CN115365826B - Battery box body punching and welding positioning clamping combined tool - Google Patents
Battery box body punching and welding positioning clamping combined tool Download PDFInfo
- Publication number
- CN115365826B CN115365826B CN202211317729.2A CN202211317729A CN115365826B CN 115365826 B CN115365826 B CN 115365826B CN 202211317729 A CN202211317729 A CN 202211317729A CN 115365826 B CN115365826 B CN 115365826B
- Authority
- CN
- China
- Prior art keywords
- plate
- positioning
- strip
- fixed
- shaped
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003466 welding Methods 0.000 title claims abstract description 59
- 238000004080 punching Methods 0.000 title claims abstract description 30
- 230000007246 mechanism Effects 0.000 claims description 42
- 238000003825 pressing Methods 0.000 claims description 32
- 230000007306 turnover Effects 0.000 claims description 4
- 238000000034 method Methods 0.000 claims description 2
- 230000001105 regulatory effect Effects 0.000 claims 6
- 230000001276 controlling effect Effects 0.000 claims 1
- 238000003780 insertion Methods 0.000 description 20
- 230000037431 insertion Effects 0.000 description 20
- 125000006850 spacer group Chemical group 0.000 description 3
- 230000004888 barrier function Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
- B23P23/04—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass for both machining and other metal-working operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
The invention discloses a battery box body punching and welding positioning clamping combined tool, which comprises: the device comprises a punching clamping tool, a front panel welding and positioning tool and a back beam welding and positioning tool. The punching clamping tool is simple and reliable in operation, and can quickly and accurately position and clamp the bottom plate of the battery box body, so that punching processing of the bottom plate of the battery box body can be completed on a numerical control machine tool, hole site precision and processing efficiency can be greatly improved, and hole sites on the folding edges on the left side and the right side of the bottom plate can be used for positioning the front panel and the rear beam due to the fact that the hole site precision of the bottom plate of the battery box body can be improved; the front panel welding position frock, back beam welding position frock need not the setting-out and just can be fixed a position front panel, back beam on the port that the bottom plate of battery box corresponds with the hole site on the hem of bottom plate left and right sides accurately fast with the help of the setting-out to welding efficiency and product quality can be improved greatly.
Description
Technical Field
The invention relates to the field of positioning and clamping tools, in particular to a battery box body punching and welding positioning and clamping combined tool.
Background
The structure of battery box includes: the bottom plate, the front panel, the back beam, all need punch on the hem of the bottom plate left and right sides and on its front and back both ends, front panel and back beam need weld respectively on two ports around the bottom plate, the welding position of the position and front panel and back beam that punch is come to fix a position by the workman on the bottom plate usually, there is the positioning efficiency low through the setting-out line location, positioning accuracy is poor, the shortcoming that production efficiency is low, in addition, come the position of fixing a position and punching the position through the setting-out line and can make the processing of punching on the bottom plate can't realize automaticly.
Disclosure of Invention
The technical problem to be solved by the invention is as follows: the battery box body punching and welding positioning clamping combined tool can realize automation of punching processing and improve the positioning efficiency and positioning precision of the front panel and the rear beam.
In order to solve the problems, the technical scheme adopted by the invention is as follows: battery box punches and welding position centre gripping combination frock, its characterized in that: the method comprises the following steps: centre gripping frock, front panel welding position frock, back beam welding position frock punch, and the structure of centre gripping frock of punching includes: the platform, be provided with the pillar that a plurality of is used for supporting the bottom plate of waiting to punch on the platform, be provided with the back horizontal branch strip that moves towards about one on the rear portion of platform, be provided with the preceding horizontal branch strip that moves towards about one on the front portion of platform, it arranges the location backer of arranging to align the interval around the several to be provided with one side of platform, it aligns the clamping mechanism that the interval was arranged around the several to be provided with the opposite side of platform, be provided with two 90 degrees corner die clamping cylinder respectively on both ends around the platform, two 90 degrees corner die clamping cylinder on each end are located the left and right sides of platform respectively, it arranges the pressing mechanism to be provided with the several pairs of front and back interval on the platform, every is located the left and right sides of platform respectively to pressing mechanism, every pressing mechanism's structure includes: the pressing frame is positioned above the platform, and the pressing driving mechanism is used for driving the pressing frame to turn over; a plurality of pairs of vertical blocks which are arranged at intervals in the front-back direction are also arranged on the platform, and each pair of vertical blocks are respectively positioned on the left side and the right side of the platform; the structure of front panel welding position frock includes: the front surface of the strip plate is fixed with two first handles which are arranged side by side at intervals left and right; the left end and the right end of the long slat are respectively provided with a first positioning seat and two first pins which move back and forth, the front end and the rear end of each of the two first positioning seats are respectively provided with a first column hole, and the two first positioning seats are respectively fixed with the long slat through a first fixing frame; a second positioning seat and a second column pin are respectively arranged at the left end and the right end of the strip plate, the second positioning seat is positioned behind the strip plate, a second column hole is respectively arranged on the two second positioning seats, an opening avoiding a nut on the front panel is arranged on the lower surface of each second positioning seat, and the two second positioning seats are respectively fixed with the strip plate through a second fixing frame; a third positioning seat and a third pin are respectively arranged at the upper back of the left side and the right side of the strip plate, the third positioning seat is higher than the second positioning seat, a third column hole is respectively arranged on the two third positioning seats, an opening for avoiding a nut on the front panel is arranged on the lower surface of each third positioning seat, and the two third positioning seats are respectively fixed with the strip plate through a third fixing frame; the two second column holes and the two third column holes are arranged in a left-right alignment manner; a plurality of abutting rods which are arranged along the strip plate side by side at intervals are arranged behind the strip plate, the abutting rods are vertically arranged and are aligned left and right, and each abutting rod is fixed with the strip plate through a fourth fixing frame; the structure of back beam welding position frock includes: the bar-shaped beam is arranged in the left-right direction, and two second handles which are arranged side by side at intervals are fixed on the upper surface of the bar-shaped beam; the left end and the right end of the strip-shaped beam are respectively provided with a first positioning block and two first positioning pins which move forwards and backwards, the front end and the rear end of each of the two first positioning blocks are respectively provided with a first jack, and the two first positioning blocks are respectively fixed with the strip-shaped beam through a first connecting frame; the front part of the strip-shaped beam is also provided with three second positioning blocks and three second positioning pins which are arranged in parallel at intervals and have the same height along the strip-shaped beam, each second positioning block is provided with a second jack, and each second positioning block is fixed with the strip-shaped beam through a second connecting frame; two third positioning blocks and two third positioning pins which are arranged side by side at intervals from left to right are arranged at the rear lower part of the strip-shaped beam, a third jack is respectively arranged on the two third positioning blocks, and the two third positioning blocks are respectively fixed with the strip-shaped beam through a third connecting frame; the front of the strip-shaped beam is provided with a plurality of abutting plates which are arranged along the strip-shaped beam at intervals side by side, the abutting plates are aligned left and right, and each abutting plate is fixed with the strip-shaped beam.
Further, aforementioned battery box punches and welding position centre gripping combination frock, wherein: the front part of the platform is at least provided with a left-right trend adding transverse branch, the front part of the platform is provided with a pair of sliding tables capable of sliding back and forth, the two sliding tables are respectively positioned on the left side and the right side of the platform, the two sliding tables can move to the left end and the right end of the front transverse branch after sliding forward and can be respectively added with the transverse branch, a bolt is respectively inserted on the two sliding tables, the two sliding tables are respectively added with the transverse branch and can be respectively positioned on the outer sides of the two ends of the front transverse branch, each pin seat is provided with a pin hole, when the two sliding tables move forward to the outer sides of the two ends of the front transverse branch or the transverse branch, the two sliding tables can be respectively inserted into the pin holes on the pin seats on the outer sides of the two ends of the transverse branch through the bolts on the two sliding tables and can be positioned on the outer sides of the two ends of the transverse branch, a pair of pressing mechanisms positioned at the forefront, a clamping mechanism and a positioning backer positioned at the frontmost in front, and two upright rotating corners of the platform are respectively positioned on the two sliding tables and are respectively positioned on two upright blocks positioned on the two upright blocks.
Further, aforementioned battery box punches and welding position centre gripping combination frock, wherein: the clamping mechanism is a telescopic cylinder, the top of a piston rod of the telescopic cylinder is provided with a clamping plate, and the telescopic cylinder transversely pushes the bottom plate to be punched through the clamping plate; the pressing driving mechanism is a powerful clamping cylinder.
Further, aforementioned battery box punches and welding position centre gripping combination frock, wherein: the structure of the first fixing frame comprises: the first L-shaped plate is formed by vertically connecting a first long plate and a first short plate, the left and right directions of the first long plate are arranged, the front and back directions of the first short plate are arranged, the inner end of the first long plate is fixed with the front surface of the long plate, the outer end of the first long plate is connected with the rear end of the first short plate, a first connecting plate is arranged on the outer side of the first L-shaped plate and fixed with the outer side surface of the first short plate, a first positioning seat is positioned below the first connecting plate, the first connecting plate is fixed with the middle of the first positioning seat, the first long plate and the long plate, the first connecting plate and the first short plate are both provided with base plates, two pin rods are used for positioning, and screws are used for locking.
Further, aforementioned battery box punches and welding position centre gripping combination frock, wherein: the structure of second mount includes: the adjusting block of trend about being located rectangular board top, the adjusting block is fixed mutually with the upper surface of rectangular board, rear at the adjusting block is provided with a second L shaped plate, second L shaped plate is by the perpendicular continuous constitution of second short slab that moves towards of second long slab and the vertical trend about, the second long slab is fixed mutually with the adjusting block, the second positioning seat is located the outside of second L shaped plate, and it is fixed mutually with the second short slab, adjusting block and rectangular board, second long slab and adjusting block, all press from both sides between second positioning seat and the second short slab and be equipped with the backing plate, adopt two pin levers to fix a position, and adopt the screw to lock.
Further, aforementioned battery box punches and welding position centre gripping combination frock, wherein: the structure of the third fixing frame comprises: the third L-shaped plate and the fourth L-shaped plate are positioned above the strip plate, the third L-shaped plate is formed by vertically connecting a third long plate moving towards the left and right and a third short plate moving towards the front and back, the fourth L-shaped plate is formed by vertically connecting a fourth long plate moving towards the left and right and a fourth short plate moving towards the front and back, the third long plate is fixed with the strip plate, the third short plate is fixed with the fourth short plate, the third positioning seat is positioned behind the fourth long plate and fixed with the fourth long plate, the third long plate and the strip plate, the third short plate and the fourth short plate, a base plate is clamped between the third positioning seat and the fourth long plate, two pin rods are used for positioning, and screws are used for locking.
Further, aforementioned battery box punches and welding position centre gripping combination frock, wherein: the structure of the fourth fixing frame comprises: a diaphragm and a riser, the riser is vertical to be arranged, and the diaphragm level is arranged, and the rear end of diaphragm and the upper end of riser link to each other, and the diaphragm front end is fixed mutually with the lower surface of rectangular board, leans on the rear that the pole is located the riser, leans on the pole to fix mutually with the rear surface of riser, and diaphragm front end and rectangular board lower surface, lean on all to press from both sides between pole and the riser and be equipped with the backing plate, adopt two pin levers to fix a position and adopt the screw to lock.
Further, aforementioned battery box punches and welding position centre gripping combination frock, wherein: the structure of the first link frame includes: the first L-shaped rod and the first U-shaped rod are arranged side by side on the left side and the right side and are laid flat evenly, the first U-shaped rod is located on the outer side of the first L-shaped rod, an opening of the first U-shaped rod faces the rear side, one end of the first L-shaped rod in the left-right direction is fixed on the rear surface of the strip-shaped beam, the other end of the first L-shaped rod faces the front side and is fixed with one end of the first U-shaped rod, the first positioning block is located below the first U-shaped rod, the other end of the first U-shaped rod is fixed with the front end of the first positioning block, and the first L-shaped rod, the strip-shaped beam, the first L-shaped rod, the first U-shaped rod and the first positioning block are all clamped with backing plates, are positioned by adopting two pin rods, and are locked by adopting screws.
Further, aforementioned battery box punches and welding position centre gripping combination frock, wherein: the structure of the second link includes: the second connecting block is positioned above the strip-shaped beam, the second connecting block is fixed on the upper surface of the strip-shaped beam, a vertical second L-shaped rod is arranged in front of the second connecting block, one end, parallel to the second L-shaped rod, of the second L-shaped rod is fixed with the second connecting block, the second positioning block is positioned on the side face of the second L-shaped rod and fixed with one vertical end of the second L-shaped rod, and base plates are clamped between the second connecting block and the strip-shaped beam, between the second L-shaped rod and the second connecting block, between the second positioning block and the second L-shaped rod, and are positioned by adopting two pin rods and locked by adopting screws.
Further, aforementioned battery box punches and welding position centre gripping combination frock, wherein: the third link structure includes: the third connecting block is positioned behind the strip-shaped beam, the third L-shaped rod is erected and positioned below the third connecting block, the third connecting block is fixed on the rear surface of the strip-shaped beam, one end, parallel to the third L-shaped rod, of the third L-shaped rod is fixed with the third connecting block, the third positioning block is positioned on the side face of the third L-shaped rod and fixed with one end, vertical to the third L-shaped rod, of the third connecting block, the strip-shaped beam, the third connecting block, the third L-shaped rod, and base plates are clamped between the third connecting block and the third L-shaped rod, positioning is carried out through two pin rods, and locking is carried out through screws.
The invention has the advantages that: the punching clamping tool is simple and reliable in operation, and can quickly and accurately position and clamp the bottom plate of the battery box body, so that punching processing of the bottom plate of the battery box body can be completed on a numerical control machine tool, hole site precision and processing efficiency can be greatly improved, and hole sites on the folding edges on the left side and the right side of the bottom plate can be used for positioning the front panel and the rear beam due to the fact that the hole site precision of the bottom plate of the battery box body can be improved; the front panel welding position frock, back beam welding position frock need not the setting-out and just can be fixed a position front panel, back beam on the port that the bottom plate of battery box corresponds with the hole site on the hem of bottom plate left and right sides accurately fast with the help of the setting-out to welding efficiency and product quality can be improved greatly.
Drawings
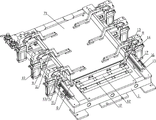
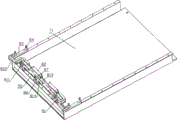
Fig. 1 is a schematic perspective view of the punching clamping tool of the present invention when not clamped.
Fig. 2 is a schematic perspective view of the punching clamping tool of the present invention.
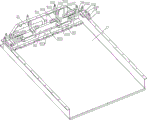
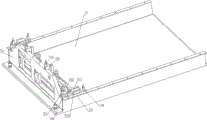
Fig. 3 is a schematic perspective view of a view angle of the front panel welding and positioning tool according to the present invention.
Fig. 4 is a schematic perspective view of another view angle of the front panel welding and positioning tool according to the present invention.
Fig. 5 is a schematic perspective view of a viewing angle of the front panel welding and positioning tool of the present invention.
Fig. 6 is a schematic perspective structure view of another viewing angle when the front panel welding and positioning tool is used.
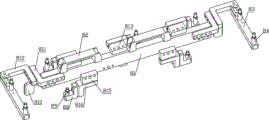
Fig. 7 is a schematic perspective view of a view angle of the back beam welding and positioning tool according to the present invention.
Fig. 8 is a schematic perspective view of another view angle of the back beam welding and positioning tool of the present invention.
Fig. 9 is a schematic perspective view of a view angle of the back beam welding and positioning tool according to the present invention.
Fig. 10 is a schematic perspective view of another view angle of the back beam welding and positioning tool according to the present invention.
Detailed Description
The present invention will be described in further detail below with reference to specific embodiments and the attached drawings.
Punching and welding positioning clamping combined tool for battery box body, comprising: centre gripping frock, front panel welding position frock, back beam welding position frock punch, as shown in fig. 1, fig. 2, the structure of centre gripping frock of punching includes: platform 1, be provided with a plurality of pillar 2 that is used for supporting bottom plate 71 that waits to punch on platform 1, be provided with the back horizontal branch 3 of a left and right trend on platform 1's rear portion, back horizontal branch 3 is used for treating the rear end of bottom plate 71 that punches and supports, be provided with the preceding horizontal branch 4 of a left and right trend on platform 1's front portion, preceding horizontal branch 4 is used for treating the front end of bottom plate 71 that punches and supports, it arranges the location backer 5 that aligns the interval around two to be provided with in one side of platform 1, it aligns the clamping mechanism 6 that the interval was arranged around two to be provided with in the opposite side of platform 1, each clamping mechanism 6 can carry out the horizontal top to the bottom plate 71 that waits to punch that places on platform 1, make bottom plate 71 that waits to punch can offset with each location backer 5, thereby make bottom plate 71 that waits to be punched can be fixed a position the centre gripping by the left and right sides, be provided with two 90 degrees corner clamp cylinders 8 respectively on platform 1's front and back both ends, two 90 degrees corner clamp cylinders 8 on each end are located the left and right sides of platform 1 respectively, it can be located the left and right sides of platform 1 to press the mechanism that every pair of pressing mechanism that the bottom plate 71 that waits to punch and front and back that places on platform 1, it can be arranged to press the mechanism respectively to be provided with each other pressing mechanism around to press the mechanism that it includes that it to press the mechanism that every pressing mechanism that waits to punch and press the mechanism that it to be arranged around to punch and press on the left and right sides of platform 1, it can be located to be located around to be arranged to be located the platform 1, it is provided with each to press the mechanism that every right sides of each to be provided with to punch: a pressing frame 9 positioned above the platform 1 and a pressing driving mechanism 10 for driving the pressing frame 9 to turn; the two pressing frames 9 on each pair of pressing mechanisms are driven by the respective pressing driving mechanisms 10 to turn over oppositely and then can respectively press the left and right sides and the folded edges on the left and right sides of the bottom plate 71 to be punched, which is placed on the platform 1, the platform 1 is further provided with three pairs of vertical blocks 11 which are arranged at intervals front and back, each pair of vertical blocks 11 are respectively positioned on the left and right sides of the platform 1, and each pair of vertical blocks 11 is used for supporting the folded edges on the left and right sides of the bottom plate 71 to be punched;
as shown in fig. 3, 4, 5 and 6, the front panel welding and positioning tool includes: a strip plate 91 running left and right, two first handles 92 arranged side by side at intervals are fixed on the front surface of the strip plate 91; the left end and the right end of the strip plate 91 are respectively provided with a first positioning seat 93 and two first pins 94 which move forwards and backwards, the front end and the rear end of each of the two first positioning seats 93 are respectively provided with a first column hole, the two first positioning seats 93 are respectively fixed with the strip plate 91 through a first fixing frame, when the tool is installed, the two first positioning seats 93 can be respectively placed on the left fold and the right fold of the bottom plate 71 of the battery box body, then each first column hole on each of the two first positioning seats 93 can be respectively vertically aligned with one hole position on the folded edge of the bottom plate 71, and then the four first pins 94 are respectively vertically inserted into hole positions on the folded edges of the bottom plate 71, which are aligned with the four first column holes and the column holes, so that the tool can be positioned on the bottom plate 71; a second positioning seat 96 and a second column pin 97 are respectively arranged at the left end and the right end of the strip plate 91, the second positioning seat 96 is positioned behind the strip plate 91, a second column hole is respectively arranged on the two second positioning seats 96, an opening 98 avoiding a nut on the front panel 51 is arranged on the lower surface of each second positioning seat 96, and the two second positioning seats 96 are respectively fixed with the strip plate 91 through a second fixing frame; a third positioning seat 99 and a third column pin 910 are respectively arranged at the rear upper parts of the left side and the right side of the strip plate 91, the third positioning seat 99 is higher than the second positioning seat 96, two third positioning seats 99 are respectively provided with a third column hole, the lower surface of each third positioning seat 99 is provided with an opening 98 avoiding a nut on the front panel 51, and the two third positioning seats 99 are respectively fixed with the strip plate 91 through a third fixing frame; each second column hole and each third column hole are arranged in a left-right alignment manner; three abutting rods 911 are arranged at intervals side by side along the strip plate 91 at the rear of the strip plate 91, each abutting rod 911 is arranged vertically and is aligned left and right, and each abutting rod 911 is fixed with the strip plate 91 through a fourth fixing frame; when the front panel 51 is positioned, each abutting rod 911 can be abutted by the front panel 51, the two second positioning seats 96 can be respectively placed at the left end and the right end of the front panel 51, the two third positioning seats 99 can be respectively placed at the left side and the right side of the top of the front panel 51, then the two second column holes and the two third column holes can be respectively aligned with one hole position on the upper surface of the front panel 51 up and down, the openings 98 on the lower surfaces of the second positioning seats 96 and the third positioning seats 99 are used for avoiding nuts on the hole positions, then the two second column pins 97 are respectively vertically inserted into the two second column holes and the hole positions on the front panel 51 aligned with the column holes, and the two third column pins 910 are respectively vertically inserted into the two third column holes and the hole positions on the front panel 51 aligned with the column holes so as to position the front panel 51 on the bottom plate 71;
as shown in fig. 7, 8, 9 and 10, the back beam welding and positioning tool includes: the bar-shaped beam 81 runs left and right, and two second handles 82 which are arranged side by side at intervals are fixed on the upper surface of the bar-shaped beam 81; the left end and the right end of the strip-shaped beam 81 are respectively provided with a first positioning block 83 and two first positioning pins 84 which move forwards and backwards, the front end and the back end of each of the two first positioning blocks 83 are respectively provided with a first insertion hole, the two first positioning blocks 83 are respectively fixed with the strip-shaped beam 81 through a first connecting frame, when the tool is installed, the two first positioning blocks 83 can be respectively placed on the left folding edge and the right folding edge of the bottom plate 71 of the battery box body, then each first insertion hole on the two first positioning blocks 83 can be respectively vertically aligned with a corresponding hole position on the folding edge of the bottom plate 71, and then the four first positioning pins 84 are respectively vertically inserted into the four first insertion holes and the hole positions on the folding edge of the bottom plate 71 aligned with the insertion holes, and then the tool can be positioned on the bottom plate 71; three second positioning blocks 86 with the same height and three second positioning pins 87 which are arranged in parallel at intervals along the strip-shaped beam 81 and are arranged in front of the strip-shaped beam 81 are also arranged, each second positioning block 86 is provided with a second insertion hole, and each second positioning block 86 is fixed with the strip-shaped beam 81 through a second connecting frame; two third positioning blocks 88 and two third positioning pins 89 which are arranged side by side at intervals left and right are arranged at the rear lower part of the strip-shaped beam 81, a third jack is respectively arranged on each of the two third positioning blocks 88, and the two third positioning blocks 88 are respectively fixed with the strip-shaped beam 81 through a third connecting frame; a plurality of abutting plates 810 arranged along the strip-shaped beam 81 at intervals side by side are arranged in front of the strip-shaped beam 81, the abutting plates 810 are aligned left and right, and each abutting plate 810 is fixed with the strip-shaped beam 81; when the back beam 52 is positioned, each abutting plate 810 can be abutted by the back beam 52, the three second positioning blocks 86 can be respectively placed on the upper surface of the back beam 52, the two third positioning blocks 88 can be respectively pressed on the thick edge strips at the rear side of the bottom of the back beam 52, then the three second insertion holes and the two third insertion holes can be respectively aligned with one hole position on the back beam 52 up and down, then the three second positioning pins 87 are respectively vertically inserted into the three second insertion holes and the hole positions on the back beam 52 aligned with the insertion holes, the two third positioning pins 89 are respectively vertically inserted into the two third insertion holes and the hole positions on the back beam 52 aligned with the insertion holes, and then the back beam 52 can be positioned on the bottom plate 71.
In this embodiment, two additional transverse supporting bars 12 are arranged on the front portion of the platform 1 in the left-right direction, the additional transverse supporting bars 12 are positioned in front of the front transverse supporting bar 4, the additional transverse supporting bars 12 and the front transverse supporting bar 4 are arranged in a front-back alignment interval, a pair of sliding tables 13 capable of sliding back and forth are arranged on the front portion of the platform 1, the two sliding tables 13 are respectively positioned on the left side and the right side of the platform 1, the two sliding tables 13 can move to the left end and the right end of each additional transverse supporting bar 12 and the front transverse supporting bar 4 after sliding forward, a bolt 14 is respectively inserted into the two sliding tables 13, a pin seat 15 is respectively arranged on the platform 1 outside the two ends of each additional transverse supporting bar 12 and the front transverse supporting bar 4, each pin seat 15 is provided with a pin hole 16, when two sliding tables 13 move forwards to the front transverse supporting bar 4 or the outer sides of the two ends of the transverse supporting bar 12 are additionally arranged, the two sliding tables 13 can be respectively inserted into the pin holes 16 on the pin seats 15 on the outer sides of the two ends of the transverse supporting bar through the pins 14 on the sliding tables 13 to be positioned at the outer sides of the two ends of the transverse supporting bar, and a pair of pressing mechanisms positioned at the forefront, a clamping mechanism 6 and a positioning backer 5 positioned at the forefront, two 90-degree corner clamping cylinders 8 on the front end of the platform 1 and a pair of upright blocks 11 positioned at the forefront are respectively fixed on the two sliding tables 13.
The setting is added and is established horizontal branch 12 in order to make the frock can adapt to the bottom plate 71 that punches of treating of different length, can support the front end of bottom plate 71 that punches with adding horizontal branch 12 and replacing preceding horizontal branch 4 when the length of bottom plate 71 that punches is longer, a pair of pressing means who is located the forefront, a clamping mechanism 6 and a location backer 5 that are located the forefront, two 90 degrees corner die clamping cylinder 8 on the platform 1 front end, a pair of upright piece 11 that is located the forefront can be along with the slip table 13 removes and adjust the front and back position, make their can adapt to the bottom plate 71 that punches of treating of different length.
In this embodiment, the clamping mechanism 6 is a telescopic cylinder, a clamping plate is arranged at the top of a piston rod of the clamping mechanism 6, and the clamping mechanism 6 transversely pushes the bottom plate 71 to be punched through the clamping plate; the pressing drive mechanism 10 is a powerful clamping cylinder, which is a commercially available gas. The sliding table 13 is installed on the platform 1 through a linear guide rail, a sliding block of the linear guide rail is fixed on the sliding table 13, a guide rail of the linear guide rail is fixed on the platform 1, and a barrier strip 17 used for shielding scraps is arranged above the guide rail of the linear guide rail.
Before punching, a bottom plate 71 is placed on a punching clamping tool, so that the bottom plate 71 is supported by each support column 2, the front end of the bottom plate 71 is supported by a front transverse supporting strip 4, the rear end of the bottom plate 71 is supported by a rear transverse supporting strip 3, and folded edges on the left side and the right side of the bottom plate 71 are respectively supported by corresponding side upright blocks 11, then a worker controls piston rods of two clamping mechanisms 6 to extend out through a controller to transversely push the bottom plate 71, so that the bottom plate 71 to be punched can abut against two positioning buttresses 5, the bottom plate 71 to be punched can be positioned and clamped left and right, then the worker controls two 90-degree corner clamping cylinders 8 on each end to carry out front and back butt clamping on the bottom plate 71 to be punched placed on a platform 1 through the controller, the bottom plate 71 to be punched can be clamped by front and rear positioning, then a worker controls the two pressing frames 9 on each pair of pressing mechanisms to turn over oppositely under the driving of the respective pressing driving mechanisms 10 through the controller to press the folded edges on the left side, the right side and the left side of the bottom plate 71 to be punched placed on the platform 1 respectively, then the bottom plate 71 to be punched is punched through a numerical control machine, the folded edges on the left side and the right side of the bottom plate and the hole positions on the front end and the rear end of the bottom plate can be machined, and the hole positions on the folded edges on the left side and the right side of the bottom plate 71 are needed to be used for positioning the front panel 51 and the rear beam 52.
Before the front panel is positioned, firstly, a front panel welding and positioning tool is transversely placed on the bottom plate 71, so that the two first positioning seats 93 are respectively placed on the left and right folded edges of the bottom plate 71, then, the first column holes on the two first positioning seats 93 are respectively aligned with a corresponding hole position on the folded edge of the bottom plate 71 up and down, and then, the four first pins 94 are respectively vertically inserted into the four first column holes and the hole positions on the folded edge of the bottom plate 71, which are aligned with the column holes, so that the welding and positioning tool can be positioned on the bottom plate 71; then, the front panel 51 is positioned, each abutting rod 911 is abutted by the front panel 51, the two second positioning seats 96 are respectively placed at the left end and the right end of the front panel 51, the two third positioning seats 99 are respectively placed at the left side and the right side of the top of the front panel 51, then the two second column holes and the two third column holes are respectively aligned with a corresponding hole position on the upper surface of the front panel 51 up and down, the openings 98 on the lower surfaces of the second positioning seats 96 and the third positioning seats 99 are used for avoiding nuts on the hole positions, then the two second column pins 97 are respectively vertically inserted into the hole positions on the front panel 51 aligned with the two second column holes and the column holes, the two third column pins 910 are respectively vertically inserted into the hole positions on the front panel 51 aligned with the two third column holes and the column holes, so that the front panel 51 can be quickly and accurately positioned on the bottom plate 71, and then the front panel 51 is welded.
Before the rear beam is positioned, firstly, a rear beam welding and positioning tool is transversely placed on the bottom plate 71, so that the two first positioning blocks 83 are respectively placed on the left and right folded edges of the bottom plate 71, then, each first insertion hole on the two first positioning blocks 83 is respectively aligned with a corresponding hole position on the folded edge of the bottom plate 71 up and down, and then, the four first positioning pins 84 are respectively vertically inserted into the four first insertion holes and the hole positions on the folded edge of the bottom plate 71, which are aligned with the insertion holes, so that the welding and positioning tool can be positioned on the bottom plate 71; then, the back beam 52 is positioned, each abutting plate 810 is abutted by the back beam 52, the three second positioning blocks 86 are respectively placed on the upper surface of the back beam 52, the two third positioning blocks 88 are respectively pressed on the thick edge strips at the rear side of the bottom of the back beam 52, then the three second insertion holes and the two third insertion holes are respectively aligned with one corresponding hole position on the back beam 52 up and down, then the three second positioning pins 87 are respectively vertically inserted into the three second insertion holes and the hole positions on the back beam 52 aligned with the insertion holes, the two third positioning pins 89 are respectively vertically inserted into the two third insertion holes and the hole positions on the back beam 52 aligned with the insertion holes, so that the back beam 52 can be positioned on the bottom plate 71, and then the back beam 52 is welded.
In this embodiment, the structure of the first fixing frame includes: the first L-shaped plate is formed by vertically connecting a first long plate 912 and a first short plate 913, the first long plate 912 is arranged along the left-right direction, the first short plate 913 is arranged along the front-back direction, the inner end of the first long plate 912 is fixed to the front surface of the long plate 91, the outer end of the first long plate 912 is connected to the rear end of the first short plate 913, a first connecting plate 914 is arranged outside the first L-shaped plate, the first connecting plate 914 is fixed to the outer side surface of the first short plate 913, the first positioning seat 93 is located below the first connecting plate 914, the first connecting plate 914 is fixed to the middle of the first positioning seat 93, a backing plate is clamped between the first long plate 912 and the long plate 91, the first connecting plate 914 and the first short plate 913, and a backing plate is clamped between the first connecting plate 914 and the first positioning seat 93, two pin rods are used for positioning, and locking is adopted. The front-back, left-right, and up-down positions of the first positioning seat 93 can be finely adjusted by changing the thickness of the cushion plate.
The structure of the second fixing frame comprises: the adjusting block 915 is positioned above the strip plate 91 and moves left and right, the adjusting block 915 is fixed with the upper surface of the strip plate 91, a second L-shaped plate is arranged behind the adjusting block 915, the second L-shaped plate is formed by vertically connecting a second long plate 916 moving left and right and a second short plate 917 moving vertically, the second long plate 916 is fixed with the adjusting block 915, the second positioning seat 96 is positioned on the outer side of the second L-shaped plate and is fixed with the second short plate 917, the adjusting block 915 and the strip plate 91, the second long plate 916 and the adjusting block 915 are respectively clamped between the second positioning seat 96 and the second short plate 917 to form a cushion plate, two pin rods are used for positioning, and screws are used for locking. The front and rear, left and right, and up and down positions of the second positioning seat 96 can be finely adjusted by changing the thickness of the cushion plate.
The structure of the third fixing frame comprises: the third L-shaped plate and the fourth L-shaped plate are positioned above the long strip plate 91, the third L-shaped plate is formed by vertically connecting a third long plate 918 in a left-right direction and a third short plate 919 in a front-back direction, the fourth L-shaped plate is formed by vertically connecting a fourth long plate 920 in a vertical direction and a fourth short plate 921 in a front-back direction, the third long plate 918 is fixed with the long strip plate 91, the third short plate 919 is fixed with the fourth short plate 921, the third positioning seat 99 is positioned behind the fourth long plate 920 and is fixed with the fourth long plate 920, the third long plate 918 is fixed with the long strip plate 91, the third short plate 919 is fixed with the fourth short plate 921, and backing plates are clamped between the third positioning seat 99 and the fourth long plate 920 and are positioned by adopting two pin rods and locked by adopting screws. The front-back, left-right, and up-down positions of the third positioning seat 99 can be finely adjusted by changing the thickness of the cushion plate.
The structure of the fourth fixing frame comprises: a diaphragm 922 and a riser 923, the riser 923 is vertical to be arranged, the diaphragm 922 level is arranged, the rear end of diaphragm 922 and the upper end of riser 923 link to each other, the lower surface of diaphragm 922 front end and rectangular board 91 is fixed mutually, lean on the rear that pole 911 is located riser 923, the rear surface that leans on pole 911 and riser 923 is fixed mutually, diaphragm 922 front end and rectangular board 91 lower surface, lean on all pressing from both sides between pole 911 and the riser 923 and be equipped with the backing plate, adopt two pin levers to fix a position, and adopt the screw to lock. The front, back, up and down positions of the leaning rod 911 can be finely adjusted by changing the thickness of the padding plate.
In order to prevent the pins from being lost, each pin is connected with the corresponding positioning seat through a soft rope, which is not shown in the figure.
In this embodiment, the structure of the first link frame includes: the left and right side by side lying first L-shaped rod 811 and first U-shaped rod 812, the first U-shaped rod 812 is located outside the first L-shaped rod 811, the opening of the first U-shaped rod 812 faces the rear, one end of the first L-shaped rod 811 moving left and right is fixed on the rear surface of the bar beam 81, the other end of the first L-shaped rod 811 faces the front and is fixed with one end of the first U-shaped rod 812, the first positioning block 83 is located below the first U-shaped rod 812, the other end of the first U-shaped rod 812 is fixed with the front end of the first positioning block 83, and the first L-shaped rod 811 and the bar beam 81, the first L-shaped rod 811 and the first U-shaped rod 812, and a backing plate is clamped between the first U-shaped rod 812 and the first positioning block 83, and two pin rods are used for positioning, and two screws are used for locking. The front-back, left-right, and up-down positions of the first positioning block 83 can be finely adjusted by changing the thickness of the spacer.
The structure of the second link includes: the second connecting block 813 is positioned above the bar-shaped beam 81, the second connecting block 813 is fixed on the upper surface of the bar-shaped beam 81, a second upright L-shaped rod 814 is arranged in front of the second connecting block 813, one parallel end of the second L-shaped rod 814 is fixed with the second connecting block 813, the second positioning block 86 is positioned on the side surface of the second L-shaped rod 814 and is fixed with one vertical end of the second L-shaped rod 814, and a backing plate is respectively clamped between the second connecting block 813 and the bar-shaped beam 81, between the second L-shaped rod 814 and the second connecting block 813, between the second positioning block 86 and the second L-shaped rod 814, and is positioned by adopting two pin rods and locked by adopting screws. The front-back, left-right, and up-down positions of the second positioning block 86 can be finely adjusted by changing the thickness of the spacer.
The third link structure includes: a third connecting block 815 and a vertical third L-shaped rod 816 are positioned behind the bar-shaped beam 81, the third L-shaped rod 816 is positioned below the third connecting block 815, the third connecting block 815 is fixed on the rear surface of the bar-shaped beam 81, one end of the third L-shaped rod 816, which is parallel to the third L-shaped rod, is fixed to the third connecting block 815, a third positioning block 88 is positioned on the side surface of the third L-shaped rod 816, the third positioning block 88 is fixed to the vertical end of the third L-shaped rod 816, and a pad plate is clamped between the third connecting block 815 and the bar-shaped beam 81, between the third connecting block 815 and the third L-shaped rod 816, and between the third positioning block 88 and the third L-shaped rod 816, and is positioned by two pins and locked by screws. The front-back, left-right, and up-down positions of the third positioning block 88 can be finely adjusted by changing the thickness of the spacer.
In order to prevent the positioning pins from being lost, each positioning pin is connected with the corresponding positioning block through a flexible rope, which is not shown in the figure.
Claims (10)
1. Battery box punches and welding position centre gripping combination frock, its characterized in that: the method comprises the following steps: centre gripping frock, front panel welding position frock, back beam welding position frock punch, and the structure of centre gripping frock of punching includes: the platform, be provided with the pillar that a plurality of is used for supporting the bottom plate of waiting to punch on the platform, be provided with the back horizontal branch strip that moves towards about one on the rear portion of platform, be provided with the preceding horizontal branch strip that moves towards about one on the front portion of platform, it arranges the location backer of arranging to align the interval around the several to be provided with one side of platform, it aligns the clamping mechanism that the interval was arranged around the several to be provided with the opposite side of platform, be provided with two 90 degrees corner die clamping cylinder respectively on both ends around the platform, two 90 degrees corner die clamping cylinder on each end are located the left and right sides of platform respectively, it arranges the pressing mechanism to be provided with the several pairs of front and back interval on the platform, every is located the left and right sides of platform respectively to pressing mechanism, every pressing mechanism's structure includes: the pressing frame is positioned above the platform, and the pressing driving mechanism is used for driving the pressing frame to turn over; a plurality of pairs of vertical blocks which are arranged at intervals in the front-back direction are also arranged on the platform, and each pair of vertical blocks are respectively positioned on the left side and the right side of the platform; the structure of front panel welding position frock includes: the front surface of the strip plate is fixed with two first handles which are arranged side by side at intervals left and right; the left end and the right end of the strip plate are respectively provided with a first positioning seat and two first pins which are in the front-back direction, the front end and the rear end of each of the two first positioning seats are respectively provided with a first column hole, and the two first positioning seats are respectively fixed with the strip plate through a first fixing frame; a second positioning seat and a second column pin are respectively arranged at the left end and the right end of the strip plate, the second positioning seat is positioned behind the strip plate, a second column hole is respectively arranged on the two second positioning seats, an opening avoiding a nut on the front panel is arranged on the lower surface of each second positioning seat, and the two second positioning seats are respectively fixed with the strip plate through a second fixing frame; a third positioning seat and a third pin are respectively arranged at the upper back of the left side and the right side of the strip plate, the third positioning seat is higher than the second positioning seat, a third column hole is respectively arranged on the two third positioning seats, an opening for avoiding a nut on the front panel is arranged on the lower surface of each third positioning seat, and the two third positioning seats are respectively fixed with the strip plate through a third fixing frame; the two second column holes and the two third column holes are arranged in a left-right alignment manner; a plurality of abutting rods which are arranged along the strip plate side by side at intervals are arranged behind the strip plate, the abutting rods are vertically arranged and are aligned left and right, and each abutting rod is fixed with the strip plate through a fourth fixing frame; the structure of back beam welding position frock includes: the bar-shaped beam is arranged in the left-right direction, and two second handles which are arranged side by side at intervals are fixed on the upper surface of the bar-shaped beam; the left end and the right end of the strip-shaped beam are respectively provided with a first positioning block and two first positioning pins which move forwards and backwards, the front end and the rear end of each of the two first positioning blocks are respectively provided with a first jack, and the two first positioning blocks are respectively fixed with the strip-shaped beam through a first connecting frame; the front part of the strip-shaped beam is also provided with three second positioning blocks and three second positioning pins which are arranged in parallel at intervals and have the same height along the strip-shaped beam, each second positioning block is provided with a second jack, and each second positioning block is fixed with the strip-shaped beam through a second connecting frame; two third positioning blocks and two third positioning pins which are arranged side by side at intervals from left to right are arranged at the rear lower part of the strip-shaped beam, a third jack is respectively arranged on the two third positioning blocks, and the two third positioning blocks are respectively fixed with the strip-shaped beam through a third connecting frame; the front of the strip-shaped beam is provided with a plurality of abutting plates which are arranged along the strip-shaped beam at intervals side by side, the abutting plates are aligned left and right, and each abutting plate is fixed with the strip-shaped beam.
2. The battery box punching and welding positioning clamping combined tool according to claim 1, characterized in that: still be provided with the adding of a left right trend on the front portion of platform at least and establish horizontal branch strip, add the place ahead of establishing horizontal branch strip before establishing horizontal branch strip, each adds and establishes horizontal branch strip, the interval is arranged around the preceding back alignment of preceding horizontal branch strip, still be provided with a pair of slip table that can slide from beginning to end on the platform front portion, two slip tables are located the left and right sides of platform respectively, can move to each after sliding forward and add and establish horizontal branch strip, the left and right sides department of preceding horizontal branch strip, a bolt has been inserted respectively on two slip tables, it establishes horizontal branch strip to add at each, be provided with a pin boss respectively on the platform in the outside of preceding horizontal branch strip both ends, be provided with a pinhole on every pin boss, when two slip tables move forward to preceding horizontal branch strip or add the both ends outside of establishing horizontal branch strip, two slip tables can insert respectively to the pin boss on the pin boss in the horizontal branch strip both ends outside through the bolt on it and be located the both ends outside of this horizontal branch strip, a pair of pressing mechanism who is located the forefront, a clamping mechanism and a location backer in the place two slip tables in the place two, two 90 degrees on the stand blocks in the place ahead respectively, be fixed in a pair of most ahead respectively, two slip tables in the stand block in the forefront.
3. The battery box punching and welding positioning clamping combined tool according to claim 1 or 2, characterized in that: the clamping mechanism is a telescopic cylinder, the top of a piston rod of the telescopic cylinder is provided with a clamping plate, and the telescopic cylinder transversely pushes the bottom plate to be punched through the clamping plate; the pressing driving mechanism is a powerful clamping cylinder.
4. The battery box punching and welding positioning clamping combined tool according to claim 1 or 2, characterized in that: the structure of first mount includes: the first L-shaped plate is formed by vertically connecting a first long plate and a first short plate, the left and right directions of the first long plate are arranged, the front and back directions of the first short plate are arranged, the inner end of the first long plate is fixed with the front surface of the long plate, the outer end of the first long plate is connected with the rear end of the first short plate, a first connecting plate is arranged on the outer side of the first L-shaped plate and fixed with the outer side surface of the first short plate, a first positioning seat is positioned below the first connecting plate, the first connecting plate is fixed with the middle of the first positioning seat, the first long plate and the long plate, the first connecting plate and the first short plate are both provided with base plates, two pin rods are used for positioning, and screws are used for locking.
5. The battery box punching and welding positioning clamping combined tool according to claim 1 or 2, characterized in that: the structure of the second fixing frame comprises: be located the regulating block of the left and right sides trend of rectangular board top, the regulating block is fixed mutually with the upper surface of rectangular board, rear at the regulating block is provided with a second L shaped plate, second L shaped plate is by the perpendicular continuous constitution of the second short slab that links to each other of the second long slab and the vertical trend of controlling the trend, the second long slab is fixed mutually with the regulating block, the second positioning seat is located the outside of second L shaped plate, and fixed mutually with the second short slab, regulating block and rectangular board, second long slab and regulating block, all press from both sides between second positioning seat and the second short slab and be equipped with the backing plate, adopt two pin levers to fix a position, and adopt the screw to lock.
6. The battery box body punching and welding positioning clamping combined tool according to claim 1 or 2, characterized in that: the structure of the third fixing frame comprises: the third L-shaped plate and the fourth L-shaped plate are positioned above the strip plate, the third L-shaped plate is formed by vertically connecting a third long plate moving towards the left and right and a third short plate moving towards the front and back, the fourth L-shaped plate is formed by vertically connecting a fourth long plate moving towards the left and right and a fourth short plate moving towards the front and back, the third long plate is fixed with the strip plate, the third short plate is fixed with the fourth short plate, the third positioning seat is positioned behind the fourth long plate and fixed with the fourth long plate, the third long plate and the strip plate, the third short plate and the fourth short plate, a base plate is clamped between the third positioning seat and the fourth long plate, two pin rods are used for positioning, and screws are used for locking.
7. The battery box punching and welding positioning clamping combined tool according to claim 1 or 2, characterized in that: the structure of the fourth fixing frame comprises: a diaphragm and a riser, the riser is vertical to be arranged, and the diaphragm level is arranged, and the rear end of diaphragm and the upper end of riser link to each other, and the diaphragm front end is fixed mutually with the lower surface of rectangular board, leans on the rear that the pole is located the riser, leans on the pole to fix mutually with the rear surface of riser, and diaphragm front end and rectangular board lower surface, lean on all to press from both sides between pole and the riser and be equipped with the backing plate, adopt two pin levers to fix a position and adopt the screw to lock.
8. The battery box punching and welding positioning clamping combined tool according to claim 1 or 2, characterized in that: the structure of the first link frame includes: the first L-shaped rod and the first U-shaped rod are arranged side by side on the left side and the right side and are laid flat evenly, the first U-shaped rod is located on the outer side of the first L-shaped rod, an opening of the first U-shaped rod faces the rear side, one end of the first L-shaped rod in the left-right direction is fixed on the rear surface of the strip-shaped beam, the other end of the first L-shaped rod faces the front side and is fixed with one end of the first U-shaped rod, the first positioning block is located below the first U-shaped rod, the other end of the first U-shaped rod is fixed with the front end of the first positioning block, and the first L-shaped rod, the strip-shaped beam, the first L-shaped rod, the first U-shaped rod and the first positioning block are all clamped with backing plates, are positioned by adopting two pin rods, and are locked by adopting screws.
9. The battery box punching and welding positioning clamping combined tool according to claim 1 or 2, characterized in that: the structure of the second link includes: the second connecting block is positioned above the strip-shaped beam, the second connecting block is fixed on the upper surface of the strip-shaped beam, a vertical second L-shaped rod is arranged in front of the second connecting block, one end, parallel to the second L-shaped rod, of the second L-shaped rod is fixed with the second connecting block, the second positioning block is positioned on the side face of the second L-shaped rod and fixed with one vertical end of the second L-shaped rod, and base plates are clamped between the second connecting block and the strip-shaped beam, between the second L-shaped rod and the second connecting block, between the second positioning block and the second L-shaped rod, and are positioned by adopting two pin rods and locked by adopting screws.
10. The battery box punching and welding positioning clamping combined tool according to claim 1 or 2, characterized in that: the third link structure includes: the third connecting block is positioned behind the strip-shaped beam, the third L-shaped rod is erected and positioned below the third connecting block, the third connecting block is fixed on the rear surface of the strip-shaped beam, one end, parallel to the third L-shaped rod, of the third L-shaped rod is fixed with the third connecting block, the third positioning block is positioned on the side face of the third L-shaped rod and fixed with one end, vertical to the third L-shaped rod, of the third connecting block, the strip-shaped beam, the third connecting block, the third L-shaped rod, and base plates are clamped between the third connecting block and the third L-shaped rod, positioning is carried out through two pin rods, and locking is carried out through screws.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211317729.2A CN115365826B (en) | 2022-10-26 | 2022-10-26 | Battery box body punching and welding positioning clamping combined tool |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211317729.2A CN115365826B (en) | 2022-10-26 | 2022-10-26 | Battery box body punching and welding positioning clamping combined tool |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115365826A CN115365826A (en) | 2022-11-22 |
| CN115365826B true CN115365826B (en) | 2023-03-24 |
Family
ID=84073859
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211317729.2A Active CN115365826B (en) | 2022-10-26 | 2022-10-26 | Battery box body punching and welding positioning clamping combined tool |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115365826B (en) |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0096470A3 (en) * | 1982-05-10 | 1984-12-05 | Newjig Limited | Workbenches |
| AU2008219357A1 (en) * | 2007-09-17 | 2009-04-02 | Roofsafe-T-Systems Pty Limited | Guardrail System |
| CN104308432B (en) * | 2014-10-24 | 2015-12-16 | 湖州华宁金属材料有限公司 | Welding positioning tool |
| CN108000034B (en) * | 2017-12-26 | 2019-08-27 | 江苏大学 | A kind of locking device of distribution box body welding |
| CN209110463U (en) * | 2018-12-10 | 2019-07-16 | 山东帅科自动化科技有限公司 | Tooling is auxiliarily fixed in a kind of fork truck door frame welding |
| CN110125583A (en) * | 2019-04-26 | 2019-08-16 | 佛山市鑫磊精密科技有限公司 | A kind of large-size box rotary soldering tool device |
| CN210848969U (en) * | 2019-10-18 | 2020-06-26 | 江苏亿都智能特种装备有限公司 | Welding tool for large and medium-sized boxes |
| CN213105356U (en) * | 2020-09-22 | 2021-05-04 | 常州三拓焊接设备有限公司 | Revolving stage welding frock |
| CN112548449A (en) * | 2020-12-01 | 2021-03-26 | 南京英尼格玛工业自动化技术有限公司 | Battery bottom support welding tool and welding method adopting same |
| CN217493409U (en) * | 2022-05-26 | 2022-09-27 | 张家港市固铝金属制品有限公司 | Battery box machine tooling location frock |
-
2022
- 2022-10-26 CN CN202211317729.2A patent/CN115365826B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN115365826A (en) | 2022-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202114500U (en) | Pull rod positioning clamp | |
| US4682401A (en) | Multiple processing machine | |
| US5203389A (en) | Precision wood-joint making fixture apparatus and method of use with a router | |
| US5290990A (en) | Seam welding machine for joining sheet blanks together | |
| US4143571A (en) | Assemblies for workpiece positioning | |
| CN115365826B (en) | Battery box body punching and welding positioning clamping combined tool | |
| CN215090110U (en) | Novel mechanism is decided in punching a hole | |
| CN117283183B (en) | Automatic welding machine for steel grating plate | |
| CN217342966U (en) | Novel metal plate die bending tool | |
| CN114633059B (en) | Cabinet frame welding fixture for robot automatic welding | |
| CN216176967U (en) | Steel construction panel milling flutes equipment | |
| CN215034935U (en) | H-shaped steel assembling machine | |
| CN113732374A (en) | Steel construction panel milling flutes equipment | |
| CN202224954U (en) | Clamping device for large double-round-column horizontal metal band sawing machine | |
| CN214816781U (en) | Adjustable frock of entablature | |
| CN115365636B (en) | Battery box bottom plate stir welding clamping tool | |
| CN217292662U (en) | Novel sliding table saw for material processing production | |
| CN212094044U (en) | Single-station workpiece fixing mechanism of pipe expander | |
| CN221336762U (en) | Milling equipment for turnout pad | |
| CN219026447U (en) | Welding positioning tool for front panel of battery box body | |
| CN217942381U (en) | Suspension type guide rail welding frock in forming machine | |
| CN219853288U (en) | Half-shaft bar milling clamp | |
| CN216914178U (en) | Guide device for plate side surface pull groove | |
| CN215469255U (en) | Scaffold footboard weldment work platform | |
| CN220943271U (en) | Drilling equipment is used in steel construction processing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CP03 | Change of name, title or address |
Address after: No. 6 Dongli Road, Yangshe Town, Zhangjiagang City, Suzhou City, Jiangsu Province, 215600 Patentee after: Jiangsu Gulu Technology Co.,Ltd. Address before: No. 106, Jiangjin Road, Xizha Village, Yangshe Town, Zhangjiagang City, Suzhou City, Jiangsu Province, 215600 Patentee before: Zhangjiagang solid aluminum metal products Co.,Ltd. |
|
| CP03 | Change of name, title or address |