CN115702013A - 氮化硅激光熔覆的方法 - Google Patents
氮化硅激光熔覆的方法 Download PDFInfo
- Publication number
- CN115702013A CN115702013A CN202180044926.9A CN202180044926A CN115702013A CN 115702013 A CN115702013 A CN 115702013A CN 202180044926 A CN202180044926 A CN 202180044926A CN 115702013 A CN115702013 A CN 115702013A
- Authority
- CN
- China
- Prior art keywords
- silicon nitride
- laser
- coating
- implant
- biomedical implant
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 title claims abstract description 144
- 229910052581 Si3N4 Inorganic materials 0.000 title claims abstract description 143
- 238000000034 method Methods 0.000 title claims abstract description 62
- 238000004372 laser cladding Methods 0.000 title claims abstract description 56
- 238000000576 coating method Methods 0.000 claims abstract description 90
- 239000011248 coating agent Substances 0.000 claims abstract description 82
- 239000007943 implant Substances 0.000 claims abstract description 74
- 230000011164 ossification Effects 0.000 claims abstract description 10
- 230000001737 promoting effect Effects 0.000 claims abstract description 5
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 claims description 145
- 239000000843 powder Substances 0.000 claims description 47
- 229910000883 Ti6Al4V Inorganic materials 0.000 claims description 37
- 210000000988 bone and bone Anatomy 0.000 claims description 37
- 102000004067 Osteocalcin Human genes 0.000 claims description 30
- 108090000573 Osteocalcin Proteins 0.000 claims description 30
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 29
- 102000004264 Osteopontin Human genes 0.000 claims description 29
- 108010081689 Osteopontin Proteins 0.000 claims description 29
- 239000000203 mixture Substances 0.000 claims description 27
- 238000007788 roughening Methods 0.000 claims description 19
- 238000009826 distribution Methods 0.000 claims description 14
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 10
- -1 polyethylene Polymers 0.000 claims description 10
- 210000001519 tissue Anatomy 0.000 claims description 10
- 239000004696 Poly ether ether ketone Substances 0.000 claims description 9
- 229920002530 polyetherether ketone Polymers 0.000 claims description 9
- 239000013078 crystal Substances 0.000 claims description 8
- 229910052588 hydroxylapatite Inorganic materials 0.000 claims description 8
- XYJRXVWERLGGKC-UHFFFAOYSA-D pentacalcium;hydroxide;triphosphate Chemical compound [OH-].[Ca+2].[Ca+2].[Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O XYJRXVWERLGGKC-UHFFFAOYSA-D 0.000 claims description 8
- 229910001233 yttria-stabilized zirconia Inorganic materials 0.000 claims description 8
- 239000004698 Polyethylene Substances 0.000 claims description 7
- 229910052500 inorganic mineral Inorganic materials 0.000 claims description 7
- 239000011707 mineral Substances 0.000 claims description 7
- 229920001652 poly(etherketoneketone) Polymers 0.000 claims description 7
- 229920000573 polyethylene Polymers 0.000 claims description 7
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 238000005422 blasting Methods 0.000 claims description 5
- 239000002131 composite material Substances 0.000 claims description 5
- 238000004132 cross linking Methods 0.000 claims description 5
- 239000004814 polyurethane Substances 0.000 claims description 5
- 229910001069 Ti alloy Inorganic materials 0.000 claims description 4
- 230000033558 biomineral tissue development Effects 0.000 claims description 4
- 229920002635 polyurethane Polymers 0.000 claims description 4
- 229910001873 dinitrogen Inorganic materials 0.000 claims description 3
- 238000003754 machining Methods 0.000 claims description 3
- 230000035939 shock Effects 0.000 claims 1
- 239000000758 substrate Substances 0.000 description 121
- 239000000523 sample Substances 0.000 description 54
- 229920001684 low density polyethylene Polymers 0.000 description 43
- 239000004702 low-density polyethylene Substances 0.000 description 43
- 210000004027 cell Anatomy 0.000 description 37
- 239000002245 particle Substances 0.000 description 30
- 239000012071 phase Substances 0.000 description 28
- 229910052710 silicon Inorganic materials 0.000 description 27
- 239000010703 silicon Substances 0.000 description 27
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 26
- 238000002073 fluorescence micrograph Methods 0.000 description 23
- 239000000463 material Substances 0.000 description 22
- 239000010936 titanium Substances 0.000 description 20
- 238000001069 Raman spectroscopy Methods 0.000 description 19
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 19
- 229910052719 titanium Inorganic materials 0.000 description 19
- 210000004940 nucleus Anatomy 0.000 description 17
- 230000015572 biosynthetic process Effects 0.000 description 15
- 229910052757 nitrogen Inorganic materials 0.000 description 14
- 230000008569 process Effects 0.000 description 14
- 230000003746 surface roughness Effects 0.000 description 14
- 239000011159 matrix material Substances 0.000 description 13
- 238000012360 testing method Methods 0.000 description 13
- 238000003332 Raman imaging Methods 0.000 description 12
- 230000001580 bacterial effect Effects 0.000 description 10
- 239000000919 ceramic Substances 0.000 description 10
- 238000005253 cladding Methods 0.000 description 10
- 238000000799 fluorescence microscopy Methods 0.000 description 10
- 230000003287 optical effect Effects 0.000 description 10
- 229920000642 polymer Polymers 0.000 description 10
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 9
- 102000008186 Collagen Human genes 0.000 description 9
- 108010035532 Collagen Proteins 0.000 description 9
- 229910008045 Si-Si Inorganic materials 0.000 description 9
- 229910006411 Si—Si Inorganic materials 0.000 description 9
- 238000004458 analytical method Methods 0.000 description 9
- 230000004663 cell proliferation Effects 0.000 description 9
- 229920001436 collagen Polymers 0.000 description 9
- 229910052751 metal Inorganic materials 0.000 description 9
- 239000002184 metal Substances 0.000 description 9
- 238000002149 energy-dispersive X-ray emission spectroscopy Methods 0.000 description 8
- 238000001228 spectrum Methods 0.000 description 8
- 238000011282 treatment Methods 0.000 description 8
- 238000001237 Raman spectrum Methods 0.000 description 7
- 229910003460 diamond Inorganic materials 0.000 description 7
- 239000010432 diamond Substances 0.000 description 7
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 7
- 229910019142 PO4 Inorganic materials 0.000 description 6
- 241000191963 Staphylococcus epidermidis Species 0.000 description 6
- 229910021417 amorphous silicon Inorganic materials 0.000 description 6
- 230000000813 microbial effect Effects 0.000 description 6
- 238000000386 microscopy Methods 0.000 description 6
- 201000008968 osteosarcoma Diseases 0.000 description 6
- 239000010452 phosphate Substances 0.000 description 6
- 238000003026 viability measurement method Methods 0.000 description 6
- 238000002441 X-ray diffraction Methods 0.000 description 5
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 5
- RKTYLMNFRDHKIL-UHFFFAOYSA-N copper;5,10,15,20-tetraphenylporphyrin-22,24-diide Chemical compound [Cu+2].C1=CC(C(=C2C=CC([N-]2)=C(C=2C=CC=CC=2)C=2C=CC(N=2)=C(C=2C=CC=CC=2)C2=CC=C3[N-]2)C=2C=CC=CC=2)=NC1=C3C1=CC=CC=C1 RKTYLMNFRDHKIL-UHFFFAOYSA-N 0.000 description 5
- 238000000151 deposition Methods 0.000 description 5
- 230000008021 deposition Effects 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 229910052760 oxygen Inorganic materials 0.000 description 5
- 231100000747 viability assay Toxicity 0.000 description 5
- CIWBSHSKHKDKBQ-JLAZNSOCSA-N Ascorbic acid Chemical compound OC[C@H](O)[C@H]1OC(=O)C(O)=C1O CIWBSHSKHKDKBQ-JLAZNSOCSA-N 0.000 description 4
- 108091003079 Bovine Serum Albumin Proteins 0.000 description 4
- 239000006144 Dulbecco’s modified Eagle's medium Substances 0.000 description 4
- 108060003393 Granulin Proteins 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 238000004833 X-ray photoelectron spectroscopy Methods 0.000 description 4
- 238000003556 assay Methods 0.000 description 4
- 239000000788 chromium alloy Substances 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 230000032798 delamination Effects 0.000 description 4
- 239000012091 fetal bovine serum Substances 0.000 description 4
- 238000007306 functionalization reaction Methods 0.000 description 4
- JYGXADMDTFJGBT-VWUMJDOOSA-N hydrocortisone Chemical compound O=C1CC[C@]2(C)[C@H]3[C@@H](O)C[C@](C)([C@@](CC4)(O)C(=O)CO)[C@@H]4[C@@H]3CCC2=C1 JYGXADMDTFJGBT-VWUMJDOOSA-N 0.000 description 4
- 238000011534 incubation Methods 0.000 description 4
- 230000035800 maturation Effects 0.000 description 4
- 239000002609 medium Substances 0.000 description 4
- 239000000155 melt Substances 0.000 description 4
- 150000002739 metals Chemical class 0.000 description 4
- 229910021423 nanocrystalline silicon Inorganic materials 0.000 description 4
- 210000000963 osteoblast Anatomy 0.000 description 4
- 230000003647 oxidation Effects 0.000 description 4
- 238000007254 oxidation reaction Methods 0.000 description 4
- 239000001301 oxygen Substances 0.000 description 4
- 229910052814 silicon oxide Inorganic materials 0.000 description 4
- VSIVTUIKYVGDCX-UHFFFAOYSA-M sodium;4-[2-(2-methoxy-4-nitrophenyl)-3-(4-nitrophenyl)tetrazol-2-ium-5-yl]benzene-1,3-disulfonate Chemical compound [Na+].COC1=CC([N+]([O-])=O)=CC=C1[N+]1=NC(C=2C(=CC(=CC=2)S([O-])(=O)=O)S([O-])(=O)=O)=NN1C1=CC=C([N+]([O-])=O)C=C1 VSIVTUIKYVGDCX-UHFFFAOYSA-M 0.000 description 4
- 230000035882 stress Effects 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000005211 surface analysis Methods 0.000 description 4
- PRDFBSVERLRRMY-UHFFFAOYSA-N 2'-(4-ethoxyphenyl)-5-(4-methylpiperazin-1-yl)-2,5'-bibenzimidazole Chemical compound C1=CC(OCC)=CC=C1C1=NC2=CC=C(C=3NC4=CC(=CC=C4N=3)N3CCN(C)CC3)C=C2N1 PRDFBSVERLRRMY-UHFFFAOYSA-N 0.000 description 3
- FWBHETKCLVMNFS-UHFFFAOYSA-N 4',6-Diamino-2-phenylindol Chemical compound C1=CC(C(=N)N)=CC=C1C1=CC2=CC=C(C(N)=N)C=C2N1 FWBHETKCLVMNFS-UHFFFAOYSA-N 0.000 description 3
- 241000894006 Bacteria Species 0.000 description 3
- WQZGKKKJIJFFOK-GASJEMHNSA-N Glucose Natural products OC[C@H]1OC(O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-GASJEMHNSA-N 0.000 description 3
- 241000283973 Oryctolagus cuniculus Species 0.000 description 3
- 238000002835 absorbance Methods 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- 150000001408 amides Chemical class 0.000 description 3
- 230000000975 bioactive effect Effects 0.000 description 3
- 239000012620 biological material Substances 0.000 description 3
- 210000002805 bone matrix Anatomy 0.000 description 3
- 239000001506 calcium phosphate Substances 0.000 description 3
- 229910000389 calcium phosphate Inorganic materials 0.000 description 3
- 235000011010 calcium phosphates Nutrition 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 238000000354 decomposition reaction Methods 0.000 description 3
- 239000004053 dental implant Substances 0.000 description 3
- LOKCTEFSRHRXRJ-UHFFFAOYSA-I dipotassium trisodium dihydrogen phosphate hydrogen phosphate dichloride Chemical compound P(=O)(O)(O)[O-].[K+].P(=O)(O)([O-])[O-].[Na+].[Na+].[Cl-].[K+].[Cl-].[Na+] LOKCTEFSRHRXRJ-UHFFFAOYSA-I 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000007850 fluorescent dye Substances 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 238000013532 laser treatment Methods 0.000 description 3
- 230000002188 osteogenic effect Effects 0.000 description 3
- 230000036961 partial effect Effects 0.000 description 3
- 239000002953 phosphate buffered saline Substances 0.000 description 3
- 239000013641 positive control Substances 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 238000010186 staining Methods 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- QORWJWZARLRLPR-UHFFFAOYSA-H tricalcium bis(phosphate) Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O QORWJWZARLRLPR-UHFFFAOYSA-H 0.000 description 3
- 241000283707 Capra Species 0.000 description 2
- DHCLVCXQIBBOPH-UHFFFAOYSA-N Glycerol 2-phosphate Chemical compound OCC(CO)OP(O)(O)=O DHCLVCXQIBBOPH-UHFFFAOYSA-N 0.000 description 2
- 238000005275 alloying Methods 0.000 description 2
- 230000000845 anti-microbial effect Effects 0.000 description 2
- 229910052586 apatite Inorganic materials 0.000 description 2
- 229960005070 ascorbic acid Drugs 0.000 description 2
- 235000010323 ascorbic acid Nutrition 0.000 description 2
- 239000011668 ascorbic acid Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000004166 bioassay Methods 0.000 description 2
- 230000008512 biological response Effects 0.000 description 2
- 230000021164 cell adhesion Effects 0.000 description 2
- 230000036755 cellular response Effects 0.000 description 2
- 239000003153 chemical reaction reagent Substances 0.000 description 2
- 229910021419 crystalline silicon Inorganic materials 0.000 description 2
- 210000004748 cultured cell Anatomy 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 230000005284 excitation Effects 0.000 description 2
- MHMNJMPURVTYEJ-UHFFFAOYSA-N fluorescein-5-isothiocyanate Chemical compound O1C(=O)C2=CC(N=C=S)=CC=C2C21C1=CC=C(O)C=C1OC1=CC(O)=CC=C21 MHMNJMPURVTYEJ-UHFFFAOYSA-N 0.000 description 2
- 239000008103 glucose Substances 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 229960000890 hydrocortisone Drugs 0.000 description 2
- 238000012744 immunostaining Methods 0.000 description 2
- 230000001976 improved effect Effects 0.000 description 2
- 238000000338 in vitro Methods 0.000 description 2
- 238000010348 incorporation Methods 0.000 description 2
- 238000001802 infusion Methods 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000001000 micrograph Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- VMGAPWLDMVPYIA-HIDZBRGKSA-N n'-amino-n-iminomethanimidamide Chemical compound N\N=C\N=N VMGAPWLDMVPYIA-HIDZBRGKSA-N 0.000 description 2
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 description 2
- 238000010883 osseointegration Methods 0.000 description 2
- VSIIXMUUUJUKCM-UHFFFAOYSA-D pentacalcium;fluoride;triphosphate Chemical compound [F-].[Ca+2].[Ca+2].[Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O VSIIXMUUUJUKCM-UHFFFAOYSA-D 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920000307 polymer substrate Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 238000013139 quantization Methods 0.000 description 2
- 239000013074 reference sample Substances 0.000 description 2
- BOLDJAUMGUJJKM-LSDHHAIUSA-N renifolin D Natural products CC(=C)[C@@H]1Cc2c(O)c(O)ccc2[C@H]1CC(=O)c3ccc(O)cc3O BOLDJAUMGUJJKM-LSDHHAIUSA-N 0.000 description 2
- DAEPDZWVDSPTHF-UHFFFAOYSA-M sodium pyruvate Chemical compound [Na+].CC(=O)C([O-])=O DAEPDZWVDSPTHF-UHFFFAOYSA-M 0.000 description 2
- 125000006850 spacer group Chemical group 0.000 description 2
- 238000006557 surface reaction Methods 0.000 description 2
- 125000003831 tetrazolyl group Chemical group 0.000 description 2
- 230000036962 time dependent Effects 0.000 description 2
- 230000009772 tissue formation Effects 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 238000009827 uniform distribution Methods 0.000 description 2
- 230000035899 viability Effects 0.000 description 2
- 238000012800 visualization Methods 0.000 description 2
- RUDFQVOCFDJEEF-UHFFFAOYSA-N yttrium(III) oxide Inorganic materials [O-2].[O-2].[O-2].[Y+3].[Y+3] RUDFQVOCFDJEEF-UHFFFAOYSA-N 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- 229920001817 Agar Polymers 0.000 description 1
- 208000034309 Bacterial disease carrier Diseases 0.000 description 1
- 235000011299 Brassica oleracea var botrytis Nutrition 0.000 description 1
- 240000003259 Brassica oleracea var. botrytis Species 0.000 description 1
- 208000032544 Cicatrix Diseases 0.000 description 1
- 241000192125 Firmicutes Species 0.000 description 1
- ZDXPYRJPNDTMRX-VKHMYHEASA-N L-glutamine Chemical compound OC(=O)[C@@H](N)CCC(N)=O ZDXPYRJPNDTMRX-VKHMYHEASA-N 0.000 description 1
- 229930182816 L-glutamine Natural products 0.000 description 1
- 206010026865 Mass Diseases 0.000 description 1
- BELBBZDIHDAJOR-UHFFFAOYSA-N Phenolsulfonephthalein Chemical compound C1=CC(O)=CC=C1C1(C=2C=CC(O)=CC=2)C2=CC=CC=C2S(=O)(=O)O1 BELBBZDIHDAJOR-UHFFFAOYSA-N 0.000 description 1
- 229910007991 Si-N Inorganic materials 0.000 description 1
- 229910008332 Si-Ti Inorganic materials 0.000 description 1
- 229910006294 Si—N Inorganic materials 0.000 description 1
- 229910006749 Si—Ti Inorganic materials 0.000 description 1
- 241000191940 Staphylococcus Species 0.000 description 1
- 238000000026 X-ray photoelectron spectrum Methods 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- 239000003082 abrasive agent Substances 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000012072 active phase Substances 0.000 description 1
- 239000008272 agar Substances 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 230000000172 allergic effect Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000000844 anti-bacterial effect Effects 0.000 description 1
- 238000000149 argon plasma sintering Methods 0.000 description 1
- 208000037873 arthrodesis Diseases 0.000 description 1
- 208000010668 atopic eczema Diseases 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- WQZGKKKJIJFFOK-VFUOTHLCSA-N beta-D-glucose Chemical compound OC[C@H]1O[C@@H](O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-VFUOTHLCSA-N 0.000 description 1
- 239000003462 bioceramic Substances 0.000 description 1
- 230000004071 biological effect Effects 0.000 description 1
- 229920001222 biopolymer Polymers 0.000 description 1
- 230000010072 bone remodeling Effects 0.000 description 1
- 210000004556 brain Anatomy 0.000 description 1
- 239000013590 bulk material Substances 0.000 description 1
- 230000002308 calcification Effects 0.000 description 1
- 230000000711 cancerogenic effect Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000003763 carbonization Methods 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000004113 cell culture Methods 0.000 description 1
- 230000006037 cell lysis Effects 0.000 description 1
- 210000003855 cell nucleus Anatomy 0.000 description 1
- 230000003833 cell viability Effects 0.000 description 1
- 238000005524 ceramic coating Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000012512 characterization method Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 238000010293 colony formation assay Methods 0.000 description 1
- 238000007398 colorimetric assay Methods 0.000 description 1
- 239000003283 colorimetric indicator Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 230000000875 corresponding effect Effects 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000012926 crystallographic analysis Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 231100000135 cytotoxicity Toxicity 0.000 description 1
- 230000003013 cytotoxicity Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000005137 deposition process Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 238000012921 fluorescence analysis Methods 0.000 description 1
- 238000012757 fluorescence staining Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229960001031 glucose Drugs 0.000 description 1
- 229960002743 glutamine Drugs 0.000 description 1
- 239000001046 green dye Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000001513 hot isostatic pressing Methods 0.000 description 1
- 238000001727 in vivo Methods 0.000 description 1
- 208000015181 infectious disease Diseases 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000004643 material aging Methods 0.000 description 1
- 244000005700 microbiome Species 0.000 description 1
- 231100000219 mutagenic Toxicity 0.000 description 1
- 230000003505 mutagenic effect Effects 0.000 description 1
- 239000013642 negative control Substances 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 125000004433 nitrogen atom Chemical group N* 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 238000012634 optical imaging Methods 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 230000004072 osteoblast differentiation Effects 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229960003531 phenolsulfonphthalein Drugs 0.000 description 1
- 229940085991 phosphate ion Drugs 0.000 description 1
- 238000005240 physical vapour deposition Methods 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 230000002980 postoperative effect Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000000644 propagated effect Effects 0.000 description 1
- 238000001243 protein synthesis Methods 0.000 description 1
- 102000004169 proteins and genes Human genes 0.000 description 1
- 108090000623 proteins and genes Proteins 0.000 description 1
- 239000001044 red dye Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000009877 rendering Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000001878 scanning electron micrograph Methods 0.000 description 1
- 238000004626 scanning electron microscopy Methods 0.000 description 1
- 238000000550 scanning electron microscopy energy dispersive X-ray spectroscopy Methods 0.000 description 1
- 231100000241 scar Toxicity 0.000 description 1
- 230000037387 scars Effects 0.000 description 1
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 229940054269 sodium pyruvate Drugs 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 230000003595 spectral effect Effects 0.000 description 1
- 238000004611 spectroscopical analysis Methods 0.000 description 1
- 239000012798 spherical particle Substances 0.000 description 1
- 230000002269 spontaneous effect Effects 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 229910001256 stainless steel alloy Inorganic materials 0.000 description 1
- 230000001954 sterilising effect Effects 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 230000004936 stimulating effect Effects 0.000 description 1
- 230000008093 supporting effect Effects 0.000 description 1
- 238000001356 surgical procedure Methods 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 231100000331 toxic Toxicity 0.000 description 1
- 230000002588 toxic effect Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 230000014616 translation Effects 0.000 description 1
- 230000000472 traumatic effect Effects 0.000 description 1
- 230000003442 weekly effect Effects 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
Images

























































Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/28—Materials for coating prostheses
- A61L27/30—Inorganic materials
- A61L27/306—Other specific inorganic materials not covered by A61L27/303 - A61L27/32
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/02—Inorganic materials
- A61L27/04—Metals or alloys
- A61L27/047—Other specific metals or alloys not covered by A61L27/042 - A61L27/045 or A61L27/06
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/02—Inorganic materials
- A61L27/04—Metals or alloys
- A61L27/06—Titanium or titanium alloys
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/50—Materials characterised by their function or physical properties, e.g. injectable or lubricating compositions, shape-memory materials, surface modified materials
- A61L27/54—Biologically active materials, e.g. therapeutic substances
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
- B23K26/0624—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses using ultrashort pulses, i.e. pulses of 1ns or less
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/12—Working by laser beam, e.g. welding, cutting or boring in a special atmosphere, e.g. in an enclosure
- B23K26/123—Working by laser beam, e.g. welding, cutting or boring in a special atmosphere, e.g. in an enclosure in an atmosphere of particular gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/144—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor the fluid stream containing particles, e.g. powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/32—Bonding taking account of the properties of the material involved
- B23K26/324—Bonding taking account of the properties of the material involved involving non-metallic parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/60—Preliminary treatment
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C26/00—Coating not provided for in groups C23C2/00 - C23C24/00
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2300/00—Biologically active materials used in bandages, wound dressings, absorbent pads or medical devices
- A61L2300/40—Biologically active materials used in bandages, wound dressings, absorbent pads or medical devices characterised by a specific therapeutic activity or mode of action
- A61L2300/412—Tissue-regenerating or healing or proliferative agents
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2400/00—Materials characterised by their function or physical properties
- A61L2400/18—Modification of implant surfaces in order to improve biocompatibility, cell growth, fixation of biomolecules, e.g. plasma treatment
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2420/00—Materials or methods for coatings medical devices
- A61L2420/02—Methods for coating medical devices
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2430/00—Materials or treatment for tissue regeneration
- A61L2430/02—Materials or treatment for tissue regeneration for reconstruction of bones; weight-bearing implants
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
- B23K2103/52—Ceramics
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Optics & Photonics (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Medicinal Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Dermatology (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Transplantation (AREA)
- Epidemiology (AREA)
- Veterinary Medicine (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Inorganic Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Biomedical Technology (AREA)
- Molecular Biology (AREA)
- Materials For Medical Uses (AREA)
- Glass Compositions (AREA)
- Pharmaceuticals Containing Other Organic And Inorganic Compounds (AREA)
Abstract
本文公开了用于在生物医学植入物的表面激光熔覆涂层的方法。生物医学植入物可以是具有用于促进骨生成的激光熔覆的氮化硅涂层的植入物。
Description
相关申请的交叉引用
本申请要求2020年4月23日提交的美国临时申请第63/014,235号的优先权,其内容通过引用全部并入本文。
技术领域
本公开涉及用于氮化硅激光熔覆的系统和方法,并且尤其涉及使用氮化硅激光熔覆来改善氧化锆的生物响应。
背景技术
氧化锆(Zirconium oxide)或“氧化锆(zirconia)”(ZrO2)是市场上用于制造牙冠和固定部分假牙的最强的陶瓷生物材料。氧化锆的天然白色和高机械性能使其成为生产具有抗性、美观的植入物的理想候选材料。
就在不久前,已经提出了许多关于氧化锆用于生物医学应用的适用性的担忧,特别是在2001年制造的一系列氧化锆股骨头的灾难性故障之后;约400个股骨头在短时间段内失效,这是由于在烧结期间施加的过程参数的小变化引起的意外的加速老化过程。意外和前所未有的事故引发了对其他ZrO2部件的担忧;ISO 13356(1997)指南当时没有考虑材料老化。
在室温下,氧化锆仅以其单斜形式稳定,其具有相对低的机械性能。当加热到高于1170℃时,单斜氧化锆转变成更致密的四方相,其然后在冷却时不可避免地因开裂而崩解。为了保持烧结氧化锆部件的完整性,可以在低温下烧结,以获得完全单斜晶体,或者通过合金化稳定四方相,从而避免冷却期间的t-m转变。由四方氧化锆在室温下表现出的高断裂韧性与抑制裂纹扩展的应力诱发的t→m转变相关联。然而,氧化锆的断裂韧性仍然受到长期暴露于潮湿环境的影响,这一过程被称为低温降解(LTD)。
除了美学和力学,牙植入物的成功还由生物相容性决定。氧化锆被认为是惰性生物材料,这意味着它与生物环境具有有限的相互作用。对氧化锆的体外和体内测试显示,无致突变或致癌作用的证据,并且对菌斑的亲和力较低,但对生物组织(特别是骨)的粘附力也有限。已经提出了许多不同的处理,以便改善氧化锆的生物活性并促进其在现有生物组织中的整合。这些包含与活性相诸如羟基磷灰石的合金化、涂层、表面激光改性和纹理化。
钛是另一种常见的生物材料。它可用于各种生物医学目的,诸如全关节置换术、创伤性和复合性骨折、颅颌面和牙植入物。然而,在没有首先对其表面进行功能化的情况下,其与人骨的骨整合的能力也受到限制。已经开发了各种功能化方法。最常见的是首先使用喷砂对钛植入物的表面进行粗糙化,然后对其进行酸蚀刻。这一过程在金属的表面中产生微小的空腔,其允许成骨细胞启动金属表面的矿化。另一种使钛功能化的方法是将磷酸钙或羟基磷灰石的涂层火焰喷涂到钛的表面上。这是为全关节置换术中的骨科髋关节柄和髋臼杯完成的。另一种功能化方法是使用物理或化学气相沉积施加磷酸钙或羟基磷灰石的涂层。然而,在没有适当的功能化的情况下,钛不能有效地与天然骨组织进行骨整合。与大多数金属一样,钛对患者可能是过敏的或有毒的,并且术后金属沉着病和假瘤在医学杂志上经常被报道。其他植入的金属诸如钴铬合金和不锈钢合金也具有类似的缺陷。
生物聚合物是具有较差骨整合特性的额外植入材料。聚乙烯(PE)、聚氨酯(PU)、聚甲基丙烯酸甲酯(PMMA)、聚醚醚酮(PEEK)和聚醚酮酮(PEKK)是若干需要表面功能化以与天然骨整合的聚合物。类似的功能化方法用于这些材料,包含表面粗糙化、酸蚀刻或用钛、磷酸钙或羟基磷灰石涂覆它们。虽然表面粗糙化和酸蚀刻有助于促进骨整合,但它们这样做的能力通常比生物金属差;并且由于材料的不同,聚合物上的涂层经常由于涂层和聚合物之间的界面处的脱层而失效。
因此,需要对陶瓷(包含氧化锆和氧化锆增韧氧化铝)、生物金属(包含钛和钛合金、不锈钢和钴铬合金)和生物聚合物(包含聚乙烯、聚氨酯、聚醚醚酮和聚醚酮酮)进行替代表面功能化,以促进骨整合。
发明内容
在方面中,本公开涵盖一种激光熔覆生物医学植入物的表面的方法。涂覆生物医学植入物的表面的方法可以包含提供生物医学植入物,使生物医学植入物的至少一个表面粗糙化,在至少一个粗糙化的表面上激光熔覆氮化硅的涂层,以及重复激光熔覆步骤直到氮化硅的涂层具有至少10μm的厚度。在一些方面中,激光熔覆可以包括将激光束引导至生物医学植入物的至少一个粗糙化的表面,并且将粉末混合物预先施加或同时将包括氮化硅粉末的粉末混合物引导至生物医学植入物的至少一个粗糙化的表面。激光熔覆可以重复至少三次,使得氮化硅的涂层具有至少15μm的厚度。激光熔覆步骤可以进一步包含供应恒定流量的氮气。
生物医学植入物可以包含氧化锆、氧化钇稳定的氧化锆、氧化铝、氧化铝/氧化锆复合材料(ZTA)、钛、钛合金、不锈钢和钴铬合金、聚乙烯、聚氨酯、聚醚醚酮和/或聚醚酮酮。氮化硅的涂层可以包含约5wt.%至约15wt.%的氮化硅。在一些方面,氮化硅粉末可以包含α-Si3N4、β-Si3N4、β-SiYAlON、SiAlON或SiYON。氮化硅粉末可以由研磨的针状β-Si3N4晶粒和Si-Y-O-N晶界相形成。使生物医学植入物的至少一个表面粗糙化可以包含使用游离研磨机械加工或喷砂来形成可以为5μm至500μm宽的随机划痕。
本文还提供了促进骨生成的方法。该方法可以包含使激光熔覆的氮化硅涂覆的生物医学植入物与活的人体组织接触。在一些方面中,与没有激光熔覆的氮化硅涂层的植入物相比,在生物医学植入物上骨组织产生增加。与没有激光熔覆的氮化硅涂层的植入物相比,在生物医学植入物上骨钙素和骨桥蛋白的分布可能增加。与没有激光熔覆的氮化硅涂层的植入物相比,骨组织可以具有更高的与生物医学植入物的骨整合程度。与没有激光熔覆的氮化硅涂层的植入物相比,在生物医学植入物上矿化组织可能增加。与没有激光熔覆的氮化硅涂层的植入物相比,在生物医学植入物上可能存在矿物羟基磷灰石的增加。
本文进一步提供了具有激光熔覆的氮化硅表面的生物医学植入物。
下文更彻底地描述了本发明的其他方面和迭代。
附图说明
并入并构成本说明书的一部分的附图绘示了本发明的一些实施例,并与说明书一起用于解释本发明的原理。
图1是沉积过程的示意图。
图2A示出了通过激光显微术获得的在激光熔覆之前的抛光的氧化锆的表面形态。
图2B示出了通过激光显微术获得的在激光熔覆之后的抛光的氧化锆的表面形态。
图2C示出了通过激光显微术获得的在激光熔覆之前的粗糙化的氧化锆的表面形态。
图2D示出了通过激光显微术获得的在激光熔覆之后的粗糙化的氧化锆的表面形态。
图3示出了抛光的和激光熔覆的氧化锆样品的表面形态,具有清晰可见的屈曲裂纹网。
图4示出了通过激光显微术测量的未涂覆的和涂覆的氧化锆的表面粗糙度(Ra)。
图5A示出了通过SEM在低放大倍数下观察到的Si3N4粉末。
图5B示出了通过SEM在高放大倍数下观察到的Si3N4粉末。
图5C是以等距视图示出的横截面分析。
图5D是通过SEM测量的粉末当量直径的分布。
图6A是在激光熔覆之前的粗糙化的氧化锆样品在低放大倍数下的扫描电子图像。
图6B是在激光熔覆之前的粗糙化的氧化锆样品在高放大倍数下的扫描电子图像。
图6C是在激光熔覆之后的粗糙化的氧化锆样品在低放大倍数下的扫描电子图像。
图6D是在激光熔覆之后的粗糙化的氧化锆样品在高放大倍数下的扫描电子图像。
图7示出了两种氧化锆基底、激光熔覆的层和作为参考的化学计量Si3N4的拉曼光谱。
图8A示出了在Si2p的区域中获得的激光熔覆的表面的组成。
图8B示出了在O1s的区域中获得的激光熔覆的表面的组成。
图8C示出了在N1s的区域中获得的激光熔覆的表面的组成。
图8D示出了在Zr3d的区域中获得的激光熔覆的表面的组成。
图8E是图8A-8D的量化。
图9示出了在抛光的氧化锆上和在激光熔覆的涂层上获得的XRD晶体学图案。插图示出了涂层的横截面的EBSD图像,其中Si3N4(黄色)和晶体Si-Si畴(红色)清晰可见。
图10示出了10天后对不同样品和作为参考的Si3N4测量的WST光密度结果。
图11示出了在四个不同样品上获得的荧光显微术结果,示出了细胞核(蓝色)、骨钙素(绿色)和骨桥蛋白(红色)在表面上的存在和分布。
图12示出了基于荧光染色显微图像的直接细胞核(蓝色)、骨桥蛋白(红色)和骨钙素(绿色)计数的SaOS-2细胞增殖和骨形成测试的结果。
图13示出了在SAOS-2测试持续10天后的激光熔覆的表面的参考拉曼光谱。
图14示出了从1658cm-1和1691cm-1处的拉曼谱带的强度获得的各种样品的胶原成熟度比率。
图15示出了通过1078cm-1和961cm-1处的拉曼谱带的强度获得的各种样品的碳酸盐与磷酸盐的比率。
图16示出了通过961cm-1和1658cm-1以及1078cm-1和1658cm-1处的拉曼谱带的强度获得的各种样品的矿物质与基质的比率。
图17A示出了未处理的LDPE的激光显微镜基底表面图像。
图17B示出了涂覆的LDPE的激光显微镜基底表面图像。
图17C示出了未处理的Ti6Al4V的激光显微镜基底表面图像。
图17D示出了涂覆的Ti6Al4V的激光显微镜基底表面图像。
图17E示出了未处理的ZTA的激光显微镜基底表面图像。
图17F示出了涂覆的ZTA的激光显微镜基底表面图像。
图17G示出了未处理的Y-TZP的激光显微镜基底表面图像。
图17H示出了涂覆的Y-TZP的激光显微镜基底表面图像。
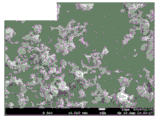
图18A示出了与用于LDPE表面分析的EDS组成图重叠的SEM二次电子图像。
图18B示出了与用于LDPE横截面分析的EDS组成图重叠的SEM二次电子图像。
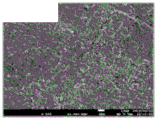
图18C示出了与用于Ti6Al4V表面分析的EDS组成图重叠的SEM二次电子图像。
图18D示出了与用于Ti6Al4V横截面分析的EDS组成图重叠的SEM二次电子图像。
图18E示出了与用于ZTA表面分析的EDS组成图重叠的SEM二次电子图像。
图18F示出了与用于Y-TZP表面分析的EDS组成图重叠的SEM二次电子图像。
图18G示出了与用于Y-TZP横截面分析的EDS组成图重叠的SEM二次电子图像。
图19A示出了具有氮化硅颗粒的LDPE基底的表面的光学形态。
图19B示出了具有氮化硅颗粒的LDPE基底的表面的拉曼成像图。
图19C示出了具有氮化硅颗粒的LDPE基底的表面的拉曼成像图。
图19D示出了氮化硅涂覆的LDPE基底的拉曼光谱。
图20A示出了具有氮化硅颗粒的Ti6Al4V基底的表面的光学形态。
图20B示出了具有氮化硅颗粒的Ti6Al4V基底的表面的拉曼成像图。
图20C示出了具有氮化硅颗粒的Ti6Al4V基底的表面的拉曼成像图。
图20D示出了氮化硅涂覆的Ti6Al4V基底的拉曼光谱。
图21A示出了具有氮化硅颗粒的ZTA基底的表面的拉曼成像图。
图21B示出了具有氮化硅颗粒的ZTA基底的表面的拉曼成像图。
图21C示出了具有氮化硅颗粒的ZTA基底的表面的拉曼成像图。
图21D示出了具有氮化硅颗粒的Y-TZP基底的表面的拉曼成像图。
图21E示出了具有氮化硅颗粒的Y-TZP基底的表面的拉曼成像图。
图21F示出了具有氮化硅颗粒的Y-TZP基底的表面的拉曼成像图。
图22是通过X射线光电子能谱测量的施加电压/Si-Si键关系的定性表示,作为基底化学组成的指标。
图23A示出了表皮葡萄球菌的微生物生存力测定(WST),作为氮化硅涂覆和未涂覆的LDPE基底的细菌暴露时间的指标。
图23B示出了表皮葡萄球菌的微生物生存力测定(WST),作为氮化硅涂覆和未涂覆的Ti6Al4V基底的细菌暴露时间的指标。
图23C示出了表皮葡萄球菌的微生物生存力测定(WST),作为氮化硅涂覆和未涂覆的Y-TZP基底的细菌暴露时间的指标。
图24A是LDPE样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的骨钙素。
图24B是LDPE样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的骨桥蛋白。
图24C是LDPE样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的核。
图24D是氮化硅涂覆的LDPE样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的骨钙素。
图24E是氮化硅涂覆的LDPE样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的骨桥蛋白。
图24F是氮化硅涂覆的LDPE样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的核。
图25A是Ti6Al4V样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的骨钙素。
图25B是Ti6Al4V样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的骨桥蛋白。
图25C是Ti6Al4V样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的核。
图25D是氮化硅涂覆的Ti6Al4V样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的骨钙素。
图25E是氮化硅涂覆的Ti6Al4V样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的骨桥蛋白。
图25F是氮化硅涂覆的Ti6Al4V样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的核。
图26A是Y-TZP样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的骨钙素。
图26B是Y-TZP样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的骨桥蛋白。
图26C是Y-TZP样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的核。
图26D是氮化硅涂覆的Y-TZP样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的骨钙素。
图26E是氮化硅涂覆的Y-TZP样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的骨桥蛋白。
图26F是氮化硅涂覆的Y-TZP样品的荧光显微照片,其示出了在暴露于SaOS-2细胞后的核。
图27A示出了基于处理之前和之后LDPE基底的荧光显微照片图像,分配给用于骨钙素、骨桥蛋白和细胞核的荧光探针的相对表面基底量。
图27B示出了基于处理之前和之后Ti6Al4V基底的荧光显微照片图像,分配给用于骨钙素、骨桥蛋白和细胞核的荧光探针的相对表面基底量。
图27C示出了基于处理之前和之后Y-TZP基底的荧光显微照片图像,分配给用于骨钙素、骨桥蛋白和细胞核的荧光探针的相对表面基底量。
具体实施方式
下文详细讨论了本公开的各个实施例。虽然讨论了具体实施例,但是应当理解,这仅仅是出于说明的目的进行的。相关领域的技术人员将认识到,在不脱离本公开的精神和范围的情况下,可以使用其他部件和配置。因此,以下描述和附图是说明性的并且不应被解释为限制性的。描述了许多具体细节以提供对本公开的透彻理解。然而,在某些情况下,未对公知的或常规的细节进行描述,以避免模糊描述。在本公开中对一个实施例或实施例的引用可以是对相同实施例或任何实施例的引用;并且,此类引用意指实施例中的至少一个实施例。
对“一个实施例”或“实施例”的引用意味着结合该实施例描述的特定特征、结构或特性包含在本公开的至少一个实施例中。在说明书中各个地方出现的短语“在一个实施例中”不一定全部指代同一个实施例,也不是与其他实施例相互排斥的单独实施例或替代性实施例。此外,描述了可以由一些实施例但不由其他实施例展现的各种特征。
如本文所用,术语“包括(comprising)”、“具有(having)”和“包含(including)”以其开放的非限制性的意义使用。术语“一个/一种(a和an)”和“该”被理解为涵盖复数以及单数。因此,术语“其混合物(a mixture thereof)”也涉及“其混合物(mixtures thereof)”。
如本文所用,“约”是指数值,包含整数、分数、百分比等,无论是否明确指出。术语“约”通常是指会认为等同于所列举的值(例如,具有相同的功能或结果)的数值范围,例如,所列举的值的±0.5-1%、±1-5%或±5-10%。
如本文所用,术语“氮化硅”包含Si3N4、α-Si3N4或β-Si3N4、β-SiYAlON、SiYON、SiAlON或这些相或材料的组合。
在本公开的上下文内以及在使用每个术语的具体上下文中,本说明书中使用的术语通常具有其在本领域中的普通含义。对于在本文所讨论的术语中的任何一个或多个术语,可以使用替代性语言和同义词,并且不管术语是否在本文详细说明或讨论,都不应加以特殊意义。在一些情况下,提供某些术语的同义词。对一个或多个同义词的详述并不排斥其他同义词的使用。本说明书中任何地方使用的实例(包含本文所讨论的任何术语的实例)仅是说明性的并且不旨在进一步限制本公开或任何示例术语的范围和含义。同样地,本公开不限于在本说明书中给出的各个实施例。
本公开的另外特征和优点将在随后的描述中阐述并且在某种程度上将根据描述而变得明显或者可以通过实践本文公开的原理来进行了解。本公开的特征和优点可以借助于所附权利要求中特别指出的仪器和组合来实现和获得。本公开的这些和其他特征将根据以下描述和所附权利要求而变得更为充分地显而易见或者可以通过实践本文所阐述的原理来进行了解。
本文提供了用Si3N4粉末进行激光熔覆处理的方法,Si3N4粉末被施加到基底的表面上以便刺激骨整合。激光熔覆使用高密度激光源,该激光源使通常线材或粉末形式的原料材料熔化。然后,熔化的材料可以用于生产涂层。工业激光源可以达到高功率密度,使得原料材料可以在几毫秒内熔化,而不损害基底的性能。可替代地,激光功率可以局部熔化基底的表面,从而允许陶瓷颗粒通过激光的注量被嵌入到基底中。这允许在“软”基底(诸如聚合物)上使用激光熔覆。例如,激光熔覆可以用于在软的低熔点聚合物上沉积生物活性材料,诸如氮化硅。由于激光源的高粉末密度,同样的技术也可以用于生产生物活性涂层。熔覆的涂层可以用于改善骨整合并且防止基底上的感染。
氮化硅具有比常规生物陶瓷更高的机械性能(硬度、韧性、抗循环载荷等),以及一系列在基于氧化物的材料的情况下无法实现的额外生物活性效应。氮化硅可以提供对细菌定植的抗性,并具有刺激成骨细胞分化和骨组织产生的能力。不受任何一种理论的限制,氮化硅的有益效果可能是氮(NH3、NH4 +)和硅(Si(OH)4)物质的形成和释放的结果。氮部分刺激细胞增殖并裂解常见的细菌菌株;并且硅被转化为硅酸,硅酸积极地有助于矿化的骨组织的形成。
本文提供了具有激光熔覆的氮化硅涂层的生物医学植入物或基底,使用激光熔覆用氮化硅涂覆生物医学植入物或基底的表面的方法,以及使用具有激光熔覆的氮化硅涂层的生物医学植入物促进骨生成的方法。
涂覆生物医学植入物或基底的表面的方法可以包含用氮化硅粉末激光熔覆生物医学植入物的表面。在一些实施例中,该方法可以包含提供生物医学植入物或基底,使生物医学植入物或基底的至少一个表面粗糙化,在粗糙化的表面上激光熔覆氮化硅的涂层,以及重复激光熔覆步骤直到涂层具有至少10μm的厚度。激光熔覆方法可以包含将激光束引导至生物医学植入物或基底的粗糙化的表面,并预施加氮化硅粉末或同时将氮化硅粉末引导至生物医学植入物或基底的粗糙化的表面。在一个实例中,在基底上激光熔覆氮化硅可以导致形成基于钛、纳米晶和非晶硅的基质中的氮化硅颗粒的复合涂层。
可以包含在生物医学植入物或基底中的材料的非限制性实例包含聚合物、钛、钛合金、氧化铝、氧化锆、氧化铝和氧化锆的混合物、不锈钢和钴铬合金、聚乙烯、聚氨酯、聚醚醚酮(PEEK)和/或聚醚酮酮(PEKK)。在各个实例中,生物医学植入物或基底可以包含氧化锆增韧氧化铝(ZTA)、氧化钇稳定氧化锆(Y-TZP)、钛(Ti6Al4V)或低密度或高密度聚乙烯(LDPE、HDPE)。在一些实施例中,生物医学植入物可以是牙植入物、假体关节、颅颌面植入物、骨螺钉、骨板、骨锚、关节固定术植入物,诸如椎间脊柱间隔物或足病足楔。在至少一个实例中,生物医学植入物可以是牙氧化锆基底。在另一个实例中,生物医学植入物可以是钛假体关节。在另一个实例中,生物医学植入物可以是聚醚醚酮脊柱间隔物。将氮化硅粉末激光熔覆到氧化锆、钛或聚醚醚酮基底上可能导致形成嵌入陶瓷、金属或聚合物基底中的氮化硅颗粒的粗糙层。
在实施例中,该方法可以包含使生物医学植入物或基底的至少一个表面粗糙化。不限于任何一种理论,使表面粗糙化可以增加氮化硅颗粒结合到表面的能力。粗糙化可以包含研磨基底的表面。在一些实例中,基底可以线性图案、网格图案或随机方式被刮擦。划痕可能是由金刚石磨料或玻璃切割金刚石刀片形成的。在一个实例中,刀片可以具有约5μm至约500μm的直径。在一些实施例中,使生物医学植入物的至少一个表面粗糙化可以包含在至少一个表面上形成第一组单向划痕,将生物医学植入物旋转约90°,并且形成垂直于第一组单向划痕的第二组单向划痕。划痕可以是约5μm至约500μm宽。在各个实例中,划痕可以是约5μm至约50μm、约5μm至约10μm、约10μm至约20μm、约20μm至约30μm、约30μm至约40μm、约40μm至约50μm宽、约50μm至约100μm宽、约100μm至约200μm宽、约200μm至约300μm宽、约300μm至约400μm宽或约400μm至约500μm宽。在至少一个实例中,划痕可以是约25μm宽。在其他实施例中,使生物医学植入物的至少一个表面粗糙化可以包含使用游离金刚石磨料或通过可以用于研磨表面的本领域中已知的任何机器进行喷砂。游离磨料机械加工或喷砂可以用于形成可以为5μm至30μm宽的随机划痕。
在实施例中,氮化硅粉末可以包含α-Si3N4、β-Si3N4、β-SiYAlON、SiAlON或SiYON。激光熔覆过程中使用的氮化硅粉末可以由两相微结构形成,该两相微结构包含由连续SiYON晶界相分隔的针状β-Si3N4晶粒。氮化硅粉末可以被机械研磨至约为1μm至15μm的平均粒度。
在实施例中,然后可以使用激光熔覆将粉末施加到粗糙化的基底表面。图1是示例性激光熔覆系统100,其可以用于通过激光熔覆将氮化硅涂层施加至基底。在一些实施例中,系统100可以包含一个或多个步进电机102、可操作以保持氮化硅粉末的粉末罐104、粉末进料器106、激光源108和可操作以保持待涂覆有氮化硅的一个或多个基底112的平台110。系统100可操作以在x、y和/或z方向上移动平台110和/或粉末罐104和粉末进料器106。
激光熔覆可以包含在应用激光以将氮化硅结合至基底之前或同时将氮化硅粉末施加至表面。激光束在基底表面产生熔池,氮化硅粉末被添加到熔池中。激光在基底上的暴露时间可以很短,使得冷却很快。可以选择激光的性质,使得存在氮化硅粉末与基底的结合。例如,可以使用本领域已知的实现氮化硅粉末与基底表面结合的激光类型、能量和功率设置、电压、脉冲和光斑尺寸的任意组合。在至少一个实例中,激光波长可以是约1064nm,具有约70焦耳的最大脉冲能量、约17kW的峰值功率、约160-500V的电压范围、约1-20ms的脉冲时间和/或约250-2000μm的光斑尺寸。在一些实施例中,激光熔覆可以进一步包含在植入物的表面处供应恒定流量的氮气,以限制氮化硅分解和氧化。
熔覆的层的形态和化学计量可以是所施加的功率的函数,其量可以取决于基底材料的性质和组成。不限于任何一种理论,施加的功率越高,激光熔覆的氮化硅涂层(例如,富硅、缺氮涂层)中的硅的量可以越高。特别地,激光熔覆的涂层中的氮含量可以在约42at.%至约70at.%的范围内。在富硅氮化硅激光熔覆的涂层中,该涂层可以具有约42at.%至约56at.%的氮。例如,较高的功率可以导致激光熔覆的氮化硅涂层中存在更丰富的纳米晶体硅。硅在骨形成中起着重要的作用;事实上,硅离子有助于新骨的钙化。例如,钛上的包层中增加的硅离子和增加的表面粗糙度可以导致细胞和骨基质的更均匀的分布。
作为非限制性实例,已经意外地发现,特定的激光功率设置和光栅速度导致氮化硅适当嵌入钛中。使用100瓦皮秒激光源,该激光源被具体调谐成以5,500mm/s的光栅速度发射纳秒脉冲,发现一个优选的功率水平和脉冲宽度分别为10%至25%和20μm至500μm。更优选的功率水平和脉冲宽度分别为15%至25%和20μm至500μm;并且最优选的功率水平和脉冲宽度分别为25%和200μm至500μm。除了功率和脉冲宽度设置之外,还意外地发现激光脉冲频率、影线距离、影线重叠和碰撞的距离在获得优选的氮化硅涂层中均起重要作用。影线距离是当线条被放下时线条的间距(垂直于激光束路径),并且碰撞的距离是平行于光束路径的单独的脉冲位置的中心到中心间距。脉冲频率的优选的范围是从110kHz至1000kHz,而最优选的频率是1000kHz。优选的影线距离在从0.03mm至0.05mm的范围内,而最优选的影线距离是0.03mm。最优选的影线重叠为60.34%。激光冲击的优选的距离为0.05mm至0.0055mm,而最优选的距离为0.0055mm。
激光和粉末的施加可以重复至少1次、至少2次、至少3次、至少4次或高达5次,以便获得均匀的涂层。在一些实例中,氮化硅的激光熔覆的涂层可以具有至少5μm、至少10μm、至少15μm、至少20μm、至少25μm或至少30μm的厚度。涂层可以包含约5wt.%至约15wt.%的氮化硅。
熔覆涂层对于骨整合可能是有效的。熔覆的层可能有助于骨形成,并且可能对革兰氏阳性菌提供不同程度的保护,特别是对于Ti6Al4V基底。在实施例中,促进骨生成的方法可以包含使具有激光熔覆的氮化硅涂层的生物医学植入物或基底与人体组织接触。不受任何一种理论的限制,当与整体材料相比时,包层的改变的组成(亚化学计量的氮含量)和晶体学结构可以导致细胞增殖和表面定植的减少。令人惊讶的是,与没有包层的基底相比,氮化硅包层诱导了显著更大量的骨组织的形成,即使它们具有相似的细胞增殖值,并且当用荧光显微术观察时也具有更高的表面定植。
在一些实施例中,与没有激光熔覆的氮化硅涂层的植入物相比,在氮化硅激光熔覆的生物医学植入物上骨组织产生增加。例如,氮化硅激光熔覆的生物医学植入物可以具有增加的骨钙素和骨桥蛋白分布,骨组织可以具有更高的交联度,和/或可以具有增加的矿化组织,诸如植入物的表面上的矿物羟基磷灰石的增加。激光熔覆的涂层有助于刺激骨组织。例如,当与未涂覆的氧化锆相比时,氮化硅包层可以提供改善的细胞粘附和骨组织形成,具有更高的成熟度和总体更好的质量参数,如通过拉曼光谱术测量的。仅基于Si3N4粉末进料器和激光束源的激光熔覆技术的灵活性使得该技术也适用于复杂的部件设计。
实例
实例1:氧化钇稳定的氧化锆样品的氮化硅激光熔覆
样品生产
含有3%氧化钇的氧化钇稳定的氧化锆样品从商业生产商获得。抛光和粉末化的氮化硅盘(直径12mm,厚度1mm)由SINTX公司提供。该材料由两相微结构组成,包含由Si-Y-O-N晶界相的连续和亚微米尺寸的膜分隔的针状β-Si3N4晶粒。为了获得陶瓷粉末,将粗粉末机械研磨至15μm的平均粒度。
为了在原本光滑的氧化锆基底上产生“粗糙化效果”,使用玻璃切割金刚石刀片(尖端直径:25μm)在20±5N的施加载荷下研磨表面。一旦表面被单向划痕覆盖,将刮擦方向旋转约90°并重复该操作。
整个激光烧结程序和系统的示意图在图1中呈现。用于获得Si3N4包层的条件如下:激光波长1064nm,最大脉冲能量:70焦耳,峰值功率17kW,电压范围400V,脉冲时间4ms,以及光斑尺寸2mm。该设备在恒定流量的氮气下操作,以便限制Si3N4的分解和氧化。该操作被重复3次,以便在基底的整个表面上获得厚度为15±5μm的均匀涂层。横向精度为10μm的机动x-y载物台用于将样品与激光源对齐。
显微术和光谱术
显微照片使用3D激光扫描显微镜拍摄,其中放大倍数在10x至150x的范围内,并且数值孔径在0.30和0.95之间。该显微镜使用自动x-y载物台和z范围的自动对焦功能,允许采集复合图像。表面粗糙度值是在20x放大倍数下获得的,并且在500×500μm的面积上平均进行10次测量。
图2A-2D示出了原始抛光的氧化锆表面的表面形态(图2A)与粗糙化的基底(图2C)以及在施加Si3N4激光熔覆的涂层之后的相应表面(图2B和2D)的比较。激光熔覆过程产生了粗糙的表面,其中部分嵌入的Si3N4粉末颗粒仍然清晰可见,导致形成两种不同数量级的粗糙度:涂层厚度的“宏观”局部可变性和由于粉末颗粒的突出导致的微观粗糙化。粗糙化过程导致形成深度高达约50μm的定向疤痕,这些疤痕在施加涂层后清晰可见(图2D)。
在较低的放大倍数下,在涂覆的抛光的氧化锆样品上观察到裂纹的网络(图3)。裂纹的形状和形貌可能与涂层上的压缩应力引起的屈曲现象相关联。观察到裂纹并未导致大规模涂层脱层,因为在三个或更多个脊形裂纹的交叉点处仅缺失一小部分材料(黑色箭头)。在凝固期间产生的压缩残余应力可能是由各个相的热膨胀系数的差异引起的。在熔覆之前应用粗糙化过程有助于降低应力集中,并且改善涂层粘附力,从而防止裂纹形成。
图4示出了使用50x的放大倍数在不同样品上测量的表面粗糙度值。观察到粗糙化过程产生的值与激光熔覆后获得的值相当。对于施加至抛光的或表面粗糙化的氧化锆基底的激光熔覆的涂层,表面粗糙度没有统计相关性差异。
在细胞培养之前和之后,使用场发射枪扫描电子显微镜观察和表征样品的表面。所有图像都是在10kV的加速电压和在100x与50,000x之间的范围内的放大倍数下采集的。所有样品都被溅射涂覆有薄的(20至 )铂层,以改善其导电性。使用配备有电子背散射X射线衍射(EBSD)检测器的扫描电子显微镜(SEM)进行晶体学分析。
)铂层,以改善其导电性。使用配备有电子背散射X射线衍射(EBSD)检测器的扫描电子显微镜(SEM)进行晶体学分析。
图5A和5B示出了用于熔覆过程的Si3N4粉末的SEM图像。观察到晶粒是尖锐和多角形的,从约300nm到几μm。图5C示出了涂层横截面的等距视图,其中几个代表性的厚度值使用SEM软件获得。在图5D中呈现了来自平均250次单次测量的厚度分布。
图6A-6D示出了不同放大倍数下在激光熔覆之前和之后的粗糙化的氧化锆基底的表面。在图6A中,划痕具有两个相差几乎90°的主取向。这被选择为实现涂层的均匀粘附和避免择优取向的最佳条件。在更高的放大倍数下(图6B),观察到粗糙化过程导致小碎片的形成,小碎片的量大致与相对磨损的深度相关。对于涂层,低放大倍数分析(图6C)示出了基底的总体良好覆盖,只有看起来像小裂纹或晶粒间空隙的局部缺陷。在更高的放大倍数下(图6D),涂层显示出具有微米和亚微米球状颗粒的分散体的复合结构,从表面突出并形成典型的“花椰菜形态”。
拉曼光谱在室温下使用配备有电荷耦合器件(CCD)检测器的三重单色仪采集。光谱通过商业上可获得的软件进行分析。本发明实验中的激发源使用以200mW的标称功率操作的532nm Nd:YVO4二极管泵浦的固态激光器。孔径为100μm的共焦针孔被放置在光路中,以通过排除从被照射的体积中的离焦区域散射的光子,使探针的深度变浅至几μm的量级。拉曼微探针的横向分辨率约为1μm的量级。采用自动的双轴样品载物台,使得可以通过聚焦在样品表面上方(或下方)记录给定深度的光谱图,并以高的横向分辨率绘制光谱图。对于每个样品,研究了25个随机化的位置,并对所得到的光谱进行平均。对所有光谱进行后处理,去除基线并使用移动平均滤波器降低噪声。在拟合高斯曲线后,特定谱带的强度(对于胶原在1658cm-1和1691cm-1,对于碳酸磷灰石在1070cm-1,并且对于磷酸磷灰石在961cm-1)用于评估胶原成熟度、磷酸盐/碳酸盐比率和矿物质与基质的比率。
不同样品的拉曼光谱在图7中呈现。发现抛光的基底是100%的四方氧化锆。在粗糙化后,在约180cm-1和192cm-1处出现与单斜氧化锆相关的两个小峰(用“*”标记)。使用Katagiri方程通过拉曼光谱术来估计单斜氧化锆的总量。如所预期的,在划痕之间的抛光区域中值为0%,但由于金刚石刀片划痕,达到高达3%的值。整个表面上的平均值为0.55±0.22%。
涂覆的样品的光谱在约520cm-1处由与Si-Si振动相关的强谱带支配。谱带的不对称性(以降低拉曼位移)是由子谱带的区域(标记为“#”)的存在引起的,这是由在非晶硅基质内部捕获的具有不同平均直径的硅的纳米晶畴引起的。由于它们较小的拉曼横截面,残余的Si-N键仅在150cm-1和250cm-1之间区域中的三个谱带中观察到,如通过与化学计量的β-Si3N4的参考光谱进行比较所证实的。
通过拉曼光谱术对氧化锆上激光熔覆的氮化硅层的组成的分析表明,在520cm-1处存在一系列接近与Si-Si键相关的峰的子谱带。即使这些子谱带表明亚微米晶粒的存在,拉曼散射本身也可以提供关于微晶尺寸、分数和分布的明确信息。使用电子背散射X射线衍射进行的额外研究也无法解析激光熔覆层的基质的晶体结构,支持了非晶/纳米晶体假设。
图8A-8D示出了在涂覆的样品上测量的硅、氧、氮和锆的XPS光谱。图8E是图8A-8D的量化。硅的信号在三个主要谱带中解卷积:金属硅(100eV)、氮化硅(102.5eV)和氧化硅(104eV)。观察到氮化硅仅占硅含量的约28%,氧化硅是最强的信号,如也由约533.5eV处的光谱证实,并且与氧(1s)键有关。由于沉积是在恒定的氮气流量下进行的,可能的初始氧气源仅限于粉末中捕获的气体或以氧化硅或氮氧化硅的形式与氮化硅化学结合的气体。在沉积后,金属硅(Si-Si)的最外层自发地与潮湿的气氛反应,导致形成薄的、均匀的氧化硅层。硅-氮-氧键的存在也通过在约400eV下氮(1s)的光谱得到证实。观察到两个主峰:化学计量的氮化硅(400eV)和由部分氧化产生的Six-N-Ox相(398eV)。最后,XPS(185-187eV)检测到的所有锆离子似乎都与氧结合,这意味着这种信号的唯一可能来源是残余的暴露的基底。
XPS分析进一步揭示了该层的组成和化学结构。如所观察到的,只有一部分硅与氮原子结合。大部分硅被氧化,这可能是由在沉积期间暴露于环境引起的。在约398eV(N1s)处观察到氮氧化硅的中间相。这些发现支持了通过富Si氮化硅的氧化制备的氮氧化硅的键合结构,以及当暴露于氧化环境时混合的氮化物/氧化物相的自发形成。
使用配备有Cu源的台式MiniFlex 300/600衍射仪以2θ/θ配置进行x射线衍射(XRD)分析。2θ范围被包括在10°和90°之间,其中步长为0.01°。
氧化锆基底和涂覆的样品的XRD图案在图9中呈现。观察到氧化锆为纯四方相。当施加涂层时,衍射图案的整体形态基本上没有改变,在约35°处、在60°处和再次在84°处的两个峰的相对强度有变化,这表明晶粒的择优取向。当衍射图案被增强10倍或20倍时,出现与β-Si3N4相关的次级谱带。在图9中没有观察到来自涂层的其他贡献,表明该层实际上主要是非晶或纳米晶体硅。由EBSD进行的横截面分析的结果(插图)证实了分散在基质中的Si3N4(黄色)的微米和亚微米晶体的存在,进一步支持了涂层主要由非晶相或纳米晶相形成的假设。
生物测试和测定
培养SaOS-2人骨肉瘤细胞,并且在补充有10%胎牛血清的4.5g/L葡萄糖DMEM中孵育。然后将细胞在皮氏培养皿中在37℃下增殖24h。在将最终细胞浓度调整为5×105个细胞/ml后,将培养的细胞沉积在Si3N4涂覆和未涂覆的ZTA基底(各n=3)的表面上,这些基底之前通过暴露于UV光被灭菌。通过将细胞接种在成骨培养基(补充有50μg/mL的抗坏血酸、10mM的β-甘油磷酸酯、100mM的氢化可的松和约10%胎牛血清的DMEM)中,然后将样品在37℃下孵育持续7天,来进行骨传导性测试。在孵育周期间更换两次培养基。
为了观察和比较基底的细胞毒性,使用基于水溶性四唑鎓的比色测定来分析样品。这项技术是基于比色指示剂(WST-8)的使用,该指示剂产生水溶性甲臜染料。产生的甲臜染料的量与活微生物的数量成正比。采集活细胞的OD值后,使用微量板读取器来分析溶液。
图10示出了使用WST-8测定进行的生存力测试的结果。观察到在暴露10天后氧化锆样品和激光熔覆的表面上的细胞的量相似。然而,在氮化硅参考样品上测量的光密度明显更高,这意味着更多的细胞已经定植在其表面。当与化学计量的Si3N4相比时,对激光熔覆的涂层的不同细胞应答是由于表面上可用氮的不同量。
因为激光熔覆层的结构完全不同于基础原料材料,SaOS-2骨肉瘤的细胞应答偏离了以前针对化学计量的或氮退火的氮化硅观察到的结果。使用水溶性四唑鎓进行的生物测定测试表明,虽然化学计量的氮化硅高效地刺激细胞增殖,但激光熔覆与诸如氧化锆的生物惰性材料相当。
在暴露于成骨细胞后,使用荧光显微术观察每批样品。在检查之前,样品表面用不同的免疫染色试剂处理,包含Hoechst 33342、抗人骨钙素克隆2H9F11F8、同种型IgG、兔多克隆抗体。Hoechst 33342(一种细胞核染色剂)用于观察细胞增殖,而其他两种抗体分别用于对基质蛋白骨钙素和骨桥蛋白进行染色,其浓度量化了矿化和骨基质形成的过程。随后,加入二级抗体(FITC缀合的山羊抗小鼠IgG1抗体)以增强信号检测和可视化。使用4x放大倍数采集图像,随后通过成像软件进行分析,以便计数与不同染色剂的存在相关的像素。
图11示出了用SaOS-2骨肉瘤细胞处理10天的样品的荧光显微术的结果。化学计量的氮化硅被用作阳性对照。观察到细胞在氮化硅上的增殖高于在氧化锆上的增殖。当与光滑表面相比时,粗糙化的样品通常也显示出更高的细胞粘附性,但是涂覆的氧化锆是唯一能够显示细胞核在整个表面上均匀分布的样品。此外,在光滑和粗糙的氧化锆的涂覆的样品中,骨钙素和骨桥蛋白的水平都较高。当与化学计量的氮化硅相比时,涂覆的样品显示出较低的细胞增殖,以及因此显示出较低的来自骨钙素和骨桥蛋白的信号。在图12中测量并报告了与染色相关的面积覆盖率。结果证实,氮化硅阳性对照呈现最高量的细胞,具有最高的基质蛋白合成。光滑的氧化锆样品显示出与矿化的基质形成相关的最低比率。
荧光显微术图像显示,当与纯氧化锆样品相比时,激光熔覆的表面的骨组织产量增加,如由骨钙素和骨桥蛋白两者的分布所证实的。必须注意的是,虽然这两种蛋白都与骨组织的存在相关联,并且认为它们的作用是协同的,但骨钙素主要在矿化的组织中观察到,而骨桥蛋白通常与骨重塑相关联。对于两者,荧光的量介于粗糙氧化锆和参考氮化硅样品之间。这些结果可以通过与宏观晶体相比,来自非晶和纳米晶体源的硅的高生物利用率来解释。
图13示出了在600cm-1和1800cm-1之间的区域中在SaOS-2骨肉瘤测试之后在激光熔覆的粗糙氧化锆样品的表面上获得的代表性拉曼光谱。该区域大致可以分为四个区域。第一区域,在600cm-1和1000cm-1之间,在约960cm-1处由与磷酸盐振动相关的强峰所支配。第二区域,在1200cm-1和1400cm-1之间,与酰胺III振动相关联。在1400cm-1和1650cm-1之间的区域中的低强度谱带属于脂肪酸,而在1590cm-1处的更强谱带与酰胺II相关联。最后,在1660cm-1和1690cm-1处的两个相对弱的峰是酰胺I振动的结果。
即使是定性的,通过拉曼光谱术在激光熔覆的层上形成的骨组织上获得的质量参数也与健康骨相当,并且表明良好的成熟度,如通过在骨胶原基质中达到的交联值所示出的。
图14示出了基于比较在约1660cm-1和1690cm-1处的谱带强度的四个样品的胶原成熟度比率。观察到由骨肉瘤细胞在光滑和粗糙氧化锆两者上形成的骨组织的胶原成熟度比率相对较小,代表低交联水平和高可还原胶原量。生长在氮化硅和激光熔覆的样品上的组织具有更高的交联度,这与更快的成骨发育相关联。
图15示出了骨矿物质相质量的估计,其被表示为分别在约1078cm-1和960cm-1处与碳酸盐相关的主峰和与磷酸盐振动相关的峰之间的比率。观察到在氧化锆基底上形成的碳酸羟基磷灰石的量低于在化学计量的氮化硅和激光熔覆的涂层上形成的量。特别是抛光的氧化锆基底的结果超出了碳酸盐与磷酸盐百分比值的理想范围(7-9wt.%),而粗糙化的氧化锆勉强达到最小值。
图16示出了在约1660cm-1处,相对于不可还原的胶原,如通过磷酸根离子振动和碳酸根离子振动之间的比率估计的矿物质与基质的比率。两个比率的最小值都用黑色虚线标记。四个测试的样本中的三个满足这两个要求,唯一的例外是抛光的氧化锆表面,对于该抛光的氧化锆表面,碳酸盐相对于不可还原的胶原的比率低于最小值。对于氮化硅参照,获得了最好的分数,其显示出远高于阈值的比率。粗糙化的和激光熔覆的氧化锆显示出中间值,并且勉强满足两个要求,粗糙化的氧化锆具有更强的磷酸盐谱带和激光熔覆的更多碳酸盐。
实例2:LDPE、Ti6Al4V、ZTA和Y-TZP的氮化硅激光熔覆
样品生产
在该实例中,Si3N4块状样品被用作生物测试的阳性对照,并按照前述程序制备。氮化硅粉末(其具有平均尺寸为0.8±1.0μm的三峰分布)从SINTX技术公司获得。
低密度聚乙烯(Mw约35,000)粉末在真空烘箱中在10Pa的压力和150℃的温度下熔化,并且模制成30×50×5mm的板。然后将板切割成10×10×5mm的样品,并抛光至约500nmRa的粗糙度。
直径为25mm的退火的医用级Ti6Al4V(Al 6%,V 4%,C<0.10%,O<0.20%,N<0.05%,Fe<0.3%)棒被切割成5mm厚的盘,并被抛光至约500nm Ra的粗糙度。
氧化锆增韧氧化铝(ZTA)样品通过切割40mm直径的CeramTec 股骨头以得到10×10×5mm块来获得。用以0.5mm/min旋转的2mm的金刚石涂覆的刀片进行切割,以使该程序期间的单斜氧化锆转变最小化。2016年生产的股骨头在切割前具有约6%的单斜氧化锆体积分数。
股骨头以得到10×10×5mm块来获得。用以0.5mm/min旋转的2mm的金刚石涂覆的刀片进行切割,以使该程序期间的单斜氧化锆转变最小化。2016年生产的股骨头在切割前具有约6%的单斜氧化锆体积分数。
氧化钇稳定的氧化锆(Y-TZP)样品由完全致密的3Y-TZP棒(9×4×3mm)获得,该棒含有3mol%的氧化钇(Y2O3)和0.25wt.%的氧化铝(Al2O3)。这些样品是在无压烧结(在1350℃下)后,使用热等静压循环(在1350℃下持续1h)由原始粉末制成的,并且具有约0.2μm的平均晶粒尺寸。
使用具有自动x-y载物台(横向分辨率:10m)的Vision LWI VERGO-WorkstationNd:YAG激光器(波长1064nm,最大脉冲能量:70焦耳,峰值功率17kW,电压范围160-500V,脉冲时间1-20ms,光斑尺寸250-2000μm)来产生氮化硅涂层。为了在各种基底材料上获得均匀的涂层,在每次处理之前,通过反复试验来调整激光源参数和层的数量。优化脉冲时间,以减少表面过热(和钛中的微观结构变化)或燃烧,同时选择电压作为最低值,该最低值可以在第一熔覆层上提供至少约33%的表面覆盖率。在表1中列出了优化的参数。
表1.各种基底的沉积参数。LDPE,低密度聚乙烯;Ti6Al4V,钛;ZTA,氧化锆增韧氧化铝;Y-ZTP,氧化钇稳定的氧化锆。

将约50μm厚度的氮化硅粉末层预涂覆在样品的表面上,然后在恒定的N2气流(1.5atm)下用2mm激光光斑尺寸加热。为了覆盖所有基底表面,载物台在x-y载物台上以1mm的步长移动,以便重叠单个激光光斑并产生更均匀的层。
对于ZTA、Y-TZP和Ti6Al4V,需要三个熔覆层来实现全覆盖。在沉积下一层之前,将基底旋转90°以形成交叉网格。然而,由于激光容易熔化和氧化聚乙烯,因此仅一个层被施加至LDPE基底。在第二层处的尝试导致聚合物碳化。
样品表征
在室温下,使用激发频率为532nm绿线并且配备有400 1340像素电荷耦合器件(CCD)相机的RAMANtouch仪器来采集拉曼光谱和拉曼图。所有数据都使用商业上可获得的软件(Raman Viewer,激光拉曼显微镜)进行分析。
使用能够具有深度选择性的高分辨率光学成像的共焦扫描激光显微镜来表征表面形态。所有图像都是以50x放大倍数采集的。在25个随机位置处测量每个样品的粗糙度。
扫描电子显微术(SEM)和能量色散X射线光谱术(EDS)用于获得高放大倍数图像和样品化学组成图。
表面粗糙度在抗菌性能中起着重要作用,并且由于该原因,在沉积之前和之后,研究并比较了表面形态。
图17A-17H示出了激光熔覆之前和之后的样品表面,激光熔覆是一种增加所有样品的表面粗糙度的处理。LDPE板制备的表面精整的粗糙度最初在Ra=0.30±0.02μm的范围内(图17A)。它在处理后增加到Ra=0.81±0.28μm(图17B)。
在Ti6Al4V的情况下,Ra=0.63±0.09μm(图17C)的初始表面粗糙度增加到Ra=11.23±1.11μm(图17D),该值远高于在任一陶瓷基底上测量的值。这种效应是由Ti6Al4V基底的局部熔化引起的,这导致涂层-基底界面形态的改变和α相的形成。
在ZTA的情况下,由于存在部分熔化的颗粒,粗糙度从Ra=1.02±0.02μm(图17E)变化为Ra=4.59±1.29μm。这在图17F中清晰可见。
因为Y-TZP测试棒在激光熔覆之前被抛光,所以它们的初始表面粗糙度较低,Ra=0.02±0.01μm(图17G)。这在激光处理后增加到Ra=1.27±0.42μm(图17H)。
在LDPE基底上,Si3N4包层下的LDPE基质(图18A)和横截面图像上的LDPE基质(图18B)以及LDPE基质内的Si3N4颗粒渗透是可见的。因为当与LDPE相比时,氮化硅颗粒在1064nm处具有较高的吸光度,所以陶瓷颗粒加热并局部熔化聚合物基底,导致氮化硅并入到LDPE中。因此,在225V下,加热的颗粒使LDPE熔化(在约120℃下),而不会引起在350℃和450℃之间发生的可见分解。
在Ti6Al4V基底上,氮化硅涂层更均匀,如在图18C观察到的。蓝色信号(钛)仍然存在,但当与其他元素混合时,它变成淡紫色。在Ti6Al4V样品的横截面上(图18D),可以区分基底和熔覆的层。只有Si-Ti金属间化合物(参见箭头)的偶尔形成是明显的。此外,涂层由两种不同的相组成:具有金属外观的富硅(红色)层,以及具有Si3N4晶体的精细分散体的层(绿色),其中氮信号仍然很强。
陶瓷基底上的激光熔覆导致具有相似形态的涂层,其由部分熔化的硅晶粒组成(图18E和18F)。由于ZTA和Y-TZP基底的高熔点和低表面粗糙度,熔覆的层没有与基底牢固结合,导致部分脱层。以前,当使用金刚石尖笔预刮擦基底时,观察到结合强度的增加。当与LDPE和Ti6Al4V基底两者相比时,Y-TZP预刮擦的基底的横截面图像(图18G)示出了均匀的层。
激光处理将氮化硅粉末转化为硅相以及还转化为非晶相。激光熔覆改变了其所施加的基底的形态,但是最终的粗糙度值似乎更依赖于材料的物理性质和施加的功率,而不是初始表面粗糙度。例如,具有相似初始表面粗糙度的两个样品Ti6Al4V和氧化锆增韧氧化铝(ZTA)在处理后显示出完全不同的形态。然而,如通过比较ZTA(粗糙的)和纯氧化锆(抛光的)图像所观察到的,初始表面粗糙度确实在熔覆的层的粘附中起作用。最初,光滑的表面导致涂层的部分脱层。施加的功率也可能与熔覆的层的组成相关:较高的值导致较低的保留氮。
图19A-19D示出了在涂覆有氮化硅粉末的LDPE基底上获得的拉曼图。图19A呈现了表面的光学形态,具有清晰可见的氮化硅颗粒。通过拉曼信号的去卷积来获得彩色图像;图19B(黄色图)表示LDPE相的分布(基于1300cm-1处的谱带),并且图19C(红色图)表示氮化硅的分布(基于200cm-1处的谱带)。拉曼光谱(图19D)证实在520cm-1区域中存在氮化硅颗粒。这与Si-Si键有关。还证实了氮化硅颗粒的组成基本上是化学计量的。
图20A-20D示出了在Ti6Al4V基底上获得的拉曼成像结果。在这种情况下,氮化硅粉末在激光熔覆过程中发生降解。图20A(蓝色和绿色图像)示出了非晶硅相(在约495cm-1处的肩部)和晶体硅相(在约520cm-1处)的分布(图20D)。图20C(红色图像)示出了氮化硅相仍然存在的区域,如通过在约200cm-1处存在三重峰所估计的(图20D)。红色区域对应于光学图像区域,其中小的氮化硅晶体清晰可见。
图21A-21F示出了在两个陶瓷基底上获得的拉曼成像结果。对于两种材料,蓝色/绿色组成图(图21B和21E)示出了覆盖整个表面的非晶和晶体硅信号。在ZTA的情况下,两个相均匀分散,具有约60%的非晶信号,而对于Y-TZP,晶体相局限在几个点上,具有80%的非晶相。两种材料都显示出化学计量相似的残余Si3N4颗粒分散体(图21C和21F)。
对不同基底获得的拉曼光谱图像显示,在约520cm-1处强信号的出现与由于氮从表面释放而形成的Si-Si键的存在有关。取决于在光谱上的位置,Si-Si键可能与非晶或纳米晶体硅的存在相关联,纳米晶体硅在较高的功率设置下更丰富。
图22示出了每种材料的相对于施加功率的定性Si-Si键依赖性(通过XPS测量)。如果施加的功率低于某一阈值,则涂层不粘附到基底上,并且粉末被激光束散射。阈值取决于材料的物理性质,诸如熔点和吸光度系数。由于基质的熔化,聚合物的熔覆是在相对低的功率水平下实现的。这导致实际上化学计量的涂层。在陶瓷的情况下,涂层需要更高的施加功率来沉积,但是涂层的化学计量变成富硅相。虽然金属也需要高功率来将陶瓷涂层附着到表面上,但是这种功率使金属基底熔化,形成高含量的富硅涂层。
生物测试
样品的抗菌研究使用革兰氏阳性表皮葡萄球菌。表皮葡萄球菌 细胞在心脏输注(HI)肉汤中在37℃下培养持续18h,并使用脑心输注(BHI)琼脂通过菌落形成测定滴定。在生理pH和离子强度下,将1×107个细菌的等分试样稀释在10μL的磷酸盐缓冲盐水(PBS)中。对样品进行初步的UV灭菌,并分配到孔中。向每个孔中加入1mL的细菌培养物,并且将样品在37℃下在有氧条件下孵育12h、24h和48h。
细胞在心脏输注(HI)肉汤中在37℃下培养持续18h,并使用脑心输注(BHI)琼脂通过菌落形成测定滴定。在生理pH和离子强度下,将1×107个细菌的等分试样稀释在10μL的磷酸盐缓冲盐水(PBS)中。对样品进行初步的UV灭菌,并分配到孔中。向每个孔中加入1mL的细菌培养物,并且将样品在37℃下在有氧条件下孵育12h、24h和48h。
使用来自微生物生存力测定试剂盒(WST-8)的基于四唑鎓的测定来评估细胞生存力。在培养24h和48h后采集带有表皮葡萄球菌的基底,并浸泡在12孔板中的1000μL的PBS中。将WST-8溶液加入到每个孔中,并且在孵育30-60min后,使用平板读取器EMax测量光密度(OD)值(在490nm处的吸光度)。
SaOS-2人骨肉瘤细胞用于测试骨传导性。它们首先在补充有10%胎牛血清的4.5g/L葡萄糖DMEM(D-葡萄糖、L-谷氨酰胺、酚红和丙酮酸钠)中培养和孵育。允许它们在皮氏培养皿中在37℃下增殖持续约24h。最终SaOS-2浓度为5×105个细胞/mL。然后将培养的细胞沉积在先前通过暴露于UV-C光30min灭菌的样品的顶表面上。在骨传导性测试中,细胞接种在成骨培养基中进行,成骨培养基由补充有约50pig/mL的抗坏血酸、10mM的13-甘油磷酸酯、100mM的氢化可的松和约10%胎牛血清的DMEM组成。样品在37℃下孵育长达14天。在孵育时间段内,培养基每周更换两次。随后,用绿色染料对细胞进行荧光显微术染色以鉴定骨钙素(单克隆,克隆5-12H,稀释度1:500),并且用红色染料对细胞进行荧光显微术染色以显示骨桥蛋白(骨桥蛋白,O-17,兔IgG,1:500)。
在暴露于成骨细胞后,使用荧光显微术(BZ-X700)观察每批样品。在检查之前,样品表面用不同的免疫染色试剂处理,包含Hoechst 33,342,抗人骨钙素克隆2H9F11F8,和同种型IgG,兔多克隆抗体。Hoechst 33342,一种细胞核染色剂(DAPI 4',6-二脒基-2-苯基吲哚,二盐酸盐,溶液),用于观察细胞增殖,而其他两种抗体用于对矿化和骨基质形成浓度进行染色,分别量化基质蛋白骨钙素和骨桥蛋白。随后,加入二级抗体(FITC缀合的山羊抗小鼠IgG1抗体)以增强信号检测和可视化。
图23A-23C示出了与块状氮化硅和未处理的参照的那些相比,四种基底中的三种基底的微生物生存力测定(WST)。
观察到Si3N4参考样品通常在48h显示最低的光密度,Ti6Al4V基底除外,其中其性能与涂覆的样品的性能相当。氮化硅的生物效应是时间依赖性的,并且在处理约12h后达到其最大值。
在LDPE基底的情况下,对于Si3N4观察到的趋势是相同的,但是在聚合物和复合基底上,它完全改变。Si3N4块是唯一显示细菌生存力随时间下降的样品。LDPE基底在24h和48h之间表现出超过60%的OD增长,在这两个时间都具有最高的细菌量。尽管最低的OD值出现在24h,但Si3N4涂覆的样品显示出轻微的变化,即使低于阴性对照。
在Ti6Al4V的情况下,24小时的微生物生存力测定显示,Ti6Al4V未涂覆的样品上的细菌计数高于相同的未涂覆的或涂覆的Si3N4样品上的细菌计数。在48h,在所有基底上均检测到OD的下降趋势。然而,当与两个其他块状样品相比时,Si3N4涂覆的基底具有最低的OD值。
对于氧化锆样品(ZTA和Y-TZP示出了类似的结果),用表皮葡萄球菌处理的氮化硅涂覆的样品具有最高的24h活细菌计数。然而,溶解功效随着时间逐渐改善。在48h,细菌的光密度比在氮化硅上高60%,但比在Y-TZP上低。
针对各种样品获得的荧光显微术图像显示,当与未涂覆的基底相比时,激光熔覆的表面的骨组织产量增加,如通过骨钙素和骨桥蛋白两者的分布所证实的。
图24A-24F示出了对于LDPE基底(图24A-24C)和氮化硅涂覆的LDPE样品(图24D-24F),使用针对核(蓝色)、骨钙素(绿色)和骨桥蛋白(红色)的标记物的荧光显微术测试的结果。与氧化锆和Ti6Al4V不同,未涂覆的LDPE基底似乎被细胞定植,并且涂层施加并不显著影响细胞核或骨组织的量或分布。
图25A-25F示出了对于Ti6Al4V合金基底(图25A-25C)和氮化硅涂覆的Ti6Al4V样品(图25D-25F),使用针对核(蓝色)、骨钙素(绿色)和骨桥蛋白(红色)的标记物的荧光显微术测试的结果。观察到细胞核不均匀地分布在样品表面上,在其中也形成骨组织(骨桥蛋白和骨钙素)的中心处形成团块。另一方面,涂覆的样品被均匀地覆盖。
图26A-26F示出了对于Y-TZP基底(图26A-26C)和氮化硅涂覆的Y-TZP样品(图26D-26F),使用针对核(蓝色)、骨钙素(绿色)和骨桥蛋白(红色)的标记物的荧光显微术测试的结果。ZTA和Y-TZP示出了相似的结果。在未涂覆的基底上,观察到成骨细胞中非胶原骨基质蛋白的三种信号:骨钙素、骨桥蛋白和细胞核。勉强看到所有,并且仅局限于少数斑点。此外,蓝色DAPI信号的增加的分布表明形成了比骨组织更多的细胞核。当施加涂层时,骨桥蛋白和骨钙素得到加强,并且更均匀地分布在整个区域上。
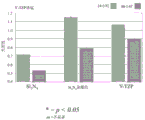
图27A-27C示出了处理之前和之后基质表面骨和细胞核的荧光分析。对于LDPE基底,骨组织增加了约2%,但是仍然存在于表面上的细胞核的百分比与未处理的基底的百分比几乎相同。对于Ti6Al4V,核的数量高于未处理的样品,但是对于两种样品,骨形成实际上是相同的。对于Y-TZP基底,直方图证实了较高量的表面骨组织形成。在涂覆的表面上的骨产品5-6%的增加和核的3%的增加是明显的。
图27A-27C中总结的体外细菌计数证实,所有基于氮化硅的熔覆层均具有时间依赖性抗菌效果。在Y-TZP涂覆的基底和Ti6Al4V涂覆的基底中观察到的趋势显示出随着时间的推移明显下降。在LDPE Si3N4涂覆的基底中,观察到相反的趋势,但是与未涂覆的LDPE相比,增加不太显著。在48h OD的轻微增加可能与所采用的激光处理相关联,因为尽管颗粒被固定而没有对Ti6Al4V和Y-TZP的块状基底进行物理改性,但表面被激光熔化。在LDPE中,这导致Si3N4颗粒的并入。这提供了不均匀的Si3N4覆盖的表面,但是具有LDPE的区域仍然存在,如在图18A-18B中观察到的。
在具有更高分数的表面硅相的基底上形成更多的骨组织。在富硅样品中,细胞产生骨组织,但速度比其他材料的速度低。
基底粗糙度也积极促进骨形成。与其他基底相比,ZTA和Ti6Al4V样品在激光熔覆后获得更高的表面粗糙度。这影响了生物应答。
虽然已经描述了若干实施例,但本领域的技术人员将认识到,在不脱离本发明的精神的情况下,可以使用各种修改、替代性构造和等同物。另外,为了避免不必要地模糊本发明,没有描述许多公知的过程和元件。因此,以上描述不应被视为限制本发明的范围。
本领域的技术人员将理解,目前公开的实施例通过举例而非限制的方式进行教导。因此,以上描述中含有的或附图中示出的内容应当被解释为说明性的而不应在限制性意义上进行解释。以下权利要求旨在覆盖本文所描述的所有一般特征和特定特征以及在语言上可以被说成落入其间的对本发明方法和系统的范围的所有陈述。
Claims (21)
1.一种涂覆生物医学植入物的表面的方法,其包括:
提供所述生物医学植入物;
使所述生物医学植入物的至少一个表面粗糙化;
在所述至少一个粗糙化的表面上激光熔覆氮化硅的涂层,所述激光熔覆包括:
将激光束引导至所述生物医学植入物的至少一个粗糙化的表面;以及
将粉末混合物预先施加或同时将包括氮化硅粉末的粉末混合物引导至所述生物医学植入物的所述至少一个粗糙化的表面;以及
重复激光熔覆步骤直到氮化硅的涂层具有至少10μm的厚度。
2.根据权利要求1所述的方法,其中所述生物医学植入物包括氧化锆、氧化铝、氧化铝/氧化锆复合材料(ZTA)、钛、钛合金、聚乙烯、聚氨酯、聚醚醚酮和/或聚醚酮酮。
3.根据权利要求2所述的方法,其中所述生物医学植入物包括氧化钇稳定的氧化锆。
4.根据权利要求2所述的方法,其中所述生物医学植入物包括Ti6Al4V。
5.根据权利要求1所述的方法,其中氮化硅的涂层包括约5wt.%至约15wt.%的氮化硅。
6.根据权利要求1所述的方法,其中所述氮化硅粉末包括α-Si3N4、β-Si3N4、β-SiYAlON、SiAlON或SiYON。
7.根据权利要求1所述的方法,其中所述氮化硅粉末由研磨的针状β-Si3N4晶粒和Si-Y-O-N晶界相形成。
8.根据权利要求1所述的方法,其中使所述生物医学植入物的所述至少一个表面粗糙化包括使用游离研磨机械加工或喷砂来形成随机划痕。
9.根据权利要求7所述的方法,其中划痕为约5μm至500μm宽。
10.根据权利要求1所述的方法,其中所述激光束具有约1064nm的波长和约4ms的脉冲速率。
11.根据权利要求1所述的方法,其中激光器是100瓦皮秒激光器,其被调谐成分别以5,500mm/s的光栅速度、以25%的功率水平和200μm至500μm的脉冲宽度发射纳秒脉冲,以1000kHz操作,影线距离为0.03mm,影线重叠60.34%,并且激光冲击的距离为0.0055mm。
12.根据权利要求1所述的方法,其中激光熔覆被重复至少三次。
13.根据权利要求1所述的方法,其中所述氮化硅的涂层具有至少15μm的厚度。
14.根据权利要求1所述的方法,其中所述激光熔覆进一步包括:
供应恒定流量的氮气。
15.一种生物医学植入物,其包括使用权利要求1所述的方法涂覆的表面。
16.一种促进骨生成的方法,其包括:
使包括激光熔覆的氮化硅涂层的生物医学植入物与组织接触。
17.根据权利要求16所述的方法,其中与没有所述激光熔覆的氮化硅涂层的植入物相比,在所述生物医学植入物上骨组织产生增加。
18.根据权利要求17所述的方法,其中与没有所述激光熔覆的氮化硅涂层的植入物相比,在所述生物医学植入物上骨钙素和骨桥蛋白的分布增加。
19.根据权利要求17所述的方法,其中与没有所述激光熔覆的氮化硅涂层的植入物相比,所述骨组织在所述生物医学植入物上具有更高程度的交联。
20.根据权利要求17所述的方法,其中与没有所述激光熔覆的氮化硅涂层的植入物相比,在所述生物医学植入物上矿化组织增加。
21.根据权利要求18所述的方法,其中与没有所述激光熔覆的氮化硅涂层的植入物相比,在所述生物医学植入物上存在矿物羟基磷灰石的增加。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US202063014235P | 2020-04-23 | 2020-04-23 | |
| US63/014235 | 2020-04-23 | ||
| PCT/US2021/028641 WO2021216872A1 (en) | 2020-04-23 | 2021-04-22 | Methods of silicon nitride laser cladding |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115702013A true CN115702013A (zh) | 2023-02-14 |
Family
ID=78221522
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202180044926.9A Pending CN115702013A (zh) | 2020-04-23 | 2021-04-22 | 氮化硅激光熔覆的方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20210330860A1 (zh) |
| EP (1) | EP4138942A4 (zh) |
| JP (1) | JP2023523605A (zh) |
| KR (1) | KR20230008753A (zh) |
| CN (1) | CN115702013A (zh) |
| AU (1) | AU2021259477A1 (zh) |
| BR (1) | BR112022020873A2 (zh) |
| CA (1) | CA3175606A1 (zh) |
| MX (1) | MX2022013125A (zh) |
| WO (1) | WO2021216872A1 (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115068683B (zh) * | 2022-08-08 | 2023-08-29 | 吉林大学 | 一种聚芳醚酮材料及其制备方法和应用 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1972724A (zh) * | 2004-07-06 | 2007-05-30 | 斯恩蒂斯有限公司 | 用于外科植入物和仪器的产生干涉的有色涂层 |
| CN102515851A (zh) * | 2011-12-26 | 2012-06-27 | 天津大学 | 一种多孔陶瓷表面氮化硅基涂层的制备方法 |
| CN103046020A (zh) * | 2012-12-24 | 2013-04-17 | 中北大学 | 钛合金表面TiSiN纳米复合涂层的制备方法 |
| CN103239761A (zh) * | 2013-05-17 | 2013-08-14 | 天津理工大学 | 一种氮化硅涂层医用镁合金材料及制备方法 |
| US20170197014A1 (en) * | 2012-05-09 | 2017-07-13 | Amedica Corporation | Antibacterial biomedical implants and associated materials, apparatus, and methods |
| CN107107096A (zh) * | 2014-09-02 | 2017-08-29 | 廉盛雄 | 在基底上施加涂层;通过施加涂层形成的复合结构 |
| WO2018182835A1 (en) * | 2017-03-27 | 2018-10-04 | Amedica Corporation | Antibacterial biomedical implants and associated materials, apparatus, and methods |
| CN109135175A (zh) * | 2018-08-09 | 2019-01-04 | 华东理工大学 | 聚醚酮酮基复合材料、组合物、修复体及制备方法、应用 |
| CN109789020A (zh) * | 2016-07-22 | 2019-05-21 | 塞特克斯治疗公司 | 关节软骨修复 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014525311A (ja) * | 2011-08-30 | 2014-09-29 | アイエイチアイ イオンボンド アーゲー | 耐摩耗性被覆層を有するインプラント及びその製造方法 |
| US9925295B2 (en) * | 2012-05-09 | 2018-03-27 | Amedica Corporation | Ceramic and/or glass materials and related methods |
-
2021
- 2021-04-22 US US17/237,687 patent/US20210330860A1/en active Pending
- 2021-04-22 MX MX2022013125A patent/MX2022013125A/es unknown
- 2021-04-22 WO PCT/US2021/028641 patent/WO2021216872A1/en unknown
- 2021-04-22 CN CN202180044926.9A patent/CN115702013A/zh active Pending
- 2021-04-22 KR KR1020227040423A patent/KR20230008753A/ko unknown
- 2021-04-22 JP JP2022564721A patent/JP2023523605A/ja active Pending
- 2021-04-22 EP EP21792966.0A patent/EP4138942A4/en active Pending
- 2021-04-22 CA CA3175606A patent/CA3175606A1/en active Pending
- 2021-04-22 BR BR112022020873A patent/BR112022020873A2/pt not_active Application Discontinuation
- 2021-04-22 AU AU2021259477A patent/AU2021259477A1/en active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1972724A (zh) * | 2004-07-06 | 2007-05-30 | 斯恩蒂斯有限公司 | 用于外科植入物和仪器的产生干涉的有色涂层 |
| CN102515851A (zh) * | 2011-12-26 | 2012-06-27 | 天津大学 | 一种多孔陶瓷表面氮化硅基涂层的制备方法 |
| US20170197014A1 (en) * | 2012-05-09 | 2017-07-13 | Amedica Corporation | Antibacterial biomedical implants and associated materials, apparatus, and methods |
| CN103046020A (zh) * | 2012-12-24 | 2013-04-17 | 中北大学 | 钛合金表面TiSiN纳米复合涂层的制备方法 |
| CN103239761A (zh) * | 2013-05-17 | 2013-08-14 | 天津理工大学 | 一种氮化硅涂层医用镁合金材料及制备方法 |
| CN107107096A (zh) * | 2014-09-02 | 2017-08-29 | 廉盛雄 | 在基底上施加涂层;通过施加涂层形成的复合结构 |
| CN109789020A (zh) * | 2016-07-22 | 2019-05-21 | 塞特克斯治疗公司 | 关节软骨修复 |
| WO2018182835A1 (en) * | 2017-03-27 | 2018-10-04 | Amedica Corporation | Antibacterial biomedical implants and associated materials, apparatus, and methods |
| CN110461378A (zh) * | 2017-03-27 | 2019-11-15 | 辛特科技公司 | 抗菌生物医学植入物以及相关的材料、装置和方法 |
| CN109135175A (zh) * | 2018-08-09 | 2019-01-04 | 华东理工大学 | 聚醚酮酮基复合材料、组合物、修复体及制备方法、应用 |
Non-Patent Citations (3)
| Title |
|---|
| ELIA MARIN ET AL: "Silicon nitride laser cladding: A feasible technique to improve the biological response of zirconia", MATERIALS AND DESIGN, 17 March 2020 (2020-03-17), pages 108649 * |
| S. BHAGAVAT, J. LIBERATO AND I. KAO ET AL: "Effects of mixed abrasive slurries on free abrasive machining processes", MATERIALS, 31 January 2005 (2005-01-31), pages 1 - 4 * |
| XIANG XU ET AL: "Laser Cladding of Composite Bioceramic Coatings on Titanium Alloy", JOURNAL OF MATERIALS ENGINEERING AND PERFORMANCE, 6 January 2016 (2016-01-06), pages 1 - 12 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4138942A1 (en) | 2023-03-01 |
| BR112022020873A2 (pt) | 2023-02-28 |
| EP4138942A4 (en) | 2024-08-07 |
| CA3175606A1 (en) | 2021-10-28 |
| MX2022013125A (es) | 2023-01-11 |
| JP2023523605A (ja) | 2023-06-06 |
| KR20230008753A (ko) | 2023-01-16 |
| AU2021259477A1 (en) | 2022-11-10 |
| US20210330860A1 (en) | 2021-10-28 |
| WO2021216872A1 (en) | 2021-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Bock et al. | Surface modulation of silicon nitride ceramics for orthopaedic applications | |
| US9925295B2 (en) | Ceramic and/or glass materials and related methods | |
| Bai et al. | Functionally graded hydroxyapatite coatings doped with antibacterial components | |
| Kim et al. | In vitro dissolution and mechanical behavior of c-axis preferentially oriented hydroxyapatite thin films fabricated by pulsed laser deposition | |
| Marin et al. | Silicon nitride laser cladding: A feasible technique to improve the biological response of zirconia | |
| Shuai et al. | Processing and characterization of laser sintered hydroxyapatite scaffold for tissue engineering | |
| De Aza et al. | In vitro bioactivity of laser ablation pseudowollastonite coating | |
| Codescu et al. | Zn based hydroxyapatite based coatings deposited on a novel FeMoTaTiZr high entropy alloy used for bone implants | |
| KR20070063114A (ko) | 금속 임플란트 및 그 제조방법 | |
| US20210330860A1 (en) | Methods of silicon nitride laser cladding | |
| González-Estrada et al. | Characterization of hydroxyapatite coatings produced by pulsed-laser deposition on additive manufacturing Ti6Al4V ELI | |
| Pogrebjak et al. | Research of the relief and element composition of the surface coatings based on hydroxyapatite implants from titanium alloys | |
| Schepers et al. | Interfacial analysis of fiber‐reinforced bioactive glass dental root implants | |
| Awad et al. | Interfacial adhesion and surface bioactivity of anodized titanium modified with SiON and SiONP surface coatings | |
| Ghalandarzadeh et al. | The evaluation of prepared microstructure pattern by carbon-dioxide laser on zirconia-based ceramics for dental implant application: an in vitro study | |
| US20210331274A1 (en) | Methods for laser coating of silicon nitride on a metal substrate | |
| Byrski et al. | Characterization of biomaterials with reference to biocompatibility dedicated for patient-specific finger implants. | |
| KR100453289B1 (ko) | 임프란트 표면 처리용 전해질 용액 및 상기 전해질 용액을이용한 임프란트 표면 처리 방법 | |
| Qaid | Properties of Eggshell-Derived Hydroxyapatite Coatings on Titanium Produced by Micro-Arc Oxidation Method | |
| Roudan | Synthesis of Eggshell-Derived Hydroxyapatite and its Deposition on Titanium by Electrophoretic Method | |
| CA3195650A1 (en) | Systems and methods for hot-isostatic pressing to increase nitrogen content in silicon nitride | |
| Bai | Processing and Characterization of Functionally Graded Hydroxyapatite Coatings for Biomedical Implants | |
| CN114990546A (zh) | 一种飞秒激光结合激光熔覆在TC4表面制备β型TixNb涂层的方法及TC4和应用 | |
| dos Santos et al. | Calcium Phosphates of Interest Biological Coatings on Titanium Surfaces Modified by an Yb: YAG Laser Beam Irradiation | |
| Kim et al. | CYTOCOMPATIBILITY OF THERMALLY OXIDIZED Ti-Ag ALLOYS Zi-Whan Ee1, 2, Keun-Taek Oh1 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |