CN116100794A - 双向拉伸聚酯薄膜成型装置 - Google Patents
双向拉伸聚酯薄膜成型装置 Download PDFInfo
- Publication number
- CN116100794A CN116100794A CN202310349673.7A CN202310349673A CN116100794A CN 116100794 A CN116100794 A CN 116100794A CN 202310349673 A CN202310349673 A CN 202310349673A CN 116100794 A CN116100794 A CN 116100794A
- Authority
- CN
- China
- Prior art keywords
- pressure
- positioning
- polyester film
- biaxially oriented
- forming device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
- B29C55/16—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial simultaneously
- B29C55/165—Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
- B29L2007/002—Panels; Plates; Sheets
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
Abstract
本发明涉及聚酯薄膜加工技术领域,公开了一种双向拉伸聚酯薄膜成型装置,机架上呈垂直关系分别设有横向拉伸组和纵向拉伸组,所述横向拉伸组和纵向拉伸组均由两个第一定位架和两个第二定位架组成,所述第一定位架和第二定位架之间设有压紧装置,所述压力仓上设有排气组件和排气阀;保证压板不会压不紧薄膜,或者因压力过大导致薄膜在拉伸时被撕裂,防止断膜;另外两个连接梁始终保持在镜像状态,避免了因电机启动时间不同,或者电机老化程度不一造成相对侧连接梁行进距离不一,对薄膜的拉伸质量产生影响。
Description
技术领域
本发明涉及一种双向拉伸聚酯薄膜成型装置,属于聚酯薄膜加工技术领域。
背景技术
聚酯薄膜经过拉伸后,其性能将得到明显提升,广泛应用于磁带、包装、感光、电器绝缘、印刷、绘图、标签等领域,目前双向拉伸聚脂薄膜的加工成型方式通常是将薄膜分别进行横、纵方向的拉伸,尤其是用于屏幕保护膜一类的聚脂薄膜,因本身较厚,且强度较高,在使用现有拉伸方式进行成型时,存在以下问题:第一是目前的薄膜拉伸工作位不能对薄膜进行定位,导致拉伸后的薄膜修整位置不同;二是在对薄膜进行固定时,为确保牢固,压爪的压力很大,将薄膜压在防护垫上可能导致其变形,由于被压处薄膜较薄,极易导致在拉伸时出现断膜和拉伸不均等问题,导致废品率高。
发明内容
本发明要解决的技术问题是提供一种双向拉伸聚酯薄膜成型装置,可以将聚酯薄膜定位后进行拉伸定性,不仅可以降低废品率,而且可以防止在拉伸过程中出现断膜情况。
为实现上述目的,故本发明采用以下技术方案。
双向拉伸聚酯薄膜成型装置,包括机架,所述机架上呈垂直关系分别设有横向拉伸组和纵向拉伸组,所述横向拉伸组和纵向拉伸组均由两个第一定位架和两个第二定位架组成,所述第一定位架和第二定位架位于同侧;所述第一定位架和第二定位架之间通过底部的连接梁固接,所述连接梁上设有螺母,所述机架内部转动安装有丝杠,所述螺母与丝杠螺纹连接;所述第一定位架包括固接在连接梁上的底座,所述底座上固接设有安装架,所述底座上铰接有伸缩气缸,所述伸缩气缸的另一端铰接有定位板,所述定位板与安装架之间通过连接臂铰接;所述第一定位架和第二定位架之间固接有用于支撑薄膜的托板;所述第一定位架和第二定位架之间设有压紧装置,所述压紧装置包括两端分别固接在定位板上的压力仓,所述压力仓内部设有压板,所述压板由阻挡部和伸缩部组成,所述压力仓的下端设有与伸缩部相匹配的开口,所述开口与伸缩部滑动且密封,所述阻挡部与压力仓的内壁相切合且滑动密封,所述阻挡部与压力仓内壁之间设有复位弹簧,所述压力仓与外部空压机连通。
以下是本发明对上述技术方案的进一步优化:
所述压力仓上设有排气组件,所述排气组件包括固定安装在压力仓上的套筒,所述套筒内滑动设有伸缩柱,所述伸缩柱的内部开设有与压力仓相连通的泄压管道,所述泄压管道上开设有多个排气口。
进一步的:所述伸缩柱的底部呈环形一体连接有限位圈,所述伸缩柱上套设有支撑弹簧,所述套筒内壁与支撑弹簧对应位置处开设有支撑槽,所述支撑弹簧的两端分别顶接在限位圈跟支撑槽上。
进一步的:所述伸缩柱顶部固接有限位板,所述排气口开设在限位板的下方。
进一步的:所述伸缩柱上套设有多个密封条,所述密封条均压紧在套筒内壁上。
进一步的:所述丝杠为正反牙设置,横向拉伸组和纵向拉伸组上的所述螺母分别对称安装在丝杠的两侧。
进一步的:所述压板与托板的位置相对应,且所述压板的底面为弹性橡胶面。
进一步的:所述压力仓上设有排气阀。
综上所述,同时启动两个电机正转,由于丝杠的正反牙设置,所以相对的两个连接梁开始匀速相互远离,在滚轮的作用下能够让连接梁更加顺畅而且平稳的运行,相比较使用多个电机独立控制每个连接梁进行往复运动,本实施例利用一个电机驱动一根丝杠,同时控制两个连接梁的运行距离,保证两个连接梁始终保持在镜像状态,避免了因电机启动时间不同,或者电机老化程度不一造成相对侧连接梁行进距离不一,对薄膜的拉伸产生影响;另外减少了电机的使用数量,降低了成本。
横向拉伸组和纵向拉伸组在两个电机作用下,进行匀速等距向外侧扩张,一次性对薄膜纵、横两向进行拉伸,在电机带动丝杠将定位架移动至指定位置后,完成对薄膜的拉伸后电机停止运动,取下薄膜后再将电机反转至初始位置,进行下一个薄膜的拉伸。
将需要拉伸的聚脂薄膜放在工作位后,具有一定硬度的聚脂薄膜平铺在托板上,同步启动所有伸缩气缸,伸缩气缸收缩带动定位板向下方沿弧面移动,即将落至最底部时,定位板的侧面会与聚酯薄膜的边界接触,由于所有定位板均为同步下降,所以最先接触到聚脂薄膜的定位板会将聚脂薄膜向前推动,当所有定位板落下到最低位置处后,聚脂薄膜恰好卡在所有定位板之间,完成对聚脂薄膜的定位,让后期的拉伸聚脂薄膜工艺顺利进行。
定位架完成对薄膜的定位后,启动压紧装置,空压机向压力仓内持续加压,在压力仓内部压强大的作用下,压板向下移动,复位弹簧受力压缩,伸缩部逐渐从开口处伸出,直至与薄膜接触,将薄膜压紧在托板上,此时空压机持续对压力仓加压,压板持续对托板上的薄膜加压;压力仓内部压强达到预设阈值后,排气组件发挥作用,由于伸缩柱的滑动设置,压力仓内压强持续增大,支撑弹簧受力压缩,此时伸缩柱从套筒内向外部滑出,伸缩柱滑至套筒外部一定距离后排气口会将压力仓内的高压空气排出,让压板对薄膜施加的压力减小,同样,若压力仓内的压强不够,在支撑弹簧的作用下,伸缩部回缩,停止压力仓对外界的排气,压力仓压强增大,压板对薄膜的压力增加,薄膜拉伸完成后,停止空压机,开启排气阀将压力仓内的高压气体排出,压板在复位弹簧的作用下回缩,然后将拉伸完成的薄膜取下。
可以让压力仓内的气压保持在恒定的预设压强上,达到阈值后会自动进行排气或加压,以此来保证压板不会压不紧薄膜,或者因压力过大导致薄膜在拉伸时被撕裂,防止断膜,支撑弹簧的形变压力值根据压力仓内最佳压力值而定,确保压力仓的最佳工作压强。
橡胶面除了能够增加与薄膜之间的摩擦力,而且会在压力的作用下产生形变,增加压板与薄膜的接触面积,另外弹性橡胶面相比较金属面等硬度较高的物体,不易损坏薄膜。
附图说明
下面结合附图和具体实施方式对本发明作进一步详细说明:
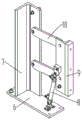
图1为本发明的主要结构示意图;
图2为定位架的整体结构示意图;
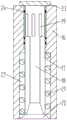
图3为压紧装置的结构示意图;
图4为压紧装置的内部结构示意图;
图5为排气组件的密闭状态示意图;
图6为排气组件的开放状态示意图;
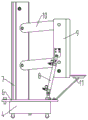
图7为定位架的工作状态示意图;
图8为定位架的平时状态示意图;
图9为丝杠与螺母的配合状态示意图。
具体实施方式
实施例:参照附图1-9,双向拉伸聚酯薄膜成型装置,包括机架1,所述机架1上呈垂直关系分别设有横向拉伸组和纵向拉伸组,所述横向拉伸组和纵向拉伸组均由两个第一定位架2和两个第二定位架3组成,所述第一定位架2和第二定位架3位于同侧;所述第一定位架2和第二定位架3处在一条直线上,在第一定位架2和第二定位架3的对面处设有相同的第一定位架2和第二定位架3(横向拉伸组或纵向拉伸组都设有四个定位架,分别是两个第一定位架2和两个第二定位架3),横向拉伸组和纵向拉伸组的定位架之间为相互垂直关系,在横向拉伸组和纵向拉伸组共八个定位架之间形成用于对聚脂薄膜进行拉伸的工作位,由于两组定位架之间相互垂直关系,所以工作位为矩形。
所述第一定位架2和第二定位架3之间通过底部的连接梁4固接,所述连接梁4上设有螺母5,所述螺母5与机架1内部的丝杠螺纹连接;所述连接梁4大体形状呈“U”形,且在其两侧的底部安装有多个辅助定位架移动的滚轮,所述滚轮顶接在机架1内部的任意部位上,对此本实施例不作具体限定。
所述丝杠为正反牙设置,两侧的连接梁4分别螺纹安装在相反的螺纹上,并且其均以丝杠的中点处为轴线呈镜像关系设置。
横向拉伸组和纵向拉伸组上的所述螺母5分别对称安装在丝杠的两侧,所述横向拉伸组和纵向拉伸组的丝杠分别由一个独立的电机驱动。
所述机架1上开设有供横向拉伸组和纵向拉伸组移动的开槽。
在工作中,同时启动两个电机正转,由于丝杠的正反牙设置,所以相对的两个连接梁4开始匀速相互远离,在滚轮的作用下能够让连接梁4更加顺畅而且平稳的运行,相比较使用多个电机独立控制每个连接梁4进行往复运动,本实施例利用一个电机驱动一根丝杠,同时控制两个连接梁4的运行距离,保证两个连接梁4始终保持在镜像状态,避免了因电机启动时间不同,或者电机老化程度不一造成相对侧连接梁4行进距离不一,对薄膜的拉伸产生影响;另外减少了电机的使用数量,降低了成本。
横向拉伸组和纵向拉伸组在两个电机作用下,进行匀速等距向外侧扩张,一次性对薄膜纵、横两向进行拉伸,在电机带动丝杠将定位架移动至指定位置后,完成对薄膜的拉伸后电机停止运动,取下薄膜后再将电机反转至初始位置,进行下一个薄膜的拉伸。
所述第一定位架2包括固接在连接梁4上的底座6,所述底座6上固接设有安装架7,所述底座6上铰接有伸缩气缸8,所述伸缩气缸8的另一端铰接有定位板9,所述定位板9与安装架7之间通过连接臂10铰接;所述第一定位架2和第二定位架3之间固接有用于支撑薄膜的托板11。
本实施例中,上述第一定位架2与所有定位架的构造均相同。
在工作中,平时状态下第一定位架2的状态如图8所示,将需要拉伸的聚脂薄膜放在工作位后,具有一定硬度的聚脂薄膜平铺在托板11上,同步启动所有伸缩气缸8,伸缩气缸8收缩带动定位板9向下方沿弧面移动,即将落至最底部时,定位板9的侧面会与聚酯薄膜的边界接触,由于所有定位板9均为同步下降,所以最先接触到聚脂薄膜的定位板9会将聚脂薄膜向前推动,当所有定位板9落下到最低位置处后,聚脂薄膜恰好卡在所有定位板9之间,完成对聚脂薄膜的定位,让后期的拉伸聚脂薄膜工艺顺利进行。
所述第一定位架2和第二定位架3之间设有压紧装置,所述压紧装置包括两端分别固接在定位板9上的压力仓12,所述压力仓12内部设有压板,所述压板由阻挡部13和伸缩部14组成,所述压力仓12的下端设有与伸缩部14相匹配的开口,所述开口与伸缩部14滑动且密封,所述阻挡部13与压力仓12的内壁相切合且滑动密封,所述阻挡部13与压力仓12内壁之间设有复位弹簧15,所述压力仓12与外部空压机连通,所述压力仓12上方设有接口与空压机连通。
所述压力仓12上设有排气组件,所述排气组件包括固定安装在压力仓12上的套筒16,所述套筒16内滑动设有伸缩柱17,所述伸缩柱17的内部开设有与压力仓12相连通的泄压管道18,所述泄压管道18上开设有多个排气口19。
所述伸缩柱17的底部呈环形一体连接有限位圈20,所述伸缩柱17上套设有支撑弹簧21,所述套筒16内壁与支撑弹簧21对应位置处开设有支撑槽22,所述支撑弹簧21的两端分别顶接在限位圈20跟支撑槽22上。
所述伸缩柱17顶部固接有限位板23,所述排气口19开设在限位板23的下方。
所述伸缩柱17上套设有多个密封条24,所述密封条24均压紧在套筒16内壁上。
所述压力仓12上设有排气阀25;所述排气阀25为现有技术,不再进行过多赘述。
在工作中,定位架完成对薄膜的定位后,启动压紧装置,空压机向压力仓12内持续加压,在压力仓12内部压强大的作用下,压板向下移动,复位弹簧15受力压缩,伸缩部14逐渐从开口处伸出,直至与薄膜接触,将薄膜压紧在托板11上,此时空压机持续对压力仓12加压,压板持续对托板11上的薄膜加压;压力仓12内部压强达到预设阈值后,排气组件发挥作用,由于伸缩柱17的滑动设置,压力仓12内压强持续增大,支撑弹簧21受力压缩,此时伸缩柱17从套筒16内向外部滑出,伸缩柱17滑至套筒16外部一定距离后排气口19会将压力仓12内的高压空气排出,让压板对薄膜施加的压力减小,同样,若压力仓12内的压强不够,在支撑弹簧21的作用下,伸缩部14回缩,停止压力仓12对外界的排气,压力仓12压强增大,压板对薄膜的压力增加,薄膜拉伸完成后,停止空压机,开启排气阀25将压力仓12内的高压气体排出,压板在复位弹簧15的作用下回缩,然后将拉伸完成的薄膜取下。
这样设计,可以让压力仓12内的气压保持在恒定的预设压强上,达到阈值后会自动进行排气或加压,以此来保证压板不会压不紧薄膜,或者因压力过大导致薄膜在拉伸时被撕裂,防止断膜,支撑弹簧21的形变压力值根据压力仓12内最佳压力值而定,确保压力仓12的最佳工作压强。
所述压板与托板11的位置相对应,且所述压板的底面为弹性橡胶面。
这样设计,橡胶面除了能够增加与薄膜之间的摩擦力,而且会在压力的作用下产生形变,增加与薄膜的接触面积,另外弹性橡胶面相比较金属面等硬度较高的物体,不易损坏薄膜。
本方案中,控制伸缩气缸8、电机、排气阀25等零部件均使用的电子数控系统,属于现有技术,作为本领域技术人员的惯用技术手段,本实施例中不再进行过多赘述。
在图1中,为了能够更直观的理解本发明定位架的位置关系和结构,所以将压紧装置等零部件省略,但是在其他附图中均有体现。
综上所述,本发明不限于上述具体实施方式。本领域技术人员,在不脱离本发明的精神和范围的前提下,可做若干的更改和修饰,所有这些变化均应落入本发明的保护范围。
Claims (8)
1.双向拉伸聚酯薄膜成型装置,包括机架,其特征在于:所述机架上呈垂直关系分别设有横向拉伸组和纵向拉伸组,所述横向拉伸组和纵向拉伸组均由两个第一定位架和两个第二定位架组成,所述第一定位架和第二定位架位于同侧;所述第一定位架和第二定位架之间通过底部的连接梁固接,所述连接梁上设有螺母,所述机架内部转动安装有丝杠,所述螺母与丝杠螺纹连接;所述第一定位架包括固接在连接梁上的底座,所述底座上固接设有安装架,所述底座上铰接有伸缩气缸,所述伸缩气缸的另一端铰接有定位板,所述定位板与安装架之间通过连接臂铰接;所述第一定位架和第二定位架之间固接有用于支撑薄膜的托板;
所述第一定位架和第二定位架之间设有压紧装置,所述压紧装置包括两端分别固接在定位板上的压力仓,所述压力仓内部设有压板,所述压板由阻挡部和伸缩部组成,所述压力仓的下端设有与伸缩部相匹配的开口,所述开口与伸缩部滑动且密封,所述阻挡部与压力仓的内壁相切合且滑动密封,所述阻挡部与压力仓内壁之间设有复位弹簧,所述压力仓与外部空压机连通。
2.如权利要求1所述的双向拉伸聚酯薄膜成型装置,其特征在于:所述压力仓上设有排气组件,所述排气组件包括固定安装在压力仓上的套筒,所述套筒内滑动设有伸缩柱,所述伸缩柱的内部开设有与压力仓相连通的泄压管道,所述泄压管道上开设有多个排气口。
3.如权利要求2所述的双向拉伸聚酯薄膜成型装置,其特征在于:所述伸缩柱的底部呈环形一体连接有限位圈,所述伸缩柱上套设有支撑弹簧,所述套筒内壁与支撑弹簧对应位置处开设有支撑槽,所述支撑弹簧的两端分别顶接在限位圈跟支撑槽上。
4.如权利要求2所述的双向拉伸聚酯薄膜成型装置,其特征在于:所述伸缩柱顶部固接有限位板,所述排气口开设在限位板的下方。
5.如权利要求2所述的双向拉伸聚酯薄膜成型装置,其特征在于:所述伸缩柱上套设有多个密封条,所述密封条均压紧在套筒内壁上。
6.如权利要求1所述的双向拉伸聚酯薄膜成型装置,其特征在于:所述丝杠为正反牙设置,横向拉伸组和纵向拉伸组上的所述螺母分别对称安装在丝杠的两侧。
7.如权利要求1所述的双向拉伸聚酯薄膜成型装置,其特征在于:所述压板与托板的位置相对应,且所述压板的底面为弹性橡胶面。
8.如权利要求1所述的双向拉伸聚酯薄膜成型装置,其特征在于:所述压力仓上设有排气阀。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310349673.7A CN116100794B (zh) | 2023-04-04 | 2023-04-04 | 双向拉伸聚酯薄膜成型装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310349673.7A CN116100794B (zh) | 2023-04-04 | 2023-04-04 | 双向拉伸聚酯薄膜成型装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN116100794A true CN116100794A (zh) | 2023-05-12 |
| CN116100794B CN116100794B (zh) | 2023-06-06 |
Family
ID=86254673
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310349673.7A Active CN116100794B (zh) | 2023-04-04 | 2023-04-04 | 双向拉伸聚酯薄膜成型装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN116100794B (zh) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3472924A (en) * | 1967-08-21 | 1969-10-14 | Dow Chemical Co | Method and apparatus for the preparation of biaxially oriented film |
| CN107639820A (zh) * | 2017-11-01 | 2018-01-30 | 池州市东聚新能源科技有限公司 | 一种预压式pet膜双向拉伸装置 |
| US20180056576A1 (en) * | 2015-03-25 | 2018-03-01 | South China University Of Technology | Method and device of film stepless biaxial tension based on saddle-shaped surface transition |
| CN210390103U (zh) * | 2019-08-06 | 2020-04-24 | 江苏亚宝绝缘材料股份有限公司 | 一种纵横双轴定向拉伸聚酰亚胺薄膜装置 |
| CN114905715A (zh) * | 2022-02-11 | 2022-08-16 | 宿迁市金田塑业有限公司 | 双向拉伸聚丙烯双热绿色保护薄膜制备工艺及其智能生产设备 |
| CN217807771U (zh) * | 2022-05-09 | 2022-11-15 | 浙江华清新材料有限公司 | 一种聚脂薄膜生产用防皱装置 |
| US20230039478A1 (en) * | 2021-08-05 | 2023-02-09 | Fameccanica.Data S.P.A. | A device and unit for transversely stretching elastic films |
-
2023
- 2023-04-04 CN CN202310349673.7A patent/CN116100794B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3472924A (en) * | 1967-08-21 | 1969-10-14 | Dow Chemical Co | Method and apparatus for the preparation of biaxially oriented film |
| US20180056576A1 (en) * | 2015-03-25 | 2018-03-01 | South China University Of Technology | Method and device of film stepless biaxial tension based on saddle-shaped surface transition |
| CN107639820A (zh) * | 2017-11-01 | 2018-01-30 | 池州市东聚新能源科技有限公司 | 一种预压式pet膜双向拉伸装置 |
| CN210390103U (zh) * | 2019-08-06 | 2020-04-24 | 江苏亚宝绝缘材料股份有限公司 | 一种纵横双轴定向拉伸聚酰亚胺薄膜装置 |
| US20230039478A1 (en) * | 2021-08-05 | 2023-02-09 | Fameccanica.Data S.P.A. | A device and unit for transversely stretching elastic films |
| CN114905715A (zh) * | 2022-02-11 | 2022-08-16 | 宿迁市金田塑业有限公司 | 双向拉伸聚丙烯双热绿色保护薄膜制备工艺及其智能生产设备 |
| CN217807771U (zh) * | 2022-05-09 | 2022-11-15 | 浙江华清新材料有限公司 | 一种聚脂薄膜生产用防皱装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN116100794B (zh) | 2023-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN116100794B (zh) | 双向拉伸聚酯薄膜成型装置 | |
| CN211446275U (zh) | 一种面料生产加工用除皱装置 | |
| CN109647019B (zh) | 一种压滤机滤布自动安装方法 | |
| CN209868385U (zh) | 晶圆精确定位夹紧装置 | |
| CN210916762U (zh) | 一种化纤布用自动裁剪收卷装置 | |
| CN209452578U (zh) | 一种工件成型装置 | |
| CN212206909U (zh) | 一种导轨变形性能检测装置 | |
| CN211927574U (zh) | 一种用于板材检测的液压机械设备 | |
| CN209477807U (zh) | 一种组合工位气动夹具 | |
| CN205343871U (zh) | 瓷砖拼花压平机 | |
| CN214894539U (zh) | 镀膜镜片膜强度测试装置 | |
| CN219901799U (zh) | 一种薄片、薄板用夹头 | |
| CN208231295U (zh) | 辅助建筑模板切割的快速气动夹爪机构 | |
| CN221247778U (zh) | 一种硬铜排cnc加工工艺工装 | |
| CN216327783U (zh) | 一种石墨模具的加工治具 | |
| CN218134177U (zh) | 一种稳定型数控折弯机 | |
| CN221455012U (zh) | 一种机械电气设备制造用夹持装置 | |
| CN221253072U (zh) | 备料机构和加工设备 | |
| CN221211420U (zh) | 一种气缸外罩加工固定夹具 | |
| CN117460168B (zh) | 一种电路板的快速装夹调整装置 | |
| CN220007928U (zh) | 一种oca光学胶定长切割结构 | |
| CN218193615U (zh) | 一种机壳内刷握拉环压装装置 | |
| CN211957261U (zh) | 一种适用于医疗机械产品线束加工用固定机构 | |
| CN219132021U (zh) | 手机摄像头加工工装 | |
| CN217370148U (zh) | 一种高性能高可靠机械零件加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |