间时,获得了具有CSF-CNT材料层所提供的益处。在一些实施方案中,当CSF-CNT层的厚度在约3微米(μm)到10微米(μm)之间时,获得了具有CSF-CNT材料层所提供的益处。
图21是不含CSF-CNT涂层的常规紧固件套筒在雷击测试后的宏观水平照片,显示了套筒的被严重破坏的表面。
图22是显示常规紧固件的套筒与容纳该紧固件的槽的壁之间的间隙内的孔洞的宏观水平照片。在实施方案中,CSF-CNT涂层可基本上填充该孔洞,阻止或者降低闪电致电火花发生的几率。
图23是显示在CSF-CNT的一些实施方案中增加CNT的浓度(总重量的百分比)是如何影响这些实施方案作为涂层的表面电阻率的坐标图。涂层被施用在玻璃纤维基底上。
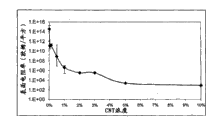
图24是显示在CSF-CNT材料的实施方案中增加CNT浓度(总重量的百分比)是如何影响该实施方案的体积电阻率的坐标图。该坐标图显示,对于该特定的实施方案而言,增加0.050%的CNT引起体积电阻率的期望下降。涂层被施用在金属基底上。
图25是显示在CSF-CNT材料的实施方案(样品1)中增加CNT浓度是如何影响该实施方案的摩擦系数的坐标图。该坐标图显示,增加这个特定CSF-CNT涂层中的CNT浓度导致摩擦系数缓慢且逐步地增加。使用Falex测试机以200磅的载荷进行摩擦系数的测量。
图26是显示在CSF-CNT材料的另一个实施方案中CNT的高浓度(总重量的百分比)是如何影响该实施方案的摩擦系数的坐标图。该坐标图显示在这个特定的CSF-CNT涂层中增加CNT的浓度导致摩擦系数一致增长。使用Falex测试机以500磅的载荷进行摩擦系数的测量。
图27A至27D是具有不同浓度(总重量的百分比)CNT的CSF-CNT涂层的实施方案的物理一致性的宏观水平照片。图27A示出了不含CNT的CSF涂层的物理一致性。图27B示出了其中含有0.05%CNT的CSF-CNT涂层的物理一致性。图27C示出了其中含有0.5%CNT的CSF-CNT涂层的物理一致性。图27D示出了其中含有1%CNT的CSF-CNT涂层的物理一致性。
图28A至28C是具有不同浓度(总重量的百分比)CNT的CSF-CNT涂层的实施方案的物理一致性的宏观水平照片。图28A(在较低的放大倍率下拍摄)显示出其中含有10%CNT的CSF-CNT涂层的物理一致性。图28B(以较高的分辨率拍摄)显示出其中含有10%CNT的CSF-CNT涂层的物理一致性。图28C显示了其中含有5%CNT的CSF-CNT涂层的物理一致性。
图29是显示含有不同浓度(总重量的百分比)CNT的CSF-CNT材料的实施方案中对表面导电性(顶到底,粉色线)和摩擦系数(底到顶,蓝色线)的影响的坐标图。在一些实施方案中,在约0.05%到约3.0%之间的CNT浓度提供了表面导电性的期望增加且不会引起该实施方案摩擦系数的显著增加。
Claims (13)
1.一种适于安装在复合构件的孔中的套筒过盈紧固件,其特征在于,该套筒过盈紧固件包括:
a.)适配套筒,其具有在一端处的头部以及管状部分,其中该管状部分具有内径和外径,其中该管状部分的外径小于复合构件的孔的内径,且其中适配套筒由具有硬度X的第一材料组成;
b.)销钉零件,其中该销钉零件至少具有在一端处的销钉头、在销钉头的相对端处的锁紧部分、以及两者之间的杆部分,其中位于销钉头下方的杆部分具有的直径大于适配套筒管状部分的内径,且其中销钉零件由具有硬度Y的第二材料组成;
c.)其中X充分小于Y,使得在安装位置,适配套筒的第一材料的至少一部分贴合于孔的内表面的轮廓从而在构件的孔的内表面和该适配套筒之间的界面处产生连续电接触;和
d.)其中,在受到来自销钉零件的杆部分的压力时,该适配套筒适于在孔的内表面上径向膨胀从而在套筒的外径和复合构件的孔之间形成过盈配合从而提供安装位置。
2.如权利要求1中所述的套筒过盈紧固件,其中X以洛氏硬度B标度计小于100HRB。
3.如权利要求1中所述的套筒过盈紧固件,其中当紧固件处于安装位置时孔的内表面具有密封剂。
4.如权利要求1中所述的套筒过盈紧固件,其中为了便于销钉零件移动穿过适配套筒,该紧固件还含有润滑剂。
5.如权利要求4中所述的套筒过盈紧固件,其中该润滑剂为导电固体膜材料。
6.一种适于安装在复合构件的孔中的套筒过盈紧固件,其特征在于,该套筒过盈紧固件包括:
a.)适配套筒,其具有在一端处的头部以及管状部分,其中该管状部分包含内基层和外涂层,其中该管状部分具有内径和外径,其中该管状部分的外径小于复合构件的孔的内径,其中该内基层由具有硬度X的第一材料组成;且其中该外涂层由具有硬度Y的第二材料组成;
b.)销钉零件,其中该销钉零件至少具有在一端处的销钉头、在销钉头的相对端处的锁紧部分、以及两者之间的杆部分,其中位于销钉头下方的杆部分具有的直径大于适配套筒管状部分的内径,且其中销钉零件由具有硬度Z的第三材料组成;
c.)其中X充分小于Y且其中Z等于或高于X,使得在安装位置,该管状部分的外涂层的至少一部分贴合于孔的内表面的轮廓从而在复合构件的孔的内表面和适配套筒之间的界面处产生连续电接触;和
d.)其中,在受到来自销钉零件的杆部分的压力时,该适配套筒适于在孔的内表面上径向膨胀从而在套筒的外径和复合构件的孔之间形成过盈配合从而提供安装位置。
7.如权利要求6中所述的套筒过盈紧固件,其中所述外层是固定的固体涂层。
8.如权利要求7中所述的套筒过盈紧固件,其中该固定的固体涂层由金属材料构成。
9.如权利要求8中所述的套筒过盈紧固件,其中该金属材料为银、铝、金或镍。
10.如权利要求6中所述的套筒过盈紧固件,其中X以洛氏硬度B标度计小于100HRB。
11.如权利要求6中所述的套筒过盈紧固件,其中当紧固件处于安装位 置时孔的内表面具有密封剂。
12.如权利要求6中所述的套筒过盈紧固件,其中为了便于销钉零件移动穿过适配套筒,该紧固件还含有润滑剂。
13.如权利要求12中所述的套筒过盈紧固件,其中该润滑剂为导电固体膜材料。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16661809P | 2009-04-03 | 2009-04-03 | |
| US16666409P | 2009-04-03 | 2009-04-03 | |
| US61/166,618 | 2009-04-03 | ||
| US61/166,664 | 2009-04-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201963668U true CN201963668U (zh) | 2011-09-07 |
Family
ID=42236804
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010202523523U Expired - Lifetime CN201963668U (zh) | 2009-04-03 | 2010-04-06 | 具有适配套筒的紧固件 |
| CN2010102252070A Active CN101865194B (zh) | 2009-04-03 | 2010-04-06 | 具有适配套筒的紧固件 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010102252070A Active CN101865194B (zh) | 2009-04-03 | 2010-04-06 | 具有适配套筒的紧固件 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8322958B2 (zh) |
| EP (1) | EP2414236B2 (zh) |
| JP (1) | JP5467145B2 (zh) |
| CN (2) | CN201963668U (zh) |
| ES (1) | ES2534585T5 (zh) |
| WO (1) | WO2010115084A1 (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107178548A (zh) * | 2016-03-10 | 2017-09-19 | 波音公司 | 单边紧固件组件及其安装方法和系统 |
| CN108698211A (zh) * | 2015-12-18 | 2018-10-23 | 艾沛克斯品牌公司 | 电隔离紧固件驱动装置 |
| CN110637165A (zh) * | 2017-05-04 | 2019-12-31 | 非尔柴尔德紧固件欧洲有限公司 | 用于将具有穿过其中的对准孔的工件附接在一起的紧固件 |
| US11027400B2 (en) | 2017-05-02 | 2021-06-08 | Apex Brands, Inc. | Electrically isolated coupling |
| US11351664B2 (en) | 2019-04-04 | 2022-06-07 | Apex Brands, Inc. | Electrically isolated tool with non-conductive torque transfer component |
| US11565383B2 (en) | 2018-06-26 | 2023-01-31 | Apex Brands, Inc. | Electrically isolated adapter |
| US11772241B2 (en) | 2019-04-03 | 2023-10-03 | Apex Brands, Inc. | Electrically isolated tool with failsafe coating |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7695226B2 (en) * | 2006-09-21 | 2010-04-13 | Alcoa Global Fasteners, Inc. | High performance sleeved interference fasteners for composite applications |
| US9562556B2 (en) | 2009-04-03 | 2017-02-07 | Arconic Inc. | Fasteners with conforming sleeves |
| JP5467145B2 (ja) * | 2009-04-03 | 2014-04-09 | アルコア インコーポレイテッド | 適合性スリーブを具えた締結具 |
| DE202010017260U1 (de) * | 2009-10-22 | 2011-08-26 | Alcoa Inc. | Hülsenbefestigungselement mit verbesserter Leitfähigkeit |
| JP5473892B2 (ja) | 2010-12-28 | 2014-04-16 | 三菱航空機株式会社 | 耐雷ファスナ、航空機 |
| US9802715B2 (en) | 2012-03-29 | 2017-10-31 | The Boeing Company | Fastener systems that provide EME protection |
| US9611052B2 (en) | 2012-03-29 | 2017-04-04 | The Boeing Company | Fastener systems that provide EME protection |
| FR2992697B1 (fr) * | 2012-06-28 | 2015-01-02 | Saint Gobain Placo | Cheville a expansion |
| FR2995372A1 (fr) * | 2012-09-13 | 2014-03-14 | Lisi Aerospace | Dispositif de fixation |
| US9293233B2 (en) | 2013-02-11 | 2016-03-22 | Tyco Electronics Corporation | Composite cable |
| US9169862B2 (en) | 2013-02-19 | 2015-10-27 | The Boeing Company | Self-aligning sleeved protruding head fasteners with electromagnetic effect protection features |
| US9291187B2 (en) | 2013-05-20 | 2016-03-22 | The Boeing Company | Nut, washer and fastener head for electromagnetic effect protection |
| FR3008754B1 (fr) * | 2013-07-19 | 2015-09-04 | Lisi Aerospace | Fixation metallique |
| US9498855B2 (en) * | 2014-04-02 | 2016-11-22 | The Boeing Company | Rework system for composite structures |
| US9908637B2 (en) * | 2014-05-23 | 2018-03-06 | The Boeing Company | Modified shank fasteners for electromagnetic effect (EME) technology |
| US9759246B2 (en) * | 2014-08-25 | 2017-09-12 | Arconic Inc. | Textured sleeves for fasteners |
| US9939004B2 (en) * | 2014-09-17 | 2018-04-10 | Arconic Inc | Coated fasteners with conforming seals |
| BR112017005054A2 (pt) | 2014-09-17 | 2017-12-05 | Arconic Inc | fixadores com arruelas de profundidade de camada externa dupla |
| WO2016044210A1 (en) | 2014-09-17 | 2016-03-24 | Alcoa Inc. | Fasteners with coated and textured pin members |
| US10247218B2 (en) * | 2015-03-10 | 2019-04-02 | Sikorsky Aircraft Corporation | Brushing retention of threaded fastener |
| US9839955B2 (en) | 2015-05-15 | 2017-12-12 | Northrop Grumman Systems Corporation | Amorphous metal permanent fastener utilizing a thermoplastically swaged retainer |
| EP3104025A1 (de) * | 2015-06-11 | 2016-12-14 | HILTI Aktiengesellschaft | Spreizdübel mit doppelbeschichtung |
| WO2018111723A1 (en) * | 2016-12-13 | 2018-06-21 | Arconic Inc. | Reduced electromagnetic signature of conforming conical seal fastener systems |
| US10954991B2 (en) | 2018-03-30 | 2021-03-23 | The Boeing Company | Electromagnetic effect protective fastener with swageable termination body |
| US10626908B2 (en) | 2018-03-30 | 2020-04-21 | The Boeing Company | Electromagnetic effect protective fastener with frangible collar |
| US11137014B2 (en) | 2019-01-08 | 2021-10-05 | The Boeing Company | Conductive fastening system and method for improved EME performance |
| US11396900B2 (en) * | 2019-05-10 | 2022-07-26 | The Boeing Company | Fastener and methods of manufacturing and use |
| CN111495709A (zh) * | 2020-04-22 | 2020-08-07 | 张俊 | 一种可抗冲击扭力的连接套内壁涂层工艺及其连接套 |
| CN112378305B (zh) * | 2020-11-02 | 2022-05-24 | 杭州汽轮机股份有限公司 | 一种基于过盈量控制的圆柱销装配方法 |
Family Cites Families (80)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2396661A (en) | 1944-01-15 | 1946-03-19 | North American Aviation Inc | Securing device |
| US2501567A (en) * | 1944-05-19 | 1950-03-21 | Huck Mfg Co | Rivet |
| US3215024A (en) | 1957-07-11 | 1965-11-02 | Huck Mfg Co | Fastener |
| US3041912A (en) | 1958-11-25 | 1962-07-03 | Shur Lok Corp | Honeycomb spacer stud and interlocking grommet |
| US3271058A (en) | 1963-05-22 | 1966-09-06 | Anderson Greenwood & Co | Tapered fastener |
| US3304109A (en) | 1965-04-21 | 1967-02-14 | Hi Shear Corp | Joint including tapered fastener |
| US3461771A (en) † | 1967-08-07 | 1969-08-19 | Franklin S Briles | Blind fastener |
| US3953906A (en) * | 1968-10-03 | 1976-05-04 | Brown Clarence K | Fastener assembly |
| US3535911A (en) | 1968-12-20 | 1970-10-27 | Boeing Co | Friction test method and apparatus |
| US4102030A (en) | 1970-04-30 | 1978-07-25 | King John O Jun | Method of forming a sealing sleeve joint construction |
| US3835615A (en) | 1970-04-30 | 1974-09-17 | J King | Fastener joint construction |
| US3792933A (en) | 1971-12-20 | 1974-02-19 | Vsi Corp | High-strength fastening system |
| US3820297A (en) * | 1972-11-10 | 1974-06-28 | Huck Mfg Co | Interference fit blind fastener |
| US3949535A (en) | 1973-01-17 | 1976-04-13 | King John O Jun | Coldworked joint held by seamless tubular member |
| US4164807A (en) | 1974-03-19 | 1979-08-21 | King John O Jun | Method of forming a coldworked joint |
| US3983304A (en) † | 1973-09-19 | 1976-09-28 | Hi-Shear Corporation | Fastener with protective metal-organic base coating |
| US3915052A (en) | 1974-08-22 | 1975-10-28 | Huck Mfg Co | Self broaching fastener assembly and like self sizing fasteners |
| US4048898A (en) | 1974-10-17 | 1977-09-20 | Paul R. Briles | Fastener for multi metal stack-ups |
| US3965792A (en) | 1975-01-17 | 1976-06-29 | King John O Jun | Split pintail fastener assembly |
| US4244661A (en) | 1979-07-23 | 1981-01-13 | Mcdonnell Douglas Corporation | Fastener means and joint for laminates |
| US4472096A (en) | 1981-04-14 | 1984-09-18 | Huck Manufacturing Company | Optimized fastener construction system and method |
| US4405256A (en) | 1981-04-14 | 1983-09-20 | King John O Jun | Cushioned fastener joint |
| US4479163A (en) | 1982-09-30 | 1984-10-23 | The Boeing Company | Integral lightning protection system for composite aircraft skins |
| US4502092A (en) | 1982-09-30 | 1985-02-26 | The Boeing Company | Integral lightning protection system for composite aircraft skins |
| US4557033A (en) | 1983-07-11 | 1985-12-10 | Fatigue Technology, Inc. | Method of cold expanding and sizing fastener holes |
| JPS60250054A (ja) * | 1984-05-25 | 1985-12-10 | Youbea Le-Ron Kogyo Kk | 導電性摺動材組成物 |
| US4867625A (en) | 1985-04-29 | 1989-09-19 | Huck Manufacturing Company | Variable clamp fastener and method |
| US4789283A (en) * | 1985-07-02 | 1988-12-06 | Pavco Industries, Inc. | Fluid-tight blind rivet |
| US4813834A (en) | 1985-08-01 | 1989-03-21 | Huck Manufacturing Company | Fit-up fastener with flexible tab-like retaining structure and method of making same |
| US4702655A (en) † | 1985-08-27 | 1987-10-27 | Huck Manufacturing Company | Fastening system including an improved interference fit blind fastener and method of manufacture |
| US4628402A (en) | 1985-09-30 | 1986-12-09 | The Boeing Company | Lightning protection of fasteners in composite material |
| US4760493A (en) | 1985-09-30 | 1988-07-26 | The Boeing Company | Lightning protection system for composite material aircraft structures |
| US4850771A (en) | 1986-04-01 | 1989-07-25 | Hurd Ramon L | Installation system for securing workpieces of composite materials and the like and threaded fastener for such system |
| IL81917A (en) * | 1986-04-01 | 1992-01-15 | Huck Mfg Co | Threaded fastener for securing together workpieces of composite materials and the like |
| US4755904A (en) | 1986-06-06 | 1988-07-05 | The Boeing Company | Lightning protection system for conductive composite material structure |
| GB8628555D0 (en) | 1986-11-28 | 1987-01-07 | British Aerospace | Anti lightning strike fasteners |
| US4943196A (en) | 1987-08-20 | 1990-07-24 | Sps Technologies, Inc. | Swaged collar fastener |
| US4905931A (en) | 1988-02-18 | 1990-03-06 | The Boeing Company | Arc suppression around fasteners |
| US5025128A (en) * | 1988-12-02 | 1991-06-18 | Metcal, Inc. | Rivet with integral heater |
| US5018920A (en) | 1989-01-23 | 1991-05-28 | Mcdonnell Douglas Corporation | Interference fit bolt and sleeve |
| US5129253A (en) | 1990-01-26 | 1992-07-14 | Bell Helicopter Textron Inc. | Antifretting coating for a bushing in a coldworked joint |
| US5083363A (en) | 1990-07-25 | 1992-01-28 | Fatigue Technology, Inc. | Method of installing a grommet in a wall of composite material |
| DE4116149A1 (de) | 1991-05-17 | 1992-11-19 | Hilti Ag | Spreizduebel mit reibungsmindernder beschichtung |
| AU6335394A (en) | 1993-06-30 | 1995-01-12 | Huck International, Inc. | Fastener with structure for aligning openings in workpieces |
| USD372857S (en) | 1994-10-11 | 1996-08-20 | Huck International, Inc. | Bolt and nut assembly |
| US6149363A (en) | 1998-10-29 | 2000-11-21 | Huck International, Inc. | Lightweight threaded fastener and thread rolling die |
| US6589918B2 (en) * | 2000-06-22 | 2003-07-08 | Nsk Ltd. | Conductive grease and rolling apparatus packed with the same |
| DE10107952C1 (de) | 2001-02-20 | 2002-04-04 | Airbus Gmbh | Schliessringbolzen zur Herstellung einer mechanisch festen und mit einer Dichtmasse abgedichteten Verbindung von zwei oder mehreren Bauteilen |
| US6679667B2 (en) | 2001-02-28 | 2004-01-20 | Northrop Grumman Corporation | Hot melt fastener filler |
| US6499926B2 (en) † | 2001-05-18 | 2002-12-31 | The Boeing Company | Fastener apparatus and method of fastening non-metallic structures |
| US6665922B2 (en) | 2002-05-13 | 2003-12-23 | Hi-Shear Corporation | Pull stem hi-lite pin with pull groove for swaging collars |
| US7050286B2 (en) | 2003-05-30 | 2006-05-23 | Bae Systems Plc | Composite structure lighting protection |
| ES2264299B1 (es) | 2003-06-06 | 2007-11-16 | Airbus España S.L. | Sistema de proteccion contra rayos para depositos de combustible fabricados en materiales compuestos de pobre conductividad electrica. |
| GB0329891D0 (en) | 2003-12-23 | 2004-01-28 | Airbus Uk Ltd | A sealing material |
| US20050176592A1 (en) † | 2004-02-11 | 2005-08-11 | Tenaris Ag | Method of using intrinsically conductive polymers with inherent lubricating properties, and a composition having an intrinsically conductive polymer, for protecting metal surfaces from galling and corrosion |
| US7554785B2 (en) | 2004-03-23 | 2009-06-30 | The Boeing Company | Lightning damage protection for composite aircraft |
| US7236343B2 (en) | 2005-01-05 | 2007-06-26 | The Boeing Company | Method and system for lightning current conduction protection using foil bonded strips |
| US7755876B2 (en) | 2005-07-01 | 2010-07-13 | The Boeing Company | Fastening assembly including washer for sealing the assembly for lightning strike protection in composite structures |
| US7633283B2 (en) | 2005-07-01 | 2009-12-15 | The Boeing Company | Method for lightning strike protection and verification of magnetizable dielectric inserts |
| US7721990B2 (en) | 2005-07-29 | 2010-05-25 | Airbus Deutschland Gmbh | Passenger compartment |
| US7521402B2 (en) | 2005-08-22 | 2009-04-21 | Nd Industries, Inc. | Lubricant composition, fastener coated with same, and methods for making and using same |
| US7686905B2 (en) | 2005-09-06 | 2010-03-30 | The Boeing Company | Copper grid repair technique for lightning strike protection |
| US7277266B1 (en) | 2006-03-29 | 2007-10-02 | The Boeing Company | Lightning protection system for composite structure |
| US7869181B2 (en) | 2006-03-29 | 2011-01-11 | The Boeing Company | Flex circuit lightning protection applique system for skin fasteners in composite structures |
| US7695226B2 (en) * | 2006-09-21 | 2010-04-13 | Alcoa Global Fasteners, Inc. | High performance sleeved interference fasteners for composite applications |
| US7898785B2 (en) | 2006-12-07 | 2011-03-01 | The Boeing Company | Lightning protection system for an aircraft composite structure |
| US7599164B2 (en) | 2006-12-07 | 2009-10-06 | The Boeing Company | Lightning protection system for aircraft composite structure |
| US7525785B2 (en) | 2006-12-14 | 2009-04-28 | The Boeing Company | Lightning strike protection method and apparatus |
| US7738236B2 (en) | 2007-01-12 | 2010-06-15 | The Boeing Company | Light weight system for lightning protection of nonconductive aircraft panels |
| JP5242920B2 (ja) | 2007-01-23 | 2013-07-24 | 株式会社日立製作所 | 風車用分割翼 |
| US8047749B2 (en) | 2007-08-30 | 2011-11-01 | The Boeing Company | Rapid inspection of lightning strike protection systems prior to installing fastener |
| JP4719203B2 (ja) * | 2007-09-28 | 2011-07-06 | 三菱重工業株式会社 | 耐雷ファスナ |
| EP2210001B1 (en) | 2007-10-16 | 2017-08-02 | Fatigue Technology, Inc. | Expandable fastener assembly with deformed collar |
| FR2924687B1 (fr) | 2007-12-11 | 2010-05-07 | Airbus France | Systeme parafoudre et aeronef comportant un tel systeme |
| FR2924685B1 (fr) | 2007-12-11 | 2010-03-19 | Airbus France | Systeme parafoudre et aeronef comportant un tel systeme. |
| FR2924686B1 (fr) | 2007-12-11 | 2010-05-14 | Airbus France | Systeme parafoudre et aeronef comportant un tel systeme. |
| US8382413B2 (en) | 2008-11-17 | 2013-02-26 | The Boeing Company | Conductive sleeved fastener assembly |
| ES2376323B1 (es) | 2009-02-27 | 2013-01-24 | Airbus Operations, S.L. | Mejora de la protección contra impacto directo de rayos en zonas remachadas de paneles en cfrp. |
| JP5467145B2 (ja) * | 2009-04-03 | 2014-04-09 | アルコア インコーポレイテッド | 適合性スリーブを具えた締結具 |
| US8636455B2 (en) | 2009-04-10 | 2014-01-28 | Fatigue Technoloy, Inc. | Installable assembly having an expandable outer member and a fastener with a mandrel |
-
2010
- 2010-04-02 JP JP2012503737A patent/JP5467145B2/ja active Active
- 2010-04-02 ES ES10712858T patent/ES2534585T5/es active Active
- 2010-04-02 EP EP10712858.9A patent/EP2414236B2/en active Active
- 2010-04-02 WO PCT/US2010/029758 patent/WO2010115084A1/en active Application Filing
- 2010-04-02 US US12/753,336 patent/US8322958B2/en active Active
- 2010-04-06 CN CN2010202523523U patent/CN201963668U/zh not_active Expired - Lifetime
- 2010-04-06 CN CN2010102252070A patent/CN101865194B/zh active Active
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11389931B2 (en) | 2015-12-18 | 2022-07-19 | Apex Brands, Inc | Electrically isolated fastener driving device |
| US10675738B2 (en) | 2015-12-18 | 2020-06-09 | Apex Brands, Inc. | Electrically isolated fastener driving device |
| CN108698211B (zh) * | 2015-12-18 | 2020-06-26 | 艾沛克斯品牌公司 | 电隔离紧固件驱动装置 |
| CN108698211A (zh) * | 2015-12-18 | 2018-10-23 | 艾沛克斯品牌公司 | 电隔离紧固件驱动装置 |
| US11865675B2 (en) | 2015-12-18 | 2024-01-09 | Apex Brands, Inc. | Electrically isolated fastener driving device |
| CN107178548B (zh) * | 2016-03-10 | 2021-12-03 | 波音公司 | 单边紧固件组件及其安装方法和系统 |
| CN107178548A (zh) * | 2016-03-10 | 2017-09-19 | 波音公司 | 单边紧固件组件及其安装方法和系统 |
| US11679475B2 (en) | 2017-05-02 | 2023-06-20 | Apex Brands, Inc. | Electrically isolated coupling |
| US11027400B2 (en) | 2017-05-02 | 2021-06-08 | Apex Brands, Inc. | Electrically isolated coupling |
| CN110637165A (zh) * | 2017-05-04 | 2019-12-31 | 非尔柴尔德紧固件欧洲有限公司 | 用于将具有穿过其中的对准孔的工件附接在一起的紧固件 |
| CN110637165B (zh) * | 2017-05-04 | 2022-03-25 | 非尔柴尔德紧固件欧洲有限公司 | 用于将具有穿过其中的对准孔的工件附接在一起的紧固件 |
| US11565383B2 (en) | 2018-06-26 | 2023-01-31 | Apex Brands, Inc. | Electrically isolated adapter |
| US11772241B2 (en) | 2019-04-03 | 2023-10-03 | Apex Brands, Inc. | Electrically isolated tool with failsafe coating |
| US11772248B2 (en) | 2019-04-04 | 2023-10-03 | Apex Brands, Inc. | Electrically isolated tool with non-conductive torque transfer component |
| US11351664B2 (en) | 2019-04-04 | 2022-06-07 | Apex Brands, Inc. | Electrically isolated tool with non-conductive torque transfer component |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2010115084A1 (en) | 2010-10-07 |
| ES2534585T5 (es) | 2021-02-12 |
| ES2534585T3 (es) | 2015-04-24 |
| US8322958B2 (en) | 2012-12-04 |
| CN101865194A (zh) | 2010-10-20 |
| EP2414236B2 (en) | 2020-05-27 |
| US20100272537A1 (en) | 2010-10-28 |
| EP2414236B1 (en) | 2015-01-14 |
| JP2012522683A (ja) | 2012-09-27 |
| CN101865194B (zh) | 2012-05-30 |
| EP2414236A1 (en) | 2012-02-08 |
| JP5467145B2 (ja) | 2014-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201963668U (zh) | 具有适配套筒的紧固件 | |
| US10451099B2 (en) | Fasteners with conforming sleeves | |
| US20100270513A1 (en) | Conductive solid film material | |
| CN105102319B (zh) | 燃油箱、主翼、航空机机身、航空机以及移动体 | |
| EP3339186B1 (en) | Conductive fastening system for composite structures | |
| CN102952439B (zh) | 一种复合炭导电涂料及其制备方法 | |
| CN116331503A (zh) | 金属间以及复合金属间隙填充物 | |
| JP2015224789A (ja) | 電磁影響(eme)対応用に改変されたシャンク留め具技術 | |
| EP2310270A1 (en) | Dielectric isolators | |
| CN103740252A (zh) | 一种抗静电聚氨酯水性涂料及其制备方法 | |
| WO2014057960A1 (ja) | 構造体用構造材、燃料タンク、主翼及び航空機 | |
| Sun et al. | Dynamic characteristics of carbon fiber reinforced polymer under nondestructive lightning current | |
| CN109207019A (zh) | 一种导电防腐涂料及其制备方法 | |
| Chang et al. | Electromagnetic shielding effectiveness of thin film with composite carbon nanotubes and stainless steel fibers | |
| US6572790B2 (en) | Cathode coating dispersion | |
| CN112778707A (zh) | 一种以热固性树脂为基体的介电隔离材料及其制备方法 | |
| CN101225247B (zh) | 纳米材料添加剂 | |
| CN207015595U (zh) | 一种静电放电刷 | |
| Christensen et al. | Conductive coatings eliminate static discharge risk on aircraft | |
| CN108530999A (zh) | 由有机银作为光固化促进剂的导电防腐涂料 | |
| CN116075643A (zh) | 涂覆方法以及具有导电涂层的部件 | |
| CN112680013A (zh) | 一种低电位导电涂料及其制备方法 | |
| Zuraimi Ramle et al. | The effect of GNP filler size on the adhesion strength of stretchable conductive ink | |
| Zhang et al. | Enhancing Conductivity and Corrosion Resistance by Organic Coatings on AZ31 Magnesium Alloy Treated by Micro-Arc Oxidation | |
| CN110379573A (zh) | 一种陶瓷绝缘子 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CP01 | Change in the name or title of a patent holder | ||
| CP01 | Change in the name or title of a patent holder |
Address after: American Pennsylvania Patentee after: Okkonen g Co. Ltd. Address before: American Pennsylvania Patentee before: Alcoa Inc. |
|
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20110907 |