CN1274493C - 制造复合层结构的设备和方法 - Google Patents
制造复合层结构的设备和方法 Download PDFInfo
- Publication number
- CN1274493C CN1274493C CN03807545.8A CN03807545A CN1274493C CN 1274493 C CN1274493 C CN 1274493C CN 03807545 A CN03807545 A CN 03807545A CN 1274493 C CN1274493 C CN 1274493C
- Authority
- CN
- China
- Prior art keywords
- adhesive
- cover plate
- fiber
- metal forming
- mixture
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/24—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer not being coherent before laminating, e.g. made up from granular material sprinkled onto a substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
- B32B2037/1081—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure using a magnetic force
Landscapes
- Laminated Bodies (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
- Soundproofing, Sound Blocking, And Sound Damping (AREA)
Abstract
本发明公开了用于制造芯复合层工件(夹层结构)的设备和方法,该芯复合层工件由至少一个第一盖板和至少一个第二盖板(1,2)以及这两个盖板之间的特别是包括短切纤维(9)的芯板(30)组成。由此能实施连续和基本上断续的制造,这样导致以合理的成本制造复合层结构。单个制造参数随着不同的实施例而特定变化,以便以较简单的方式获得具有期望的物理性能的复合层结构,该性能例如强度,刚度,机械和声能吸收性,加工性等。还可制造新用途的复合层结构。
Description
技术领域
本发明涉及由至少一个第一盖板和至少一个第二盖板以及这两个盖板之间设置的芯板来制造(芯)复合层工件或复合层结构(夹层结构)的设备和方法,该芯板包括纤维成分特别是例如短纤维(毛绒纤维,毛绒材料)和粘合剂。
背景技术
盖板和纤维均由钢、铝或任意其它金属材料,甚至合金制成,或者可由非金属材料例如合成材料(例如尼龙),陶瓷,织物或纸板或包括这些材料的任意物质或混合物制成,其中盖板和纤维并非必须由相同材料制成。根据应用的目的,可选择这些材料的几乎任意结合。
盖板和芯板的典型材料在EP1 059 160中公开,其公开内容的一部分在此提供作为参考。
对于这些复合层工件来说,与具有相同尺寸的纯工件相比其具有许多优点。根据纤维的类型,形状,密度,厚度,长度和定向,例如可获得特别低重量,和高的挠曲强度或较高模塑性和挠曲性,以及很高的机械和声能吸收性,其中该结构还设有不敏感和防锈的表面。根据提出的机加工(例如弯曲,深拉拔,焊接,切割等),以及根据复合层工件的用途,所有这些性能可进一步优化。
WO 98/01295例如公开了夹层结构,它在至少两个板之间包括金属纤维。由此,与包括有机材料的纤维的结构相比,实质上可获得抗高温性。在EP 0 333 685中还公开了如下实施制造,即板覆盖有粘合剂,然后通过静电场(静电植绒工艺)加速,金属纤维沉积在至少其中一个粘合层上,以便相对于板基本上垂直固定。然后板相互压靠,且粘合剂固化。
而且,DE 41 31 394公开了一种隔声材料,它由两个外板以及这两个外板之间的一个芯板以及胶合剂形成,芯板包括填充材料,在制造隔声材料期间,这三个板相互连续压靠。
DE 36 21 599公开了一种在水平移动的板幅面上分配短纤维材料的方法和设备,其中设有带空腔的漏斗,它具有分配开口,以便经过分离筛向移动板上输送纤维材料,分离筛横向振动。由此,可获得纤维材料均匀分布在幅面的整个宽度上。
而且,EP 0 014 973公开了一种制造机械零件的方法。根据该方法,箔幅面在第一工段涂有液体粘合剂,在第二工段,通过静电场在粘合剂涂层上附加毛绒纤维。然后,借助加热装置,粘合剂预先硬化,这样,毛绒纤维粘合到涂层形式的粘合剂上,箔幅面与支撑件压靠在一起并预成形。
最后,DE 38 24 842公开了一种隔热板和制造该隔热板的方法,在连续的工艺过程中,包括隔热填充材料的薄板并混合有胶合剂的内涂层进给到两个成形金属板之间,这三个板借助粘合剂胶合到一起,粘合剂注入这些板之间,以便形成夹层结构。
然而,所有这些方法和设备具有如下缺点,即它们仅能制造特定构件,而不能通用,或者,它们不适合连续制造工艺,因而不能在单位时间内高产出的制造夹层结构部件。
发明内容
本发明的一个目的是提供一种设备,它能在连续工作的制造工艺中以合理的成本和高质量的制造上述种类的具有几乎任意形状的复合层工件和复合层或层压结构。
本发明的另一个目的是提供一种方法,特别是采用这种设备的方法,利用该方法能在连续工作的制造工艺中以合理的成本和高质量的制造上述种类的复合层工件和复合层或层压结构。
根据本发明,分别利用权利要求1或权利要求2所述的设备和权利要求11所述的方法可实现上述目的。
根据本发明的解决方案的特殊优点是,无需实质上改变该设备或方法,就可以分别通过该设备和方法来制造具有不同的性能和尺寸的复合层工件和复合层结构。制造的复合层工件和复合层结构可用作制造几乎任意用途的原材料,因此,与现有技术的设备和方法相比,可获得高挠曲性和显著的成本优势。
而且,利用本发明的设备和本发明的方法,可制造具有新的性能和适合新的用途的复合层工件和复合层结构。
这种应用特别涉及车辆技术和结构(汽车和摩托车),飞机和造船领域,用于保护目的(例如用于铠装或封装具有快速转动部件的机器),以及制造外壳,箱,容器,包装甚至家具,其中的复合层工件和复合层结构为平面或拱形,例如成三维形式的元件。
从属权利要求分别公开了该设备的单个部件和单个方法步骤的优选的实施例,由此可获得单个制造参数的特定变化,以便以较简单的方式获得具有期望的物理性能的复合层工件和复合层结构,该性能例如重量,挠曲强度,模塑性和挠曲性,机械和声能吸收性,导电和热传导性,加工性等。
附图说明
通过下面对优选的和典型的实施例的说明并结合附图,可获得本发明的其它细节,特点和优点,在附图中示意表示:
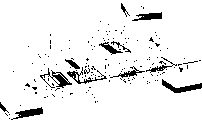
图1根据本发明的制造复合层结构的设备的第一实施例的原理示意图;
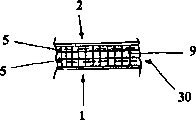
图2通过图1的设备制造的第一复合层结构的横截面;
图3a作为本发明的设备的一个部件,用于在盖板上涂覆粘合剂的优选的第一装置的横截面;
图3b根据图3a的第一装置的三维视图;
图3c作为本发明的设备的一个部件,用于在盖板上涂覆粘合剂的优选的第二装置的三维视图;
图3d作为本发明的设备的一个部件,用于在盖板上涂覆粘合剂的优选的第三装置的三维视图;和
图4根据本发明的一个优选的实施例的方法制造的第二复合层结构的横截面。
具体实施方式
下面通过一个实施例来描述根据本发明的设备,在该实施例中,利用两个金属箔形式的盖板和这两个板之间的设有毛绒纤维的芯板,来连续制造复合层(层压或夹层)板。如果代替一个或两个金属箔而采用一个或多个这样的复合层板,也可以制造多复合层结构。
图1表示这样的第一设备的示意图。均具有例如约0.2mm厚度的第一和第二金属箔1,2都以卷的形式引入设备中,替代的,还有可能引入具有基本上双倍幅宽的一个金属箔,在纵向上(输送方向)将其分开,然后根据下面的说明将这些部件作为第一和第二金属箔进给。
作为另一个替代例,代替两个卷绕金属箔1,2,预切割到一定尺寸的板1a,2a输送经过设备(如果必要借助一个单独的输送带)。还很可能将卷绕金属箔的进给与预切割金属箔的单个板的进给结合。例如,图1所示的金属箔2可用预切割板2a替换,或者,金属箔1可用预切割板1a替换。下面的说明对所有这些替换例适用,下面各实施例中采用术语“金属箔”。如果采用由另一种材料例如典型的上述材料制成的箔或盖板来替换一个金属箔,这也是可行的。
首先,第一金属箔1借助第一辊3进给经过第一装置4,粘合剂5通过该第一装置4涂覆在第一金属箔上。以类似方式,第二金属箔2借助第二辊6进给经过第二装置7,粘合剂5通过该第二装置7涂覆在第二金属箔2上。如果必要,在涂覆粘合剂5之前,金属箔1,2必须以惯常方式预处理,例如通过蚀刻和/或粗糙化,或者为了活化其表面,必须接受电晕处理并清洁(未指出)。
然后,已经由粘合剂5涂覆过的第一金属箔1经过植绒装置8输送,该植绒装置8最好封装并调节(封装和调节未表示),毛绒材料借助植绒装置附加在涂有粘合剂5的第一金属箔1的表面上,该毛绒材料包括单根纤维9,其具有例如在约5和约40微米之间特别是约22微米的厚度,和在约0.1至约20毫米之间特别是约1至约5毫米之间的长度,涂覆特别是以如下方式进行,即在粘合剂涂层中,纤维9单根间尽可能远的固定,并相对于第一金属箔1具有期望的定向,该定向一般是垂直于该第一金属箔1。该工艺通常被称为植毛绒工艺。
然后两个金属箔1,2在第三辊10处结合在一起,并输送到干燥器12中。根据图1所示的实施例,干燥器12在输入处包括第一上输送带121’和第二下输送带121”,在输出处包括第三上输送带122’和第四下输送带122”。输送带121’,121”,122’,122”借助驱动单元(未图示)受驱动,其中第一和第三输送带121’,122’从上方作用在复合层结构上,第二和第四输送带121”,122”以输送方式从下方作用在复合层结构上。
在输送带121’,121”,122’,122”作用并与第一和第二金属箔1,2相对的区域内,分别设有一个加热或冷却单元123,它包括连续的施压工具。金属箔1,2借助输送带121’,121”,122’,122”输送经过这些施压工具123。借助施压工具123,金属箔1,2相互压靠并根据粘合剂的类型同时加热,以便粘合剂5硬化,并实现金属箔1,2和纤维9之间的安全连接。然后,金属箔1,2以明确方式冷却至环境温度,以避免任何翘曲变形。
在成对的输送带121’,121”和122’,122”之间设置填料隔绝124,通过填料隔绝124,金属箔1,2结合在一起,并借助可驱动的两个辊相互压靠至期望距离。这种(附加的)填料安装物附加或替代的设置在第一辊10和第一对输送带121’,121”之间。
最后,在干燥器12的输出位置,设置切割装置13,受压金属箔1,2以期望方式通过该切割装置切开。
为了输送第一和第二金属箔1,2经过设备,可设置另一个驱动单元(未图示),第一和第二辊3,6利用该驱动单元驱动转动。
图2表示所述设备制造的第一复合或层压或夹层板的横截面,其中可以识别出第一和第二金属箔1,2以及位于这两个金属箔之间的芯板30,并包括基本上垂直定向的纤维9,和两个粘合剂5层。
在下面的说明书中,根据图1的设备的单个部件应详细说明。
用于在金属箔1,2上涂覆粘合剂5的装置4,7可以不同方式设置,并可根据不同的方法工作。方法的选择主要取决于粘合剂5的种类和粘稠度,金属箔1,2的表面,和整个表面或仅特定区域必须涂覆粘合剂5的事实。根据粘合剂的种类,如果可以适用,在该区域,以及在植绒装置8的区域(例如借助空气流,通过红外或紫外辐射或通过电感应装置),第一和第二辊3,6,其周围和/或金属箔1,2可加热,以防止粘合剂5过早的冷却,并改善其应用,和保持其为液体,以便纤维9在随后的植绒工艺过程中可靠的刺入。如果粘合剂5过于呈液态流动状,通过适当的加热,它可局部硬化,以便纤维可靠的固定。
根据与公知的丝网印刷类似的方法,存储在箱51内的粘合剂5分配到筛47,77上,筛布置在将被涂覆的金属箔1,2上。然后,粘合剂5借助刮刀(刮浆板)48,78施压经过筛47,77到金属箔1,2上,这是公知的丝网印刷工艺,其中刮刀的位置,材料,压力和形状影响涂覆的粘合剂5的量。通过该方法,甚至在金属箔1,2的不平的表面上可获得特别均匀的分布。
特别是为了获得粘合层的均匀厚度,在筛47,77上提供加热装置并加热粘合剂5和/或筛47,77,以便通过相关温度的增加来降低粘合剂5的粘度和改进其流动性,这可能是有利的。
为了改善粘合剂5与筛47,77的分离,可以设置适当的防粘涂层和/或使分离更容易的表面结构。
粘合剂5相互叠加的涂覆若干层。一方面,如果第二层涂覆在第一层上,在减小的压力下,这用于获得一定厚度的总层。另一方面,特别是如果在第一丝网印刷工艺期间粘合剂未(以足够量)涂覆在所有区域,第二涂覆工艺可用于完成和封闭第一层。在不同压力下,这些涂覆工艺可重复若干次。
而且,有利的是将暖空气流引导至涂覆粘合剂层上。令人惊奇的展示是在粘合剂层中存在的小气泡可被清除,粘合剂层的表面变得特别平。
另一个替代例是,在图3a至3c中示意表示了采用丝网印刷的原理。在这些典型实例中,源于粘合剂5涂覆在第一金属箔1上。然而,利用所述设备,第二金属箔2或附加的或另外的盖板也可涂覆粘合剂5。
根据图3a和3b,挠曲的用于粘合剂5的例如为半透型织物带41的条带借助三个辊42,43,44胶合,并压靠在将被涂覆的金属箔1上。因此,织物带41通常利用输送的金属箔1拉动,以便单独的起动通常没有必要。在与金属箔1相对的织物带41的一侧上,固定的刮刀(刮浆板)45定位成对从漏斗461已经进给的粘合剂的供给源施压,从而穿过织物带41到达金属箔1上。而且,粘合剂的涂覆基本上受刮刀的位置,材料,压力和形状的影响。
由织物带41承载的粘合剂5最好在辊44的区域内借助适当的剥离元件(未图示)清除。最好至少其中一个辊41,43,44可移动的受到支撑,以便可调节织物带41的张力。
图3c表示织物带41在滚筒411上伸展的一个实施例,在该滚筒内,定位粘合剂的漏斗461和刮刀45。作为替换,筛可形成滚筒,滚筒可透过粘合剂5(转动丝网印刷),在该滚筒内定位刮刀,粘合剂5进给到滚筒内,因此,如果滚筒在金属箔1,2上解开,粘合剂穿过滚筒的壁到金属箔1,2上。除了上述措施外,通过增加滚筒的直径可改进粘合剂的分离。
如果筛和织物带41仅在特定区域分别可透过粘合剂5,分别借助这些设备和方法,还有可能仅在特定区域或者在金属箔1,2上成特定图案的形式涂覆粘合剂5。对于通常的丝网印刷工艺,分别在筛和织物带41上产生这种图案是公知的。
这种图案例如具有蜂巢结构,该蜂巢结构由许多多边形(三角形,五角形,六角形,八角形)组成。而且,粘合剂的图案可成螺旋形,蛇线形,矩形,圆形,原点,圆曲线,椭圆,星形,十字形,以及其它几何图案和这些图案的任意结合。
这种图案的选择可不仅为了节约粘合剂5和纤维材料,而且取决于层压板的未来应用。例如如果层压板打算焊接或切割,金属箔1,2在稍后焊接点或焊缝或切割边缘不涂覆粘合剂,以分别获得特别清洁的焊缝和切割边缘,这里没有粘合剂5以及纤维9。而且,在随后的焊接期间,没有燃烧的粘合剂5的蒸汽散发出来。如果沿弯折或折叠边缘没有涂覆粘合剂5,则相关的随后工艺更简单。
如果复合结构工件(具有梯度性能的工件)获得特定的局部不同(与方向有关)的机械,声学,热,吸收,振动或其它物理性能,仅局部涂覆粘合剂5也是适当的。
在金属箔1,2的大量表面涂覆粘合剂情况下,由于两种材料的膨胀的不同的导热系数可能产生内应力。如果粘合剂以例如由粘合剂的单个岛(点图案)形成的非连续层的形式涂覆,这些应力至少基本上可以避免。这种粘合剂图案最好借助公知的丝网印刷方法涂覆。
这同时用于解决另一个问题。表现在通过利用大多数目前公知的粘合剂,复合层结构的温度增加导致抗脱层性能显著降低。然而,如果粘合剂没有以连续层形式涂覆,而是以若干粘合剂岛的形式涂覆,即使在较高温度下,该抗脱层性能保持显著高。
最后,有可能在金属箔1,2之间保持一定区域没有粘合剂,这些区域具有空腔或通道的形式,随后,在两个金属箔1,2结合前,例如液体或气体介质引导经过或进入该空腔或通道。在金属箔结合后,物体插入该空腔或通道,该物体推动进入或离开结构的边缘。
作为丝网印刷涂覆的替代例,如果喷射系统包括若干喷嘴,也可通过该喷射系统获得这种粘合剂的选择涂覆,喷嘴独立受控制,并最好被加热,以实现或保持粘合剂的足够低的粘稠度。这种喷射系统最好由计算机控制,以便以较简单的方式在金属箔1,2上产生粘合剂的几乎任意图案。
使用可以被加热的板模(滑模)是有利的,以便涂覆第一粘合剂层(预涂覆)或整体粘合剂层(预涂覆及最终涂覆)。
根据图3d的另一种可能是利用刮刀(刮浆板)直接将来自漏斗461的粘合剂5涂覆在金属箔1,2上。为了获得尽可能均匀的的粘合剂层,有关的金属箔1,2通常借助滚筒50进给经过刮刀,或者在非连续的方法情况下,金属箔固定在真空台上。粘合剂5还以类似方式附着,然后借助刮刀片或类似装置校准,在两种情况下在借助梳状刮刀涂覆后可获得某种粘合剂的图案,刮刀片在涂有粘合剂的金属箔1,2上移动。
使用的粘合剂5的种类基本上由各种用途,复合层结构的未来使用,特别是期望的性能等,例如刚度或挠曲性,强度等,以及毛绒纤维的种类和分布来确定。基本上必须考虑三种不同种类的粘合剂。这些是所谓的活性粘合剂,即在正常或升高的温度下硬化的粘合剂,以及双组分粘合剂和公知的热塑性塑料。
例如如果材料的特别高的刚度是期望的,则如果金属箔1,2的距离保持固定,以便获得金属箔1,2和纤维9之间的特别牢固和紧密的连接,那么在粘合剂5硬化(固化)期间,与泡沫材料类似并可膨胀的粘合剂5可用来最大程度的封装纤维9。
然而,如果复合层结构的良好的机械和声能吸收性和延展性是期望的,可使用粘合剂5以便在硬化(固化)状态下保持一定的挠曲性。在这些情况下,可使用某些热熔粘合剂或环氧树脂粘合剂。
如果通过成形操作例如深拉拔对复合层结构进行机加工,最好使用通过升高温度在硬化状态下降低强度的粘合剂。在这种情况下,夹层结构作为一个整体变的更柔顺和具弹性,并且在较大程度上无任何损伤的成形,其中必要的力还较小。如果适当的选择和充分的加热粘合剂,甚至有可能实施手工成形。
而且,粘合剂5可以粘合剂箔的形式或者以粘合剂箔的若干部段的形式涂覆在金属箔1,2上,其中具有任意形状的一定图案可以例如冲压在粘合剂箔内。金属箔1,2的附着可以例如借助静电充电获得。箔的厚度对应于期望的粘合剂涂层的厚度,或者具有较大厚度的粘合剂箔相应的拉伸并铺开。由此,可同时避免进气或消除夹气。在下面的植绒工艺期间通过加热粘合剂层和/或金属箔1,2,纤维可充分的植入粘合剂涂层内,并固定于其中。
在一些情况下,适当的是不要借助装置局部或整体涂覆一个或两个金属箔1,2,代之的是进给至少一个金属箔,该金属箔已经涂覆粘合剂层。在这种情况下,粘合剂层最好覆盖有无粘合剂保护箔,因此,相关的金属箔可卷绕成卷。在供送到设备内之前或者开始时,保护箔手工或者自动(未图示)脱去。
最后,还有可能根据上述说明用粘性粘合剂5涂覆第一金属箔1,以便在植绒工艺后在纤维9上涂覆粘合剂箔,然后有可能在加热后,用其对第二金属箔2施压。
上述措施可相互结合,以便优化粘合剂的涂覆。
在用粘合剂5涂覆金属箔1,2后,借助植绒装置8实施植绒工艺。植绒装置8还根据不同的方法工作,该方法根据制造纤维9的材料种类和在第一金属箔1上的纤维9的厚度,长度和期望的密度与分布来选择。
选择方法的另一个标准是复合层结构的期望的性能。如果期望尽可能高的挠曲性和延展性,纤维9应尽可能远的垂直固定在金属箔1,2的表面上。然而,如果期望尽可能高的刚度,纤维9应更加无规律的特别是分别倾斜和对角定位,并相互交叉。
借助加热装置(热空气流,红外线或紫外线辐射,电感加热等),在植绒工艺期间,粘合剂5的粘性降低,以确保纤维9充分的植入粘合剂层内。
植绒工艺的原材料通常是由上述材料的另外一种制成的一捆金属线或一捆纤维,该材料首先切割成期望长度。
图1所示的植绒装置8的实施例包括一个(或多个)装有切割纤维9并具有底的容器81,纤维9可穿过该底并施加在第一金属箔1上。一方面容器81以及另一方面的金属箔1承受不同的电势和/或磁势,以便在其之间产生电场和/或磁场82。为此,提供有关的电压源和产生电场和/或磁场(未图示)的装置。场强和容器81底部的透过性相匹配,以便纤维9穿过底部,在金属箔1的方向上由电场和/或磁场加速,然后植入粘合剂层内,以便固定例如基本上垂直于金属箔1。
为了获得粘合剂层5内的期望密度的纤维,特别是场82的强度,容器81和金属箔1之间的距离和金属箔1移动的速率可调节。而且,可设置至少一个振动装置(未图示),利用该振动装置,容器81在水平和/或垂直方向上承受振动,这最好可调节,以便增加和调节经过底部植入的纤维9的量,并松开纤维9。
可以影响纤维9的密度和分布和均匀性的另外的参数是容器81的底的种类。这特别涉及在有关底内的开口的数量,尺寸,形状和密度,为了获得不同输送量的纤维9,相关的筛装置可设置至少部分局部或整体闭合的开口。
特别是在容器81底部设置成筛的形式的情况下,输送性能还受筛的形状,印刷和/或结构的影响。这种筛最好与振动装置(震动筛)结合使用,以便松散,相互分离,并与装在容器81内的纤维不相配,以防止筛在单个位置或多或少被纤维堵塞。在该连接中,有利的是在不同的频率和/或不同的幅度下振动筛,替代的或者补充的,可使用声压波和/或压缩空气来分离纤维束,或优选的筛取不同长度的纤维9。
为了阻止或避免纤维束9的形成,有可能提供具有适当涂层的纤维。这种涂层可以是双组分粘合剂的一种组分,其中第二种组分如上所述借助第一和第二装置4,7分别涂覆在待涂覆的金属箔1,2上。
而且,电极(未图示)可例如以环的形式定位在容器81和金属箔1之间,它分别相对于金属箔1和容器81承受这种电势,以致纤维9根据公知的三极管(三电极)的原理另外被加速或减速。
利用公知的布朗管原理还可以控制输送的纤维量和纤维流在金属箔1上引导的方向。在这种情况下,形成的类似调节控制电极和若干圆柱电极形式的装置可用于聚焦和加速相关的纤维流,而且,该纤维流借助电场和/或磁场引导并由装置对应控制,以便产生这些场,它们在金属箔1上具有不同的方向。
在植绒装置8操作期间,通过改变所有这些参数,在粘合剂层上可获得具有改变纤维密度的部分和具有不均匀分布的纤维的部分或者无纤维的部分。
分层性能的检查表明在粘合剂5硬化(固化)后,与已经附加在第一盖板上的第二盖板(第二金属箔2)的粘合剂层相比,纤维9更强的固定在第一盖板(在所述的方法中是第一金属箔1)的毛绒粘合剂层内。为了在两个盖板上获得尽可能均匀的抗脱层性能,和其它物理性能的的均匀分布,这些盖板可以这种方式以正/负图案植绒,以便在板结合后,芯板内的植绒区域并排设置,并象齿一样相互啮合。
在这种情况下,特别有利的是使用在介绍部分说明的方法,提供具有基本上两倍幅宽的金属箔,在粘合剂涂覆和纤维植入和粘合剂很可能预硬化后,在纵向上它被分成两半,然后,这两半折叠在一起,受压并接受终固化。
为了获得正/负图案,可使用模板(未图示)来植入,在其中一个盖板上产生成植绒区域形式的图案,它代表在另一个盖板上的图案的负图案(非植绒区域),因此,通过盖板接合在一起,它们相互完成。
模板最好以带的形式设置,该带例如由织物或箔材料制成,并借助三个引导辊象输送带一样引导,该引导辊具有与植绒的盖板相同的速度。其优点在于在其中一个引导辊的区域内借助剥离或抽吸装置可消除过量的纤维9,该纤维9还未通过模板内的开口到达相关的盖板。
作为替换,通过具有期望横截面的管附加纤维9,并根据有关的图案定位,其中管(未图示)每端在有关的金属箔1,2的粘合剂层上发射,很可能每端设置筛,以便基本上完成容器81的功能。在这种情况下,纤维9根据上述说明借助电场和/或磁场被加速或影响。
获得纤维9密度的某种分布的另一种可能是在第一金属箔1的不同位置涂覆点状的发泡粘合剂5,而不是在每个点上放置纤维束和使粘合剂5预固化。由于发泡粘合剂,单个纤维9相互分离和/或在与花束类似的方向上成扇形展开,因此在局部区域获得纤维的相对均匀的密度,其中根据复合层结构提出的用途确定这些区域的数量和距离。然后,如下所述实施金属箔1,2的结合和粘合剂的终固化。
根据代替容器81的植绒装置8的另一个实施例,可设置切割装置,例如在上述恒定的或可变的电场和/或磁场的作用下,提供的纤维束借助激光束或机械装置在金属箔1上切割,然后直接引导至金属箔1上。
另一种可能性是首先在粘合剂层上在基本上非切割状态下固定纤维9,然后借助例如金属箔1上的期望高度的刀或激光束将其切割。
为了在相对于金属箔表面的相当大尺寸内获得纤维9的非垂直和无规律的定向,在纤维9应用期间或刚好之后,空气的连续流或涡流可引导至纤维9上和/或金属箔1上。为此,最好在植绒装置8的区域内,提供相关的鼓风装置(未图示)。如果纤维9定向为相对于金属箔1的表面倾斜的共同优选方向,使用在植绒表面上附加纤维9后抛光的刀刃。
在适当的纤维材料的情况下,纤维9还借助适当的电场和/或磁场定向。可影响定向的参数基本上是场的强度和方向,产生场装置与植绒表面的距离,和植绒表面的运动速度。借助单独受控制的若干较小的场产生装置,可获得纤维9的定向,这特别控制为在整个植绒表面上伸展的图案种类。
另一种可能是在金属杆下和经过该金属杆引导植绒表面,金属杆和纤维9连接到这种位势,以便纤维9受金属杆吸引或排斥,以便以这种方式倾斜。
最后,最好和特别是在这种情况下金属表面的仅某些区域涂覆粘合剂5,设置第三装置(未图示),在金属箔1,2连接在一起之前,布置在这些区域之间的纤维9被清除。该第三装置可以是放气或吸气装置,或者纤维例如借助电场和/或磁场被清除。
特别是在较稀薄的液体粘合剂5的情况下,有利的是刚好在附加一点纤维9之前或之后使粘合剂硬化一些,以便在金属箔1,2接合在一起之前获得纤维9的预固定。刚好在第一金属箔1进入植绒装置8之前,该预硬化例如借助热空气流,电感加热,或者红外线或紫外线辐射来实现。如果存在金属箔1翘曲变形的危险,通过仅局部用粘合剂涂覆和/或采用较高强度的金属箔1可避免该翘曲变形。
如果一方面选择具有很高粘稠性的粘合剂5,这对于在植绒之前通过加热在某种程度上熔化很有用,因此,纤维9可更好的刺入粘合剂层内。这对于在第二金属箔2与第一金属箔1接合之前粘合剂5涂覆在第二金属箔2上也是有效的。而且,借助热空气流,红外线或紫外线辐射,粘合剂5的电感加热,或者如上所述借助加热的辊3,6来实现加热,粘合剂5很可能将金属颗粒,和/或金属箔1,2和/或纤维9混合。
用纤维9给金属箔1植绒的一个替代例是,代替粘合剂5,在第一和/或金属箔1,2上涂覆由混合器制备的粘合剂5和纤维9的混合物。由此,一方面可以获得纤维相对于金属箔1,2的表面的特别随机和无规律的定向。然而,另一方面,在通过如上所述进给电场和/或磁场来附加混合物后,还可能校直纤维9。在两种情况下,仅涂覆其中一个金属箔1,2也是充分的。
在这种情况下,有利的是向设备进给至少其中一个金属箔,相对于涂覆粘合剂和用保护箔覆盖的金属箔而言,该金属箔用由保护箔覆盖的这种混合物来预涂覆。
总之,为了获得沿复合层结构的宽度和/或长度上不同或可变(即与方向有关)的物理和/或电性能,在至少其中一个盖板上,可涂覆不同种类,密度,厚度,长度,材料和/或相对于盖板不同定向的纤维9,其中,如果需要,上述措施还可相互结合。在该连接中,盖板的相互位移能力对于这些与方向有关的性能有显著的影响。
借助干燥器12的布置,通过相对施压并使粘合剂5硬化,两个金属箔1,2牢固的相互连接,特别是,金属箔1,2的距离,温度和压力的值,以及其对金属箔1,2影响的持续时间,基本上取决于使用的粘合剂5的种类和金属箔1,2的厚度和质量。
考虑到此,特别有必要区分热熔化的粘合剂与其它粘合剂,该热熔化粘合剂在温或热状态下为液体并通过冷却硬化,该其它粘合剂例如是在热影响下固化的环氧树脂粘合剂。据此,施压工具123很可能包括附加的加热装置。
在通过成形工艺例如深拉拔工艺对复合层结构进行机加工且该结构通常被加热的情况下,这种粘合剂特别有利,其强度随着温度的增加而降低,因此,根据金属箔1,2的成形,芯板流动地适应。
为了避免在硬化(固化)期间金属箔1,2翘曲变形,本质上两个金属箔1,2在施压工具123内尽可能同质和均匀的加热,然后尽可能均匀的冷却,在这两种情况下金属箔1,2尽可能同时。
其是这样实现的,一方面,如果两个金属箔1,2在到达施压工具123后,在加热继续进行直到达到粘合剂固化温度之前,首先加热到起始温度,同时对金属箔1,2一起施压。根据粘合剂的固化温度和金属箔1,2的厚度,起始温度例如约是100℃。
另一种可能是不使金属箔1,2与施压工具123直接接触,而是在施压工具123和金属箔1,2之间插入一个板元件,该板元件例如是钢板,金属板,箔,织物材料等,它们具有比金属箔1,2高的热容量和/或较低的热传导率。这防止金属箔1,2在与施压工具123的第一接触区域突然加热,但是在施压工具和金属箔1,2之间产生温度梯度,金属箔1,2沿其连续和缓慢的加热。通过适当的选择板元件的材料和厚度,可优化加热工艺。
在粘合剂5压缩和固化后,板元件用于确保金属箔1,2均匀的冷却,并防止其翘曲变形。如果有必要,借助沿板元件的自由边或在其上引导的冷却装置可控制冷却。为此,板元件包括适当的通道以便进给冷却剂。
特别是在特别薄的金属箔1,2和/或具有较差质量的金属箔的情况下,如果施压工具123内的温度降低,且压缩的持续时间相应增加时,形成凹痕的危险显著降低。
当施压工具123关闭时,如果空气没有足够快的溢出,夹杂的空气也可产生凹痕。这可通过在金属箔1,2和施压工具123之间插入一种耐热织物加以避免,空气可经过该耐热织物从施压工具123横向溢出。
两个金属箔1,2借助公知的电感加热装置(未图示)特别均匀和快速的加热。如果纤维9是金属且粘合剂5也包含金属颗粒,那么这很对,因为在这种情况下,在金属箔1,2之间也产生热,并能够特别快速和均匀的加热粘合剂5,还能防止金属箔1,2翘曲变形。
而且,在两个金属箔1,2之间的粘合剂的固化可用两个或多个步骤实施。例如,根据图1在干燥器12内的金属箔1,2接合在一起后,在第一步骤预固化实施到这样的程度,以致金属箔1,2在后面的终固化期间不再膨胀。然后,金属箔1,2首先由切割装置13以期望的方式切割,接着在实现终强度的相同或较高温度下,单个部件在第二步骤(未图示)中终固化,其中,为此,由于预固化,部件引入适当的炉中,该炉具有任意定向或位置。
当使用公知的施压工具123时,金属箔1,2在干燥器12内挤压到一起的距离通常可以调节。对涂覆在金属箔1,2上的粘合剂5的量和粘合剂涂层的厚度可调节,两个替代例可根据产生的芯板的紧密度区分,该紧密度产生不同的材料性能。
考虑第一替代例,距离太大和/或粘合剂5的量和粘合剂层的厚度分别太小,以致在第一金属箔1上存在的纤维9的仅自由端刺入第二金属箔2的粘合剂层内太深,因此,在粘合剂固化后,确保了两个金属箔1,2之间的安全连接。
考虑第二替代例,金属箔1,2一起压缩这样一个小的距离,和/或粘合剂5的量和粘合剂层的厚度分别如此增加,以致在金属箔1,2之间,产生基本上同质和多孔且密实的芯板,其中纤维完全由泡沫材料围绕并相应封装。
然而,在这种情况下,它必须确保在粘合剂层内很可能存在的气泡基本上溢出,或者在金属箔1,2接合到一起之前粘合剂层基本上不存在这种气泡。其例如如下实现,即如果在涂覆粘合剂5和使金属箔1,2接合到一起之间,待一定的持续时间结束,或者,如果(热)空气流在粘合剂层上引导,以便其表面下的气泡炸破。
对于特定的应用,并由于材料的回收,最好尽可能不使用粘合剂5。在这种情况下,纤维9首先根据图4以纸板或类似材料的形式插入载体91内,以便其自由端在载体91的两侧承载。如果有必要,接着,在导电粘合剂5涂覆在纤维尖头上,且载体91铺设在第一金属箔1上之前,通过缩短自由端(例如借助激光束),纤维9获得期望的长度。
此后,纤维9通过粘合剂5的电感加热附着到第一金属箔1上。载体91确保纤维9保持相对于金属箔1基本上垂直定向,或者如果它们以一定的角度已经插入载体91内,则在附着工序过程中保持该角度。在粘合剂冷却后,载体91移走,第二金属箔2例如通过另一个这样的附着工序涂覆。
而且,还有可能通过电感间断焊直接将金属纤维9固定在金属箔1上。为此,首先基质附加在第一金属箔1上,在植绒工艺期间纤维9很容易植入该箔以便将其固定。接着,第一金属箔1电感加热。通过适当的选择基质的电导率,可实现在第一金属箔1和纤维9之间的特定的加热转换,因此,二者焊接在一起。以同样的方式和以上述方式,最终涂覆第二金属箔2。
如果分别代替一个和两个金属箔1,2和金属板,而是盖板采用非金属材料(例如合成材料例如凯夫拉尔纤维或类似物),或者如果纤维9由非金属材料制造,上述公开的制造方法也可适用,对于本领域的普通技术人员来说显然只有几点例外。特别是,有可能使用纸页或纸板来代替一个或两个金属箔1,2,因此可以实现重量显著降低。
在这方面,可实现盖板和至少一个芯板的材料的若干不同结合。例如,两个盖板可选择金属与非金属的结合,这两个盖板之间的芯板包括金属纤维。在多组分层结构情况下,有利的是由非金属材料特别是合成材料制造外盖板,以获得防腐结构,而内盖板由金属材料制成,以获得一定物理性能的结构,其中芯板还可包含金属和/或非金属纤维。
特别是在使用金属与非金属纤维9的混合物的情况下,沿植绒表面具有不同的混合比例,在盖板之间的一定的参数例如导电率或者机械阻尼特性分别受影响和调节。例如在使用纤维9的混合物的情况下这也是正确的,在这种情况下沿植绒表面具有不同的长度,和/或不同的厚度,和/或不同的材料和可能的不同的混合比例。
通过利用一小部分较短或成形的纤维,该纤维仅一端固定在粘合剂层内,其另一端自由直立,可获复合结构的声学和振动阻尼性能的显著改进。利用在毛绒材料内的一个增多部分的这种较短或成形的纤维,这些性能也提高。如果需要,例如通过增加整体纤维密度,很可能发生的可能较小的强度损失基本上得到补偿。
代替纤维9(或者附加的),可采用球体,平行六面体,或其它类似形成的金属和/或非金属材料和/或不同尺寸的主体。
根据本发明的方法还可应用于制造多组分层结构,其中上述公开种类结构的若干层借助纤维材料结合在一起,或者其中的附加层或其它材料附加在复合层结构上,以获得一定的机械或其它性能。特别是,有可能引导复合结构,包括如上所述制造的三个板,以及设备制造的盖板或其它复合结构,以便通过如上所述产生芯板将二者结合在一起。
而且,通过本发明的上述方法,不仅可制造板复合结构。例如通过用粘合剂首先涂覆内管,然后在粘合剂上施加毛绒纤维,最终,象螺旋线一样围绕或卷绕来铺设钢板,从而将金属或其它材料带围绕固化的粘合剂作为外管,这样来制造双壁管。
如果有必要,通过最终的可锻化退火,如上所述制造的复合层结构的强度进一步增加。
根据本发明的复合层结构的机械性能借助有限元数值计算法很好的评价。由此,可以特别评价使用的纤维的密度,直径,定向,固定以及材料的影响,粘合剂层的材料和厚度的影响,以及盖板的材料和厚度。而且,可评价不同图案的粘合剂和盖板(形状,覆盖定额,图案)的纤维的机械和热力学性能的影响。
借助有限元数值计算法还可以研究特别与不同材料结合的复合层结构的热翘曲变形。为此,可计算由于粘合剂内和盖板内的不同的热膨胀产生的固有的张力状况。
最好,根据本发明的方法还适合由预成形的盖板制造工件,如果以适当方式提供相关的用于固定和引导盖板的装置,则预成形该盖板涂覆粘合剂,以公开方式植绒和接合在一起。
Claims (23)
1.用于制造复合层结构的设备,利用至少一个第一盖板和至少一个第二盖板(1,2)以及这两个盖板之间的芯板(30)进行制造,该芯板包括纤维(9)和粘合剂(5)的成分,该设备包括:
用于至少一个第一盖板和至少一个第二盖板(1,2)的至少一个输送工具(3,6);
用于产生芯板(30)的第一单元(4,7;8),该第一单元包括至少一个第一装置和至少一个第二装置(4,7)和至少一个植绒装置(8),该第一和第二装置用于将粘合剂(5)涂覆在至少一个第一盖板和至少一个第二盖板(1,2)上,该植绒装置用于将纤维(9)施加在涂覆有粘合剂(5)的至少其中一个盖板(1,2)的区域上;
其中,提供第一和/或第二装置(4,7),通过在盖板(1;2)的预定区域上局部地涂覆粘合剂(5),和/或通过局部地附加不同种类和/或密度和/或厚度和/或长度和/或材料和/或相对于盖板不同定向的纤维(9),实现所述复合层结构物理性能的局部改变;
至少一个第二单元(12),该第二单元用于使盖板(1,2)接合在一起并且用于使粘合剂(5)固化;和
输送装置(121’,121”;122’,122”),该输送装置用于以至少基本上连续方式将进给的盖板(1,2)输送经过该设备。
2.用于制造复合层结构的设备,利用至少一个第一盖板和至少一个第二盖板(1,2)以及这两个盖板之间的芯板(30)进行制造,该芯板包括纤维(9)和粘合剂(5)的成分,该设备包括:
用于至少一个第一盖板和至少一个第二盖板(1,2)的至少一个输送工具(3,6);
用于产生芯板(30)的第一单元(4,7;8),该第一单元用于在至少其中一个盖板(1;2)上涂覆纤维(9)和粘合剂(5)的混合物;
其中,提供第一单元(4,7;8),通过在盖板(1;2)的预定区域上局部地涂覆混合物,实现所述复合层结构物理性能的局部改变;
至少一个第二单元(12),该第二单元用于使盖板(1,2)接合在一起并且用于使粘合剂(5)固化;和
输送装置(121’,121”;122’,122”),该输送装置用于以至少基本上连续方式将进给的盖板(1,2)输送经过该设备。
3.如权利要求1或2所述的设备,其特征在于分别用于涂覆粘合剂(5)和用于涂覆纤维(9)与粘合剂(5)的混合物的至少其中一个装置(4,7)包括筛(47,77),该筛分别至少局部可透过粘合剂(5)和纤维(9)与粘合剂(5)的混合物,粘合剂(5)和纤维(9)与粘合剂(5)的混合物分别透过该筛涂覆在至少其中一个盖板(1,2)上。
4.如权利要求3所述的设备,其特征在于以带(41)的形式提供筛,该带绕若干辊(42,43,44)被引导,带的一部分落在盖板(1,2)上,并由盖板的输送工具承载。
5.如权利要求1或2所述的设备,其特征在于分别用于涂覆粘合剂(5)和纤维(9)与粘合剂(5)的混合物的至少其中一个装置(4,7)由喷射系统提供,该喷射系统包括若干能启动和/或波动的喷嘴。
6.如权利要求1所述的设备,其特征在于植绒装置(8)包括具有底的至少一个容器(81),该底能透过纤维(9),并包括至少一个振动装置,该至少一个容器(81)通过该振动装置而被振动,以便增加或调节穿过该底的纤维(9)的量。
7.如权利要求1所述的设备,其特征在于植绒装置(8)包括具有底的至少一个容器(81),该底能透过纤维(9),并包括至少一个用于在该至少一个容器(81)与至少一个第一盖板(1)之间的产生电场和/或磁场(82)的装置,因此,透过该底的纤维(9)在至少一个第一盖板(1)的方向上加速,电场和/或磁场(82)的强度可变化,以便改变或调节撞击到至少一个第一盖板(1)上的纤维(9)的量。
8.特别是利用根据权利要求1和3-7中至少一个所述的设备制造复合层结构的方法,利用至少一个第一盖板和至少一个第二盖板(1,2)以及这两个盖板之间的芯板(30)进行制造,该芯板包括纤维(9)和粘合剂(5)的成分,其特征在于包括下列步骤:
(a1)在至少一个第一盖板和至少一个第二盖板(1,2)上涂覆粘合剂(5);
(b1)在至少其中一个盖板(1,2)的涂覆有粘合剂(5)的区域上附加纤维(9),
其中,在盖板(1;2)的预定区域上局部的涂覆粘合剂(5),和/或附加不同种类和/或密度和/或厚度和/或长度和/或材料和/或相对于盖板的不同定向的纤维(9);和
(c1)使盖板(1,2)接合在一起。
9.特别是利用根据权利要求2-5中至少一个所述的设备制造复合层结构的方法,利用至少一个第一盖板和至少一个第二盖板(1,2)以及这两个盖板之间的芯板(30)进行制造,该芯板包括纤维(9)和粘合剂(5)的成分,其特征在于在至少基本上连续的操作中,实施如下步骤中的至少一个步骤:
(a2)在至少其中一个盖板(1,2)上涂覆纤维(9)与粘合剂(5)的混合物,
其中,在盖板(1;2)的预定区域上局部涂覆该混合物;和
(b2)使盖板(1,2)接合在一起。
10.如权利要求8或9所述的方法,其特征在于步骤(a1)和(a2)分别用丝网印刷类方法实施。
11.如权利要求8或9所述的方法,其特征在于粘合剂(5)和纤维(9)与粘合剂(5)的混合物分别通过喷射涂覆。
12.如权利要求8所述的方法,其特征在于基本上以点的形式涂覆粘合剂(5)。
13.如权利要求8或9所述的方法,其特征在于粘合剂(5)和纤维(9)与粘合剂(5)的混合物分别涂覆成非连续层,以便至少基本上避免由于盖板(1,2)的不同的热膨胀系数产生的固有应力。
14.如权利要求8或9所述的方法,其特征在于实施步骤(a1)和/或(b1),或(a2),以便复合层结构在至少一个区域中不具有粘合剂(5)和/或纤维(9)或者不具有纤维(9)与粘合剂(5)的混合物,在该区域内通过焊接,切割,弯折,弯曲或以类似方式对复合层结构进行机加工。
15.如权利要求8或9所述的方法,其特征在于实施步骤(a1)和/或(b1),或(a2),以便在盖板(1,2)之间,由粘合剂(5)和/或纤维(9),或者纤维(9)与粘合剂(5)的混合物定界出多个区域,所述区域适合引导液体或气体介质或适合用于存留物质。
16.如权利要求15所述的方法,其特征在于在实施步骤(a1)和/或(b1),或(a2)之后,并在固化粘合剂(5)之前或之后,将液体或气体介质或物质引入所述区域内。
17.如权利要求8所述的方法,其特征在于在附加纤维(9)之前,通过加热赋予粘合剂(5)一定粘性,以适合纤维(9)刺入。
18.如权利要求8所述的方法,其特征在于附加金属的和非金属的纤维(9)的混合物。
19.如权利要求8所述的方法,其特征在于纤维(9)以正/负图案的形式附加在盖板(1,2)上。
20.如权利要求8所述的方法,其特征在于在附加纤维(9)期间或刚好在之后,将空气的稳定流或涡流引导至纤维(9)上,以便获得非垂直和无规律定向的纤维(9)。
21.如权利要求8或9所述的方法,其特征在于为了分别固化粘合剂(5)和纤维(9)与粘合剂(5)的混合物,提供用于预先固化和最终固化的至少两个步骤。
22.如权利要求8所述的方法,其特征在于纤维(9)沉积在载体(91)上,载体设置在至少一个盖板(1;2)上,然后纤维(9)附着在至少一个盖板(1,2)上。
23.如权利要求22所述的方法,其特征在于在纤维附着在其中一个盖板(1,2)上之后,载体(91)被去除。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10214010A DE10214010A1 (de) | 2002-03-29 | 2002-03-29 | Vorrichtung und Verfahren zur Herstellung von Verbundwerkstoffen |
| DE10214010.3 | 2002-03-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1646315A CN1646315A (zh) | 2005-07-27 |
| CN1274493C true CN1274493C (zh) | 2006-09-13 |
Family
ID=28050951
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN03807545.8A Expired - Lifetime CN1274493C (zh) | 2002-03-29 | 2003-03-29 | 制造复合层结构的设备和方法 |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP1492672B1 (zh) |
| JP (1) | JP2005527402A (zh) |
| CN (1) | CN1274493C (zh) |
| AT (1) | ATE482082T1 (zh) |
| AU (1) | AU2003224014A1 (zh) |
| CA (1) | CA2480689C (zh) |
| DE (2) | DE10214010A1 (zh) |
| WO (1) | WO2003082573A1 (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107379572A (zh) * | 2017-07-12 | 2017-11-24 | 南京航空航天大学 | 一种超混杂复合层板自由滚弯的设备及成形方法 |
| CN107428116A (zh) * | 2015-03-19 | 2017-12-01 | 乐金华奥斯有限公司 | 夹芯板及其制造方法 |
| CN107531020A (zh) * | 2015-04-03 | 2018-01-02 | 乐金华奥斯有限公司 | 夹芯板、其制造方法及夹芯板结构体 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7214874B2 (en) | 2004-11-04 | 2007-05-08 | International Business Machines Corporation | Venting device for tamper resistant electronic modules |
| WO2014201099A1 (en) | 2013-06-11 | 2014-12-18 | University Of Houston | Fixed and portable coating apparatuses and methods |
| DE102014112490A1 (de) * | 2014-08-29 | 2016-03-03 | Uwe Beier | Vorrichtung und Verfahren zum Herstellen eines Substratverbundes, der zumindest ein erstes bandförmiges Substrat und ein zweites bandförmiges Substrat umfasst |
| CN104210220B (zh) * | 2014-09-10 | 2016-03-23 | 庄健 | 在铁磁工件上粘覆颗粒层的设备和方法 |
| PL3037248T3 (pl) * | 2014-12-22 | 2018-10-31 | Magna Steyr Fahrzeugtechnik Ag & Co Kg | Sposób wytwarzania przekładkowego elementu konstrukcyjnego |
| CN110072500B (zh) * | 2016-12-20 | 2021-07-23 | 花王株式会社 | 吸收体和其制造方法 |
| EP3339017B1 (en) | 2016-12-22 | 2020-11-25 | Outokumpu Oyj | Method for manufacturing a weldable metal-polymer multilayer composite |
| SE541379C2 (en) | 2017-03-17 | 2019-09-10 | Lamera Ab | Composite material and method for production of the same |
| CN110524891A (zh) * | 2018-05-24 | 2019-12-03 | 本田技研工业株式会社 | 连续超声波增材制造 |
| US11298775B2 (en) | 2018-05-24 | 2022-04-12 | Honda Motor Co., Ltd. | Continuous ultrasonic additive manufacturing |
| CN108819288B (zh) * | 2018-06-27 | 2020-06-09 | 江苏大学 | 定向布丝短切碳纤维热塑性树脂基预浸料制备装置及方法 |
| DE102019119571A1 (de) * | 2019-07-18 | 2021-01-21 | Uwe Beier | Verfahren und Vorrichtung zur Herstellung eines Substratverbundes |
| US11060290B1 (en) * | 2019-12-20 | 2021-07-13 | Continuus Materials Intellectual Property, Llc | Roof cover board derived from engineered recycled content |
| CN116766735B (zh) * | 2023-08-24 | 2023-11-03 | 山东信德玛珂增压器股份有限公司 | 一种涡轮增压器热端涡壳隔热材料表面涂布装置 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3684637A (en) * | 1970-12-18 | 1972-08-15 | Albert E Anderson | Simulated leather laminate and its preparation |
| US4034134A (en) * | 1975-10-07 | 1977-07-05 | United Merchants And Manufacturers, Inc. | Laminates and coated substrates |
| DE2906938A1 (de) * | 1979-02-22 | 1981-01-15 | Alkor Gmbh | Schichtplatte |
| DE2910234C2 (de) * | 1979-03-15 | 1983-05-26 | Alkor GmbH Kunststoffverkauf, 8000 München | Verfahren zur Herstellung eines Formkörpers aus einer Trägerplatte mit einer Dekorschicht |
| JPS621511A (ja) * | 1985-06-28 | 1987-01-07 | Kureha Chem Ind Co Ltd | 繊維状物質の連続散布方法および装置 |
| SE465260B (sv) * | 1988-03-16 | 1991-08-19 | Scanalma Ab | Sandwichkonstruktion och foerfarande foer framstaellning av denna |
| YU45493B (en) * | 1988-03-25 | 1992-05-28 | Trimo Trebnje | Light building thermoisolative fire-resistant plate |
| US5030488A (en) * | 1988-11-23 | 1991-07-09 | Chemical And Polymer Technology, Inc. | Laminates, panels and means for joining them |
| JP2700926B2 (ja) * | 1989-08-25 | 1998-01-21 | 東京製綱株式会社 | 金属短繊維植毛金属板の製造法 |
| DE4131394C2 (de) * | 1991-09-20 | 1996-12-05 | Pelz Ernst Empe Werke | Schalldämmaterial |
| SE506929C2 (sv) * | 1996-07-04 | 1998-03-02 | Volvo Ab | Konstruktionsmaterial i fordon bestående av formbart, metalliskt sandwichelement |
| DE19926379A1 (de) * | 1999-06-10 | 2000-12-14 | Inst Textil & Faserforschung | Verbundmaterial |
-
2002
- 2002-03-29 DE DE10214010A patent/DE10214010A1/de not_active Ceased
-
2003
- 2003-03-29 CN CN03807545.8A patent/CN1274493C/zh not_active Expired - Lifetime
- 2003-03-29 WO PCT/EP2003/003303 patent/WO2003082573A1/de active Application Filing
- 2003-03-29 EP EP03720394A patent/EP1492672B1/de not_active Expired - Lifetime
- 2003-03-29 CA CA2480689A patent/CA2480689C/en not_active Expired - Lifetime
- 2003-03-29 JP JP2003580077A patent/JP2005527402A/ja active Pending
- 2003-03-29 AU AU2003224014A patent/AU2003224014A1/en not_active Abandoned
- 2003-03-29 DE DE50313112T patent/DE50313112D1/de not_active Expired - Lifetime
- 2003-03-29 AT AT03720394T patent/ATE482082T1/de active
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107428116A (zh) * | 2015-03-19 | 2017-12-01 | 乐金华奥斯有限公司 | 夹芯板及其制造方法 |
| CN107531020A (zh) * | 2015-04-03 | 2018-01-02 | 乐金华奥斯有限公司 | 夹芯板、其制造方法及夹芯板结构体 |
| US10569498B2 (en) | 2015-04-03 | 2020-02-25 | Lg Hausys, Ltd. | Sandwich panel, method for manufacturing the same, and sandwich panel structure |
| CN107379572A (zh) * | 2017-07-12 | 2017-11-24 | 南京航空航天大学 | 一种超混杂复合层板自由滚弯的设备及成形方法 |
| CN107379572B (zh) * | 2017-07-12 | 2020-03-10 | 南京航空航天大学 | 一种超混杂复合层板自由滚弯的设备及成形方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2480689A1 (en) | 2003-10-09 |
| ATE482082T1 (de) | 2010-10-15 |
| CN1646315A (zh) | 2005-07-27 |
| WO2003082573A1 (de) | 2003-10-09 |
| CA2480689C (en) | 2015-06-16 |
| EP1492672B1 (de) | 2010-09-22 |
| DE10214010A1 (de) | 2003-10-16 |
| AU2003224014A1 (en) | 2003-10-13 |
| JP2005527402A (ja) | 2005-09-15 |
| EP1492672A1 (de) | 2005-01-05 |
| DE50313112D1 (de) | 2010-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1274493C (zh) | 制造复合层结构的设备和方法 | |
| CN106457664B (zh) | 一种合成复合物的方法和装置 | |
| RU2477678C2 (ru) | Способ соединения двух компонентов | |
| CN1094087C (zh) | 粉末预压件的制造方法和用预压件制造的研磨块 | |
| US20050142024A1 (en) | Method for producing three-dimensional sintered work pieces | |
| CN1759002A (zh) | 元件之间的连接 | |
| WO2015151315A1 (ja) | 積層造形物の製造装置及び製造方法 | |
| CN1877043A (zh) | 用于制造具有多个孔隙的材料的预制坯及其制造方法 | |
| CN1925977A (zh) | 将环状低聚物加工成热塑性聚对苯二甲酸丁二酯塑料的方法 | |
| CN107470627A (zh) | 金属玻璃复合材料超声辅助3d冷打印装置及方法 | |
| CN1522775A (zh) | 高尔夫球棍头及其制造方法 | |
| EP3564020B1 (en) | Thermoplastic cellular network toughened composites | |
| JP6938398B2 (ja) | 立体造形方法 | |
| CN102959149A (zh) | 用于成型纤维材料的装置 | |
| CA2670092C (en) | Method and apparatus for making partially coated products | |
| KR101893669B1 (ko) | 샌드위치 부품을 제조하기 위한 방법 및 장치 | |
| CN103934456A (zh) | 一种同步喷涂粘接的增材制造方法 | |
| US20050126676A1 (en) | Arrangement and methods for the manufacture of composite layer structures | |
| JP2020079449A (ja) | 三次元物体の付加的製造方法及び装置 | |
| CN1138306A (zh) | 生成三维物体的方法和装置 | |
| CN106584885A (zh) | 一种非金属材料制品的3d打印与玻璃钢复合制作工艺 | |
| CN100339199C (zh) | 纤维集料形成方法以及纤维集料形成装置 | |
| CN113441736B (zh) | 提升增材制造工艺粉末利用效率的粉体系统装置和方法 | |
| JP2007099926A (ja) | 繊維複合部材の製造方法、プリプレグの製造方法及び製造システム | |
| CN1263932C (zh) | 用于制造具有多个孔隙的材料的预制坯及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| ASS | Succession or assignment of patent right |
Owner name: RAMALLAH CO., LTD. Free format text: FORMER OWNER: HSSA SWEDEN AB Effective date: 20050708 |
|
| C41 | Transfer of patent application or patent right or utility model | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20050708 Address after: Gothenburg, Sweden Applicant after: Ramallah Corp. Address before: Sweden Trollhattan Applicant before: HSSA Sweden AB |
|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20060913 |