CN1148157C - 生产与一次性吸湿用品一起使用的成角度带状接片的方法 - Google Patents
生产与一次性吸湿用品一起使用的成角度带状接片的方法 Download PDFInfo
- Publication number
- CN1148157C CN1148157C CNB971925178A CN97192517A CN1148157C CN 1148157 C CN1148157 C CN 1148157C CN B971925178 A CNB971925178 A CN B971925178A CN 97192517 A CN97192517 A CN 97192517A CN 1148157 C CN1148157 C CN 1148157C
- Authority
- CN
- China
- Prior art keywords
- substrate
- centrage
- tape tab
- angled tape
- angled
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000002745 absorbent Effects 0.000 title claims abstract description 49
- 239000002250 absorbent Substances 0.000 title claims abstract description 49
- 238000000034 method Methods 0.000 title claims abstract description 27
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 11
- 239000000758 substrate Substances 0.000 claims abstract description 79
- 239000000853 adhesive Substances 0.000 claims abstract description 44
- 230000001070 adhesive effect Effects 0.000 claims abstract description 44
- 239000000463 material Substances 0.000 claims description 9
- 239000002390 adhesive tape Substances 0.000 description 8
- 238000005520 cutting process Methods 0.000 description 6
- 230000001464 adherent effect Effects 0.000 description 5
- 210000002700 urine Anatomy 0.000 description 3
- 206010021639 Incontinence Diseases 0.000 description 2
- 210000000416 exudates and transudate Anatomy 0.000 description 2
- 230000012447 hatching Effects 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000008280 blood Substances 0.000 description 1
- 210000004369 blood Anatomy 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000005352 clarification Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000002361 compost Substances 0.000 description 1
- 210000005069 ears Anatomy 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 210000003141 lower extremity Anatomy 0.000 description 1
- 210000004705 lumbosacral region Anatomy 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000009738 saturating Methods 0.000 description 1
- 230000032258 transport Effects 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images



Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15756—Applying tabs, strips, tapes, loops; Knotting the ends of pads
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/56—Supporting or fastening means
- A61F13/58—Adhesive tab fastener elements
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/56—Supporting or fastening means
- A61F2013/5683—Disposition or arrangement
- A61F2013/5688—Disposition or arrangement inclined at an oblique angle to the longitudinal axis
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1062—Prior to assembly
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1062—Prior to assembly
- Y10T156/1075—Prior to assembly of plural laminae from single stock and assembling to each other or to additional lamina
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Veterinary Medicine (AREA)
- Manufacturing & Machinery (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Decoration Of Textiles (AREA)
Abstract
一种生产与一次性吸湿用品一起使用的成角度带状接片的方法。第一步是提供一种胶粘剂涂覆的衬底(102),该衬底具有第一中心线和与第一中心线垂直的第二中心线。防粘衬底(110)具有一个防粘表面(114)和一个粘性表面(113),该防粘衬底(110)与胶粘剂涂覆衬底(102)接触,并部分覆盖胶粘剂涂覆衬底(102)形成一层压制品(120)。然后将该层压制品(120)沿与第一中心线成一角度切割,形成独立的成角度带状接片(40)。每个成角度带状接片(40)具有一个固定端和一个可再固定端。然后将成角度带状接片(40)的固定端固定到一吸湿用品上。
Description
技术领域
本发明涉及一种生产带状接片(tape tab)并将其固定到一次性吸湿用品上的方法,更具体地是涉及一种生产成角度带状接片(angled tape tabs)并将其固定到一次性吸湿用品上的方法。
背景技术
使用胶带紧固系统固定一次性吸湿用品(如尿布)角隅的方法在本领域内是已知的。这类胶带紧固系统的实例披露于1967年1月31日授予RobertC.Duncan等人的重新授权的美国专利26,151名称为“一次性尿布(Disposable Diaper)”中;和于1974年11月19日授予Kenneth B.Buell的美国专利3,848,594中,该专利名称为“一次性尿布的带紧固系统(TapeFastening System for Disposable Diaper)”。
胶带紧固系统提供了一种在使用过程中将吸湿用品保持在穿戴者上的固定方式。另外,可再固定的胶带紧固系统允许一次性吸湿用品折叠或卷成一种用于处理的紧密包装,以一次性构型固定,并且在废品容器中易于对其进行处理。
机械紧固系统还提供了一种在使用过程将吸湿用品保持在穿戴者身上的固定方式。另外,通常将机械紧固系统看作是胶带紧固系统的改进方式,原因是机械紧固系统不会被油和粉末污染,并且通常认为机械紧固系统与胶带紧固系统相比再固定起来更方便,而且不像胶带紧固系统那样在脱离紧固系统时使得吸湿用品底片撕裂或撕破。机械紧固系统的实例披露于1990年10月16日授予Robertson等人的美国专利4,963,140中,其名称为“具有一次性吸湿用品处理装置的机械紧固系统(Mechanical FasteningSystem With Disposal Means For Disposable Absorbent Articles”。
胶带紧固系统和机械紧固系统都采用了一种闭锁件(a closure member)和装卸件(a landing member)。典型地,该闭锁件邻接吸湿用品腰区的前部或后部主体部分的纵向边缘。通常该闭锁件要对齐,使得它们在生产过程中在一次性吸湿用品上平行机器方向放置。但是,目前已发现该闭锁件在吸湿用品上以与机器方向或一次性尿布的纵向中心线成一定角度放置会更有利,其改善了在穿戴者腰部周围的配合性和存留性。因此,提供一种简单、方便地生产一次性吸湿用品用的成角度的接片方法是有益的。
发明内容
本发明提供了一种与一次性吸湿用品一起使用的成角度接片的方法。第一步是提供一种具有第一中心线和垂直于第一中心线的第二中心线的衬底。然后将该衬底在与第一中心线成一定角度的方向切割形成独立的成角度接片。每个成角度接片都具有一个固定端和一个可再紧固端。然后将成角度接片的固定端紧固到吸湿用品上。
在另一实施方案中,本发明提供了一种生产用于一次性尿布的成角度带状接片的方法。第一步是提供一种具有第一中心线和垂直于第一中心线的第二中心线的涂覆有胶粘剂的衬底。一具有一防粘表面和一胶粘性表面的防粘衬底与该胶粘剂涂覆的衬底接触,并部分覆盖该胶粘剂涂覆的衬底以形成层压制品。然后将该层压制品以与第一中心线成一角度的方向切割以形成独立的成角度的带状接片。每个成角度带状接片具有一个固定端和一个可再固定端。然后将该成角度带状接片的固定端固定到一次性尿布上。优选将该成角度带状接片的固定端固定到一次性尿布的底片上。此外,也可以将该成角度带状接片的固定端固定到顶片上或固定到顶片和底片之间。
更具体地说,本发明涉及一种生产用于一次性吸湿用品的成角度带状接片的方法,包含下列步骤:提供一具有第一中心线和与所述第一中心线垂直的第二中心线的衬底;其特征在于沿与第二中心线成2°至40°的角度切割所述的衬底形成独立的成角度接片,每个成角度接片有一个固定端和一个可再固定端;和将所述成角度接片的所述固定端固定到包含顶片和底片的吸湿用品上。
附图说明
本发明的权利要求书中特别指出并明确说明了本发明要求保护的主题。认为可以通过下述说明书结合附图一起而很好地理解本发明。其中:
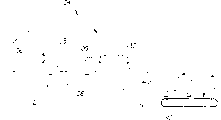
图1是包含根据本发明方法生产的成角度带状接片的吸湿用品的平面图;
图2是生产本发明成角度带状接片方法的有代表性的侧面图;
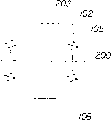
图3是一高倍放大图,显示了与防粘剂结合前的涂覆胶粘剂的衬底;
图4是一高倍放大图,显示的是穿过组合辊后的层压制品;
图4A是图4中层压制品沿图4中4A-4A截取的横截面图;
图5是层压制品切割成独立成角度带状接片的高倍放大图;
图6是包含根据本发明方法生产的成角度带状接片的尿布的平面图;
图7是图6尿布沿7-7线剖切所得的横截面图;
图8是将该带状接片折叠以确保将该防粘衬底固定到尿布顶片后尿布的横截面图;
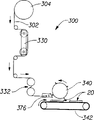
图9是生产本发明成角度接片的另一方法的示意侧视图;
图10是本发明一可供选择衬底实施方案的横截面图。
具体实施方式
本发明方法特别适用于生产用于一次性吸湿用品的成角度带状接片。在此所用的术语“吸湿用品”是指吸收和存留身体渗出液的物品,更具体地是指贴近穿戴者皮肤放置以吸收和存留从人体排出的各种渗出液的物品。术语“一次性”描述的是用过一次后不再用来洗涤或回收或作为吸湿用品重新利用的吸湿用品(即打算丢弃并优选循环、制成堆肥或其它适合环保的方式处理)。“一体的”吸湿用品是指将各分离部分连接在一起形成一协调整体以使其不再需要分离的控制部件如分离的支撑件和衬里的吸湿用品。包括以本发明方法生产的成角度带状接片的一体的吸湿用品的优选的实施方案为图1中所示的一次性吸湿用品。在此所用的术语“尿布”是指通常由婴儿和失禁病人在其下躯穿戴的吸湿用品。但是应将本发明理解为同样也可应用于其它的吸湿用品如失禁者所用短裤、尿布支撑件,女性卫生衣物,训练短裤以及类似物品。
参照图1,吸湿用品如尿布20通常包括一透液顶片22,连接到顶片22上的不透液底片24和置于顶片22和底片24之间的吸湿芯26。优选该尿布20还包括用弹性线制成的腿箍28,耳翼30,有弹力的腰部部件32和至少包括一个成角度带状接片40的紧固系统34。
示于图1的尿布20具有外表面42(图1中面对观察者的部分),与外表面42相对的内表面44,前腰区36,与前腰区36相对的后腰区38,由尿布外部周边或外部边缘限定的周边,其中纵向边缘标为46,端边标示为48。尿布20的内表面44包括使用中邻接穿用者身体放置的尿布20上的部分(即内表面44通常是由至少一部分顶片22和连接到顶片22上的其它组件形成)。外表面42包括远离穿戴者身体放置的尿布20上的部分(即,外表面42通常是由至少一部分底片24和连接到底片24上的其它组件形成的)。在此所用的术语“连接”包括下列构型:通过将一部件直接附加到其它部件而将该部件直接固定到其它部件上的构型,同时还包括通过将该部件贴到中间部件上,该中间部件再依次固定到其它部件上而将该部件间接连接到其它部件上的各种构型。前腰区36和后腰区38从周边的端边48延伸至裆区39。
该尿布还具有两条中心线,一条纵向中心线50和一条横向中心线52。在此所用的术语“纵向”是指尿布20平面中的一条线、轴或方向,该线、轴或方向与在穿戴尿布20时将站立状态的穿戴者平分为左右两部分的垂直平面一致(例如大约与其平行)。在此所用的术语“横向”和“侧向”可以互换,是指尿布平面内的一条线、轴或方向,通常与纵向垂直(其将穿戴者分为前后两部分)。
图1示出的是尿布20的优选实施方案,在该尿布20中,顶片22和底片24的长和宽通常大于吸湿芯26的相应尺寸。虽然顶片22、底片24和吸湿芯可组装成各种已知的构型,但本发明带状接片可连接的优选吸湿用品的实例更详细和完整地披露于1 992年9月29日授予Buell等人的美国专利5,151,092中,名称为“具有预设置的弹性弯曲折叶的带有动力学弹性腰部部件的吸湿用品(Absorbent Article With Dynamic Elastic Waist Feature HavingA Predisposed Resilient Flexural Hinge)”,其被引入本发明作为参考文献。
现参考图2,所示的是生产和将成角度带状接片固定到吸湿用品(例如一次性尿布)上的方法和装置。详细检查装置100,提供了胶粘剂涂覆的衬底102,该衬底102是从开卷辊104中取下的。该胶粘剂涂覆的衬底102有一个衬底表面105和一粘性表面106。该胶粘剂涂覆的衬底102可包含任意的胶粘剂涂覆的材料,这种材料通常用作吸湿用品上的带状接片。在一优选的实施方案中,胶粘剂涂覆的衬底102包括一聚烯烃或聚酯膜,其厚度在大约6.35×10-3厘米(2.5密耳)到大约1.27×10-2厘米(5.0密耳)范围内,更优选厚度大约为1.01×10-2厘米(4密耳)。
如图2所示,胶粘剂涂覆的衬底102取自开卷辊104,然后传送入组合辊(combining roll)108和109。防粘衬底110有一个防粘表面114和一个粘性表面113,该防粘衬底取自开卷辊112。将该防粘衬底110向组合辊108和109传送,在那儿与胶粘剂涂覆的衬底102结合。该防粘衬底与胶粘剂涂覆的衬底相比在宽度上更窄,因此只部分覆盖了胶粘剂涂覆衬底102,形成了一层压制品120。在图2中可以看出,将该防粘衬底110的防粘表面114固定到胶粘剂涂覆衬底102的粘性表面106上。
然后优选将该层压制品120穿过跟踪系统(tracking system)130,该跟踪系统130是本领域内已知的和通常采用的,用来跟踪和调整该层压制制品120进入S-形盘绕(wrap)张紧辊132。合适的跟踪系统是由FifeCorporationof Oklahoma City,Oklahoma生产的,出售型号为Model Op6 LRA。该S-形盘绕张紧辊132提供了合适的张紧度,防止层压制品120折叠或聚拢。
然后将该层压制品120导入锥形单元(taper unit)140。该锥形单元140以一定角度切割层压制品,形成独立成角度带状接片,然后该锥形单元140将此独立的成角度带状接片连接到吸湿用品上。优选将该角度带状接片固定到输送设备142运送的尿布20的底片部分上。图3是高倍放大图,显示了在与防粘衬底110结合前的胶粘剂涂覆的衬底102。如上所述,本发明的成角度带状接片是通过先提供一胶粘剂涂覆的衬底102而制备的。图3显示该胶粘剂涂覆的衬底102有一条第一中心线200和一条垂直于第一中心线的第二中心线202。在此所用的术语“第一中心线”是一条与机器方向平行的虚线。在此用到的术语“第二中心线”是指垂直于机器方向,平行于机器垂直方向的一条虚线。胶粘剂涂覆的衬底102还包含一衬底表面105和与衬底表面相对的粘性表面106。
图4是一高倍放大图,显示的是穿过组合辊108和109后的层压制品120。现参照图4A,显示的是沿图4的剖面线4A-4A切割所得的截面图。层压制品120包括固定到防粘衬底110上的胶粘剂涂覆的衬底102。该防粘衬底有一个粘性表面113和与粘性表面113相对的防粘表面114。如图4A所示,该防粘衬底110的防粘表面114被固定到胶粘剂涂覆的衬底102的粘性表面106上。由于该防粘衬底110在宽度方向上(即在横向或垂直机器方向202)比胶粘剂涂覆衬底102窄,所以该防粘衬底110只部分覆盖了该胶粘剂涂覆的衬底102。该层压制品120有一固定区150和一可再固定区152。被防粘衬底110部分覆盖的胶粘剂涂覆衬底部分102形成了可再固定区152。胶粘剂涂覆衬底的未覆盖部分形成了该层压制品的固定区150。固定区150将成为紧密固定到一次性尿布20上的成角度带状接片的部分。
图5是层压制品被锥形单元140切割后的高倍放大图。该锥形单元140以与第一中心线200成一定的角度切割该层压制品120形成分立的成角度带状接片40。该层压制品120的切割角度在图5中表示为205。角度205优选从大约2°到大约40°,更优选从大约10°到大约30°,最优选从大约15°到大约25°。
现参照图6,所示的是固定到一次性尿布20上的成角度带状接片40,其中该一次性尿布包括一顶片22,与顶片连接的底片24和置于顶片22和底片24之间的吸湿芯26。如图6所示,该成角度带状接片40是以与一次性尿片20的纵向中心线50成一定角度的方向伸展的。每个成角度带状接片40有一个第一纵向边缘230和一个第二纵向边缘232。第一和第二纵向边缘230和232分别基本上都与一次性尿布20的纵向中心线50平行。该成角度带状接片40还包含一个第一成角度边缘240和一个第二成角度边缘242。该第一和第二成角度边缘240和242既不与一次性尿布20的纵向中心线50平行,也不与其横向中心线52平行。
现参照图7,所示的是图6中沿剖面线7-7剖切所得的尿布20的截面图。每个独立的成角度带状接片40有一个固定端252和一个可再固定端250。带状接片40的固定端252可被连接到一次性尿片20的顶片22或底片24上。而且,可将该固定端252连接在顶片22和底片24之间,或者连接到一次性尿布20的其它部件上。在图7所示的实施方案中,该固定端252被连接到一次性尿布20的底片24上。具体地说,固定端252的粘性表面106是固定到尿布底片24上的。
现在参照图8,所示的是折叠后将防粘衬底110的粘性表面113紧密固定到顶片22上的带状接片40。由此构型,使用者将能抓去带状接片的可再固定端250,从防粘衬底110上分离胶粘剂涂覆的衬底102,揭开带状接片40。可向内将该胶粘剂涂覆的衬底102的端边260折叠在其本身上以给使用者提供了其上没有胶粘剂的部分,使得该带状接片更易被使用进抓住和开启。另外,端边260最好设置圆形角区以消除边角粗糙接触穿用者皮肤使其发红的可能性。
衬底110的防粘部分允许可再固定部分150在生产过程中向内折叠以防止胶粘剂涂覆的衬底上的胶粘剂在使用前污染和分层。
再次参照图2,层压制品120在锥形单元上被切割前在砧面176上进行弯曲。优选,层压制品120沿其第一中心线200弯折以得到“V”形。“V”形可帮助强化该层压制品,使其可以承受锥形单元1 40带来的力。
现参照图9,所示的是生产成角度带状接片和将其固定到吸湿用品(如一次性尿布)上的方法和装置。详细检查装置300,提供了衬底302并取自开卷辊304。衬底302优选是一个层压制品,包含一个部分被防粘衬底覆盖的胶粘剂涂覆的衬底。合适的衬底是图4和4A所示的层压制品120。另外,衬底302可包含图10所示的层压制品306。层压制品306包括一个胶粘剂涂覆的衬底308和一个机械紧固部件如钩形物紧固材料310。合适的钩形物紧固材料披露于1990年10月16日授予Robertson等人的美国专利4,963,140,本发明引入该专利作为参考文献。该胶粘剂涂覆的衬底308有一个衬底表面(a backing surface)312和一个粘性表面313。如图10所示,钩形物紧固装置的宽度比胶粘剂涂覆衬底的宽度窄,因此只部分覆盖了该胶粘剂涂覆衬底。将包括钩形物311的钩形物紧固材料310固定到胶粘剂涂覆衬底308的粘性表面313上。
衬底302有一条第一中心线和一条垂直于第一中心线的第二中心线。第一中心线与机器方向平行,而第二中心线垂直机器方向并平行于垂直机器方向。
然后优选使衬底302通过跟踪系统330,该跟踪系统330是本领域内已知和通常采用的,跟踪和调整衬底302进入S形盘绕的张紧辊332中。该S形盘绕的张紧辊332提供了合适的张紧程度从而可防止衬底302折叠或聚拢。然后在将衬底302在被锥形单元340切割前在砧面376上进行弯折。然后将衬底302导入锥形单元340,以与第一中心线成一定的角度切割衬底302,形成独立的成角度带状接片,再将该独立的成角度接片连接到吸湿用品如一次性尿布20上。优选将该成角度接片固定到由输送装置342上传送的尿布20的底片部分上。
再参照图10,由于钩形物紧固材料310的宽度比胶粘剂涂覆的衬底308窄,所以该钩形物紧固材料310只部分地覆盖了胶粘剂涂覆的衬底308。该层压制品306有一个固定区350和可再固定区352。胶粘剂涂覆的衬底308被钩形物紧固材料310部分覆盖的部分形成了可再固定区352,而胶粘剂涂覆的衬底308上未覆盖部分形成了固定区350。固定区350是被紧密固定到一次性尿布20底片上的成角度接片部分。
在一本发明备选的实施方案中,先将成角度带状接片固定到一衬底上,然后将该衬底切割并固定到吸湿用品上。提供了有第一中心线和与第一中心线垂直的第二中心线的衬底,然后将该衬底沿与第一中心线成一定的角度切割,形成独立的成角度带状接片。然后将该独立的成角度带状接片连接到一第二纤网或衬底上,如将会形成尿布侧翼片或侧耳的衬底。然后优选沿第二中心线切割该其上连接有成角度带状接片的第二衬底,形成分立的侧翼片(side panels),然后将此独立的侧翼片连接到一次性尿片上。
虽然已描述和举例说明了本发明特定的实施方案,但显而易见,本领域普通技术人员可在不偏离本发明的宗旨和范围内对本发明进行各种改变和改进。因此在所附权利要求书中覆盖了所有在本发明范围内的改变和改进。
Claims (6)
1.一种生产用于一次性吸湿用品的成角度带状接片的方法,包含下列步骤:
提供一具有第一中心线和与所述第一中心线垂直的第二中心线的衬底;
其特征在于沿与第二中心线成2°至40°的角度切割所述的衬底形成独立的成角度带状接片,每个成角度带状接片有一个固定端和一个可再固定端;和
将所述成角度带状接片的所述固定端固定到包含顶片和底片的吸湿用品上,其中衬底的第一中心线和第二中心线分别与吸湿用品的纵向中心线和横向中心线平行。
2.权利要求1的方法,其中所述的衬底是一种有一衬底表面和一与该衬底表面相对的粘性表面的胶粘剂涂覆的衬底。
3.权利要求1的方法,其中所述成角度带状接片的所述固定端被固定到所述底片上。
4.权利要求1的方法,其中所述成角度带状接片的所述固定端被固定到所述顶片上。
5.权利要求1的方法,还包括在切割前沿衬底的第一中心线弯折所述衬底以得到“V”形的步骤。
6.权利要求1的方法,其中所述衬底包括一种钩形紧固材料。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/605,413 US5603794A (en) | 1996-02-22 | 1996-02-22 | Method for manufacturing angled tape tabs for use with disposable absorbent articles |
| US08/605,413 | 1996-02-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1211913A CN1211913A (zh) | 1999-03-24 |
| CN1148157C true CN1148157C (zh) | 2004-05-05 |
Family
ID=24423566
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB971925178A Expired - Fee Related CN1148157C (zh) | 1996-02-22 | 1997-02-21 | 生产与一次性吸湿用品一起使用的成角度带状接片的方法 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US5603794A (zh) |
| EP (1) | EP0886510B1 (zh) |
| JP (1) | JPH11504252A (zh) |
| KR (1) | KR19990082677A (zh) |
| CN (1) | CN1148157C (zh) |
| AT (1) | ATE205696T1 (zh) |
| AU (1) | AU2053697A (zh) |
| BR (1) | BR9707665A (zh) |
| CA (1) | CA2247081C (zh) |
| DE (1) | DE69706836T2 (zh) |
| ES (1) | ES2160328T3 (zh) |
| WO (1) | WO1997030672A1 (zh) |
Families Citing this family (62)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0997123A1 (en) * | 1998-10-30 | 2000-05-03 | Fameccanica. Data S.p.A. | Method and device for applying laminar elements onto a substrate |
| US6755809B2 (en) * | 2000-08-07 | 2004-06-29 | The Procter & Gamble Company | Absorbent article with improved surface fastening system |
| JP3683795B2 (ja) * | 2000-08-24 | 2005-08-17 | ユニ・チャーム株式会社 | パンツ型の使い捨ておむつ |
| JP3691377B2 (ja) * | 2000-10-25 | 2005-09-07 | ユニ・チャーム株式会社 | パンツ型の使い捨ておむつ |
| WO2002065966A1 (en) * | 2001-02-20 | 2002-08-29 | Sca Hygiene Products Ab | Garment for use in absorbing bodily wastes |
| EP1300123A1 (en) * | 2001-10-02 | 2003-04-09 | 3M Innovative Properties Company | Method of applying a fastener portion to a diaper |
| US7198622B2 (en) * | 2002-01-31 | 2007-04-03 | Sca Hygiene Products Ab | Diaper having refastenable side-bridging joins |
| US7219403B2 (en) * | 2002-07-23 | 2007-05-22 | The Procter & Gamble Company | Fastening member comprising shaped tab |
| MXPA03000097A (es) * | 2002-12-19 | 2004-10-15 | Grupo P I Mabe Sa De C V | Cintas de sujecion mejoradas para articulos absorbentes desechables. |
| US8417374B2 (en) | 2004-04-19 | 2013-04-09 | Curt G. Joa, Inc. | Method and apparatus for changing speed or direction of an article |
| US7638014B2 (en) * | 2004-05-21 | 2009-12-29 | Curt G. Joa, Inc. | Method of producing a pants-type diaper |
| US7811403B2 (en) | 2005-03-09 | 2010-10-12 | Curt G. Joa, Inc. | Transverse tab application method and apparatus |
| US7452436B2 (en) * | 2005-03-09 | 2008-11-18 | Curt G. Joa, Inc. | Transverse tape application method and apparatus |
| US20070142805A1 (en) * | 2005-12-15 | 2007-06-21 | Kimberly-Clark Worldwide, Inc. | Disposable garment with angled fasteners and method for same |
| US9433538B2 (en) | 2006-05-18 | 2016-09-06 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web and formation of articles using a dual cut slip unit |
| US9622918B2 (en) | 2006-05-18 | 2017-04-18 | Curt G. Joe, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| US10456302B2 (en) | 2006-05-18 | 2019-10-29 | Curt G. Joa, Inc. | Methods and apparatus for application of nested zero waste ear to traveling web |
| US7780052B2 (en) * | 2006-05-18 | 2010-08-24 | Curt G. Joa, Inc. | Trim removal system |
| JP5112710B2 (ja) * | 2007-02-07 | 2013-01-09 | ユニ・チャーム株式会社 | テープファスナを備える使い捨ておむつ |
| EP1961403B1 (en) | 2007-02-21 | 2022-06-15 | Curt G. Joa, Inc. | Single transfer insert placement method and apparatus |
| US9550306B2 (en) | 2007-02-21 | 2017-01-24 | Curt G. Joa, Inc. | Single transfer insert placement and apparatus with cross-direction insert placement control |
| US9944487B2 (en) | 2007-02-21 | 2018-04-17 | Curt G. Joa, Inc. | Single transfer insert placement method and apparatus |
| US9387131B2 (en) | 2007-07-20 | 2016-07-12 | Curt G. Joa, Inc. | Apparatus and method for minimizing waste and improving quality and production in web processing operations by automated threading and re-threading of web materials |
| US8398793B2 (en) | 2007-07-20 | 2013-03-19 | Curt G. Joa, Inc. | Apparatus and method for minimizing waste and improving quality and production in web processing operations |
| US8182624B2 (en) * | 2008-03-12 | 2012-05-22 | Curt G. Joa, Inc. | Registered stretch laminate and methods for forming a registered stretch laminate |
| US8673098B2 (en) | 2009-10-28 | 2014-03-18 | Curt G. Joa, Inc. | Method and apparatus for stretching segmented stretchable film and application of the segmented film to a moving web |
| US8460495B2 (en) * | 2009-12-30 | 2013-06-11 | Curt G. Joa, Inc. | Method for producing absorbent article with stretch film side panel and application of intermittent discrete components of an absorbent article |
| US9089453B2 (en) | 2009-12-30 | 2015-07-28 | Curt G. Joa, Inc. | Method for producing absorbent article with stretch film side panel and application of intermittent discrete components of an absorbent article |
| CA2692638C (en) * | 2010-02-25 | 2011-05-10 | The Procter & Gamble Company | Absorbent article with improved garment-like character |
| CA2693130C (en) * | 2010-02-25 | 2012-10-09 | The Procter & Gamble Company | Absorbent article with improved garment-like character |
| US8663411B2 (en) | 2010-06-07 | 2014-03-04 | Curt G. Joa, Inc. | Apparatus and method for forming a pant-type diaper with refastenable side seams |
| US9603752B2 (en) | 2010-08-05 | 2017-03-28 | Curt G. Joa, Inc. | Apparatus and method for minimizing waste and improving quality and production in web processing operations by automatic cuff defect correction |
| US8545474B2 (en) | 2010-10-22 | 2013-10-01 | Kimberly-Clark Worldwide, Inc. | Disposable absorbent article with finger tab without compromising stretch |
| US8523836B2 (en) * | 2010-10-22 | 2013-09-03 | Kimberly-Clark Worldwide, Inc. | Disposable absorbent article with finger tab |
| US9566193B2 (en) | 2011-02-25 | 2017-02-14 | Curt G. Joa, Inc. | Methods and apparatus for forming disposable products at high speeds with small machine footprint |
| US8656817B2 (en) | 2011-03-09 | 2014-02-25 | Curt G. Joa | Multi-profile die cutting assembly |
| USD684613S1 (en) | 2011-04-14 | 2013-06-18 | Curt G. Joa, Inc. | Sliding guard structure |
| US8820380B2 (en) | 2011-07-21 | 2014-09-02 | Curt G. Joa, Inc. | Differential speed shafted machines and uses therefor, including discontinuous and continuous side by side bonding |
| JP5875042B2 (ja) * | 2011-10-28 | 2016-03-02 | 花王株式会社 | シート片貼付装置 |
| US10751220B2 (en) | 2012-02-20 | 2020-08-25 | Curt G. Joa, Inc. | Method of forming bonds between discrete components of disposable articles |
| US9908739B2 (en) | 2012-04-24 | 2018-03-06 | Curt G. Joa, Inc. | Apparatus and method for applying parallel flared elastics to disposable products and disposable products containing parallel flared elastics |
| WO2014066780A1 (en) | 2012-10-25 | 2014-05-01 | The Procter & Gamble Company | Shaped fastening systems for use with absorbent articles |
| US9283683B2 (en) | 2013-07-24 | 2016-03-15 | Curt G. Joa, Inc. | Ventilated vacuum commutation structures |
| US9265673B2 (en) | 2013-07-29 | 2016-02-23 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a fastening system |
| US9480611B2 (en) | 2013-07-29 | 2016-11-01 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a fastening system |
| US20150032078A1 (en) | 2013-07-29 | 2015-01-29 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a fastening system with a visual cue |
| US9615980B2 (en) | 2013-07-29 | 2017-04-11 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a fastening system |
| US9138362B2 (en) | 2013-07-29 | 2015-09-22 | Kimberly-Clark Worldwide, Inc. | Folded absorbent article with a fastening system |
| US9265674B2 (en) | 2013-07-29 | 2016-02-23 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a fastening system with low stiffness |
| USD703712S1 (en) | 2013-08-23 | 2014-04-29 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD704237S1 (en) | 2013-08-23 | 2014-05-06 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD703248S1 (en) | 2013-08-23 | 2014-04-22 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD703247S1 (en) | 2013-08-23 | 2014-04-22 | Curt G. Joa, Inc. | Ventilated vacuum commutation structure |
| USD703711S1 (en) | 2013-08-23 | 2014-04-29 | Curt G. Joa, Inc. | Ventilated vacuum communication structure |
| US9339425B2 (en) | 2013-11-04 | 2016-05-17 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a fastening system adapted to enhance gasketing |
| US9468569B2 (en) | 2013-11-04 | 2016-10-18 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a fastening system and waist elastic with low load loss properties |
| US9289329B1 (en) | 2013-12-05 | 2016-03-22 | Curt G. Joa, Inc. | Method for producing pant type diapers |
| US9597237B2 (en) | 2013-12-31 | 2017-03-21 | Kimberly-Clark Worldwide, Inc | Absorbent article having a fastening system |
| US9980859B2 (en) | 2014-01-31 | 2018-05-29 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a fastening system with improved flexibility |
| WO2016069269A1 (en) | 2014-10-31 | 2016-05-06 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a protected fastening system |
| EP3325387B1 (en) | 2015-07-24 | 2022-02-23 | Curt G. Joa, Inc. | Vacuum commutation apparatus and methods |
| US11737930B2 (en) | 2020-02-27 | 2023-08-29 | Curt G. Joa, Inc. | Configurable single transfer insert placement method and apparatus |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3610244A (en) * | 1969-10-20 | 1971-10-05 | Jones Sr John L | Integral diaper waistband fasteners |
| US3862834A (en) * | 1971-04-03 | 1975-01-28 | Krupp Gmbh | Method for producing steel |
| US4001072A (en) * | 1972-09-13 | 1977-01-04 | Minnesota Mining And Manufacturing Company | Applicator for pressure-sensitive adhesive fasteners |
| US3897293A (en) * | 1973-08-10 | 1975-07-29 | Johnson & Johnson | Method for applying adhesive tape tabs to a disposable diaper |
| US4025373A (en) * | 1973-09-24 | 1977-05-24 | Curt G. Joa, Inc. | Method for applying adhesive tapes to pads |
| US3893460A (en) * | 1974-05-23 | 1975-07-08 | Colgate Palmolive Co | Diaper tape fastener |
| US3987793A (en) * | 1975-09-29 | 1976-10-26 | Johnson & Johnson | Diaper with tab fastener having backing web and face web |
| US4209016A (en) * | 1977-09-23 | 1980-06-24 | Colgate-Palmolive Company | Diaper with elastic fastener |
| US4531992A (en) * | 1983-04-08 | 1985-07-30 | Vektronics, Inc. | Composite tape preparation and application |
| US4491493A (en) * | 1983-04-08 | 1985-01-01 | Eaton Homer L | Composite tape preparation and application |
| US4576600A (en) * | 1985-03-18 | 1986-03-18 | Curt G. Joa, Inc. | Fasteners for diapers |
| IL88860A (en) * | 1988-01-11 | 1992-09-06 | Minnesota Mining & Mfg | Disposable garment or diaper |
| US5021111A (en) * | 1988-08-31 | 1991-06-04 | Minnesota Mining And Manufacturing Company | Apparatus and method for applying heat-sensitive adhesive tape to a web moving at high speed |
| US5106384A (en) * | 1990-05-08 | 1992-04-21 | Minnesota Mining And Manufacturing Company | Zone adhesive/release coated tape and process |
| US5004630A (en) * | 1990-05-08 | 1991-04-02 | Minnesota Mining And Manufacturing Company | Process of making zone adhesive/release coated tape |
| JP2625275B2 (ja) * | 1990-06-08 | 1997-07-02 | 積水化学工業株式会社 | 粘着テープもしくはシート及びその表面加工方法 |
| JPH0593174A (ja) * | 1991-06-28 | 1993-04-16 | Nitto Denko Corp | 粘着テープ及び粘着テープの止着構造並びに粘着テープの巻回体 |
| US5399177A (en) * | 1991-10-25 | 1995-03-21 | The Procter & Gamble Company | Refastenable adhesive fastening systems for disposable absorbent articles |
| EP0665736A1 (en) * | 1992-05-12 | 1995-08-09 | Avery Dennison Corporation | Topcoated adhesive diaper tape and method |
| US5342685A (en) * | 1992-05-18 | 1994-08-30 | Minnesota Mining And Manufacturing Company | Hot-melt-coatable adhesives |
| US5288546A (en) * | 1992-07-31 | 1994-02-22 | Kimberly-Clark Corporation | Attachment tape finger tab |
| US5399219A (en) * | 1994-02-23 | 1995-03-21 | Kimberly-Clark Corporation | Method for making a fastening system for a dynamic fitting diaper |
| US5487809A (en) * | 1994-06-21 | 1996-01-30 | The Procter & Gamble Company | Method for manufacturing tape tab stock that may be used to produce tape tab fasteners for disposable absorbent articles |
| US5482588A (en) * | 1994-06-21 | 1996-01-09 | The Procter & Gamble Company | Method for manufacturing one-piece tape tabs for use with disposable absorbent articles |
-
1996
- 1996-02-22 US US08/605,413 patent/US5603794A/en not_active Expired - Lifetime
-
1997
- 1997-02-21 AT AT97908691T patent/ATE205696T1/de active
- 1997-02-21 EP EP97908691A patent/EP0886510B1/en not_active Expired - Lifetime
- 1997-02-21 KR KR1019980706423A patent/KR19990082677A/ko active IP Right Grant
- 1997-02-21 ES ES97908691T patent/ES2160328T3/es not_active Expired - Lifetime
- 1997-02-21 JP JP9530338A patent/JPH11504252A/ja active Pending
- 1997-02-21 AU AU20536/97A patent/AU2053697A/en not_active Abandoned
- 1997-02-21 WO PCT/US1997/002724 patent/WO1997030672A1/en active IP Right Grant
- 1997-02-21 DE DE69706836T patent/DE69706836T2/de not_active Expired - Lifetime
- 1997-02-21 BR BR9707665A patent/BR9707665A/pt not_active IP Right Cessation
- 1997-02-21 CN CNB971925178A patent/CN1148157C/zh not_active Expired - Fee Related
- 1997-02-21 CA CA002247081A patent/CA2247081C/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US5603794A (en) | 1997-02-18 |
| KR19990082677A (ko) | 1999-11-25 |
| BR9707665A (pt) | 1999-04-13 |
| DE69706836D1 (de) | 2001-10-25 |
| AU2053697A (en) | 1997-09-10 |
| WO1997030672A1 (en) | 1997-08-28 |
| EP0886510A1 (en) | 1998-12-30 |
| DE69706836T2 (de) | 2002-04-11 |
| JPH11504252A (ja) | 1999-04-20 |
| CA2247081A1 (en) | 1997-08-28 |
| ATE205696T1 (de) | 2001-10-15 |
| EP0886510B1 (en) | 2001-09-19 |
| ES2160328T3 (es) | 2001-11-01 |
| CN1211913A (zh) | 1999-03-24 |
| CA2247081C (en) | 2002-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1148157C (zh) | 生产与一次性吸湿用品一起使用的成角度带状接片的方法 | |
| US10143597B2 (en) | Method and apparatus for applying elastic parts under tension to an advancing carrier | |
| CA2319704A1 (en) | Thin plastic film | |
| EP0766547B1 (en) | Method for manufacturing tape tab stock that may be used to produce tape tab fasteners for disposable absorbent articles | |
| EP0830125B1 (en) | Tape tab fasteners for disposable absorbent articles | |
| CN1124121C (zh) | 用在一次性吸湿用品上的整块带状接头的制造方法 | |
| EP0828470B1 (en) | Method for manufacturing tape tab fasteners | |
| CA2245012C (en) | Disposable absorbent articles having improved tape tab fasteners | |
| US5681306A (en) | Disposable absorbent articles having improved tape tab fasteners | |
| US20240358555A1 (en) | Methods and apparatuses for making elastomeric laminates with elastic strands provided with a spin finish | |
| MXPA97009045A (en) | Method for manufacturing ci tabs | |
| AU1643999A (en) | Method for manufacturing tape tab stock that may be used to produce tape tab fasteners for disposable absorbent articles | |
| MXPA96006409A (en) | Method for manufacturing tape tab stock that may be used to produce tape tab fasteners for disposable absorbent articles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: GR Ref document number: 1053019 Country of ref document: HK |
|
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20040505 Termination date: 20150221 |
|
| EXPY | Termination of patent right or utility model |