CN116190845A - 电芯回收反卷绕机 - Google Patents
电芯回收反卷绕机 Download PDFInfo
- Publication number
- CN116190845A CN116190845A CN202310208368.6A CN202310208368A CN116190845A CN 116190845 A CN116190845 A CN 116190845A CN 202310208368 A CN202310208368 A CN 202310208368A CN 116190845 A CN116190845 A CN 116190845A
- Authority
- CN
- China
- Prior art keywords
- tape
- assembly
- cylinder
- guide rail
- recycling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/54—Reclaiming serviceable parts of waste accumulators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/08—Web-winding mechanisms
- B65H18/10—Mechanisms in which power is applied to web-roll spindle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/02—Registering, tensioning, smoothing or guiding webs transversely
- B65H23/032—Controlling transverse register of web
- B65H23/038—Controlling transverse register of web by rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/18—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web
- B65H23/188—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web in connection with running-web
- B65H23/1888—Registering, tensioning, smoothing or guiding webs longitudinally by controlling or regulating the web-advancing mechanism, e.g. mechanism acting on the running web in connection with running-web and controlling web tension
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H35/00—Delivering articles from cutting or line-perforating machines; Article or web delivery apparatus incorporating cutting or line-perforating devices, e.g. adhesive tape dispensers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/84—Recycling of batteries or fuel cells
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Primary Cells (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Secondary Cells (AREA)
Abstract
本发明实施例公开了一种电芯回收反卷绕机,包括基座,基座上设有电芯回收上料张紧机构、极片回收机构、隔膜回收机构、自动接带贴胶机构、极耳切除刀轮机构,其中,极片回收机构包括极片回收辊以及若干极片从动辊,隔膜回收机构包括隔膜回收辊以及若干隔膜从动辊。本发明的2层极片收放料,极耳裁切,2层隔膜收放料都是同步进行,每层料带的张力控制独立控制,每层料带独立纠偏,收料保持一致好;本发明的工艺可以完全实现自动化,设备生产效率高,产品一致性好,合适于大批量生产。
Description
技术领域
本发明涉及电芯回收技术领域,尤其涉及一种电芯回收反卷绕机。
背景技术
电芯回收是随着锂电池行业不断深入发展衍生出来的新兴行业,而电芯回收需要把阴阳极电芯及隔膜分开处理。
目前行业内普遍采用手工把电芯的阴阳极片及隔膜分开,然后卷绕成卷,效率低下,精度不高。
发明内容
本发明实施例所要解决的技术问题在于,提供一种电芯回收反卷绕机,以实现电芯极片和隔膜的自动回收。
为了解决上述技术问题,本发明实施例提出了一种电芯回收反卷绕机,包括基座,基座上设有电芯回收上料张紧机构、极片回收机构、隔膜回收机构、自动接带贴胶机构、极耳切除刀轮机构,其中,
极片回收机构包括极片回收辊以及若干极片从动辊,隔膜回收机构包括隔膜回收辊以及若干隔膜从动辊;
极耳切除刀轮机构包括两组左右相对设置的刀轮组件,刀轮组件包括调节导轨、调节滑块、角度调节件、伺服电机、刀轮,调节滑块设于调节导轨上,角度调节件设于调节滑块上,伺服电机设于角度调节件上,刀轮连接伺服电机的输出轴,两组刀轮组件的刀轮相向设置。
进一步地,电芯回收上料张紧机构包括安装板、轴承、转轴、气缸、转动轴A、转动轴B,转轴通过轴承设于安装板上,转轴上设有凸轮托盘和滑轨安装板,气缸两端分别通过转动轴A和转动轴B连接凸轮托盘和滑轨安装板,滑轨安装板上对应设有多组撑杆组件,凸轮托盘上设有多个与撑杆组件一一对应的限位孔,撑杆组件包括直线导轨A、滑块A、连接杆、撑杆,直线导轨A设于滑轨安装板上,滑块A设于直线导轨A上,撑杆设于滑块A上;连接杆一端连接滑块A,另一端对应穿插于限位孔内;
自动接带贴胶机构包括切断组件和依次设置的送带组件、压带组件、贴胶组件、拉带组件,送带组件由胶带轮以及用于输送胶带的多个辅助轮组成,压带组件由压带气缸以及对应的压带台组成,切断组件由切带气缸和连接切带气缸的切胶刀组成,贴胶组件由贴胶气缸和连接贴胶气缸的吸真空块组成,拉带组件由拉带气缸以及连接拉带气缸的夹持气缸和胶带夹紧块组成;自动接带贴胶机构还包括用于电芯极片的压紧气缸,压紧气缸上对应设有压紧块;
自动接带贴胶机构还包括升降气缸;切断组件、送带组件、压带组件、贴胶组件、拉带组件对应设于升降气缸上,由升降气缸控制升降。
进一步地,极片回收机构还包括纠偏机构。
进一步地,所述隔膜回收机构有2组;极片回收机构、自动接带贴胶机构、极耳切除刀轮机构均有2组,分别用于电芯的阳极和阴极极片的回收。
进一步地,极耳切除刀轮机构还包括设于刀轮上方的防护组件,防护组件包括双刀护罩、连接板以及竖向设置的直线导轨B,双刀护罩通过连接板设于直线导轨B上。
进一步地,所述撑杆组件有4组,且绕转轴间隔90度分布;转轴前端对应设有预装治具。
进一步地,自动接带贴胶机构还包括升降导轨组件,升降导轨组件由直线导轨C、滑块C及升降安装板,滑块C装于直线导轨C上,升降安装板连接滑块C以及升降气缸的活塞杆,切断组件、送带组件、压带组件、贴胶组件、拉带组件对应设于升降安装板上。
进一步地,拉带组件还包括拉带导轨,拉带导轨上设有拉带滑块,夹持气缸和胶带夹紧块设于拉带滑块上,拉带滑块连接拉带气缸。
进一步地,基座上设有极耳废料箱。
进一步地,基座上设有用于检测电芯放卷是否完成的感应传感器。
本发明的有益效果为:本发明的2层极片收放料,极耳裁切,2层隔膜收放料都是同步进行,每层料带的张力控制独立控制,每层料带独立纠偏,收料保持一致好;本发明的工艺可以完全实现自动化,设备生产效率高,产品一致性好,合适于大批量生产。
附图说明
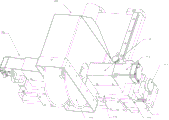
图1是本发明实施例的电芯回收反卷绕机的主视图。
图2是本发明实施例的电芯回收反卷绕机的一个角度的立体图。
图3是本发明实施例的电芯回收反卷绕机的另一个角度的立体图。
图4是本发明实施例的极耳切除刀轮机构一个角度的立体结构图。
图5是本发明实施例的极耳切除刀轮机构另一个角度的立体结构图。
图6是本发明实施例的刀轮组件的立体结构图。
图7是本发明实施例的角度调节件的立体结构图。
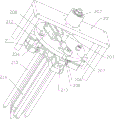
图8是本发明实施例的电芯回收上料张紧机构一个角度的立体结构图。
图9是本发明实施例的电芯回收上料张紧机构另一个角度的立体结构图。
图10是本发明实施例的电芯回收上料张紧机构套上电芯时的结构图。
图11是本发明实施例的电芯回收上料张紧机构的部分结构图。
图12是本发明实施例的自动接带贴胶机构一个角度的立体结构图。
图13是本发明实施例的自动接带贴胶机构另一个角度的立体结构图。
图14是本发明实施例的自动接带贴胶机构的侧视图。
附图标号说明
基座1,极片回收辊2,极片从动辊3,隔膜回收辊4,隔膜从动辊5,纠偏机构6,极耳废料箱7,感应传感器8,隔膜9,
极耳切除刀轮机构100,刀轮组件110,调节导轨111,调节滑块112,伺服电机113,刀轮114,角度底板115,角度底板调节板116,调节螺母117,防尘罩118,防护组件120,双刀护罩121,连接板122,直线导轨B123,护罩加强筋124,
电芯回收上料张紧机构200,安装板201、轴承202、转轴203、气缸204、转动轴A205、转动轴B206,凸轮托盘207,滑轨安装板208,限位孔209,直线导轨A210、滑块A211、连接杆212、撑杆213,预装治具214,电芯220,
自动接带贴胶机构300,胶带轮301,辅助轮302,压带气缸303,压带台304,贴胶气缸305,吸真空块306,拉带气缸307,夹持气缸308,胶带夹紧块309,压紧气缸310,压紧块311,压紧缓冲块312,升降气缸313,直线导轨314,滑块315,升降安装板316,拉带导轨317,拉带滑块318,胶带319,极片320,切带气缸321,切胶刀322。
实施方式
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互结合,下面结合附图和具体实施例对本发明作进一步详细说明。
本发明实施例中若有方向性指示(诸如上、下、左、右、前、后……)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
另外,在本发明中若涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。
请参照图1~图14,本发明实施例的电芯回收反卷绕机包括基座,基座上设有电芯回收上料张紧机构、极片回收机构、隔膜回收机构、自动接带贴胶机构、极耳切除刀轮机构。
极片回收机构包括极片回收辊以及若干极片从动辊,隔膜回收机构包括隔膜回收辊以及一个或多个隔膜从动辊。极片回收辊、隔膜回收辊由电机(图未示出)驱动转动,实现极片和隔膜的卷装回收。极片回收机构还包括纠偏机构,防止极片在卷绕的时候发生偏移。隔膜回收机构有2组,对电芯的2层隔膜同步回收。极片回收机构、自动接带贴胶机构、极耳切除刀轮机构均有2组,分别用于电芯的阳极和阴极极片的回收。
请参照图4~图7,极耳切除刀轮机构包括两组左右相对设置的刀轮组件。
刀轮组件包括调节导轨、调节滑块、角度调节件、伺服电机、刀轮,调节滑块设于调节导轨上,角度调节件设于调节滑块上,伺服电机设于角度调节件上,刀轮连接伺服电机的输出轴,两组刀轮组件的刀轮相向设置。调节滑块和调节导轨的配合,可以调节两组刀轮的间距,能够实现切割不同规格的电芯。角度调节件用于调节刀轮的倾斜角度,能够实现切割形状不一致的电芯极耳。
作为一种实施方式,极耳切除刀轮机构还包括设于刀轮上方的防护组件,防护组件包括双刀护罩、连接板以及竖向设置的直线导轨B,双刀护罩通过连接板设于直线导轨B上。连接板通过螺钉固定于直线导轨B上。本发明的双刀护罩可上下调节,能够把2个刀轮罩住,防尘的同时还可以保护。
作为一种实施方式,双刀护罩的底部外周上设有护罩加强筋。护罩加强筋防止双刀护罩发生变形。
作为一种实施方式,角度调节件由角度底板、角度底板调节板、调节螺母组成,角度底板调节板设于调节滑块上,角度底板和角度底板调节板连接;调节螺母设于角度底板调节板上且前端作用于角度底板上。
作为一种实施方式,伺服电机的输出轴上设有防尘罩。防尘罩用于伺服电机输出轴防尘,提升使用寿命。
基座上设有用于收集极耳废料的极耳废料箱。
请参照图8~图10,电芯回收上料张紧机构包括安装板、轴承、转轴、气缸、转动轴A、转动轴B。
转轴通过轴承设于安装板上。转轴上套装有滑轨安装板,凸轮托盘套装于转轴外。气缸两端分别通过转动轴A和转动轴B连接凸轮托盘和滑轨安装板,气缸通过转动轴A和转动轴B分别凸轮托盘和滑轨安装板可转动连接。滑轨安装板上对应设有多组撑杆组件,凸轮托盘上设有多个与撑杆组件一一对应的限位孔。限位孔优选为长圆形。
撑杆组件包括直线导轨A、滑块A、连接杆、撑杆。直线导轨A设于滑轨安装板上,滑块A设于直线导轨A上,撑杆设于滑块A上。连接杆一端连接滑块A,另一端对应穿插于限位孔内。气缸伸出时,凸轮托盘和滑轨安装板相对发生转动,连接杆被限位孔的两侧限位,进而将转动转为滑块A的直线运动,使得连接杆在限位孔内运动,滑块A沿直线导轨A向外运动,撑杆向外撑起,完成张紧动作;反之,气缸缩回,撑杆缩回。
作为一种实施方式,所述撑杆组件有4组,且绕转轴间隔90度分布。
作为一种实施方式,转轴前端对应设有预装治具。预装治具便于用户将电芯套于撑杆上。
基座上设有用于检测电芯放卷是否完成的感应传感器。
请参照图12~图14,本发明实施例的自动接带贴胶机构包括切断组件、送带组件、压带组件、贴胶组件、拉带组件。
送带组件由胶带轮以及用于输送胶带的多个辅助轮组成。胶带轮上安装胶带卷,胶带卷上的胶带绕过多个辅助轮输送。
压带组件由压带气缸以及对应的压带台组成。压带气缸伸出时,和压带台配合作用,压住压带气缸前端和压带台之间的胶带。切断组件由切带气缸和连接切带气缸的切胶刀组成。切胶刀位于贴胶组件和压带组件之间位置,切胶刀的刀口优选为锯齿状的刀口。切带气缸驱动切胶刀上下运动,切隔胶带。
贴胶组件由贴胶气缸和连接贴胶气缸的吸真空块组成。吸真空块上开设吸附孔,连通真空泵,实现对胶带的吸附。吸真空块吸附剪断后的一段胶带,贴胶气缸驱动吸真空块下压,将该段胶带贴于下方的极片上。
拉带组件由拉带气缸以及连接拉带气缸的夹持气缸和胶带夹紧块组成。夹持气缸驱动胶带夹紧块夹紧胶带前端,拉带气缸驱动夹持气缸和胶带夹紧块后移,即可实现拉带动作。
作为一种实施方式,自动接带贴胶机构还包括用于电芯极片的压紧气缸,优选地,压紧气缸有2组,分别用于压紧前后2片电芯极片。压紧气缸上对应设有压紧块。压紧气缸驱动压紧块下压,将电芯极片压紧,便于贴胶带。
作为一种实施方式,压紧块底部设有压紧缓冲块,压紧缓冲块不仅能起到压紧作用还起到缓冲保护电芯极片的作用。
作为一种实施方式,自动接带贴胶机构还包括升降气缸;切断组件、送带组件、压带组件、贴胶组件、拉带组件对应连接升降气缸,由升降气缸控制升降。
作为一种实施方式,自动接带贴胶机构还包括升降导轨组件,升降导轨组件由直线导轨C、滑块C及升降安装板,滑块C装于直线导轨C上,升降安装板连接滑块C以及升降气缸的活塞杆,切断组件、送带组件、压带组件、贴胶组件、拉带组件对应设于升降安装板上。直线导轨C和滑块C的作用,能够提升切断组件、送带组件、压带组件、贴胶组件、拉带组件整体上下运动的稳定性。
作为一种实施方式,拉带组件还包括拉带导轨,拉带导轨上设有拉带滑块C,夹持气缸和胶带夹紧块设于拉带滑块C上,拉带滑块C连接拉带气缸。拉带导轨和拉带滑块C相配合,提升夹持气缸和胶带夹紧块运动的稳定性。
自动接带贴胶机构的工作原理为:需要贴胶的相邻的2卷电芯极片由压紧气缸驱动压紧块压住固定,拉带气缸伸出,夹持气缸驱动胶带夹紧块夹紧胶带前端;拉带气缸缩回,夹持气缸松开,将胶带拉出;压带气缸伸出,压住胶带,吸真空块吸附固定胶带;切带气缸缩回,切割胶带;升降气缸缩回,夹持气缸松开,吸真空块下降至粘贴位,贴胶气缸伸出,完成贴胶。
本发明的工作原理为:将废旧电芯放在电芯回收上料张紧机构上,电芯回收上料张紧机构张紧,极片回收机构、隔膜回收机构分别卷装回收电芯上的极片和隔膜,自动接带贴胶机构粘接极片之间,极耳切除刀轮机构裁切极片上的电芯的极耳。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同范围限定。
Claims (10)
1.一种电芯回收反卷绕机,其特征在于,包括基座,基座上设有电芯回收上料张紧机构、极片回收机构、隔膜回收机构、自动接带贴胶机构、极耳切除刀轮机构,其中,
极片回收机构包括极片回收辊以及若干极片从动辊,隔膜回收机构包括隔膜回收辊以及若干隔膜从动辊;
极耳切除刀轮机构包括两组左右相对设置的刀轮组件,刀轮组件包括调节导轨、调节滑块、角度调节件、伺服电机、刀轮,调节滑块设于调节导轨上,角度调节件设于调节滑块上,伺服电机设于角度调节件上,刀轮连接伺服电机的输出轴,两组刀轮组件的刀轮相向设置。
2.如权利要求1所述的电芯回收反卷绕机,其特征在于,电芯回收上料张紧机构包括安装板、轴承、转轴、气缸、转动轴A、转动轴B,转轴通过轴承设于安装板上,转轴上设有凸轮托盘和滑轨安装板,气缸两端分别通过转动轴A和转动轴B连接凸轮托盘和滑轨安装板,滑轨安装板上对应设有多组撑杆组件,凸轮托盘上设有多个与撑杆组件一一对应的限位孔,撑杆组件包括直线导轨A、滑块A、连接杆、撑杆,直线导轨A设于滑轨安装板上,滑块A设于直线导轨A上,撑杆设于滑块A上;连接杆一端连接滑块A,另一端对应穿插于限位孔内;
自动接带贴胶机构包括切断组件和依次设置的送带组件、压带组件、贴胶组件、拉带组件,送带组件由胶带轮以及用于输送胶带的多个辅助轮组成,压带组件由压带气缸以及对应的压带台组成,切断组件由切带气缸和连接切带气缸的切胶刀组成,贴胶组件由贴胶气缸和连接贴胶气缸的吸真空块组成,拉带组件由拉带气缸以及连接拉带气缸的夹持气缸和胶带夹紧块组成;自动接带贴胶机构还包括用于电芯极片的压紧气缸,压紧气缸上对应设有压紧块;
自动接带贴胶机构还包括升降气缸;切断组件、送带组件、压带组件、贴胶组件、拉带组件对应设于升降气缸上,由升降气缸控制升降。
3.如权利要求1所述的电芯回收反卷绕机,其特征在于,极片回收机构还包括纠偏机构。
4.如权利要求1所述的电芯回收反卷绕机,其特征在于,所述隔膜回收机构有2组;极片回收机构、自动接带贴胶机构、极耳切除刀轮机构均有2组,分别用于电芯的阳极和阴极极片的回收。
5.如权利要求1所述的电芯回收反卷绕机,其特征在于,极耳切除刀轮机构还包括设于刀轮上方的防护组件,防护组件包括双刀护罩、连接板以及竖向设置的直线导轨B,双刀护罩通过连接板设于直线导轨B上。
6.如权利要求2所述的电芯回收反卷绕机,其特征在于,所述撑杆组件有4组,且绕转轴间隔90度分布;转轴前端对应设有预装治具。
7.如权利要求2所述的电芯回收反卷绕机,其特征在于,自动接带贴胶机构还包括升降导轨组件,升降导轨组件由直线导轨C、滑块C及升降安装板,滑块C装于直线导轨C上,升降安装板连接滑块C以及升降气缸的活塞杆,切断组件、送带组件、压带组件、贴胶组件、拉带组件对应设于升降安装板上。
8.如权利要求2所述的电芯回收反卷绕机,其特征在于,拉带组件还包括拉带导轨,拉带导轨上设有拉带滑块,夹持气缸和胶带夹紧块设于拉带滑块上,拉带滑块连接拉带气缸。
9.如权利要求1所述的电芯回收反卷绕机,其特征在于,基座上设有极耳废料箱。
10.如权利要求1所述的电芯回收反卷绕机,其特征在于,基座上设有用于检测电芯放卷是否完成的感应传感器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310208368.6A CN116190845A (zh) | 2023-03-07 | 2023-03-07 | 电芯回收反卷绕机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310208368.6A CN116190845A (zh) | 2023-03-07 | 2023-03-07 | 电芯回收反卷绕机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN116190845A true CN116190845A (zh) | 2023-05-30 |
Family
ID=86432679
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310208368.6A Pending CN116190845A (zh) | 2023-03-07 | 2023-03-07 | 电芯回收反卷绕机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN116190845A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116833702A (zh) * | 2023-07-10 | 2023-10-03 | 中汽创智科技有限公司 | 电池拆解装置及拆解方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007165136A (ja) * | 2005-12-14 | 2007-06-28 | Hitachi Vehicle Energy Ltd | 電極群解体装置 |
| CN108631016A (zh) * | 2017-03-24 | 2018-10-09 | 银隆新能源股份有限公司 | 用于回收电池的卷绕装置 |
| CN109075313A (zh) * | 2018-05-21 | 2018-12-21 | 深圳市诚捷智能装备股份有限公司 | 制片卷绕一体机 |
| CN110112482A (zh) * | 2019-06-12 | 2019-08-09 | 武汉瑞杰特材料有限责任公司 | 一种方形锂电池回收拆解设备 |
| CN211150717U (zh) * | 2019-11-29 | 2020-07-31 | 武汉瑞杰特材料有限责任公司 | 一种卷绕电芯的拆解回收装置 |
-
2023
- 2023-03-07 CN CN202310208368.6A patent/CN116190845A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007165136A (ja) * | 2005-12-14 | 2007-06-28 | Hitachi Vehicle Energy Ltd | 電極群解体装置 |
| CN108631016A (zh) * | 2017-03-24 | 2018-10-09 | 银隆新能源股份有限公司 | 用于回收电池的卷绕装置 |
| CN109075313A (zh) * | 2018-05-21 | 2018-12-21 | 深圳市诚捷智能装备股份有限公司 | 制片卷绕一体机 |
| CN110112482A (zh) * | 2019-06-12 | 2019-08-09 | 武汉瑞杰特材料有限责任公司 | 一种方形锂电池回收拆解设备 |
| CN211150717U (zh) * | 2019-11-29 | 2020-07-31 | 武汉瑞杰特材料有限责任公司 | 一种卷绕电芯的拆解回收装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116833702A (zh) * | 2023-07-10 | 2023-10-03 | 中汽创智科技有限公司 | 电池拆解装置及拆解方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110451309B (zh) | 一种自动换卷装置 | |
| CN110436238B (zh) | 一种自动换卷机构及自动换卷装置 | |
| CN107508002B (zh) | 一种切叠一体机 | |
| CN110436239B (zh) | 一种撕膜机构及自动换卷装置 | |
| CN107994263B (zh) | 一种电池极耳贴胶折叠一体机 | |
| CN208111607U (zh) | 一种用于电芯卷绕的自动换带装置以及电芯卷绕设备 | |
| CN112259924A (zh) | 一种锂电池包极耳贴胶机及贴胶方法 | |
| WO2019204971A1 (zh) | 一种用于电芯卷绕的自动换带装置以及电芯卷绕设备 | |
| CN116190845A (zh) | 电芯回收反卷绕机 | |
| CN116374719A (zh) | 一种双面胶辊贴机 | |
| CN212024173U (zh) | 一种膜片类产品上料设备 | |
| CN114988180A (zh) | 隔膜续接机构及隔膜供料装置 | |
| CN118579560A (zh) | 一种锂电池隔膜整平裁切一体机及其使用方法 | |
| CN212434693U (zh) | 一种动力电池卷绕机的贴胶装置 | |
| CN111900493B (zh) | 一种动力电池卷绕机的贴胶装置 | |
| CN204348845U (zh) | 一种侧面贴胶式全自动叠片机 | |
| CN111017600A (zh) | 一种膜片类产品上料设备 | |
| CN117276625A (zh) | 一种多片叠片一体机 | |
| CN106364133A (zh) | Eva自动换卷粘接装置 | |
| CN115548459A (zh) | 一种极片叠片后包胶装置 | |
| CN220465992U (zh) | 一种电池包膜侧胶导出切断装置 | |
| CN220391628U (zh) | 一种聚酰亚胺薄膜贴付设备 | |
| CN217035718U (zh) | 连续往复移动折叠机构和叠片机构 | |
| CN116443329A (zh) | 一种电池包膜贴侧胶装置及其贴侧胶工艺 | |
| CN117902373A (zh) | 裁断贴胶机构和电芯卷绕设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |