CN201648459U - Hole type die quenching non-uniform cooling device - Google Patents
Hole type die quenching non-uniform cooling device Download PDFInfo
- Publication number
- CN201648459U CN201648459U CN2010201185619U CN201020118561U CN201648459U CN 201648459 U CN201648459 U CN 201648459U CN 2010201185619 U CN2010201185619 U CN 2010201185619U CN 201020118561 U CN201020118561 U CN 201020118561U CN 201648459 U CN201648459 U CN 201648459U
- Authority
- CN
- China
- Prior art keywords
- semicircular arc
- pass
- hole type
- refrigerating unit
- tubing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Abstract
The utility model provides a hole type die quenching non-uniform cooling device, which is composed of a key groove local precooling apparatus and a hole type slot cooling device; the utility model can avoid the cracking danger generated by the stress concentration resulted by the key groove shape mutation when quenching to cool firstly by precooling the key groove, and also can enable the cooling velocity of the hole type slot obviously to be higher that that of the other part by uniformly injecting the high pressure cooling liquid onto the hole type slot surface. so that the hole type slot can obtain the high superficial hardness and abrasion-proof performance, and the other surfaces have low hardness and good toughness. The utility model has advantages of novel design, simple structure, easy operation and high practical value.
Description
Technical field
The utility model relates to the non-homogeneous refrigerating unit of a kind of pass die quenching.
Background technology
The crucial die hole pattern tool material of titanium pipe duo mill tube rolling is GCr15, semicircular structure, the ascending pass groove of diameter is arranged on the circular arc, both ends of the surface have keyway, lifting and positioning screw hole are arranged on the A of plane, and the heat treatment hardness of pass groove requires HRc=55~62, rest part HRc=52~69, screw does not harden, and two form a complete pass mould.The pass mould will have enough hardness and good toughness, must metal generation structural transformation obtain M after rational heat treatment
Return+ Fe3C
II+ Ar (on a small quantity) tissue.The hardness and the rest part hardness that guarantee the pass groove are inconsistent, then require speed of cooling suffered when thermal treatment is cooled off not wait.Each sectional area of pass mould does not wait, has many places corner angle, type groove, and particularly the both ends of the surface keyway has the right angle, many places, the tearing tendency that has stress concentration to bring when thermal treatment is cooled off.
The utility model content
The technical problem that the utility model solves: design the non-homogeneous refrigerating unit of a kind of pass die quenching, the one, by first precooling keyway, the stress concentration that the keyway shape sudden change produces when avoiding quench cooled and produce rimose danger; The 2nd, evenly be injected into the pass rooved face by high-pressure coolant, the speed of cooling that makes the pass groove is apparently higher than other parts, and it is high and wear-resisting to reach pass rooved face hardness, and other surface hardness are lower, better flexible requirement is arranged.
The technical solution adopted in the utility model: the non-homogeneous refrigerating unit of a kind of pass die quenching, form by local pre-cooled device of keyway and pass groove refrigerating unit; The local pre-cooled device of keyway is made of two " U " type water jet standpipes, base and water inlet pipe, two " U " type water jet standpipe symmetries are fixed on the two ends of base, and the inboard of two " U " type water jet standpipes is shaped on spout hole, and water inlet pipe is connected with the water-in of two " U " type water jet standpipe bottoms; Pass groove refrigerating unit is made of semicircular arc housing, semicircular arc cooling fluid spray tube, infusion pump and tubing, semicircular arc cooling fluid spray tube is arranged in the semicircular arc housing, and its inboard is shaped on spray hole, the fluid inlet of semicircular arc cooling fluid spray tube is connected with an end of tubing, the other end of tubing is connected with the liquid outlet of infusion pump, the fluid inlet of infusion pump is connected with the cooling liquid bath by tubing, and the semicircular arc housing is arranged in the cooling liquid bath.
The fluid inlet end of described semicircular arc cooling fluid spray tube is equipped with tensimeter and valve.
Described cooling liquid bath is made of inside groove B, water jacket C and tank D, and the semicircular arc housing is arranged in inside groove B, and inside groove B is arranged in water jacket C, and water jacket C is arranged in tank D, and the fluid inlet of infusion pump is connected with water jacket C by tubing,
Described inside groove B top be shaped on overfolw hole, and be added with cooling fluid among inside groove B, the water jacket C, be added with water coolant among the tank D
Advantage that the utility model compared with prior art has and effect:
1, the utility model modern design, simple in structure, easy to use is separated keyway precooling and integral quenching and is carried out, the stress concentration that the sudden change of keyway 2 shapes produces when avoiding quench cooled and produce rimose danger.
2, the utility model evenly is injected into the pass rooved face by high-pressure coolant, and the speed of cooling that makes the pass rooved face is apparently higher than other parts, and it is high and wear-resisting to reach pass rooved face hardness, and other surface hardness are lower, better flexible requirement is arranged.
Description of drawings
Fig. 1 is the structural front view of pass mould, and Fig. 2 is the left view of Fig. 1;
Fig. 3 is the structural front view of the local pre-cooled device of the utility model keyway; Fig. 4 is the left view of Fig. 3;
Fig. 5 and Fig. 6 are the local pre-cooled view of pass mould keyway;
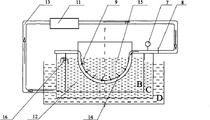
Fig. 7 is a pass mould pass groove refrigerating unit structural representation;
Fig. 8 is a pass mould pass groove state of cooling synoptic diagram.
Embodiment
Below in conjunction with accompanying drawing 1,2,3,4,5,6,7,8 a kind of embodiment of the present utility model is described.
The non-homogeneous refrigerating unit of a kind of pass die quenching is made up of local pre-cooled device of keyway and pass groove refrigerating unit; The local pre-cooled device of keyway is made of two " U " type water jet standpipes 4, base 5 and water inlet pipe 6, two " U " type water jet standpipe 4 symmetries are fixed on the two ends of base 5, and the inboard of two " U " type water jet standpipes 4 is shaped on spout hole 10, and water inlet pipe 6 is connected with the water-in of two " U " type water jet standpipe 4 bottoms; Pass groove refrigerating unit is made of semicircular arc housing 15, semicircular arc cooling fluid spray tube 9, infusion pump 11 and tubing 13, semicircular arc cooling fluid spray tube 9 is arranged in the semicircular arc housing 15, and its inboard is shaped on spray hole 9, the fluid inlet of semicircular arc cooling fluid spray tube 14 is connected with an end of tubing 13, the other end of tubing 13 is connected with the liquid outlet of infusion pump 11, the fluid inlet of infusion pump 11 is connected with cooling liquid bath 12 by tubing 13, and semicircular arc housing 15 is arranged in cooling liquid bath 12.
The fluid inlet end of described semicircular arc cooling fluid spray tube 9 is equipped with tensimeter 7 and valve 8.Described cooling liquid bath 12 is made of inside groove B, water jacket C and tank D, semicircular arc housing 15 is arranged in inside groove B, inside groove B is arranged in water jacket C, water jacket C is arranged in tank D, the fluid inlet of infusion pump 11 is connected with water jacket C by tubing 13, described inside groove B top be shaped on overfolw hole 16, and be added with cooling fluid among inside groove B, the water jacket C, be added with water coolant among the tank D.
Method of cooling: earlier the pass mold integral is heated to AShi body temperature and is incubated appropriate time, make AShi body homogenizing, come out of the stove to be placed in the local pre-cooled device of keyway keyway is carried out local precooling, make the two sides and the edges and corners of keyway 2 that the M transformation take place earlier, and all the other each ones still are in the condition of high temperature, there is enough plasticity can offset the structural stress that its structural transformation produces, there is a large amount of heats to pass to keyway 2 simultaneously and makes it to take place again the transformation of AShi body from rest part, but the structural stress and the thermal stresses that produce in the less violent cooling that can reduce subsequently of the carbon that dissolves in the AShi body.Treat that keyway 2 precoolings return heat to pass rest part temperature when roughly the same, be placed on the pass mould on the pass groove refrigerating unit and quench into heat-eliminating medium until all submerging, adjust the pressure of liquid-inlet pipe this moment, make the size of semicircular arc cooling fluid spray tube 9 jet velocities can guarantee that the pass rooved face obtains evenly reasonably quenching hardness, because the velocity of flow of pass groove 1 surface cool liquid is obviously greater than the speed of cooling of other faces, so can obtain different hardness values.Whole vat internal cooling medium guarantees that quenching process carries out continuously because constantly quenching into temperature is constantly raise of part cooled off the temperature that reduces whole vat internal cooling medium by the circulation of water coolant among the tank D.
Claims (4)
1. non-homogeneous refrigerating unit of pass die quenching is characterized in that: described device is made up of local pre-cooled device of keyway and pass groove refrigerating unit; The local pre-cooled device of keyway is made of two " U " type water jet standpipes (4), base (5) and water inlet pipe (6), two " U " type water jet standpipes (4) symmetry is fixed on the two ends of base (5), and the inboard of two " U " type water jet standpipes (4) is shaped on spout hole (10), and water inlet pipe (6) is connected with the water-in of two " U " type water jet standpipes (4) bottom; Pass groove refrigerating unit is by semicircular arc housing (15), semicircular arc cooling fluid spray tube (9), infusion pump (11) and tubing (13) constitute, semicircular arc cooling fluid spray tube (9) is arranged in the semicircular arc housing (15), and its inboard is shaped on spray hole (14), the fluid inlet of semicircular arc cooling fluid spray tube (9) is connected with an end of tubing (13), the other end of tubing (13) is connected with the liquid outlet of infusion pump (11), the fluid inlet of infusion pump (11) is connected with cooling liquid bath (12) by tubing (13), and semicircular arc housing (15) is arranged in cooling liquid bath (12).
2. the non-homogeneous refrigerating unit of pass die quenching according to claim 1 is characterized in that: the fluid inlet end of described semicircular arc cooling fluid spray tube (9) is equipped with tensimeter (7) and valve (8).
3. the non-homogeneous refrigerating unit of pass die quenching according to claim 1 and 2, it is characterized in that: described cooling liquid bath (12) is made of inside groove B, water jacket C and tank D, semicircular arc housing (15) is arranged in inside groove B, inside groove B is arranged in water jacket C, water jacket C is arranged in tank D, and the fluid inlet of infusion pump (11) is connected with water jacket C by tubing (13).
4. the non-homogeneous refrigerating unit of pass die quenching according to claim 3 is characterized in that: the top of described inside groove B is shaped on overfolw hole (16), and is added with cooling fluid among inside groove B, the water jacket C, is added with water coolant among the tank D.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010201185619U CN201648459U (en) | 2010-02-11 | 2010-02-11 | Hole type die quenching non-uniform cooling device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010201185619U CN201648459U (en) | 2010-02-11 | 2010-02-11 | Hole type die quenching non-uniform cooling device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201648459U true CN201648459U (en) | 2010-11-24 |
Family
ID=43113688
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010201185619U Expired - Fee Related CN201648459U (en) | 2010-02-11 | 2010-02-11 | Hole type die quenching non-uniform cooling device |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201648459U (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103612161A (en) * | 2013-12-03 | 2014-03-05 | 安徽新源石油化工技术开发有限公司 | Clamp for pipe fitting bevelling machine |
| CN104928443A (en) * | 2014-03-18 | 2015-09-23 | 日立金属株式会社 | Quenching method of die and manufacture method of die |
| CN107354277A (en) * | 2017-08-21 | 2017-11-17 | 宜兴市永昌轧辊有限公司 | A kind of quenched quenching tank with circulating cooling function |
-
2010
- 2010-02-11 CN CN2010201185619U patent/CN201648459U/en not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103612161A (en) * | 2013-12-03 | 2014-03-05 | 安徽新源石油化工技术开发有限公司 | Clamp for pipe fitting bevelling machine |
| CN104928443A (en) * | 2014-03-18 | 2015-09-23 | 日立金属株式会社 | Quenching method of die and manufacture method of die |
| CN104928443B (en) * | 2014-03-18 | 2017-05-10 | 日立金属株式会社 | Quenching method of die and manufacture method of die |
| CN107354277A (en) * | 2017-08-21 | 2017-11-17 | 宜兴市永昌轧辊有限公司 | A kind of quenched quenching tank with circulating cooling function |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201648459U (en) | Hole type die quenching non-uniform cooling device | |
| CN104195301A (en) | Heat treatment quenching device and application thereof | |
| CN101100106A (en) | Plastic mould rapid heating and cooling temperature controlling device | |
| CN208593057U (en) | A kind of plastic processing cooler | |
| CN204217850U (en) | One is used for pickling temperature controlled current temperature regulating device | |
| CN201618743U (en) | Water circulating system of a copper tube drawing device | |
| CN204625712U (en) | The gear ring quench cooled water tank of discharge controllable | |
| CN206405411U (en) | A kind of aluminum alloy door die casting equipment | |
| CN209334312U (en) | A kind of multifunctional cooling machine | |
| CN206169227U (en) | Centrifuge cooling device | |
| CN203820848U (en) | Counter-flow quenching system of slender work-pieces | |
| CN103882199B (en) | The method and system of speciality Quenching apparatus of rod parts cooling | |
| CN204262302U (en) | A kind of aluminium ingot casting die structure | |
| CN202963397U (en) | Indirect water cooling device of casting mould for aluminum pig casting machine | |
| CN207047283U (en) | Cooling water circulation system is used in mechanical workpieces quenching | |
| CN208408426U (en) | A kind of flange forge piece mold resistant to high temperature | |
| CN203187736U (en) | Energy-saving nitriding furnace | |
| CN202705411U (en) | Quenching device capable of isolating exhaust gas | |
| CN202808888U (en) | Constant temperature quenching device | |
| CN206359582U (en) | A kind of new quenching apparatus | |
| CN201581111U (en) | Whole bar quenching and cooling device | |
| CN204767559U (en) | Energy -conserving cooling crystallizer | |
| CN203869403U (en) | Deep cryogenic treatment case achieving uniform distribution of refrigerant medium | |
| CN204451017U (en) | A kind of nozzle arrangements of rubber injection moulding machine | |
| CN212174990U (en) | Thin shell quenching device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20101124 Termination date: 20180211 |