CN1662359A - 带推压式封盖的瓶的制造 - Google Patents
带推压式封盖的瓶的制造 Download PDFInfo
- Publication number
- CN1662359A CN1662359A CN03814474.3A CN03814474A CN1662359A CN 1662359 A CN1662359 A CN 1662359A CN 03814474 A CN03814474 A CN 03814474A CN 1662359 A CN1662359 A CN 1662359A
- Authority
- CN
- China
- Prior art keywords
- bottle
- projection
- flange
- preformed member
- edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
- B65D1/0223—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by shape
- B65D1/023—Neck construction
- B65D1/0246—Closure retaining means, e.g. beads, screw-threads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4242—Means for deforming the parison prior to the blowing operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D41/00—Caps, e.g. crown caps or crown seals, i.e. members having parts arranged for engagement with the external periphery of a neck or wall defining a pouring opening or discharge aperture; Protective cap-like covers for closure members, e.g. decorative covers of metal foil or paper
- B65D41/02—Caps or cap-like covers without lines of weakness, tearing strips, tags, or like opening or removal devices
- B65D41/16—Snap-on caps or cap-like covers
- B65D41/18—Snap-on caps or cap-like covers non-metallic, e.g. made of paper or plastics
- B65D41/185—Snap-on caps or cap-like covers non-metallic, e.g. made of paper or plastics with integral internal sealing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/0715—Preforms or parisons characterised by their configuration the preform having one end closed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/076—Preforms or parisons characterised by their configuration characterised by the shape
- B29C2949/0768—Preforms or parisons characterised by their configuration characterised by the shape characterised by the shape of specific parts of preform
- B29C2949/077—Preforms or parisons characterised by their configuration characterised by the shape characterised by the shape of specific parts of preform characterised by the neck
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
- B29C49/4802—Moulds with means for locally compressing part(s) of the parison in the main blowing cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/58—Blowing means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Ceramic Engineering (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Closures For Containers (AREA)
- Closing Of Containers (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Making Paper Articles (AREA)
Abstract
一种可以被推压式封盖封闭的瓶子的制造方法、装置以及瓶子和瓶子的封盖。瓶子(72)被制造成多部件组件。通过注塑成型工艺形成的瓶子的预成型件(未示出)在其向上和向外表面具有突起,然后,被输送到吹塑成型机,在该处其首先被加热,然后通过插入吹杆(62)穿过预成型件的颈部沿纵向轴线拉伸成型。在该操作中,预成型件的顶面向下弯曲,使得形成在其向上表面上的突起此时横向延伸入预成型件的内部。被拉伸的预成型件被吹塑成吹塑模的形状,形成瓶子(72)。通过注塑成型形成封盖,封盖通过横向延伸的突起保持在瓶子上。
Description
技术领域
本发明涉及一种制造能够通过推压封盖来封闭的瓶子的方法和装置,并涉及瓶子和瓶子的封盖。本发明尤其但不专门涉及由热塑性材料—聚对苯二甲酸乙二醇酯(PET)或聚萘二甲酸乙二醇酯(PEN)制成的瓶子。
背景技术
全世界的啤酒饮用者都熟悉王冠盖,也就是一种用于为玻璃啤酒瓶提供有效密封的金属盖,其通过卷边施加在啤酒瓶上,并且通过一个配合在盖边缘下向上弯曲所述盖从而使所述盖与啤酒瓶分开的简单工具被除去。金属王冠盖非常有效,但需要是玻璃瓶,其不能在塑料瓶上使用,尤其是由PET或PEN制造的瓶子。因此,需要一种简单的推压安装的封盖结构以替换王冠盖。
已知带螺纹顶盖的PET瓶,但其与王冠盖一样,不具有适于发酵或充有碳酸气的饮料的所希望的特性。国际专利申请WO97/19806描述了一种制造带螺纹顶盖的PET瓶的示例。该制造方法通过注塑成型形成了胚胎容器。该胚胎容器包括形成瓶体的闭口管,在它的开口处具有径向向外的凸缘。凸缘上表面的一部分为形成螺纹的螺旋形。胚胎容器被输送到拉伸/吹塑成型机,在该处,胚胎容器的内部被施加压力使径向凸缘向下和向外,从而使凸缘的上表面成为带螺纹的瓶口内圆柱表面。
美国专利5,126,177(Stenger)和5,501,590(Orimoto等人)描述了其它形成PET瓶的方法的示例。
但是,没有现有技术提供制造带有能用于塑料瓶的推压封盖的瓶子和/或封盖的装置,其中,不需要使用卷边金属王冠盖,但又可以保持王冠盖的优点。
发明内容
本发明由独立权利要求限定,在此处引用该权利要求作为参考。从属权利要求阐明了有利的特征。
下面结合附图详细描述本发明的优选实施例。
附图说明
下面结合附图详细描述本发明,其中
图1是本发明的一个实施例的用于制造塑料瓶的预成型件的注塑成型的剖视图。
图2是由注塑成型操作得到的预成型件的剖视图。
图3是更详细示出预成型件的边缘形状的剖视图。
图4是输送到压力或吹塑成型机时的预成型件。
图5示出吹芯放置在合适位置上的图4的预成型件。
图6示出拉伸杆部分下降以及吹芯抵靠在预成型件边缘内侧的预成型件。
图7是瓶子边缘以及在压力施加给边缘之前抵靠边缘的部分吹芯的详细剖视图。
图8是类似图7的视图,示出了由吹芯部分变形的边缘。
图9是类似图7的视图,示出了吹芯完全下降的最后状态的边缘。
图10示出拉伸杆完全下降。
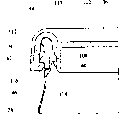
图11示出当瓶子已在压力下被吹塑时吹塑成型装置中的瓶子。
图12是从模具中取出的形成的瓶子的剖视图。
图13更清楚、详细地示出最终瓶子的边缘形状。
图14是瓶盖的俯视图。
图15是瓶盖的侧剖视图。
图16是瓶盖的局部详细剖视图。
图17是沿图14中箭头A方向的瓶盖的局部详细视图。
图18是盖安装在瓶子上时的详细剖视图。
图19是带有瓶盖的最终瓶子的侧视图。
具体实施方式
下面通过示例详细描述制造本发明优选实施例的方法和优选装置以及最终瓶子和用于这种瓶子的封盖的优选实施例。
这种瓶子通过大致两步工艺过程制造。步骤1涉及在注塑成型机上注塑成型预成型件。然后,该预成型件被输送到压力成型机,在该处其被在升高的温度下压力成型而形成瓶子的最终形状。当预成型件放置在压力成型装置中时,其被变形形成瓶子的边缘,并通过吹塑形成瓶体。最后,在瓶子填装之后,瓶与对应的推压封盖相连接,推压封盖能被推压配合在瓶子的边缘上。
瓶子由加热时易于变形的材料制成。其可以是玻璃。但是,本发明尤其适于由塑料材料,特别是热塑性材料制成瓶子。例如聚对苯二甲酸乙二醇酯(PET)、聚萘二甲酸乙二醇酯(PEN)以及这两种材料的共聚物和混合物,不管是晶体状态还是非晶体状态都是可用的。
图1示出该制造过程的第一步骤。图中示出了穿过注塑成型机的一个剖面,该注塑成型机中具有刚刚注塑成型的预成型件。预成型件由附图标记20表示。模具包括模腔嵌件12,围绕并支承模腔嵌件12的模腔嵌件携块14,由颈部裂片携板18支承的颈部裂片16,以及注塑型芯22。预成型件20在模腔嵌件12和注塑型芯22之间的型腔中形成,其边缘的外边由颈部裂片16限定。
型腔的形状使得预成型件通常为朝向封闭端稍稍变细的闭口管形状。在管的开口端具有边缘并形成瓶子的开口或嘴。预成型件的管状部最终将扩展形成瓶体。在这一步骤中,预成型件的外、内表面都朝向管的闭口端稍稍变细,分别由模腔嵌件12的内模表面和注塑型芯22的外模表面限定。塑料由位于管底端的、模腔嵌件12上的合适的孔24注入。
下面详细描述预成型件的边缘部,其形成瓶嘴,并围绕预成型件的管状部开口。
注塑成型装置具有围绕模腔嵌件12的合适的冷却通道,并且一个冷却管26延伸入注塑型芯22的内部,以便冷却预成型件20的管状部内部的模芯部。注塑成型机在其它方面是已知的。
当足够坚硬时,随后预成型件被从注塑成型机中取出。这通过拆下注塑型芯22以及轻轻地拆下颈部裂片携板18上的颈部裂片16来实现。然后,预成型件能从模具中取出,如果必要的话,可以通过注塑孔24从底部施加一些压力。
图2和图3示出生成的预成型件。图2示出预成型件20的整体形状。闭口管28形成预成型件长度的大部分,并在边缘部30终止。图3更清楚地示出了边缘部,其是通过边缘部30外周边一部分的详细剖视图。此处,可以看到管28的壁部的上部,其将形成瓶体的最终壁。在壁部28的顶部具有从管28的顶端向外延伸的横向或环形凸缘32。需要注意,在说明书中,预成型件和最终的瓶子都假定为传统朝向,即嘴在顶部,底部在底端。因此此处可解释为术语“上”和“下”,不过事实上预成型件或瓶子的实际朝向可以与此不同。
环形或向外延伸的凸缘32具有上表面34和下表面36。上表面34部分处于管状壁部28上方,因此管状壁部悬在凸缘的内边。上表面34在或朝向其径向内边处具有直立第一突起40。突起40的内周边通常垂直于上表面34,而外表面朝向上表面34向下倾斜,如图3所示。
凸缘32的外端终止于三个大致环形件。其中,第一环形件为向外延伸第二突起42。位于凸缘32的外端上方的是向上延伸的端部弯曲的密封部44。该密封部44将与瓶子的推压封盖一起作用,以提供充分的不透液密封,从而当装入啤酒或其它碳酸气饮料或类似物时,能将它们容纳在瓶中。最后,凸缘32的周边具有向下延伸的大致圆筒形凸缘46,其基本平行于管28壁的最上部,如图3所示。
现在,预成型件被输送到压力成型或吹塑成型机50,图4示出通过它的一个断面。成型机50的模具部件限定了瓶子的最终形状。瓶体的外部部件由三个模具部件限定,即,可沿轴平面分开的两个大致半圆筒形侧模部件52和形成瓶底的瓶底基部54。吹塑模具还包括由颈部裂片携板58支承的颈部裂片56。
当预成型件20首先被插入成型机50时,其被边缘30的外部支承,尤其是通过边缘外部上的第二突起42与颈部裂片56的下内表面上的相应形状部分相配合来支承。
下面参照附图5-11描述使瓶子成型的成型机50的操作。
在成型机50上进行的操作是使该向外延伸凸缘32以及第一突起40一起相对第二突起42向下和向外运动。实际上,由于凸缘部尤其是在其外侧区域的弯曲,第一突起绕第二突起枢转。该运动的结果是凸缘32的上表面34此时朝里而不是朝上,并形成瓶嘴的内部部件。此时第一突起40向内伸入瓶口。在该位置,如下所述,一个封盖可以被推压配合到瓶子的边缘部30上,以与此时面向内的第一向内突起40和此时面朝外的第二向外突起42配合,从而通过这两个突起保持在瓶子上。当凸缘和第一突起已经运动到它们的最终位置时,瓶子的管部28随后被扩展以充满模具内部并形成瓶体。尽管作为两个步骤描述,形成瓶子边缘最终形状的步骤和管的扩展步骤的精确时间可以重叠或部分同时进行,而不是明确地先后进行。
因此,图5更详细地示出了成型机50中的预成型件20,此时成型装置的吹芯60插入在模腔嘴中。当吹芯完全插入并具有一中心通路时,吹芯被成型以密封模具的顶部,其中通过该中心通路穿过一根能延伸到达模腔底部的拉伸棒或杆62,如下所述。吹杆62穿过的纵向通路64足够宽,使得能够提供加压气流通过吹芯流过吹杆并进入预成型件20的管部28的内部。在吹芯60内设置有空气入口导向管66。吹芯延伸入预成型件20的边缘部30的周边下方的管部28。
图5实际示出了吹芯60完全插入前的状态。图中示出了吹芯60在这样一个位置的状态,即向下延伸的唇部68与横向凸缘32的上表面在第一突起40的区域相配合的位置。在该处,预成型件处于足够高的温度使塑性材料能够变形。此时,吹芯完全插入模具中到达图6所示的位置。在该操作中,吹芯作为芯轴,凸缘32和第一突起40相对第二突起42向下和向外运动,迫使凸缘的上表面34此时朝向内。图7-9更清楚地示出了操作步骤,它们以放大比例示出了预成型件的边缘和吹芯60的底部。
图7对应于图5所示的在吹芯完全插入之前的位置。此处唇部68刚开始与突起40的外倾斜表面充分接触以开始弯曲操作。图8示出图5位置和图6位置之间的中间位置,在该处横向凸缘32和突起40已经部分运动到它们的最终位置。吹芯60上与突起40相配合的唇部68的推压作用已经开始使凸缘弯曲并向下转,从而使带突起40的凸缘内部相对于带突起42的凸缘外部径向运动。突起42通过与颈部裂片56配合而保持在适当的位置。
图9示出吹芯完全插入的状态。考虑到边缘,唇部68此时推动突起40向右转动90度,使其不再朝上,而是朝向瓶嘴内部。在该位置,凸缘32的下表面36此时已经被强制转到这样一个位置,即,其与之前在凸缘32外端的向下延伸的圆筒形凸缘46接触的位置。由于塑料处于升高的温度,凸缘32的上侧熔化并与圆柱形凸缘36成为一体,因此使结构坚固可靠。
由图7-图9可以看到,当吹芯60完全插入时,吹芯60底端部的周边下降到61处。在该状态下,边缘30此时被夹持在颈部裂片56和吹芯60之间,其中,第二突起42仍与颈部裂片56相配合。
下一步骤是吹杆被延伸,其在图10中示出。吹杆62此时完全插入模腔中,使管部28被纵向向下拉伸到模具的底端。当瓶子由PET和PEN制造时,这种拉伸操作对提高最终瓶子的强度很重要。
最后,受压气体通过吹芯60中的通路64注入并环绕吹杆62进入瓶内。其作用是扩展管部28使其成为由模具部件52的内表面限定的瓶子形状,形成最终理想的瓶子形状。模具部件可以以公知方式带有所需要的形状,以提供形状更复杂的瓶子。管部的扩展必然会使瓶壁变薄,如图11所示。在边缘部30附近,壁此时从边缘张开,其实际上位于图9中所示的位置。图11中箭头70示出了进入瓶中扩展瓶子的气流的路径。此时图11中附图标记72表示最终瓶子形状。此时瓶体已被扩展,从而边缘部30比瓶体窄。
此时瓶子72被从模具中取出,如图12所示。图12所示的瓶底部表示前面描述的瓶子的变形。在该变形中,底部已经采用在公开号为WO97/19802的国际专利申请中描述的工艺形成,为进一步描述该文献在此引作参考。简单的说,该底部具有底切凹部形状,其使得瓶底部具有更大的强度。这种形状通过使用多部件模具形成,其中,多部件模具具有多个围绕锥形芯的部分,该锥形芯可运动将各段从封闭堆积排列推开到共同展开排列的部分。以这种方式可以提供如图74所示的底切形状。
图13表示通过边缘部30的详细剖视图。如图所示,此时第一突起40构成内突起,第二突起42构成外突起。此时塑料推压盖能与这两个突起配合以将瓶盖固定到瓶边缘上。此时形成瓶体的外壁位于外圆柱形凸缘46下面,而边缘部44的上部形成与封盖的密封,下面将进行描述。
如前所述,在吹塑成型机中形成最终瓶子的形状通过三个措施的结合来实现,即,将凸缘32和壁28的顶部与吹芯60的底部表面结合,通过吹杆62的拉伸向下拉壁28,以及通过吹芯上的通路64施加空气压力。可以根据经验确定这三种措施被很好地实施的方式。可能希望首先推压吹芯,然后拉伸吹杆并随后施加压力。但是,根据具体的应用,优选地,这三个步骤部分重合或同时进行。
下面参照图14-18描述瓶子的封盖。所示出的封盖、瓶盖或顶盖100具有扁平圆盘形中心部102和周边与瓶配合部104。穿过圆盘形顶盖和与瓶配合部104具有8个沿直径延伸肋106,它们绕圆盘等间隔布置,如图14所示。
如图15所示以及图16更清楚地示出,周边与瓶配合部104通常为槽形或倒U形,在U形的口处具有相对的向内配合凸台。更具体地,U形部的内臂由圆柱形凸缘108形成,圆柱形凸缘108悬在由与U形部或臂104形成为一体的圆盘102的外边缘。然后,U形部的弯曲部110与臂112的外圆柱部形成一体,该外圆柱形形成与瓶配合部104的外圆周部。凸缘108的下端具有朝外的第一凸台或凸出部114,外臂112的下端具有第二朝内凸台或凸出部116。瓶子上的突起40和42优选连续围绕瓶子周边,凸台114和116可以是,但优选是不连续的,其中每一个包括多个围绕封盖圆周布置的不连续凸台。这些凸台的长度比它们之间的间隔稍小。这使得模制封盖的模具结构简单,从而能通过以卡接方式转动然后推压运动释放封盖。
第一和第二凸台114和116的底面有倒角(champhered),使得它们分别通过瓶子的边缘部30。
需要注意,肋106向下延伸过U形的周边与瓶配合部104到达围绕外臂112底部的圆周隆起部118。也就是说,肋106的远端用于加强U形部104的外臂112。其所需要的长度根据经验确定。图17示出沿图14中箭头A的方向观察的肋106的端视图。
当瓶子装满其所要盛装的物体时,盖100能够被用力盖在瓶边缘上成为如剖视图18所示状态。当封盖被压到瓶子的边缘部30上时,臂108和112变形以使封盖运动到瓶子的边缘上。更具体地,U形部的两个臂打开成大致V形,以便通过形成瓶子边缘的部分。首先,第二凸台116与形成瓶子边缘顶部的密封部44的侧面配合以便密封部44通过。凸台116的底部的倒角有利于此。然后,凸台116与突起42相配合,同时凸台114与突起40配合。所有这四个部件在它们的接触点倾斜,以便来自上方的进一步的压力使内凸缘108向内运动,而外壁112向外运动,这样由于径向变形,凸台114通过突起40,凸台116通过突起42。当充分安装在瓶子上时,凸台114和凸缘108再次向外运动而锁死在突起40的下边,相应的,凸台116和外壁112向内运动而锁死和固定配合在突起42的下边。此时凸缘108延伸入瓶子的内部。在该位置,密封部44与U形与瓶配合部104的弯曲部110的内部紧密结合,从而提供有效的密封,防止液体或碳酸气从瓶中泄漏。瓶盖可以由与瓶子同样的塑料材料制成,尤其包括PET。
最后,图19示出安装有封盖的完整的瓶子的侧视图。封盖100被可靠地保持在瓶子72上。但是,可以通过对形成封盖100的外下周边的隆起部118施加向上压力而将封盖100取下。可以采用类似于传统的用于从啤酒瓶上取下王冠盖的工具从PET瓶72上取下封盖100。不过,封盖100不会以金属王冠盖的方式弯曲,而是被基本不变形地取下,这是由于凸缘108的向内变形和U形部件104的外臂112相应的向外变形,迫使凸台114通过突起40,以及迫使凸台116通过突起42。
最后,将封盖保持在瓶子上的保持力是这样的,在瓶子上产生额外压力,例如超过90磅/平方英寸,通过作用在盘102上的压力,封盖将自动从瓶子上释放。
所获得的瓶子形状是具有纵向轴线的细长形,通常为圆环对称形。但是,通过适当的成型模具内部也可以得到其它的或不规则的形状。
上面已经通过示例描述了本发明的优选实施例。但是,所描述的方法、装置、瓶子和瓶盖可以有多种变形,前面的描述仅是本发明的示例性实施例。
Claims (18)
1.一种制造具有瓶体和形成瓶口的边缘的瓶子的方法,瓶口能被推压式封盖封闭,瓶子由受热易变形的材料制成,所述方法包括以下步骤:
在注塑成型装置中注塑成型一预成型件,所述预成型件为在其口部具有边缘的闭口管形状,所述边缘包括具有上表面和下表面的向外大致径向凸缘,与所述凸缘同时形成的、从所述凸缘上表面朝向其径向向内端的直立第一突起,以及在所述凸缘的外边形成的第二径向向外突起,所述管悬在所述凸缘的径向向内边;
将所述预成型件在升高温度下放入压力成型机,所述预成型件至少部分利用第二突起定位;
使所述凸缘和第一突起相对所述第二突起向下和向外运动,使得此时所述凸缘的上表面朝向内,所述第一突起向内伸入瓶口,从而封盖可以推压安装在瓶子的边缘上,与所述第一向内突起和所述第二向外突起配合;以及
在压力作用下扩展所述管以形成瓶体。
2.如权利要求1所述的方法,其中,所述运动步骤至少部分地由抵靠所述凸缘上表面和/或所述第一突起的压力成型机的芯部产生。
3.如权利要求1或2所述的方法,其中,所述运动步骤至少部分地由施加在所述预成型件内部和外部之间的不同压力产生。
4.如权利要求1、2或3所述的方法,其中,所述运动步骤至少部分地由施加到预成型件的管部上的向下拉伸产生。
5.如权利要求1所述的方法,还包括纵向拉伸预成型件的管部的步骤。
6.如权利要求1或5所述的方法,还包括在预成型件的内部和外部之间施加不同压力从而扩展管部以形成瓶体的步骤。
7.如权利要求1所述的方法,其中,预成型件形成有延伸到所述边缘部上的所述第二突起上方的向上延伸密封部。
8.如权利要求1所述的方法,其中,所述边缘部包括悬在径向凸缘外端的向下凸缘。
9.如权利要求8所述的方法,其中,在所述运动步骤,所述径向凸缘的下表面运动到与所述向下凸缘均匀接触。
10.如权利要求1所述的方法,其中,所述第一突起围绕预成型件的口连续延伸。
11.如权利要求1所述的方法,其中,所述第二突起围绕预成型件的口连续延伸。
12.如权利要求1所述的方法,其中,材料从聚对苯二甲酸乙二醇酯或聚萘二甲酸乙二醇酯以及这两种材料的共聚物和混合物中选取。
13.如权利要求1所述的方法,还包括以下步骤:将液体装入瓶中,将封盖推压安装在瓶子上,其中,所述封盖包括第一和第二配合部,它们分别与第一突起和第二突起配合以将所述封盖固定到瓶子上。
14.如权利要求13所述的方法,其中,所述第一和/或第二配合部围绕所述封盖不连续。
15.一种制造具有瓶体和形成瓶口的边缘部分的瓶子的装置,瓶口能被推压式封盖封闭,所述装置包括:
注塑成型装置,其成型并配置成制造一种预成型件,所述预成型件形状为在其口部具有边缘的闭口管,所述边缘包括具有上表面和下表面的向外大致径向凸缘,从所述凸缘上表面朝向其径向向内端的直立第一突起,以及在所述凸缘的外边形成的第二径向向外突起,其中所述管悬在所述凸缘的径向内边;压力成型机,其具有形成模腔的模具部件,并包括:通过使第二突起位于其内部固定位置而定位预成型件的装置,用于使所述凸缘和第一突起相对于所述第二突起向下和向外运动从而使所述凸缘上表面朝向内部以及使所述第一突起向内伸入瓶口的装置,以及用于在所述管的内部和外部之间施加不同压力以扩展所述管使其与形成模腔的模具部件相接触的装置。
16.一种由受热易变形的材料制成的瓶子,所述瓶子包括瓶体部和边缘部,所述边缘部比所述瓶体部窄,并设置有形成瓶嘴的开口,所述边缘部包括面向所述开口的向内突起和径向向外的向外突起以及在所述两个突起之间构成密封区的部分,所述瓶子具有密封封盖,所述封盖具有形成在内、外圆筒形凸缘之间的外围槽,所述内圆筒形凸缘带有与所述向内突起配合的装置,所述外圆筒形凸缘具有与所述向外突起配合的装置,所述封盖还包括在所述槽中的密封部,以与所述瓶子边缘部的密封区密封配合。
17.一种由受热易变形的材料制成的瓶子,所述瓶子包括瓶体部和边缘部,所述边缘部比所述瓶体部窄,并设置有形成瓶嘴的开口,所述边缘部包括面向所述开口的向内突起和径向向外的向外突起以及在所述两个突起之间适于构成密封区的部分。
18.一种与权利要求17所述的瓶子一起使用的封盖,所述封盖具有形成在内、外圆筒形凸缘之间的外围槽,所述内圆筒形凸缘带有与瓶子上的所述向内突起配合的配合装置,所述外圆筒形凸缘具有与瓶子上的所述向外突起配合的配合装置,以及用于与所述瓶子边缘部的密封区密封配合的所述槽中的密封部。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB0210398.4 | 2002-05-07 | ||
| GB0210398A GB2388364B (en) | 2002-05-07 | 2002-05-07 | Manufacture of bottle with push-on closure |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1662359A true CN1662359A (zh) | 2005-08-31 |
Family
ID=9936187
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN03814474.3A Pending CN1662359A (zh) | 2002-05-07 | 2003-05-06 | 带推压式封盖的瓶的制造 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US20060108315A1 (zh) |
| EP (1) | EP1503887B8 (zh) |
| CN (1) | CN1662359A (zh) |
| AT (1) | ATE400419T1 (zh) |
| AU (1) | AU2003223002A1 (zh) |
| BR (1) | BRPI0311666A8 (zh) |
| CA (1) | CA2484198C (zh) |
| DE (1) | DE60322046D1 (zh) |
| DK (1) | DK1503887T3 (zh) |
| GB (1) | GB2388364B (zh) |
| IL (1) | IL165061A (zh) |
| MX (1) | MXPA04011075A (zh) |
| RU (1) | RU2323089C2 (zh) |
| WO (1) | WO2003095170A2 (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101987503A (zh) * | 2009-07-30 | 2011-03-23 | 卢姆森股份公司 | 可与无气泵相联的改进容器及其制造方法 |
| CN102985246A (zh) * | 2010-05-21 | 2013-03-20 | 布里特帕克有限公司 | 带有限定开口的边缘部的容器、制造所述容器的方法和设备 |
| CN104918766A (zh) * | 2013-01-15 | 2015-09-16 | 卡迪夫集团公司 | 用于流体产品的保持器以及用于制造这种保持器的方法 |
| CN112679080A (zh) * | 2020-12-17 | 2021-04-20 | 重庆欣维尔玻璃有限公司 | 螺口玻璃瓶的螺口加工方法 |
| CN113905709A (zh) * | 2019-05-03 | 2022-01-07 | 詹森生物科技公司 | 低温小瓶和小瓶组件 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2914875B1 (fr) * | 2007-04-13 | 2009-07-10 | Sidel Participations | Dispositif de moulage pour la fabrication de recipients thermoplastiques par soufflage ou etirage-soufflage. |
| US7568906B2 (en) * | 2007-04-30 | 2009-08-04 | Husky Injection Molding Systems Ltd. | Mold assembly using inserts |
| DE102009030762B4 (de) * | 2009-06-27 | 2015-12-31 | Netstal-Maschinen Ag | Verfahren und Vorrichtung zur Herstellung von Preformen mit Spezialgeometrien |
| WO2011115346A1 (ko) * | 2010-03-18 | 2011-09-22 | Lee Yong Jun | 화장품용기의 기밀링 구조 |
| GB2480557B (en) * | 2010-05-21 | 2016-05-11 | Brittpac Ltd | Containers |
| LT5844B (lt) | 2010-10-07 | 2012-06-25 | Adomas JUÅ KA | Indelio produktams dangtelis su žiedu - plomba |
| WO2013071218A1 (en) * | 2011-11-11 | 2013-05-16 | Alltrista Plastics, Llc | Thin-walled injection molded container |
| DE102012004613A1 (de) * | 2012-02-24 | 2013-07-11 | Mahir Aktas | Verfahren und Vorrichtung zur Herstellung einer optimierten Bodenkontur von Preformen |
| US9139324B1 (en) * | 2012-10-01 | 2015-09-22 | Aleco Container, LLC | Metal bottle type container with insert/outsert and related methodology |
| WO2015013482A1 (en) * | 2013-07-24 | 2015-01-29 | Royal Summit Inc. | Bottle cap |
| TR201904702T4 (tr) * | 2015-02-25 | 2019-05-21 | Sipa Progettazione Automaz | Termoplastik malzemeden mamul kapların imal edilmesi için üflemeli kalıp. |
| EP3277602A4 (en) | 2015-04-01 | 2018-11-07 | Graham Packaging Company, L.P. | Structure and method of sealing a closure assembly onto the neck finish of a plastic pressure container |
| US9630358B1 (en) * | 2015-10-06 | 2017-04-25 | Chang Hsien Liu | Threadless plastic blow molding device |
| JP6760819B2 (ja) * | 2016-10-31 | 2020-09-23 | 株式会社吉野工業所 | 液体ブロー成形装置及びプリフォーム |
| US11613397B2 (en) | 2019-09-12 | 2023-03-28 | Owens-Brockway Glass Container Inc. | Ring pull cap rim for glass containers |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3109547A (en) * | 1960-03-04 | 1963-11-05 | Permuta Closures Ltd | Bottle closures |
| US3115979A (en) * | 1962-11-13 | 1963-12-31 | William R Barvin | Cap for containers |
| US3441161A (en) * | 1967-03-09 | 1969-04-29 | Paul S Van Baarn | Bottle cap |
| US3572413A (en) * | 1969-06-19 | 1971-03-23 | Jay G Livingstone | Container and snap-on cover |
| US3817420A (en) * | 1972-07-26 | 1974-06-18 | R Heisler | Plastic container with plug-type plastic cover |
| US4308970A (en) * | 1978-11-27 | 1982-01-05 | Holdt J W Von | Plastic bucket defining annular inwardly projecting ridge |
| US4387818A (en) * | 1980-11-07 | 1983-06-14 | Itnoc Dairy Cap Co. Inc. | Snap-on tamper-proof closure |
| GB2137598B (en) * | 1983-04-07 | 1987-03-25 | Holdt J W Von | Container closable by a snap-on lid |
| IT1204261B (it) * | 1986-01-24 | 1989-03-01 | Olimpio Stocchiero | Coperchio per accumulatori chiuso a pressione sul contenitore |
| US5352402A (en) * | 1989-10-23 | 1994-10-04 | Nissei Asb Machine Co., Ltd. | Method and apparatus for manufacturing biaxially oriented, thermally stable, blown containers |
| US5126177A (en) * | 1991-10-28 | 1992-06-30 | Johnson Enterprises, Inc. | Thermoplastic preform for blow molding a bottle with reinforcing ribs |
| GB9524456D0 (en) * | 1995-11-30 | 1996-01-31 | Britton Charles J | Injection stretch blowform moulding |
| GB9524553D0 (en) * | 1995-11-30 | 1996-01-31 | Britton Charles J | Plastic lever lid tins |
| JP3875457B2 (ja) * | 2000-06-30 | 2007-01-31 | 株式会社吉野工業所 | 減圧吸収壁を備えるボトル型容器 |
-
2002
- 2002-05-07 GB GB0210398A patent/GB2388364B/en not_active Expired - Fee Related
-
2003
- 2003-05-06 AU AU2003223002A patent/AU2003223002A1/en not_active Abandoned
- 2003-05-06 BR BRPI0311666A patent/BRPI0311666A8/pt not_active Application Discontinuation
- 2003-05-06 RU RU2004135565/12A patent/RU2323089C2/ru not_active IP Right Cessation
- 2003-05-06 AT AT03718968T patent/ATE400419T1/de active
- 2003-05-06 DK DK03718968T patent/DK1503887T3/da active
- 2003-05-06 US US10/513,551 patent/US20060108315A1/en not_active Abandoned
- 2003-05-06 CA CA2484198A patent/CA2484198C/en not_active Expired - Fee Related
- 2003-05-06 MX MXPA04011075A patent/MXPA04011075A/es active IP Right Grant
- 2003-05-06 WO PCT/GB2003/001911 patent/WO2003095170A2/en active IP Right Grant
- 2003-05-06 DE DE60322046T patent/DE60322046D1/de not_active Expired - Lifetime
- 2003-05-06 EP EP03718968A patent/EP1503887B8/en not_active Expired - Lifetime
- 2003-05-06 CN CN03814474.3A patent/CN1662359A/zh active Pending
-
2004
- 2004-11-07 IL IL165061A patent/IL165061A/en not_active IP Right Cessation
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101987503A (zh) * | 2009-07-30 | 2011-03-23 | 卢姆森股份公司 | 可与无气泵相联的改进容器及其制造方法 |
| CN102985246A (zh) * | 2010-05-21 | 2013-03-20 | 布里特帕克有限公司 | 带有限定开口的边缘部的容器、制造所述容器的方法和设备 |
| CN102985246B (zh) * | 2010-05-21 | 2015-07-01 | 布里特帕克有限公司 | 带有限定开口的边缘部的容器、制造所述容器的方法和设备 |
| CN104918766A (zh) * | 2013-01-15 | 2015-09-16 | 卡迪夫集团公司 | 用于流体产品的保持器以及用于制造这种保持器的方法 |
| CN113905709A (zh) * | 2019-05-03 | 2022-01-07 | 詹森生物科技公司 | 低温小瓶和小瓶组件 |
| CN112679080A (zh) * | 2020-12-17 | 2021-04-20 | 重庆欣维尔玻璃有限公司 | 螺口玻璃瓶的螺口加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2003223002A1 (en) | 2003-11-11 |
| BRPI0311666A2 (pt) | 2016-06-28 |
| EP1503887B1 (en) | 2008-07-09 |
| CA2484198C (en) | 2012-09-25 |
| MXPA04011075A (es) | 2005-11-17 |
| RU2004135565A (ru) | 2005-08-10 |
| IL165061A0 (en) | 2005-12-18 |
| BRPI0311666A8 (pt) | 2017-01-10 |
| WO2003095170A3 (en) | 2004-02-12 |
| AU2003223002A8 (en) | 2003-11-11 |
| CA2484198A1 (en) | 2003-11-20 |
| GB2388364A (en) | 2003-11-12 |
| DK1503887T3 (da) | 2008-11-17 |
| EP1503887A2 (en) | 2005-02-09 |
| US20060108315A1 (en) | 2006-05-25 |
| DE60322046D1 (de) | 2008-08-21 |
| ATE400419T1 (de) | 2008-07-15 |
| GB0210398D0 (en) | 2002-06-12 |
| WO2003095170A2 (en) | 2003-11-20 |
| RU2323089C2 (ru) | 2008-04-27 |
| IL165061A (en) | 2009-06-15 |
| EP1503887B8 (en) | 2008-09-03 |
| GB2388364B (en) | 2005-11-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1662359A (zh) | 带推压式封盖的瓶的制造 | |
| CN1080183C (zh) | 塑料容器的吹制喷嘴及装有这种喷嘴的设备 | |
| US8017065B2 (en) | System and method for forming a container having a grip region | |
| EP1996382B1 (en) | Container and method for blowmolding a base in a partial vacuum pressure reduction setup | |
| CN1222445C (zh) | 带有封装开启指示性盖板的分配封闭装置 | |
| CN1069259C (zh) | 关于带凹入底部之容器的制造方法的改进 | |
| CN1078124C (zh) | 用于模压制造塑料螺丝盖的装置 | |
| CN1081577C (zh) | 一种带易碎连接片和定位突缘的密封容器以及制造方法和设备 | |
| US8747727B2 (en) | Method of forming container | |
| NZ563134A (en) | Blow moulded containers where the mould is adapted to increase the crystallinity of the plastic at certain features | |
| CN100594115C (zh) | 用于吹塑模制空心件的装置 | |
| CN105102334B (zh) | 拉伸吹塑的塑料容器和拉伸吹塑法 | |
| CN1842408A (zh) | 容器及其制造方法和设备 | |
| US7001564B1 (en) | Dual-chamber container and closure package | |
| RU2002121502A (ru) | Способ изготовления пробки для бутылок с игристым вином | |
| JP3658013B2 (ja) | 容器を密封するためのインサートを取付ける方法および装置 | |
| CN1638935A (zh) | 用于制造颈部带有配送孔的压模成型塑料部件的方法 | |
| US20100163514A1 (en) | Apparatus and method for compression moulding parisons and blow moulding multi layered bottles | |
| JPH10337769A (ja) | ブロー成形して容器にせしめられる前成形体及びこれを圧縮成形するための圧縮成形装置 | |
| CN103568299B (zh) | 用于生产用来容纳要借助真空泵被分配的物质的容器的方法和借助该方法生产的容器 | |
| CN1136129C (zh) | 一种通过压力机制造封盖的方法 | |
| CN104995010B (zh) | 塑料容器和方法 | |
| JP2002210808A (ja) | ブロー成形容器用前成形体の圧縮成形方法及び装置 | |
| CN1150111C (zh) | 瓶塞 | |
| CN1876513A (zh) | 容器开口的密封结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| AD01 | Patent right deemed abandoned | ||
| C20 | Patent right or utility model deemed to be abandoned or is abandoned |