CN1420200A - Method and apparatus for remelting surface coatings of large roll - Google Patents
Method and apparatus for remelting surface coatings of large roll Download PDFInfo
- Publication number
- CN1420200A CN1420200A CN01139400A CN01139400A CN1420200A CN 1420200 A CN1420200 A CN 1420200A CN 01139400 A CN01139400 A CN 01139400A CN 01139400 A CN01139400 A CN 01139400A CN 1420200 A CN1420200 A CN 1420200A
- Authority
- CN
- China
- Prior art keywords
- remelting
- roller spare
- burner
- combustion head
- head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Coating By Spraying Or Casting (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
A method and apparatus for refusing the coating on the surface of large roller is characterized by that a semi-ring or ring heat source which can radially inward spray multiple flame beams to heat the central roller at 500-550 deg.C is moving axially at uniform speed while said roller is rotating at a uniform speed. Its advantages are simple method and apparatus, high heat efficiency, and beautiful appearance and high anticracking performance of refused coating.
Description
Technical field
The present invention relates to the remelting method and the remelting apparatus thereof of coating for metal surfaces, particularly a kind of method and remelting apparatus thereof that large-scale straightening roller top coat is carried out remelting.
Background technology
At present, the straightening roller of continuous caster surface great majority are to adopt the method for built-up welding to make in the metallurgy industry, and resurfacing welding material is the Multipass No224-S1 tubular wire of selecting for use Si Taili to produce basically.Though the overlay cladding of this material has better heat-resisting fatigue property and red hardness energy, but under the bad working environment of straightening roller, still can produce bigger circumferential crack and longitudinal crack, also can become piece to come off sometimes, because condition of surface worsens, and has influenced ingot quality.For making roller can continue to use, must stop production roller is changed, crackle is ground off, change use again.
Self-fluxing alloy comprises Ni-basedly from holding alloy, cobalt base self-fluxing alloy and iron-based self-fluxing alloy, and their spray-welding coating has heat-resistant anti-fatigue performance and red hardness energy, under the situation of thermal fatigue, produces trickle map cracking, has discharged the thermal stresses on top layer effectively.These hair lines can not impact ingot casting.In addition, heat just arrives roll surface after by spray-welding coating, and it is less relatively that roll surface is subjected to thermal shocking, and top temperature descends relatively, and roll surface is difficult to cause be full of cracks, and therefore, people attempt to make the roll surface coating with the method for flame spray welding self-fluxing alloy.But for the Large Roller class, as continuous caster straightening roller, the alignment roller of straightener, and the conveying roller in the metallurgy industry etc., because volume big (most of between φ 200~φ 360mm), the surfacing area is also big, and with the not success of conventional method for spray-welding, its major cause is that the bulk temperature of roller does not reach due temperature.
Summary of the invention
The objective of the invention is to provide the remelting method and the remelting apparatus thereof of the surface coatings of large roll of a kind of save energy, production efficiency height, wide accommodation at the problems referred to above.
Remelting method of the present invention comprises the steps:
1) pair roller spare carries out preorder operations such as self-fluxing alloy spraying coating process;
2) utilize primary heater unit progressively roller spare surface to be heated to 500~550 ℃;
3) utilize one to have annular spread, the remelting combustion head of the multi beam gas flame that radial centripetal is sprayed carries out quick remelting from a beginning of roller spare pair roller spare surface, at this moment, the burner of remelting combustion head is 50~65mm to the distance on roller spare surface, roller spare rotates in the fire ring that the remelting combustion head produces, the remelting combustion head moves with the axle of uniform acceleration along roller spare under the drive of transmission rig, its speed that moves has minute surface and does not superfuse and be as the criterion to remain deep layer, and this moment, primary heater unit remained preheat mode, and near the temperature on the roller spare surface of remelting combustion head is remained on more than 300 ℃;
4) with woven asbesto roller spare is encased after remelting is finished and be incubated, prevent that roller spare from cracking.
Be other auxiliary heating unit of minimizing among the present invention, pair roller spare carries out preheating and also adopts flame to finish, wherein utilizing primary heater unit that roller spare surface is heated to 500~550 ℃ is to utilize to have with the same or similar structure of remelting combustion head, have annular or semi-circular distribution, preheating is carried out on the preheated burning head pair roller spare surface of the multi beam combustion flame that radial centripetal is sprayed, at this moment, the burner of preheated burning head is 80~120mm to the distance on roller spare surface, roller spare rotates in the fire ring that the preheated burning head produces, the speed of rotation is 16~18 rev/mins, the preheated burning head axially back and forth at the uniform velocity moves heat temperature raising to 500~550 ℃ gradually, roller spare surface along roller spare, and the preheating speed is with roller spare heat temperature raising to 500~550 ℃ in 60~120 ℃ of branch clock times.
According to the high power gas flame remolten device of the inventive method design, pair roller spare comprises that also the small power flame with the remelting combustion head carries out once the simply step of anneal to whole roller spare after carrying out remelting and finish with the high-power flame of remelting combustion head.
For obtaining preferable fuel gas injection effect, the injector that is adopted has spray jet, mixing tube and convergent divergent channel structure, and spray jet is positioned at the mixing tube front end, and mixing tube is terminal to be connected with convergent divergent channel, the periphery of spray jet is the hydraucone of convergent, and this hydraucone is terminal to be connected with the mixing tube front end.When combustion gas and oxygen were transported to the injector of burner by housing, oxygen was entered by spray jet, and combustion gas is entered by the aforementioned hydraucone of injector, and this bell-mouthed effect is to reduce the resistance that combustion gas enters injector.Gas is at the pressure at the hydraucone place pressure greater than the spray jet exit, and this pressure difference is big more, and the combustion gas soakage is then big more, and burner is difficult for tempering when work.Combustion gas and oxygen enter in the mixing tube of injector and mix, and its effect is to make the speed of oxygen and combustion gas be tending towards even.Also can make gradually-reducing shape to mixing tube, it is even so more to help speed.Then, the mixed gas of oxygen, combustion gas enters convergent divergent channel, and when mixed gas flow through convergent divergent channel, flow velocity further reduced, kinetic head changes statical head into, utilize the static pressure of outlet, make the gas mixture physical efficiency continue to overcome resistance, flow along pipeline, last mixed gas enters the combustion head air chamber, enter atmospheric combustion by burner again, the ejection of flame radial centripetal forms a uniform fire ring or half fire ring.
Apparatus of the present invention acetylene simple in structure, easy to operate, safe and reliable, available, propylene, propane are made fuel; Can process large-diameter workpiece, the length of workpiece is not particularly limited.
But gas flow housing teletype control gas flow by the control of housing to flame power, can be easy to satisfy the remelting processing requirement.
The preheating of roller spare is to finish with flame, does not need other complementary heating, heats as resistance furnace.
Because flame is annular or semi-circular, and roller spare is that screwfeed is heated with respect to fire ring, thereby workpiece circumferentially is heated evenly, the thermo-efficiency height, workpiece heats up very fast, thereby has saved the energy.
According to the coating after the invention process remelting, flat appearance, flawless, in actual use, tiny map cracking appears in the surface, shows the better cracking resistance energy.
Below in conjunction with the embodiment accompanying drawing the inventive method and apparatus structure are described further.
Description of drawings
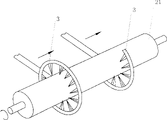
Fig. 1 is apparatus of the present invention structural representation;
Fig. 2 is apparatus of the present invention emitter construction synoptic diagram;
Fig. 3 is apparatus of the present invention annular firing header structure synoptic diagram;
Fig. 4 is the burner structural representation of apparatus of the present invention;
Fig. 5 is the control device structural representation of apparatus of the present invention oxygen, combustion gas and water coolant;
Fig. 6 is apparatus of the present invention user mode synoptic diagram.
Embodiment
Apparatus of the present invention have first burner that preheating, remelting use, second burner, the gas flow housing 1 that auxiliary preheating is used.First burner is made up of gas injector 2 and annular firing head 3, and annular firing head 3 matrixes are made by pipe fitting, and its inner chamber is divided into outer ring 301 and inner ring 302, and outer ring 301 is that burning gas gas stops up, and inner ring 302 is cooling-water ducts.Each mouth seat 303 of 24 burners circumferentially is welded in uniform way outer ring 301 is communicated with the external world, and burner 304 is contained on the burner seat 303, and radially towards annular firing head 3 centers.Gas injector 2 has spray jet 201, mixing tube 202 and convergent divergent channel 203 structures, spray jet 201 is positioned at mixing tube 202 front ends, mixing tube 202 ends are connected with convergent divergent channel 203, and spray jet 201 peripheries are the hydraucone 204 of convergent, and it is connected with mixing tube 202 front ends.Contiguous block 4 is connected gas injector 2, inlet channel 5, outlet conduit 6 with annular firing head 3.The quantity of burner 304 is generally 12~24, and present embodiment adopts 24.
Second burner is made up of gas injector and semi-circular combustion head, its gas injector is identical with gas injector 2 structures of aforementioned first burner, semi-circular combustion head matrix is also made by pipe fitting, structure and annular firing head 3 are similar, in it on half-turn radial centripetal be evenly equipped with 12 burners 801, its cooling-water duct turns along semi-ring from the semi-ring end and gets back on its contiguous block.Be sequentially set with stopping valve 901, gas-pressure meter 902, gas flow regulating valve 903, gas meter 904, electromagnetic switch valve 905 and check valve 906 in the gas flow housing 1 on the oxygen control device 9 of first burner; Be sequentially set with stopping valve 1001, gas-pressure meter 1002, gas flow regulating valve 1003, gas meter 1004, electromagnetic switch valve 1005 on the controller for gas 10 of first burner and prevent temper device 1006; Recirculated cooling water pilot piping 11 also is arranged in the housing 1, is provided with stopping valve 1101 and electromagnetic switch valve 1102 in this pilot piping.The structure of the oxygen control device of second burner, controller for gas and recirculated cooling water pilot piping and first burner is identical in the housing 1.Pick out oxygen channel, gas pipeline, inlet channel, the outlet conduit of oxygen channel, gas pipeline, cooling water inlet pipe road, outlet conduit and second burner of first burner respectively from gas flow housing 1.
The remelting workpiece is the straightening roller of continuous caster, and this straightening roller is the new roller of 15CrMO, and diameter is φ 318.82mm.The cleaning of straightening roller, alligatoring all are to carry out with ordinary method, and dusty spray is a Ni60 powder of selecting for use Shanghai Si Taili company to produce, and granularity is-150~+ 320 orders, with conventional gas flame spraying method roll surface are sprayed, and coat-thickness is 1.1mm.
The flow of gas flow housing oxygen, combustion gas is 2.5m
3/ h~15m
3/ h is adjustable.
During work, straightening roller 21 is rotated by mechanical transmission, semi-circular combustion head is preceding, the annular firing head is driven and can be moved axially along roll surface by a motor-driven seat outside afterwards being enclosed within straightening roller 21 circumference and respectively, the burner of annular firing head is 50~65mm to the distance of roll surface, and the burner of semi-circular combustion head to the distance of roll surface is 100mm.The remelting of roller top coat can utilize the power support of operation self-fluxing alloy spraying to drive the rotation of straightening roller and drive two combustion heads and move axially.
Roller spare rotating speed: 16~18 rev/mins
Used combustion gas is that purity is that 99% propylene or purity are 98% acetylene, and used oxygen is industrial oxygen.
The remelting method of roller spare top coat is performed such:
At first be with annular firing head 3, carry out preheating with small power flame pair roller spare 21,21 uniform rotation of roller spare, annular firing head 3 at the uniform velocity axially moves back and forth in whole remelting length range along roll surface, and the whole workpiece surface temperature is slowly raise;
When being elevated to 150 ℃, progressively add big flame power, so that workpiece temperature continues to raise;
When roll surface temperature was elevated to 300 ℃, preheating flame only at the uniform velocity moved back and forth in workpiece half segment limit and heats;
Along with the rising of temperature, the preheating flame heated perimeter progressively dwindles to workpiece one end;
At last, make the surface temperature of about 1/3rd segment limits of workpiece reach 500~550 ℃.
Whole warm was finished in the scope at 120~130 minutes.The temperature of workpiece is monitored with infrared thermometer.
Workpiece continues uniform rotation.
And then, begin to strengthen the flame power of annular combustion head 3, begin pair roller spare surface from an end of workpiece and carry out remelting, its watt level minute surface occurred by the remelting coating and is as the criterion making at short notice;
After seeing minute surface, begin mobile remelting flame and advance, its speed of feed remains roller spare surface in whole reflow process the coating minute surface;
When remelting began, semi-circular combustion head back and forth at the uniform velocity moved axially the heated parts surface before annular firing head 3, and the temperature of not remelting part is remained on more than 300 ℃.
After remelting finishes, with small power flame the remelting workpiece is made once simple anneal with annular firing head 3.
At last the 21 usefulness woven asbestos of the roller after the remelting are wrapped insulation, when its temperature is reduced to 100 ℃, end.
Claims (10)
1, a kind of remelting method of surface coatings of large roll is characterized in that comprising the steps:
1) pair roller spare carries out preorder operations such as self-fluxing alloy spraying coating process;
2) utilize primary heater unit progressively roller spare surface to be heated to 500~550 ℃;
3) utilize one to have annular spread, the remelting combustion head of the high-power flame of multi beam combustion gas that radial centripetal is sprayed carries out quick remelting from a beginning of roller spare pair roller spare surface, at this moment, the burner of remelting combustion head is 50~65mm to the distance on roller spare surface, roller spare rotates in the fire ring that the remelting combustion head produces, the remelting combustion head moves with the axle of uniform acceleration along roller spare under the drive of transmission rig, its speed that moves has minute surface and does not superfuse and be as the criterion to remain coating, and this moment, primary heater unit remained preheat mode, and near the temperature on the roller spare surface of remelting combustion head is remained on more than 300 ℃;
4) with woven asbesto roller spare is encased after remelting is finished and be incubated, prevent that roller spare from cracking.
2, remelting apparatus according to claim 1, it is characterized in that utilizing in the above-mentioned steps 2 primary heater unit that roller spare surface is heated to 500~550 ℃ is to utilize to have with the same or similar structure of remelting combustion head, have annular or semi-circular distribution, preheating is carried out on the preheated burning head pair roller spare surface of the multi beam combustion flame that radial centripetal is sprayed, at this moment, the burner of preheated burning head is 80~120mm to the distance on roller spare surface, roller spare rotates in the fire ring that the preheated burning head produces, the speed of rotation is 16~18 rev/mins, the preheated burning head axially back and forth at the uniform velocity moves heat temperature raising to 500~550 ℃ gradually, roller spare surface along roller spare, and the preheating speed is with roller spare heat temperature raising to 500~550 ℃ in 60~120 ℃ of branch clock times.
3, the remelting method of surface coatings of large roll according to claim 1 and 2, flame axially at the uniform velocity moves back and forth along roller spare and carries out the roll surface heating when it is characterized in that preheating is carried out on pair roller spare surface in the above-mentioned steps 2, the power of flame raises along with roller spare surface temperature and progressively strengthens, and the scope that while flame moves back and forth is progressively dwindled to an end of roller spare by whole section roller spare along with the rising of roller spare surface temperature.
4, remelting apparatus according to claim 1, after it is characterized in that in the above-mentioned steps 3 that pair roller spare carries out remelting and finishes with the high-power flame of remelting combustion head, comprise that also the small power flame with the remelting combustion head carries out the once step of simple anneal to whole roller spare.
5, a kind of remelting apparatus of the remelting method of surface coatings of large roll according to claim 1 of realizing, it is characterized in that comprising at least one burner and main body flow control cabinet, wherein burner is made up of gas injector and combustion head, be provided with burner and cooling-water duct that a plurality of radial centripetal are arranged in the combustion head, be provided with oxygen control device and controller for gas in the gas flow housing, burner by plurality of conduits respectively with the gas flow housing in the oxygen control device be connected with controller for gas.
6, remelting apparatus according to claim 5, it is characterized in that above-mentioned gas injector has spray jet (201), mixing tube (202) and convergent divergent channel (203) structure, spray jet (201) is positioned at mixing tube (202) front end, mixing tube (202) is terminal to be connected with convergent divergent channel (203), spray jet (201) periphery is the hydraucone (204) of convergent, and it is connected with mixing tube (202) front end.
7, remelting apparatus according to claim 5 is characterized in that above-mentioned combustion head is annular or semi-circular structure.
8, according to claim 5 or 7 described remelting apparatus, it is characterized in that above-mentioned combustion head (3) inner chamber is divided into outer ring (301) and inner ring (302), outer ring (301) is the burning gas air chamber, inner ring (302) is a cooling-water duct, the mouth seat (303) of a plurality of burners distributes to be welded on outer ring (301) is communicated with the external world, and burner (304) is contained on the mouth seat (303).
9, remelting apparatus according to claim 5 is characterized in that being provided with 12~24 burners in the above-mentioned combustion head (3), and burner on the combustion head be on same circumference equably radial centripetal arrange.
10, remelting apparatus according to claim 5, it is characterized in that comprising a burner and a burner that is used for remelting that is used for preheating, wherein the combustion head of preheat burner is annular or semi-circular structure, the combustion head of remelting burner is a ring structure, and the burner of two combustion head all evenly is arranged on the same circumference of combustion head centripetally.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNB011394005A CN1179064C (en) | 2001-11-16 | 2001-11-16 | Method and apparatus for remelting surface coatings of large roll |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNB011394005A CN1179064C (en) | 2001-11-16 | 2001-11-16 | Method and apparatus for remelting surface coatings of large roll |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1420200A true CN1420200A (en) | 2003-05-28 |
| CN1179064C CN1179064C (en) | 2004-12-08 |
Family
ID=4675236
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB011394005A Expired - Fee Related CN1179064C (en) | 2001-11-16 | 2001-11-16 | Method and apparatus for remelting surface coatings of large roll |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN1179064C (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103776031A (en) * | 2012-10-23 | 2014-05-07 | 林德股份公司 | Multi-flame burner and method for heating a workpiece |
| CN104947104A (en) * | 2015-07-10 | 2015-09-30 | 吴忠仪表有限责任公司 | Flame remelting device for valve ball core |
| CN106835003A (en) * | 2017-03-30 | 2017-06-13 | 徐工集团工程机械有限公司 | Remelting apparatus |
| CN107400768A (en) * | 2017-08-17 | 2017-11-28 | 安徽卓煌机械设备有限公司 | A kind of manufacture of cement pressure roller roll surface built-up welding flame pre-heating system |
| CN109112270A (en) * | 2018-09-30 | 2019-01-01 | 扬州市管件厂有限公司 | Synchronous adjustment formula multi-port flame heating quenching device |
| CN111570966A (en) * | 2020-06-03 | 2020-08-25 | 大连华锐重工特种备件制造有限公司 | High-power remelting ring for flame spray welding and assembling method thereof |
| CN111979542A (en) * | 2020-08-06 | 2020-11-24 | 江苏科环新材料有限公司 | High-frequency remelting coating preparation device for boiler pipe of garbage power station under composite motion condition |
-
2001
- 2001-11-16 CN CNB011394005A patent/CN1179064C/en not_active Expired - Fee Related
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103776031A (en) * | 2012-10-23 | 2014-05-07 | 林德股份公司 | Multi-flame burner and method for heating a workpiece |
| CN104947104A (en) * | 2015-07-10 | 2015-09-30 | 吴忠仪表有限责任公司 | Flame remelting device for valve ball core |
| CN106835003A (en) * | 2017-03-30 | 2017-06-13 | 徐工集团工程机械有限公司 | Remelting apparatus |
| CN106835003B (en) * | 2017-03-30 | 2022-06-07 | 徐工集团工程机械有限公司 | Remelting device |
| CN107400768A (en) * | 2017-08-17 | 2017-11-28 | 安徽卓煌机械设备有限公司 | A kind of manufacture of cement pressure roller roll surface built-up welding flame pre-heating system |
| CN107400768B (en) * | 2017-08-17 | 2019-04-16 | 惠州市光大水泥企业有限公司 | A kind of manufacture of cement pressure roller roll surface built-up welding flame pre-heating system |
| CN109112270A (en) * | 2018-09-30 | 2019-01-01 | 扬州市管件厂有限公司 | Synchronous adjustment formula multi-port flame heating quenching device |
| CN111570966A (en) * | 2020-06-03 | 2020-08-25 | 大连华锐重工特种备件制造有限公司 | High-power remelting ring for flame spray welding and assembling method thereof |
| CN111570966B (en) * | 2020-06-03 | 2024-03-15 | 大连华锐重工特种备件制造有限公司 | High-power remelting ring for flame spray welding and assembly method thereof |
| CN111979542A (en) * | 2020-08-06 | 2020-11-24 | 江苏科环新材料有限公司 | High-frequency remelting coating preparation device for boiler pipe of garbage power station under composite motion condition |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1179064C (en) | 2004-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104233162B (en) | Surface repair method of piston rod | |
| CN1179064C (en) | Method and apparatus for remelting surface coatings of large roll | |
| CN104941855B (en) | Long-rod spray gun spraying bracket | |
| CN111926280B (en) | High-entropy alloy coating of long-life spray gun for Isa smelting and preparation method thereof | |
| KR19980072267A (en) | Heating and cooling methods of non-alloyed steel and apparatus | |
| KR20100110263A (en) | Method and device for coating metallic pipes or other long components which have a restricted cross section | |
| CN104775038A (en) | Novel copper finery oxy-fuel combustion system | |
| CN212526429U (en) | High-power remelting ring for flame spray welding | |
| US4769092A (en) | Variable cooling device for turbo engine wall parts | |
| CN111286584A (en) | System and method for laser nitriding metal surfaces | |
| CA2830580C (en) | Multi-flame burner and method for heating a workpiece | |
| CN105385978A (en) | Electric arc spraying method | |
| CN107385170B (en) | A kind of wheel body quenching unit and process for quenching | |
| CN101709657A (en) | Surface wear-resistant layer of high-pressure nozzle cascade of turbine and preparation method thereof | |
| CN111570966B (en) | High-power remelting ring for flame spray welding and assembly method thereof | |
| CN206328448U (en) | A kind of thermal spraying apparatus | |
| US6083330A (en) | Process for forming a coating on a substrate using a stepped heat treatment | |
| CN101787422B (en) | Method and device for secondary quenching of high-carbon cast steel slot or high-carbon cast steel grit | |
| JP2002060923A (en) | Method for forming sprayed coating on inner surface of metal tube, and thermal spraying gun and thermal spraying apparatus for forming spray coating | |
| CN2506877Y (en) | Large power gas flame remelting device | |
| CN114075642A (en) | Water-cooled wall induction fusion welding following type surface strengthening method | |
| CN212128235U (en) | System for laser nitriding metal surfaces | |
| CN205860779U (en) | A kind of apparatus for baking for stove liner | |
| CN1078272A (en) | Detonation flame spraying method and equipment thereof | |
| CN202377699U (en) | Multi-torch pipe crater preheating device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |