CN1354698A - 具有螺旋筛子元件的造纸的筛分柱 - Google Patents
具有螺旋筛子元件的造纸的筛分柱 Download PDFInfo
- Publication number
- CN1354698A CN1354698A CN99814972A CN99814972A CN1354698A CN 1354698 A CN1354698 A CN 1354698A CN 99814972 A CN99814972 A CN 99814972A CN 99814972 A CN99814972 A CN 99814972A CN 1354698 A CN1354698 A CN 1354698A
- Authority
- CN
- China
- Prior art keywords
- sieve
- band
- seam
- screening
- edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 claims abstract description 46
- 239000002131 composite material Substances 0.000 claims abstract description 10
- 229910001220 stainless steel Inorganic materials 0.000 claims abstract description 8
- 239000010935 stainless steel Substances 0.000 claims abstract description 8
- 238000012216 screening Methods 0.000 claims description 74
- 239000002184 metal Substances 0.000 claims description 12
- 239000002994 raw material Substances 0.000 claims description 12
- 238000000034 method Methods 0.000 claims description 11
- 238000003466 welding Methods 0.000 claims description 8
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 238000007789 sealing Methods 0.000 claims description 4
- 238000004873 anchoring Methods 0.000 claims description 3
- 230000004323 axial length Effects 0.000 claims description 3
- 238000002386 leaching Methods 0.000 claims description 3
- 239000004033 plastic Substances 0.000 claims description 2
- 229920003023 plastic Polymers 0.000 claims description 2
- 238000005476 soldering Methods 0.000 claims 3
- 239000000853 adhesive Substances 0.000 claims 1
- 230000001070 adhesive effect Effects 0.000 claims 1
- 230000007613 environmental effect Effects 0.000 claims 1
- 238000007873 sieving Methods 0.000 claims 1
- 229920000642 polymer Polymers 0.000 abstract description 7
- 239000002861 polymer material Substances 0.000 abstract 1
- 230000000717 retained effect Effects 0.000 abstract 1
- 230000008901 benefit Effects 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 238000005520 cutting process Methods 0.000 description 7
- 230000000694 effects Effects 0.000 description 5
- 239000011888 foil Substances 0.000 description 5
- 230000003321 amplification Effects 0.000 description 4
- 238000003698 laser cutting Methods 0.000 description 4
- 238000003199 nucleic acid amplification method Methods 0.000 description 4
- 239000000835 fiber Substances 0.000 description 3
- 230000014509 gene expression Effects 0.000 description 3
- 239000003365 glass fiber Substances 0.000 description 3
- 238000004080 punching Methods 0.000 description 3
- 229910000679 solder Inorganic materials 0.000 description 3
- 239000000725 suspension Substances 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 3
- 230000004907 flux Effects 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000010891 electric arc Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 230000008676 import Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- FJQXCDYVZAHXNS-UHFFFAOYSA-N methadone hydrochloride Chemical compound Cl.C=1C=CC=CC=1C(CC(C)N(C)C)(C(=O)CC)C1=CC=CC=C1 FJQXCDYVZAHXNS-UHFFFAOYSA-N 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07B—SEPARATING SOLIDS FROM SOLIDS BY SIEVING, SCREENING, SIFTING OR BY USING GAS CURRENTS; SEPARATING BY OTHER DRY METHODS APPLICABLE TO BULK MATERIAL, e.g. LOOSE ARTICLES FIT TO BE HANDLED LIKE BULK MATERIAL
- B07B1/00—Sieving, screening, sifting, or sorting solid materials using networks, gratings, grids, or the like
- B07B1/46—Constructional details of screens in general; Cleaning or heating of screens
- B07B1/4609—Constructional details of screens in general; Cleaning or heating of screens constructional details of screening surfaces or meshes
- B07B1/4618—Manufacturing of screening surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D29/00—Filters with filtering elements stationary during filtration, e.g. pressure or suction filters, not covered by groups B01D24/00 - B01D27/00; Filtering elements therefor
- B01D29/11—Filters with filtering elements stationary during filtration, e.g. pressure or suction filters, not covered by groups B01D24/00 - B01D27/00; Filtering elements therefor with bag, cage, hose, tube, sleeve or like filtering elements
- B01D29/111—Making filtering elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D29/00—Filters with filtering elements stationary during filtration, e.g. pressure or suction filters, not covered by groups B01D24/00 - B01D27/00; Filtering elements therefor
- B01D29/11—Filters with filtering elements stationary during filtration, e.g. pressure or suction filters, not covered by groups B01D24/00 - B01D27/00; Filtering elements therefor with bag, cage, hose, tube, sleeve or like filtering elements
- B01D29/31—Self-supporting filtering elements
- B01D29/33—Self-supporting filtering elements arranged for inward flow filtration
- B01D29/333—Self-supporting filtering elements arranged for inward flow filtration with corrugated, folded filtering elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D29/00—Filters with filtering elements stationary during filtration, e.g. pressure or suction filters, not covered by groups B01D24/00 - B01D27/00; Filtering elements therefor
- B01D29/11—Filters with filtering elements stationary during filtration, e.g. pressure or suction filters, not covered by groups B01D24/00 - B01D27/00; Filtering elements therefor with bag, cage, hose, tube, sleeve or like filtering elements
- B01D29/31—Self-supporting filtering elements
- B01D29/35—Self-supporting filtering elements arranged for outward flow filtration
- B01D29/353—Self-supporting filtering elements arranged for outward flow filtration with corrugated, folded filtering elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07B—SEPARATING SOLIDS FROM SOLIDS BY SIEVING, SCREENING, SIFTING OR BY USING GAS CURRENTS; SEPARATING BY OTHER DRY METHODS APPLICABLE TO BULK MATERIAL, e.g. LOOSE ARTICLES FIT TO BE HANDLED LIKE BULK MATERIAL
- B07B1/00—Sieving, screening, sifting, or sorting solid materials using networks, gratings, grids, or the like
- B07B1/18—Drum screens
- B07B1/20—Stationary drums with moving interior agitators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07B—SEPARATING SOLIDS FROM SOLIDS BY SIEVING, SCREENING, SIFTING OR BY USING GAS CURRENTS; SEPARATING BY OTHER DRY METHODS APPLICABLE TO BULK MATERIAL, e.g. LOOSE ARTICLES FIT TO BE HANDLED LIKE BULK MATERIAL
- B07B1/00—Sieving, screening, sifting, or sorting solid materials using networks, gratings, grids, or the like
- B07B1/46—Constructional details of screens in general; Cleaning or heating of screens
- B07B1/4609—Constructional details of screens in general; Cleaning or heating of screens constructional details of screening surfaces or meshes
- B07B1/469—Perforated sheet-like material
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21D—TREATMENT OF THE MATERIALS BEFORE PASSING TO THE PAPER-MAKING MACHINE
- D21D5/00—Purification of the pulp suspension by mechanical means; Apparatus therefor
- D21D5/02—Straining or screening the pulp
- D21D5/16—Cylinders and plates for screens
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Paper (AREA)
- Filtration Of Liquid (AREA)
- Separation Of Solids By Using Liquids Or Pneumatic Power (AREA)
Abstract
一种造纸的筛分柱(10),具有筛子本体(11),该筛子本体(11)形成板材的螺旋形带(15),该螺旋形带沿边缘接合以形成锁定接缝(18),并安装在端部环(12、13)上。该带(15)中可以穿有开口,例如孔,或者可以在螺旋缠绕后在该带上形成开口或孔。该带(15)优选是有横过其宽度方向的波纹(21、22),该波纹平行于该带的边缘延伸,以便增强该带的梁强度。该端部环可以由不锈钢制成,或者可以由聚合物或复合材料(36)制成,该聚合物或复合材料(36)粘在柱形筛子本体的端头并通过穿过该筛子本体延伸并伸入该环材料中的埋入锚固件(40)而保持住。
Description
发明的背景技术
多年来,纸浆厂和造纸厂广泛应用压力筛分装置来清洁造纸原料。造纸原料悬浮液可以包含新的纤维或可以包含大量的再生纤维材料,或者可以两者都包括。通常所用的筛分装置采用在密封压力壳体中的、通常柱形的多孔筛分件。该筛分件将压力壳体的内部腔室分成分别在多孔筛子的两侧的进口室和合格品室(accept chamber)。该进口室可以认为是在该筛子的高压侧,该接收室可以认为是在该筛子的低压侧。
这样的压力筛分装置通常采用一转子,该转子用于使叶片、箔片或其它推动件高速沿该筛子的一个表面运动,通常是沿该筛子的高压面,以便使筛分孔眼打开和不会被固体材料堵塞。通常,该原料悬浮液,或称为“供给料”,被输送到靠近筛分柱的一端的进口室,由该筛分柱滤出(reject)的材料收集在相对端并由此排出。
公开了这样的包括筛分柱和推动箔片的装置的在先专利例如公开于1997年4月12日的授予Hatton等的美国专利4017387和公开于1981年6月30日的授予Lehman的美国专利4276159,另外的实例可以参引Lehman‘159第1栏第18-23行。
在所述类型的压力筛分装置中,如前所述的转子具有推动件或叶片,优选是该叶片有翼形截面,该叶片靠近柱形筛分件的表面运动但不与该表面接触,优选是该表面为内部的进口高压表面。这些叶片交替产生正压波和负压波,该正压波和负压波对筛分柱的孔眼起作用,以便防止该孔眼堵塞,从而能使该压力筛分装置高生产率工作。通常,筛分处理会将很大的应力施加在该筛分件上,已经发现,希望用至少大约3/16英寸的不锈钢固体柱来制造该筛子,该柱体用端部环增强,有时也用端部环之间的环形垫来增强。
筛分柱的孔眼可以是狭槽,也可以是孔。例如,筛分孔如Martindale的美国专利2835173所述,而机械加工的狭槽如Lehman的专利4276159所述。此外,也可以用激光切割在筛分材料上形成狭槽或孔,如Chupka的美国专利4795360所述。
需要采用壁厚为大约3/16英寸或更大的筛子导致材料成本和制造成本很高。例如,一个24英寸直径且大约24英寸高的筛分柱可能重150磅或更重。筛分表面可能要进行精密机加切割或激光切割,或者对这两者进行组合,有时还包括EDM切割,以便形成孔或狭槽形式的紧密间隔的开口,从而形成有合适开口的筛子。筛分壁的厚度导致需要采用麻烦的、耗时的和昂贵的开槽或切割技术,这增加了制造该筛分柱的人工成本。因此,对于造纸的封闭压力筛分装置,需要有更轻重量和更低成本的筛分柱,以便筛分造纸的原料浆或原料悬浮液。
发明简介
本发明涉及一种改进的、用于压力筛分装置的、重量更轻和成本更低的柱形筛分件,以便筛分造纸原料,在该筛分件中,筛分部分包括一个由螺旋缠绕的、由板材环形带沿边缘接合形成的、且通常为柱形的管状部分。该带状板材优选是有横向波纹,这样,该波纹的轴通常平行于该带的长度方向,以便增加径向刚性。该有波纹的带的壁厚将远远小于前述普通筛分柱所需的壁厚,例如可以是大约0.060英寸或更小。而且,穿过该带的筛分开口或孔眼可以通过预先对该带材穿孔而形成,或者可以在该带材形成柱体后通过切割、钻孔或激光切割来对筛子壁穿孔而形成。因此,本发明的筛分柱并不限定为穿出的孔眼或孔,也可以在该筛分柱上切割出筛分狭槽。
采用螺旋缠绕的带材例如不锈钢板材带来了意想不到的优点。当该带材沿其长度方向有波纹时,形成的柱形部分的强度或径向刚性大大增强。在带材的相应边缘处形成的折叠互锁接缝也增强了强度。优选是,锁口接缝形成于互锁、折叠、压平且彼此紧靠的边缘处。该接缝也可以在形成过程中电阻焊接而成。该接缝可以用焊剂或不用焊剂焊接。
接缝可以由柱体卷起形成,因此它们既可以在“内侧”,也可以在“外侧”。优选是,在本发明的柱形构件内形成接缝,这样,接缝厚度的主要部分相对于进口表面向内延伸,这可视情况而定。这样,接缝将形成螺旋引导槽,该螺旋引导槽增强了滤出物沿筛子表面向滤出物出口的流动。平行于接缝延伸的波纹的轴同样引导原料浆和滤出物向筛子出口流动。该作用取决于螺旋的方向与转子旋转方向的关系,这样,没有被筛子接受(accept)的造纸原材料通常沿轴向朝该压力筛分装置的合格品出口运动。
不锈钢端部环可以在该筛子部分的端头焊接就位,以便在该筛分装置的筛分腔中安装和支承筛子。本申请还介绍了一种利用聚合物、塑料或复合材料保持环的新结构,该保持环在螺旋缠绕筛子材料的柱形部分的裸露端上模制就位。销钉或其它保持件可以穿过筛子材料中的开口插入,以便嵌入环的材料中,从而起到将筛子保持在聚合物或复合材料环中的锚固件的作用。
本发明的特征可以在于压力筛分装置中的用于筛分造纸原料的筛分柱部件,在该筛分柱部件中,筛分表面形成螺旋或形成在边缘处焊接或接合的螺旋缠绕的金属板带。该螺旋柱可以由端部环支承,优选是,该带状材料也有横过其宽度方向的波纹,以便另外增加该带的强度。
为了装入造纸筛和/或为了提供在板的每一侧延伸的空间之间的密封,在根据本发明制成的柱形筛子板的一端或两端可以采用一个或两个端部环。该环能适应由于接缝和/或波纹引起的直径的变化,并起到将筛分柱板的包围筛分柱表面的中心定在该筛子转子装置的旋转中心上的作用。
根据本发明的还一特征和特定目的,一个或多个端部环由模制的聚合物、玻璃纤维或复合材料制成,其中,螺旋缠绕筛子的端头埋入该材料中并通过锚固元件保持在该材料中。
根据本发明的还一方面,造纸筛子件由筛分件形成,该筛分件定义为通过互锁边缘接合的连续金属板带的螺旋,其中,金属板带有沿其长度方向的波纹,以便增加强度,且该带通过穿孔或其它方式形成筛分开口,该筛分开口既可以是孔,也可以是狭槽。狭槽可以沿该带的纵向或横向方向延伸,孔或开口可以在形成螺旋管之前在该带上形成,或者是在形成螺旋管的过程中形成,例如通过同时进行的冲孔或切割,或者在形成螺旋管后形成,例如通过切割、冲孔、钻孔或者如通过激光或EDM的ablading。
与用于造纸的压力筛子装置的普通筛子板相比,本发明的筛子还有进一步的和意想不到的优点。也就是,筛分壁的厚度减小到通常合格纤维穿过开口或狭槽所必须经过的厚度的至少50%或更小,且与普通的筛子板相比能减少孔堵塞的可能性,并至少不需要在板表面用昂贵的型材以减小开口的有效长度。因此,与普通厚度的板相比,该较薄的板能够以减小摩擦或压力降的方式筛分纤维,因此有更高的通过量和效率。
因此,本发明的重要目的是提供较轻的、用于筛分造纸原料的筛分柱部件,它与普通筛子相比,需要的金属和材料更少,且可以较少的人工和总成本制造。
本发明的一个重要优点是在造纸原料筛分件的制造中可以用预穿孔的材料。
本发明的还一优点是该筛分材料可以螺旋形成较长管子并储存,以便以后使用,然后从该管切下一部分,以便形成作为筛子板的筛分件。
还一优点在于制造造纸筛子的筛分柱元件的方法,如前所述,该方法包括以下步骤:由较长和基本扁平的带或穿孔的带状材料形成非常长的柱形管,然后将该管切成合适轴向长度的柱形段。该段可以由连续形成的螺旋管制成,其中,该段在管的制造时切下。
由下面的说明书、附图和附加的权利要求书可以理解本发明的这些和其它目的和优点。
附图的简要说明
图1是根据本发明制成的筛子的俯视图;
图2是图1的筛子的局部侧剖图;
图3是沿图1中的线3-3的放大的局部详图,表示该筛子部分通过例如焊接装在金属端部环上的方式;
图4是该有波纹的带材料的横截面的局部放大剖面图;
图5是可以用于本发明的典型孔形的放大平面图;
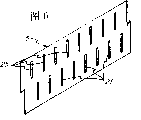
图6是金属板带的局部剖面图,表示该筛子可以进行开槽的一种结构和形式;
图7是表示聚合物、玻璃纤维或其它复合材料环在一个或两个端部环处安装在筛子带材上的方式的局部放大图;以及
图8是穿过使螺旋缠绕的带的边缘相连的一个接缝的放大剖面图,表示在卷起和焊接之前的接缝连接。
优选实施例的详细说明
参考表示本发明优选实施例的附图,在图1和2中,本发明的柱形筛分柱元件总体以标号10表示。在图2中,参考标号11指通常柱形的螺旋缠绕的筛子部分或本体,其周向端头封闭装入安装环12和13内。至少一个安装环,例如图1中的环13有普通的螺栓开口14,通过该螺栓开口14,筛分柱元件10可以装入压力筛分装置内。
柱形筛子本体11通过螺旋管形成装置由单个的连续段或基本扁平的金属板带材制成或卷成螺旋管,该螺旋管形成装置例如如美国专利5609055所示。该螺旋筛子本体11有多个面对面连接的带状部分15,该多个带状部分形连续成的板材带16(图4),该板材带在芯棒上螺旋卷起和焊接成柱形,且对接边在螺旋接缝18处互锁、卷起和还可选择进行焊接,如图8所示。
带16的在接缝之间的横向间隔部分优选是形成近似于正弦曲线的波纹,例如通过对平的金属板带进行滚压或成型。如局部横剖图4所示,波纹结构由反向的、成柱形的一部分的弓形部分径向相连而构成,以便形成横过该带的宽度方向延伸的脊21和谷22,这样,该波纹的轴23(图2)平行于该带的长度方向延伸。不过,本发明并不局限于如图4所示的特定波纹形式。该波纹的目的是使相互连接的带部分有很高的径向刚性。如图4所示,由波纹产生的波形与接缝18一起还产生了意想不到的优点。该波形和边缘接缝与旋转箔片一起产生微湍流区,该微湍流区有助于使本体11上的孔眼或开口保持打开状态。
孔眼或开口24的形式可以是在带状材料上的穿孔,例如从如前述0.60英寸厚的普通不锈钢卷筒上穿孔。图5表示了一种优选的60°类型的孔眼,该孔眼形成柱体上的开口24,该开口24孔眼可以小至0.008英寸左右(或更小、更大)。应当知道,本发明并不局限于特定的孔形式或尺寸。
图6图示表示了在带状材料上形成的狭槽25可以是怎样的形式。用未穿孔或未开槽的带状材料制成该螺旋筛子本体11,然后通过激光切割、EDM机械加工、高压水切割或其它包括机械切割和钻孔的等效方式穿过形成的柱形体形成合适的开口,这也在本发明的范围内。本发明的筛分柱的特殊优点在于用于带16的材料的厚度允许以较低成本高速穿孔。
优选是,接缝或连续接缝18以互锁的方式形成,在该互锁方式中,各相邻边缘形成互锁环26,该环再以如图8中箭头30所示的压力压紧。如果希望,接缝可以连续热焊接,例如用电弧或大电流,采用或者不用焊料,以便形成完整的和连续的接缝。
如图8所示,基本上为带16材料厚度的四倍的接缝18可以如轧制设备的规定位于柱体的圆周“内侧”或“外侧”。在筛分柱10中,优选是该接缝在筛子的进口表面,通常是内表面。这样,在推动箔片旋转时,由接缝形成的稍微升高的螺旋肋与起伏的波纹一起起到从筛子的一轴向端导向另一轴向端的螺旋通道的作用。通过选择该螺旋以及旋转方向,以便使滤出物(reject)导向出口,通过保证使材料的旋转运动的轴向分量有助于将滤出物带向滤出物出口和排出筛子的进口表面,可以使效率较高。该接缝也起到与旋转的箔片配合以保持筛子孔眼打开的湍流引导杆的作用。
图3表示了一种使螺旋筛子本体部分11可以装在一个端部环上的方法,例如装在端部环13上。该端部环13由金属制成并有L形狭槽或开口32。部分11的柱形边缘插入该狭槽并例如通过焊点35焊接就位。对向的端部环12可以通过同样方法安装。
在一优选实施例中,本发明的24英寸直径、24英寸高的筛子由壁厚为0.060英寸(16号标准厚度)的不锈钢带状材料构成。该筛子有横向波纹,这样,该波纹的轴平行于筛子的边缘,该螺旋的升角(导角、lead angle)为大约20°,如图2所示。波纹的节距,即脊21之间的距离是0.625英寸。该带15预先穿有直径为大约0.062英寸的孔24,孔的间距为大约0.14英寸,以便提供大约12%的开口区域。
波纹形带16的宽度的标称尺寸为6英寸,搭边接合后的有效宽度为大约5.6英寸,从而提供了大约5.6英寸间隔的接缝18。波纹的曲率半径为大约0.19英寸(测量至板的表面),当与板的厚度加在一起时,如图4所示的有效厚度尺寸“d”是0.25英寸。筛子在接缝处的径向厚度为大约0.24英寸。穿出的开口是60°类型,中心距离A为0.170,如图5所示。端部环由不锈钢制成并如图3所示方式安装。该筛子的重量为60磅。
如图7所示,利用由聚合物、玻璃纤维填充材料或复合材料制成的低成本、重量更轻的支承环也包含在本发明的范围内。环36由复合材料或聚合物材料制成,并在本体11的各轴向端周围模制就位。销钉40形式的锁定锚固件可以通过在该筛分板材的边缘或端头处形成的孔眼插入,以便在固化前模制形成并与形成该环36的材料啮合。这样,总体形状如图3所示的环可以与本体11的各端接合。环采用复合材料聚合物能够另外大大节约成本,并且由于该螺旋缠绕的波纹形筛分本体11的固有强度,因此可以使用这样的支承环。
用于使板材条形成连续螺旋的装置可由美国专利5604055公知,用于本目的的装置可由多个公司得到,这些公司包括:Spiral-helix有限公司,在美国Illinois州999 Dearfield Parkway,BuffaloGrove,60089。以该方法形成的螺旋管可以无限长和有预定直径,并且在形成后可以切成长度与在考虑到使用的端部环的尺寸后的柱形筛分本体11的希望高度相同。因此,筛分材料可以如上所述螺旋缠绕形成,然后切成希望的轴向长度,以便适合特定机器的需要。本发明必须能提供多种直径的柱体,其中通常为24英寸,但这不是限定,这可以在设定螺旋管成型机器时简单选择。而且,在制造管子时,接缝的管可以由切下的柱形段连续形成。
Claims (19)
1.一种用于具有旋转推动件的压力筛分装置的筛分柱,用于筛分造纸原料,包括:一个通常柱形的筛子本体,该筛子本体由成螺旋形缠绕的金属板带材料制成;锁定接缝,该锁定接缝形成于所述带的边缘处,所述带上形成有用于筛分造纸原料的孔。
2.根据权利要求1所述的筛分柱,还包括:所述带形成有横过其宽度方向的波纹,其中,该波纹的轴通常彼此平行延伸,并通常平行于所述带的边缘延伸。
3.根据权利要求1或2所述的筛分柱,其中:所述带的边缘与螺旋中的相邻带的边缘互锁,形成厚度大约是该带的厚度的四倍的锁定接缝,增强该柱体的梁强度。
4.根据权利要求3所述的筛分柱,其中:该带的边缘在所述接缝处焊接。
5.根据前述任意一个权利要求所述的筛分柱,其中:端部环由不锈钢制成。
6.根据权利要求1-4中任意一项所述的筛分柱,其中:端部环由非金属复合材料或聚合物材料制成,且环的锁定锚固件穿过在筛分件的边缘端头处的所述带的孔延伸,并埋入所述环中以便将所述环保持在所述筛子本体上。
7.根据权利要求2-6中任意一项所述的筛分柱,其中:该筛子本体的一个通常为柱形的表面是进口表面,所述波纹的节距与通过压力装置流动的方向之间的关系使得滤出物材料周向朝滤出物出口运动。
8.一种用于具有靠近筛子表面运动的旋转推动件的压力筛分装置的筛分柱,用于筛分造纸原料,包括:一个通常柱形的筛子本体,该本体由单个成螺旋形缠绕的带状板材制成;接缝,该接缝形成于所述带的边缘处,以便将所述带的边缘锁定在一起,所述带有通常平行于该带状材料的长度方向延伸的波纹,所述带上形成有通孔,该通孔形成用于穿过所述带材料筛分造纸原料的孔眼。
9.一种用于筛分造纸原料的柱形金属筛子板,由一个或多个长的、基本扁平的多孔带状材料以螺旋形缠绕而成,其中,使该带的边缘接合的相应螺旋形接缝包括该带的一部分,以便提供径向刚性和强度,从而在筛分工作过程中能耐施加在该筛子板上的力。
10.根据权利要求6所述筛子板,其中:螺旋形接缝包括该带的折叠的、锁定相连的相邻边缘,因此,该接缝的最终厚度是所述多孔的带状材料的厚度的4倍。
11.根据权利要求9或10所述筛子板,其中:接缝的边缘提供焊接或钎焊固定在一起。
12.根据权利要求9所述筛子板,其中:该螺旋形接缝通过折叠和焊接或钎焊而接合在一起。
13.根据权利要求9-12所述筛子板,其中:所述提供径向刚性的部分包括波纹的脊和谷,该脊和谷基本平行于所述带的边缘和所述接缝延伸。
14.根据权利要求9所述筛子板,还包括:位于所述柱形筛子板的一端或两端的一个或两个端部环,以便安装在造纸筛子内和/或在所述板的两侧延伸的空间之间提供密封,所述环适合由于接缝和/或波纹而引起的直径变化,并起到将所述柱形筛子板的包围柱形表面定心于筛子转子的旋转中心。
15.根据权利要求14所述筛子板,其中:所述端部环是金属的,并通过焊接、钎焊或粘接而与所述柱形筛子板相连。
16.根据权利要求14所述筛子板,其中:所述端部环是金属的,并通过销钉、螺钉或铆钉装置机械相连,且还包括在所述柱形筛子板和所述端部环之间的橡胶或塑料材料,以便在筛子板每一侧延伸的所述空间之间提供密封。
17.根据权利要求14所述筛子板,其中:所述端部环由非金属复合材料或聚合物材料制成,并通过铆钉、带、销钉、锚固件或粘合剂与筛子板相连。
18.制造如权利要求9-17所述的造纸筛子的筛分柱的方法,包括以下步骤:由所述长的、基本扁平的多孔带状材料形成的非常长的柱形管,然后将该管切成合适轴向长度的柱形段。
19.制造如权利要求9-17所述的筛分柱的方法,包括在管的制造时基本连续地形成螺旋管和将柱形段切下的步骤。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11345698P | 1998-12-23 | 1998-12-23 | |
| US60/113,456 | 1998-12-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1354698A true CN1354698A (zh) | 2002-06-19 |
Family
ID=22349544
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN99814972A Pending CN1354698A (zh) | 1998-12-23 | 1999-12-16 | 具有螺旋筛子元件的造纸的筛分柱 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1161308A4 (zh) |
| JP (1) | JP2003506578A (zh) |
| CN (1) | CN1354698A (zh) |
| BR (1) | BR9916541A (zh) |
| CA (1) | CA2356137A1 (zh) |
| WO (1) | WO2000038849A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108890232A (zh) * | 2018-07-24 | 2018-11-27 | 哈尔滨金阳光管业有限责任公司 | 一种带孔的螺旋波纹卷管的制备方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI122745B (fi) * | 2010-11-23 | 2012-06-15 | Aikawa Fiber Technologies Oy | Menetelmä seulasylinterin valmistamiseksi ja seulasylinteri |
| CN109772677B (zh) * | 2019-01-23 | 2021-05-25 | 广东萨米特陶瓷有限公司 | 一种多孔径滚笼筛及其制备含颗粒元素陶瓷制品的方法 |
| CN113857027A (zh) * | 2021-10-13 | 2021-12-31 | 双牌县丰泰农机设备有限公司 | 一种粮食筛选机 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU994048A1 (ru) * | 1981-09-25 | 1983-02-07 | Киевский Филиал Ленинградского Специального Конструкторского Бюро По Проектированию Кожгалантерейных,Обувных,Меховых Машин И Средств Автоматизации Министерства Машиностроения Для Легкой И Пищевой Промышленности И Бытовых Приборов | Сортировочное устройство |
| ES2035609T3 (es) * | 1988-08-12 | 1993-04-16 | E & M Lamort | Tamices para depurador y clasificador de pasta de papel. |
| FR2661196B1 (fr) * | 1990-04-18 | 1992-07-17 | Lamort Em | Tamis pour epurateur et classificateur de pate a papier. |
| SE502616C2 (sv) * | 1991-04-24 | 1995-11-27 | Dynasafe Ab | Tryck- och splittertålig avskärmningsanordning samt sätt att framställa densamma |
| FR2676076B1 (fr) * | 1991-05-03 | 1993-08-06 | Lamort E & M | Couronne d'extremite de tamis cylindrique pour epurateur et classificateur de pate a papier et son procede de realisation. |
| SE500893C2 (sv) * | 1993-02-10 | 1994-09-26 | Sunds Defibrator Ind Ab | Trycksilanordning |
| US5507396A (en) * | 1994-11-29 | 1996-04-16 | Carter Day International, Inc. | Rotating sizer with screen panels |
| US6016921A (en) * | 1997-12-01 | 2000-01-25 | Carter Day International, Inc. | Sizing panel for rotating cylindrical separator |
-
1999
- 1999-12-16 BR BR9916541-4A patent/BR9916541A/pt not_active Application Discontinuation
- 1999-12-16 CA CA002356137A patent/CA2356137A1/en not_active Abandoned
- 1999-12-16 EP EP99966336A patent/EP1161308A4/en not_active Withdrawn
- 1999-12-16 JP JP2000590792A patent/JP2003506578A/ja not_active Withdrawn
- 1999-12-16 WO PCT/US1999/029951 patent/WO2000038849A1/en not_active Application Discontinuation
- 1999-12-16 CN CN99814972A patent/CN1354698A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108890232A (zh) * | 2018-07-24 | 2018-11-27 | 哈尔滨金阳光管业有限责任公司 | 一种带孔的螺旋波纹卷管的制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2356137A1 (en) | 2000-07-06 |
| JP2003506578A (ja) | 2003-02-18 |
| EP1161308A1 (en) | 2001-12-12 |
| WO2000038849A1 (en) | 2000-07-06 |
| BR9916541A (pt) | 2001-09-11 |
| EP1161308A4 (en) | 2002-05-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA1109005A (en) | Channel base well screen | |
| US6698595B2 (en) | Screen material | |
| US10155342B2 (en) | Seam for an industrial fabric and seaming element therefor | |
| JP2593719B2 (ja) | 波形スクリ−ン板組立体とその製造方法 | |
| US5513757A (en) | Continuous cut slotted screen basket | |
| AU2002251308A1 (en) | Screen material | |
| US20040004110A1 (en) | Filter cartridge assembly and method of manufacture | |
| CN1420973A (zh) | 柔性管及其制造方法 | |
| CN101775973B (zh) | 复合防砂筛管及其制造方法 | |
| EP3077593B1 (en) | Non-woven double-layer industrial textile assembled from sleeve configuration panels, and panels therefor | |
| US4068713A (en) | Plastic well screen | |
| HUE025267T2 (en) | Composite reinforced strip that can be rolled up to form a spiral tube and a process for producing it | |
| FI97243B (fi) | Sihti paperimassan puhdistinta ja lajitinta varten | |
| US6089316A (en) | Wire-wrapped well screen | |
| CN1354698A (zh) | 具有螺旋筛子元件的造纸的筛分柱 | |
| RU2352793C2 (ru) | Металлическая сотовая структура и способ ее изготовления | |
| FI102090B (fi) | Seulalevy massan seulomiseksi | |
| MXPA01006459A (en) | Papermaker's screen cylinder with helix screen element | |
| EP0309186A1 (en) | Improved helically wound screen and method of making the same | |
| RU229021U1 (ru) | Скважинный противопесочный фильтр | |
| US5293677A (en) | Process of making a cylindrical slotted sieve for paper pulp strainer | |
| EP0922598A1 (en) | Seal and/or trim components | |
| WO2002078014A2 (en) | Metal fiber mat for use in filters and method of making said filters | |
| RU2075684C1 (ru) | Труба армированная полимерная и способ ее изготовления | |
| JP3002774B2 (ja) | 暗渠パイプとその製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |