CN1138306A - 生成三维物体的方法和装置 - Google Patents
生成三维物体的方法和装置 Download PDFInfo
- Publication number
- CN1138306A CN1138306A CN95191132A CN95191132A CN1138306A CN 1138306 A CN1138306 A CN 1138306A CN 95191132 A CN95191132 A CN 95191132A CN 95191132 A CN95191132 A CN 95191132A CN 1138306 A CN1138306 A CN 1138306A
- Authority
- CN
- China
- Prior art keywords
- layer
- otch
- radiation
- workbench
- chamber wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C67/00—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/083—Devices involving movement of the workpiece in at least one axial direction
- B23K26/0838—Devices involving movement of the workpiece in at least one axial direction by using an endless conveyor belt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Powder Metallurgy (AREA)
Abstract
一用分层方式生成三维物体的方法,是通过投入在电磁辐射下能固化的材料的相应层完成的。在投入上述材料层后,通过对对应于围住物体的区域位置进行辐射,使材料层在热作用下随物体而凝固,从而生成一用于该材料(13)的容器壁(15)。
Description
本发明涉及一生成三维物体的方法一其中所述的物体是由输入材料13的相应层分层生成的,所述的材料层可通过电磁辐射或粒子辐射而固化,此后通过对相应于物体的材料的位置进行辐射而使材料层固化,而此时材料围住物体的区域是同时固化从而生成一用于该材料的容器壁;本发明还涉及一用于完成上述方法的装置一它包括一高度可调的支架,一将材料的层投入到支架9上用于固化的装置,一辐射装置和用于控制该辐射装置使之辐射到对应于物体的位置的层上的控制装置。
这种方法和装置已在DE 43 00 478 C1公开。如图1所示,已知的装置包括一基本上水平的工作台1,该工作台1有的切口2形式的孔。该切口2比所生成的物体3的最大横截面要大。在工作台1上有一辐射装置4用作激光器并能产生一聚焦光束5。该聚焦光束5通过一偏转装置6偏转并将偏转光束7照射到工作台1的平面上。一控制装置8控制所述的偏转装置6,从而可使偏转的光束7可照射到由切口2确定的工作区域内任何所需的位置上。
在切口2下设置有平台状的同样基本上为水平的支架9。该支架装置9可沿箭头11的方向在一最高位置和最低位置间移动,在所述的最高位置时,支架9的表面位于切口2内并且基本上与工作台1的表面齐平,而在所述的最低位置时,支架与工作台间的距离大于物体3的最大高度。上述支架9的移动是通过一升举定位装置10完成的。
施加粉末材料13层的投料装置12可在水平方向横向于工作台1和切口2移动,上述粉末材料13可在电磁辐射作用下固化。例如,该投料装置12可为一贮存器,其上带有一用于使材料层平滑的刮刷器。
控制装置8和升举定位装置10两者都与中央控制装置14相连,从而可对其进行协调控制。
在已知的激光烧结方法中,首先升举定位装置10将支架装置9移到其最高位置处从而使支架9的表面与工作台1的表面齐平,接着下降该支架一段距离,该段距离对应于第一材料层所要求的厚度,从而在切口2内形成一下降的区域,该下降的区域侧面是由切口2的壁及底面由支架9表面围成的。在上述下降的区域内,通过投料装置12向由切口2和支架9形成的槽腔中注入材料13的第一层并使之平滑。此后,控制装置14控制偏转装置6,使偏转的光束7照射到待固化层的位置上,并对该处的材料进行烧结,而这种控制是根据存贮于控制装置14中的物体3的座标数据进行的。接着,控制装置14使偏转的光束仅照射到邻近于切口2之内壁的材料层的区域以对该处的材料层进行烧结,由此生成了一第一环形壁层,该环形壁层完全围住了层中的余留粉末材料。
在接下来的步骤中,每次使支架9下降一下继层的厚度,其操作同第一步的操作相同。生产每个物体层时通过在环形壁层上再烧结一环形壁层,从而可生成一形成一容器壁的环形壁区域15,该容器壁将物体3和余留的未烧结的材料13包住,当将支架9下降至工作台1以下时,可防止材料13泄漏。重复上述步骤直至生成物体3。
同时固化的容器壁15将未固化的粉末13保留于其中。因此,未固化的粉末用作上继层的支承。如果除了圆柱形的容器壁15固化了外,还固化了其底和盖,则可避免在激光烧结装置中生成物体所需的较长的冷却时间,原因是可将生成的物体连同其容器一起从该装置中取出放至另一单独的地方去冷却。
然而,上述已知的方法具有下列缺陷。该容器壁15为一单独的元件,需对其进行分层辐射。因此物体的生成时间就会变长。一般地,激光束的聚焦在边缘处,亦即在固化容器壁的区域亦减弱。所以要想可靠地形成一稳定的容器壁是困难的。
更进一步的缺陷是:由激光固化物体的每一层时生成的容器壁会妨碍刮刷器12的运动,该刮刷器在刮刷每层的表面时,会向每一表面施加一定的压力,从而在每一生成过程中,可能会损坏上述容器壁。
此外,在用型砂作为固化的材料时,不能应用上述已知方法。原因在于不能用激光束辐射生成一既薄又足够稳定的容器壁。
本发明的目的是提供一种用于生成三维物体的方法及装置,它能在短时间内生成稳定的容器壁及物体。
根据权利要求1或21之方法和根据权利要求17或25的装置可达到上述目的。
进一步的描述可参见从属权利要求。
本方法的优点在于可省去辐射容器壁或边框的时间,从而节省了更多的时间。该方法尤其适于采用型砂做固化材料。
结合附图,通过对实施例的描述可得知本发明进一步的特点与优点。
图1简要示出了通过激光烧结产生三维物体的已有装置剖视图;而
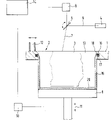
图2则简要示出了执行所述的物体产生方法的本发明装置的一个实施例的剖视图。
如图2所示,用于完成上述方法的该装置包括与图1所示装置相同的元件。因此具有相同标号的元件不再重复描述。
该装置还附加包括一加热环16,例如该加热环16可形成为加热线圈,它设置在工作台1之壁18上形成的槽7内,所述的工作台1上设有切口2。加热线圈16安装于槽17内并其末端与壁18对齐。工作台1上的槽17并不是刚好位于工作面的下方,(该工作面的位置取决于激光束7的光点为材料13之表面)而是位于工作面下几厘米处。在该装置中,支架9可被加热,因此添加到支架9上的第一层材料13可分别在热作用下固化。
在已有的方法中,支架9首先通过一升举定位装置10移动到其最上位置,此时支架9的表面与工作台1的表面齐平,然后下降一对应于第一材料层所需厚度的位移,此时在切口2内形成了下降的区域并且该下降的区域侧向由切口2的壁18围成和底面由支架9的表面所限制。因此,第一层烧结粉末材料如由带酚醛树脂涂料硅砂组成的型砂通过投料装置12被注入到由切口2和支架9确定的下降的区域中至预定的层的厚度。
与现有技术不同,将支架9加热从而使注入的第一层被烧结并在热作用下固化。在该方式中,首先形成一固态的底层20。固化所需温度在80℃到160℃之间,跟材料有关。
第二步是由控制装置14通过升举定位装置10使支架9下降至少相应于一层厚度的位移,并且通过投料装置12向切口2中所形成的下降区域中注入至少相应于一层厚度所需的型砂的量并将其平整。因此,在固态底层20上至少具有一层未固化的材料13。
在支架下降了相应于第二层厚度的位移量后,注入并平整材料13,此时可开始生产的物体3。为此,控制装置14控制偏转装置6从而使偏转的光束7照射到这些需要固化的层的位置处,所述的需要固化的层对应于存贮在控制装置14中的物体3的坐标。
当降低支架9时,一旦围住物体3的未固化的材料13进入加热线圈16所在的区域,则围住物体3的环形区域的材料13以及未固化的材料13就会在热作用下被加热烧结。该环形区域具有几层厚度的垂直延伸量,该延伸量分别相应于槽17及加热线圈16的尺寸。由于支架9下降了一层厚度的位移量,例如在一毫米的十分之几的范围内,每次在一新的层固化前,相应地有几层长期处于加热线圈16的热作用下。因而容器壁15以邻近切口2的壁18的材料13的环形堆积区域处开始连续地固化。型砂承受加热线圈16之热作用的时间周期在20分钟到一小时之间,取决于生产速度。此时加热线圈的温度位于80℃~160℃之间。生产过程越快,也即材料13处于加热区域内的时间周期越短,则所需的温度应越高。
型砂是非常合适的材料,因为不会在型砂与加热线圈间发生粘附。
当将支架9下降至低于工作台1时,这种方式形成的容器壁可防止材料13漏出。由于容器壁15不会伸过工作面,而这一类(伸过工作面)在容器壁通过激光作用之传统的固化过程中是司空见惯的,因此,在投料装置12之喂料过程中,该容器壁不会成为刮刷器的障碍。由于待固化的边缘区域的热作用与层的辐射作用分开了,因此可节省传统方法中所需的辐射时间。每层节省的时间约为20秒。
在生成最后的物体层后,容器壁15按上述步骤进一步固化,因此它比物体3高几层厚度,接着在激光照射作用下,盖层21被固化。底层20,容器壁15及盖层21构成一紧密地封闭物体3和余留的未烧结的材料13的容器。
然后将包括有物体3的容器从支架9上移至另一个单独的地方用于冷却,此时可立即开始另一新物体的生成过程。
也可以作些修改。例如,可省去底层20和/或盖层21的生成。当物体应在装置内冷却和在容器15内进行一种安全的冷却方式一即敞开的余留粉末的冷却时一这时尤其推荐采用上述修改的方式。作为一种变化,底层20也可通过激光照射被固化。所述的投料装置12也可设计成一圆筒、一滑动式投料器或一扫帚装置,也可设计成用任何方式形成的适合于将均匀粉末材料层送入容器中的装置。切口2的横截面并不一定采用圆形横截面;它也可采用方形、短形成任何其它形状。除可使用加热线围外,也可加热工作台的整个厚度,或使用一加热灯管。另外,可在容器壁上置上一可加热的盖或用一加热灯管辐照最上面未固化层来固化盖层。
该方法并不局限于只使用型砂,也可使用树脂涂层的陶瓷材料或者金属粉末。也可采用一低硫化的聚合物作为固化材料。此外,任何其它辐射源,只要其电磁辐射产生的直接的光束的能量足以用于烧结,例如紫外线灯,均可用作辐射装置。而且,和可采用由电子射线源产生的电子射线的辐射。
根据另一个实施例,容器壁15可通过液体粘结剂来固化,该液体粘结剂注入在邻近于工作台的容器之边缘处要固化的材料中并且在该处产生粘结作用。所述的液体粘结剂通过一安装在槽17内的导管注入材料13中,该导管包括若干喷嘴。当使用型砂作为固化材料时,使用一种固化时间在约20分钟~1小时间的粘结剂,这取决于物体的生成时间。必须选择粘结剂,以使其不会粘附于一般是由金属制成的导管上。作为注入液体粘结剂的一种变化,在材料13固化前,可向其中加入胶合剂之类的粘结物质,使该粘结物质与一由导管注入的促进物发生反应,从而使所述的材料固化。
Claims (27)
1.生成一三维物体的方法,该物体(3)是由输入材料(13)的相应层分层生成的,所述的材料层可通过电磁辐射或粒子辐射而凝固化,此后通过对相应于物体(3)的材料的位置进行辐射从而使材料层固化,其中围住物体的材料区域同时固化以形成一容器壁(15),该方法的特征在于:
上述区域是通过热作用而固化。
2.如权利要求1所述的方法,其特征在于材料(13)为一种固体粉末材料。
3.如权利要求2所述的方法,其特征在于型砂被用作所述的材料。
4.如权利要求3所述的方法,其特征在于该型砂包括涂有酚醛树脂的硅砂。
5.如权利要求1或2所述的方法,其特征在于一种树脂涂层金属或陶瓷粉末被用作材料(13)。
6.如权利要求1-5之任一所述的方法,其特征在于:
具有一定厚度的材料层被输入工作台(1)的切口(2),并且通过对邻近于切口(2)之内壁的区域的材料进行加热而生成容器壁(15)从而由该容器壁将材料层封住。
7.如权利要求6所述的方法,其特征在于:加到支架(9)上的材料层其最高位置至少部分在切口(2)中,通过使支架(9)分别下降一对应于该层厚度的位移量从而生成物体的每一层。
8.如权利要求6或7所述的方法,其特征在于:不管何时使物体(3)的一层固化时,围住于该层的至少一层的环形区域在热作用下被固化。
9.如权利要求8所述的方法,其特征在于:当生成物体(3)的层时,环形区域连续地依次固化以生成围住整个物体(3)的容器壁(15)。
10.如权利要求6~9之任一所述的方法,其特征在于:在生成容器壁(15)和物体(3)之前,由该容器壁(15)的区域所围住的整个表面的材料层均被固化从而生成容器的底(20)。
11.如权利要求10所述的方法,其特征在于:通过加热支架(9)来固化所述的表面上的材料层。
12.如权利要求10所述的方法,其特征在于:所述的表面上的材料层是通过辐射使之固化。
13.如权利要求6~12之任一所述的方法,其特征在于:在生成容器壁(15)和物体(3)后,由该容器壁(15)所围住的整个表面的材料层被固化从而生成用于该容器的盖(21)。
14.如权利要求13所述的方法,其特征在于:所述的表面上的材料层是由热作用来固化。
15.如权利要求13所述的方法,其特征在于:所述的表面上的材料层是通过辐射使之固化。
16.如权利要求6~15之任一所述的方法,其特征在于:设置在工作台(1)之切口(2)处的加热线圈用作固化容器壁(15)。
17.实施权利要求1所述方法的装置,包括一高度可调的支架(9),一投入材料层(13)到支架(9)上用于固化的装置(12),一辐射装置(4)和用于控制该辐装置使之辐射到对应于物体(3)的位置的层上的控制装置(8),其特征在于:
它还具有一通过热作用使围住物体(3)的材料(13)的区域发生固化的加热装置(16)。
18.如权利要求17所述的装置,其特征在于:它还具有一带切口(2)的工作台(1),该切口(2)对应于周围区域(15),所述的支架(9)可升高到使其表面大体上与带切口(2)的工作台(1)之表面齐平的位置。
19.如权利要求18所述的装置,其特征在于:所述的加热装置(16)包括一设置在工作台(1)的环槽(17)内的加热线圈,该槽(17)围绕着切口(2),从而围绕着包住物体的材料区域。
20.如权利要求17~19之任一所述的装置,其特征在于:所述的辐射装置(4)包括一激光器。
21.生成一三维物体的方法,其中该物体是由输入的材料(13)的相应层以分层方式生成的,所述的材料层可通过电磁辐射或粒子辐射而固化,此后通过对相应于物体(3)的位置的材料层进行辐射而使其固化,围住物体的材料区域同时固化从而生成一用于该材料的容器壁(15),该方法的特征在于:
上述区域是通过向其投入固化物质而固化的。
22.如权利要求21所述的方法,其特征在于:所述的物质包括液体粘结剂。
23.如权利要求21或22所述的方法,其特征在于:对材料(13)起固化作用的粘结物质是与施加到该区域中的促进物质一起发生作用,上述这些物质是在物体(3)固化之前投入到材料(13)中去的。
24.如权利要求21~23之任一所述的方法,其特征在于:含有涂有酚醛树脂的硅砂的型砂用作被固化的材料(13)。
25.实施权利要求21所述方法的装置,包括:一高度可调的支架(9),一投入待固化材料(13)层到支架(9)上的装置(12),一辐射装置(4)和一用于控制该辐射装置使之辐射到对应于物体(3)的位置的层上的控制装置(8),其特征在于:它还包括将固化物质投入到该区域的一装置。
26.如权利要求25所述的装置,其特征在于:它还包括一带切口(2)的工作台(1),该切口(2)对应于被围住的区域(15),并且所述的支架(9)可升高到使其在切口(2)中的表面大体上与工作台(1)的表面齐平。
27.如权利要求26所述的装置,其特征在于:所述的投入固化物质的装置包括一接收该物质的封闭导管,该导管上有多个喷嘴,用于投入所述的物质,其中该导管设置在工作台(1)的槽(17)内,该槽围绕着切口(2),从而使导管也围绕着围住物体的材料之区域。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4439124A DE4439124C2 (de) | 1994-11-02 | 1994-11-02 | Verfahren und Vorrichtung zum Herstellen eines dreidimensionalen Objektes |
| DEP4439124.2 | 1994-11-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1138306A true CN1138306A (zh) | 1996-12-18 |
Family
ID=6532303
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN95191132A Pending CN1138306A (zh) | 1994-11-02 | 1995-07-20 | 生成三维物体的方法和装置 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0737130B1 (zh) |
| JP (1) | JP3066606B2 (zh) |
| KR (1) | KR970700107A (zh) |
| CN (1) | CN1138306A (zh) |
| DE (3) | DE4439124C2 (zh) |
| WO (1) | WO1996014203A1 (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100431717C (zh) * | 2002-03-12 | 2008-11-12 | 熔融Uv体系股份有限公司 | 三维物体表面涂层辐射固化最佳化的方法 |
| CN100589901C (zh) * | 2002-12-13 | 2010-02-17 | 阿卡姆股份公司 | 用于制造三维产品的装置 |
| CN1926470B (zh) * | 2003-12-03 | 2010-06-16 | 奥布吉特几何有限公司 | 用于三维模型印刷的组合物和方法 |
| CN107530956A (zh) * | 2015-04-20 | 2018-01-02 | 联结高性能3D技术有限公司 | 熔融沉积成型方法和装置 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996029192A1 (de) * | 1995-03-20 | 1996-09-26 | Eos Gmbh Electro Optical Systems | Vorrichtung und verfahren zum herstellen eines dreidimensionalen objektes mittels lasersintern |
| DE10108612C1 (de) | 2001-02-22 | 2002-06-27 | Daimler Chrysler Ag | Verfahren und Vorrichtung zum selektiven Lasersintern |
| JP2004298957A (ja) | 2003-04-01 | 2004-10-28 | Gun Ei Chem Ind Co Ltd | レジンコーテッドサンド |
| GB0722429D0 (en) * | 2007-11-15 | 2007-12-27 | Materials Solutions | A method of making an article |
| DE102008027315A1 (de) * | 2008-06-07 | 2009-12-10 | ITWH Industrie- Hebe- und Fördertechnik GmbH | Verfahren zur Herstellung von Werkstücken |
| GB0917936D0 (en) | 2009-10-13 | 2009-11-25 | 3D Printer Aps | Three-dimensional printer |
| DE102014221885A1 (de) | 2014-10-28 | 2016-04-28 | Koenig & Bauer Ag | Vorrichtung zum schichtweisen Aufbau von mindestens einem dreidimensionalen Werkstück |
| DE102015109525A1 (de) | 2015-06-15 | 2016-12-15 | Cl Schutzrechtsverwaltungs Gmbh | Vorrichtung zum Herstellen von dreidimensionalen Objekten sowie ein zugehöriges Verfahren |
| DE102016209933A1 (de) | 2016-06-06 | 2017-12-07 | Eos Gmbh Electro Optical Systems | Vorrichtung und Verfahren zum generativen Herstellen eines dreidimensionalen Objekts |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4863538A (en) * | 1986-10-17 | 1989-09-05 | Board Of Regents, The University Of Texas System | Method and apparatus for producing parts by selective sintering |
| JPH0224127A (ja) * | 1988-07-13 | 1990-01-26 | Mitsui Eng & Shipbuild Co Ltd | 光学的造形法 |
| US5135379A (en) * | 1988-11-29 | 1992-08-04 | Fudim Efrem V | Apparatus for production of three-dimensional objects by photosolidification |
| AU643700B2 (en) * | 1989-09-05 | 1993-11-25 | University Of Texas System, The | Multiple material systems and assisted powder handling for selective beam sintering |
| JPH03224726A (ja) * | 1989-12-25 | 1991-10-03 | Matsushita Electric Works Ltd | 三次元形状の形成方法およびその装置 |
| US5139711A (en) * | 1989-12-25 | 1992-08-18 | Matsushita Electric Works, Ltd. | Process of and apparatus for making three dimensional objects |
| US5207371A (en) * | 1991-07-29 | 1993-05-04 | Prinz Fritz B | Method and apparatus for fabrication of three-dimensional metal articles by weld deposition |
| DE4300478C2 (de) * | 1993-01-11 | 1998-05-20 | Eos Electro Optical Syst | Verfahren und Vorrichtung zum Herstellen eines dreidimensionalen Objekts |
| DE4305201C1 (de) * | 1993-02-19 | 1994-04-07 | Eos Electro Optical Syst | Verfahren zum Herstellen eines dreidimensionalen Objekts |
-
1994
- 1994-11-02 DE DE4439124A patent/DE4439124C2/de not_active Expired - Fee Related
-
1995
- 1995-03-20 DE DE29504746U patent/DE29504746U1/de not_active Expired - Lifetime
- 1995-07-20 EP EP95927693A patent/EP0737130B1/de not_active Expired - Lifetime
- 1995-07-20 CN CN95191132A patent/CN1138306A/zh active Pending
- 1995-07-20 DE DE59500643T patent/DE59500643D1/de not_active Expired - Fee Related
- 1995-07-20 JP JP8514971A patent/JP3066606B2/ja not_active Expired - Fee Related
- 1995-07-20 WO PCT/EP1995/002887 patent/WO1996014203A1/de active IP Right Grant
- 1995-07-20 KR KR1019960703495A patent/KR970700107A/ko not_active Application Discontinuation
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100431717C (zh) * | 2002-03-12 | 2008-11-12 | 熔融Uv体系股份有限公司 | 三维物体表面涂层辐射固化最佳化的方法 |
| CN100589901C (zh) * | 2002-12-13 | 2010-02-17 | 阿卡姆股份公司 | 用于制造三维产品的装置 |
| CN1926470B (zh) * | 2003-12-03 | 2010-06-16 | 奥布吉特几何有限公司 | 用于三维模型印刷的组合物和方法 |
| CN107530956A (zh) * | 2015-04-20 | 2018-01-02 | 联结高性能3D技术有限公司 | 熔融沉积成型方法和装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH09500845A (ja) | 1997-01-28 |
| EP0737130A1 (de) | 1996-10-16 |
| DE4439124C2 (de) | 1997-04-24 |
| DE4439124A1 (de) | 1996-05-09 |
| JP3066606B2 (ja) | 2000-07-17 |
| KR970700107A (ko) | 1997-01-08 |
| WO1996014203A1 (de) | 1996-05-17 |
| DE59500643D1 (de) | 1997-10-16 |
| DE29504746U1 (de) | 1995-07-20 |
| EP0737130B1 (de) | 1997-09-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6983792B2 (ja) | In−situ注入を適用する中実造形方法及び装置 | |
| CN107848202B (zh) | 用于制造三维物体的方法和装置 | |
| CN107553899B (zh) | 用于三维物体的添加制造的重涂单元、重涂方法、装置和方法 | |
| US11801633B2 (en) | Apparatuses for continuously refreshing a recoater blade for additive manufacturing including a blade feed unit and arm portion | |
| CN106862570A (zh) | 一种多喷头协同控制金属粉末3d成型方法 | |
| JP4790264B2 (ja) | 生成的製造法による三次元物体を製造するためのデバイスおよび方法 | |
| EP0431924B1 (en) | Three-dimensional printing techniques | |
| CN1138306A (zh) | 生成三维物体的方法和装置 | |
| JP6456353B2 (ja) | 渦巻状の積上げを使用した3d印刷 | |
| JP3943315B2 (ja) | 三次元形状造形物の製造方法 | |
| US20170157852A1 (en) | 3d printing method using slip | |
| CN108248024B (zh) | 用于三维物体的生产性制造的方法和装置 | |
| CN1476362A (zh) | 用于通过高温直接激光熔化制造三维金属件的方法和装置 | |
| CN111805687B (zh) | 一种陶瓷基复合材料3d打印成型装置和打印成型方法 | |
| CN109591289B (zh) | 选择性烧结增材制造方法 | |
| CN106903775A (zh) | 一种多喷头协同控制陶瓷粉末3d成型方法 | |
| US20180065295A1 (en) | Three Dimensional Continuous Fabrications | |
| CN107835738B (zh) | 用于制备三维物体的方法和装置 | |
| US11584068B2 (en) | Additive manufacturing systems and methods including louvered particulate containment wall | |
| KR101773062B1 (ko) | 3차원 프린터 | |
| KR102359059B1 (ko) | 성형 장치 및 성형체의 제조 방법 | |
| CN114599626A (zh) | 用于生产三维物体的方法和设备 | |
| JP6878364B2 (ja) | 追加の粉末床用可動壁 | |
| JP2000025118A (ja) | 立体造形装置、立体造形方法及び立体造形制御プログラムを記録した媒体 | |
| JP7515816B2 (ja) | 成形装置及び成形体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C01 | Deemed withdrawal of patent application (patent law 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: GR Ref document number: 1024103 Country of ref document: HK |