CN114345987A - Steel plate flattening device - Google Patents
Steel plate flattening device Download PDFInfo
- Publication number
- CN114345987A CN114345987A CN202210274224.6A CN202210274224A CN114345987A CN 114345987 A CN114345987 A CN 114345987A CN 202210274224 A CN202210274224 A CN 202210274224A CN 114345987 A CN114345987 A CN 114345987A
- Authority
- CN
- China
- Prior art keywords
- workstation
- compression roller
- leveling
- roller
- sprocket
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D1/00—Straightening, restoring form or removing local distortions of sheet metal or specific articles made therefrom; Stretching sheet metal combined with rolling
- B21D1/02—Straightening, restoring form or removing local distortions of sheet metal or specific articles made therefrom; Stretching sheet metal combined with rolling by rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C51/00—Measuring, gauging, indicating, counting, or marking devices specially adapted for use in the production or manipulation of material in accordance with subclasses B21B - B21F
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Straightening Metal Sheet-Like Bodies (AREA)
Abstract
The utility model relates to a steel sheet flattening device belongs to the field of metal processing equipment, and it includes the workstation, the workstation top is equipped with the support, be equipped with down the compression roller on the workstation, be equipped with on the support and go up the compression roller relative with lower compression roller, the support with workstation is along vertical direction sliding connection, be equipped with on the support and be used for the drive the support is close to or keeps away from the driving piece of workstation, compression roller one end is equipped with drive sprocket down, it is equipped with driven sprocket to go up the same end of compression roller, drive sprocket with driven sprocket passes through chain drive and connects, drive sprocket with the inboard meshing of chain, driven sprocket with the meshing in the chain outside, the one end of compression roller is equipped with a driving motor down, the workstation with be equipped with the tensioning assembly who is used for tensioning chain between the support. This application has the power that improves the steel sheet and remove, improves the effect of steel sheet levelling quality.
Description
Technical Field
The application relates to the field of metal processing equipment, in particular to a steel plate flattening device.
Background
The steel plate is an indispensable product in production and life, and the application range of the steel plate is wide in multiple industries such as machinery, metallurgy, building materials, chemical industry, electronics, light industry and the like. In actual production, a straightening machine is generally used for straightening various specifications of plates and shearing the plates into blocks.
Chinese patent with publication number CN211100878U discloses a flatting mill for processing a steel plate, which comprises a frame, wherein a lower press roll group and a driver are arranged on the frame, a transmission mechanism is arranged between the driver and the lower press roll group, an upper press roll group is arranged above the lower press roll group, the upper press roll group comprises a plurality of driven rolls and movable plates connected with the driven roll shafts, a plurality of grooves are arranged on the lower surfaces of the movable plates, elastic members connected with end supports of the lower press roll group are arranged in the grooves, and water injection pipes communicated with the insides of the driven rolls are arranged on the side surfaces of rollers of the driven rolls; the extrusion force that the elastic component produced the steel sheet of different thickness is different, is difficult for damaging the steel sheet.
To the correlation technique among the above-mentioned, the inventor thinks that lower compression roller set drives the steel sheet and removes, and the steel sheet passes through frictional force and drives upper compression roller set and rotate, and upper compression roller set does not provide power to the steel sheet, has the possibility of skidding between steel sheet and the lower compression roller set, and then influences the leveling effect of steel sheet.
Disclosure of Invention
In order to improve the power that the steel sheet removed, improve steel sheet levelling quality, this application provides a steel sheet flattening device.
The application provides a steel sheet flattening device adopts following technical scheme:
the utility model provides a steel sheet flattening device, includes the workstation, the workstation top is equipped with the support, be equipped with down the compression roller on the workstation, be equipped with on the support and press the last compression roller relative down, the support with workstation along vertical direction sliding connection, be equipped with on the support and be used for the drive the support is close to or keeps away from the driving piece of workstation, compression roller one end is equipped with drive sprocket down, it is equipped with driven sprocket with the same end of going up the compression roller, drive sprocket with driven sprocket passes through chain drive and connects, drive sprocket with the inboard meshing of chain, driven sprocket with the meshing in the chain outside, the one end of compression roller is equipped with a driving motor down, the workstation with be equipped with the tensioning component who is used for tensioning chain between the support.
Through adopting above-mentioned technical scheme, according to the thickness of steel plate, driving piece drive support is close to or keeps away from the workstation, make down the compression roller and go up the distance between the compression roller and can rectify the steel sheet, after the adjustment distance, tensioning assembly is with the chain tensioning, drive sprocket and driven sprocket synchronous rotation, first driving motor drive compression roller down rotates, drive sprocket then rotates through chain drive driven sprocket, driven sprocket drives the compression roller and rotates, because drive sprocket meshes the chain inboard, driven sprocket meshes the chain outside, drive sprocket and driven sprocket rotation opposite direction, consequently, compression roller and last compression roller rotation opposite direction down, the steel sheet that lies in between compression roller and the last compression roller is then promoted by compression roller and last compression roller jointly down, consequently, the steel sheet can the steady movement, improve the stability and the correction effect of steel sheet correction.
Optionally, the tensioning assembly includes the location sprocket that sets up on the support, the location sprocket meshing is in the chain is inboard, the tensioning assembly still include with the support rotates and sliding connection's tensioning sprocket, tensioning sprocket with the inboard meshing of chain, just tensioning sprocket is located driven sprocket keeps away from one side of location sprocket, tensioning sprocket with be equipped with the tension spring who connects both between the support.
Through adopting above-mentioned technical scheme, when support and workstation are close to each other, tension spring makes the tensioning sprocket slide to the one side of keeping away from the location sprocket, thereby the tensioning chain, when support and workstation are kept away from each other, location sprocket and driving sprocket pulling chain, make the chain drive the tensioning sprocket to being close to location sprocket one side and remove, thereby keep the tensioning of chain, tensioning assembly keeps the tensioning state of chain automatically when support and workstation are close to each other or keep away from this, need not extra regulation, work efficiency and automation level are improved.
Optionally, the workbench is provided with a leveling mechanism located on one side of the lower pressing roller, and the leveling mechanism comprises a positioning assembly and a leveling assembly, wherein the positioning assembly is arranged far away from one side of the lower pressing roller, and the leveling assembly is arranged close to one side of the lower pressing roller.
Through adopting above-mentioned technical scheme, locating component makes the steel sheet get into the workstation in predetermined position to flatten the work in leveling subassembly department.
Optionally, the locating component is including setting up the deflector of workstation both sides, two the deflector is kept away from the one end of compression roller all with the workstation rotates to be connected, and two the deflector is close to the one end of compression roller is close to gradually down, the deflector with be equipped with the elastic component between the workstation.
Through adopting above-mentioned technical scheme, the steel sheet removes to the centre of workstation along the inclined plane of deflector gradually, and two deflectors all are equipped with the elastic component, and when the steel sheet made the deflector take place to rotate, the elastic component made the deflector promote the steel sheet to the centre of workstation, and until the turned angle of two deflectors the back the same, the steel sheet position is unchangeable and in the middle of the workstation, gets into the in-process of workstation at the steel sheet from this, the position of automatic adjustment steel sheet.
Optionally, it is including setting up the lower leveling roller of both sides on the workstation, two to level the subassembly down the leveling roller is close to the one end of compression roller is close to each other down, two the leveling roller is kept away from down the one end of compression roller is kept away from each other, and the one end that two leveling rollers are close to each other down is equipped with the universal joint of connecting both, one of them the one end that the universal joint was kept away from to leveling roller is equipped with second driving motor down, be equipped with on the support with level down the same and relative last leveling roller of roller structure.
Through adopting above-mentioned technical scheme, the steel sheet removes along the central line of workstation under locating component's effect, second driving motor drive is flat roller down this moment and is rotated, flat roller passes through the universal joint and drives another down and level the roller rotation down simultaneously, when the steel sheet reachs flat roller department gradually, lower flat roller rotates with last flat roller, and apply forward pulling force and pull the power to both sides to the steel sheet, thereby the pulling force is received to the steel sheet, when there is wavy steel sheet, the steel sheet is pulled the flattening gradually at the removal in-process, reduce the condition that the partial coincide of steel sheet was flattened and appear, in addition, because last flat roller and lower flat roller slope when in the horizontal plane set up, so the corner of steel sheet contacts flat roller down at first, make the steel sheet spread gradually, improve the levelling effect of steel sheet.
Optionally, the outer surfaces of the upper leveling roller and the lower leveling roller are provided with threads, and the threads of the upper leveling roller and the threads of the lower leveling roller are opposite in rotation direction.
Through adopting above-mentioned technical scheme, the screw thread on leveling roller and the last leveling roller has further strengthened the power of dragging the steel sheet down, improves the level and smooth effect to the steel sheet.
Optionally, the other side of lower compression roller is equipped with automatic leveling mechanism, automatic leveling mechanism includes controller, detection component and the subassembly that flattens, detection component with the subassembly that flattens all with the controller electricity is connected.
Through adopting above-mentioned technical scheme, the detecting component detects the straightness of steel sheet to in transferring the signal to the controller, if the steel sheet straightness is in the allowed range, the subassembly that flattens is out of work, if the steel sheet straightness is not in the allowed range, the subassembly that flattens the work to the unqualified region of straightness, further levels the steel sheet.
Optionally, the detection assembly comprises a laser emitter and a laser receiver which are located on two sides of the workbench and are arranged oppositely, and the laser emitter and the laser receiver are both arranged in a vertical rectangle and are electrically connected with the controller.
Through adopting above-mentioned technical scheme, at the steel sheet through the in-process between laser emitter and the laser receiver, according to the laser signal that laser receiver received, detect the undulant scope of the bending in each region of steel sheet to detect the straightness of steel sheet, and then with in signal transmission to the controller.
Optionally, the flattening assembly is located the detection assembly is kept away from one side of lower compression roller, the flattening assembly is including setting up the flattening pneumatic cylinder on the support, the piston rod orientation of flattening pneumatic cylinder the workstation, and fixedly connected with briquetting, the flattening pneumatic cylinder with the controller electricity is connected.
Through adopting above-mentioned technical scheme, when the controller received the unqualified region of straightness, according to a driving motor drive speed, when the regional below that reachs the briquetting of steel sheet unevenness, a driving motor shutdown was controlled to the controller to the piston rod extension of the control pneumatic cylinder of leveling, and through the briquetting with the regional flattening of steel sheet unevenness.
In summary, the present application includes at least one of the following beneficial technical effects:
1. when the relative distance between the support and the workbench is changed, the tensioning assembly automatically tensions the chain to enable the driving chain wheel and the driven chain wheel to synchronously rotate, so that the moving power of the steel plate is improved, and the leveling quality of the steel plate is further improved;
2. the flattening mechanism reduces the possibility that the steel plate is flattened and folded, and improves the effect of flattening the steel plate;
3. the automatic leveling mechanism further improves the flatness of the steel plate, improves the leveling quality of the steel plate and reduces the possibility of re-detection and leveling of the steel plate.
Drawings
Fig. 1 is a schematic structural diagram of the whole in the embodiment of the present application.
Fig. 2 is a schematic structural diagram of a hidden bracket in the embodiment of the present application.
Fig. 3 is a schematic structural diagram of a transmission mechanism in the embodiment of the present application.
Fig. 4 is a schematic structural view of a portion a in fig. 2.
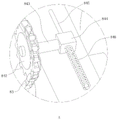
Fig. 5 is a schematic structural view of a portion B in fig. 3.
Description of reference numerals: 1. a work table; 11. a first accommodating groove; 12. a second accommodating groove; 13. a steel plate; 2. a support; 21. a guide bar; 22. a distance-adjusting hydraulic cylinder; 23. a chute; 3. a lower pressing roller; 4. an upper compression roller; 5. a leveling mechanism; 51. a positioning assembly; 511. a guide plate; 512. fixing the rod; 513. a torsion spring; 52. leveling the assembly; 521. a lower leveling roller; 522. an upper leveling roller; 6. a first drive motor; 7. a second drive motor; 8. a transmission mechanism; 81. a drive sprocket; 82. a driven sprocket; 83. a chain; 84. a tension assembly; 841. positioning the chain wheel; 842. a tension sprocket; 843. rotating the rod; 844. a moving block; 845. a slide bar; 846. tensioning the spring; 9. an automatic leveling mechanism; 91. a detection component; 911. a laser transmitter; 912. a laser receiver; 92. a flattening assembly; 921. flattening the hydraulic cylinder; 922. and (7) briquetting.
Detailed Description
The present application is described in further detail below with reference to figures 1-5.
The embodiment of the application discloses steel sheet flattening device. Referring to fig. 1, the steel plate flattening device comprises a workbench 1, a support 2 is arranged above the workbench 1, guide rods 21 facing the workbench 1 are fixed at four corners of the support 2, and the guide rods 21 are inserted into the workbench 1 and are connected with the workbench 1 in a sliding manner. The both sides of support 2 are fixed with the driving piece that is used for connecting workstation 1, and the driving piece sets up to vertical roll adjustment pneumatic cylinder 22, and roll adjustment pneumatic cylinder 22's piston rod and workstation 1 fixed connection.
Referring to fig. 1 and 2, a leveling mechanism 5, a lower press roll 3 and an automatic leveling mechanism 9 are sequentially disposed between a table 1 and a support 2 in the moving direction of a steel plate 13.
The leveling mechanism 5 includes a positioning assembly 51 and a leveling assembly 52 provided along one side in the moving direction of the steel plate 13. The center line of the table 1 is parallel to the moving direction of the steel plate 13, and the positioning assembly 51 includes two guide plates 511 symmetrically disposed about the center line of the table 1, the two guide plates 511 being gradually close from one end to the other end in the moving direction of the steel plate 13. One side that two deflectors 511 kept away from each other all is equipped with the dead lever 512 of fixing on workstation 1, and deflector 511 rotates with dead lever 512 to be connected, is equipped with the elastic component on the dead lever 512, and the elastic component is the torsional spring 513 of cover on the dead lever 512, the one end and the deflector 511 fixed connection of torsional spring 513, the other end and the workstation 1 fixed connection of torsional spring 513.
The leveling assembly 52 comprises two lower leveling rollers 521, the two lower leveling rollers 521 are symmetrically distributed about the center line of the workbench 1, one ends of the two lower leveling rollers 521 close to the guide plate 511 are far away from each other, and one ends of the two lower leveling rollers 521 far away from the guide plate 511 are close to each other and are connected through a universal joint. A first accommodating groove 11 for accommodating the lower leveling roller 521 is formed in the workbench 1, and the upper end face of the lower leveling roller 521 is higher than that of the workbench 1. The lower leveling roller 521 is rotatably connected with the workbench 1, a second driving motor 7 is installed on one side of the workbench 1, and an output shaft of the second driving motor 7 is fixedly connected with one end of one lower leveling roller 521.
Two upper leveling rollers 522 are rotatably connected to the bracket 2, and the two upper leveling rollers 522 correspond to the two lower leveling rollers 521 one by one and are connected in the same manner. And a transmission mechanism 8 for driving the upper leveling roller 522 and the lower leveling roller 521 to synchronously rotate in opposite directions is arranged on the other side of the workbench 1.
The outer sides of the upper leveling roller 522 and the lower leveling roller 521 are both provided with threads, and the thread directions of the upper leveling roller 522 and the lower leveling roller 521 are opposite.
When the steel plate 13 is located between the two guide plates 511, the steel plate 13 moves along the side walls of the guide plates 511 in the process, the torsion spring 513 applies elasticity to the guide plates 511, the guide plates 511 push the steel plate 13 to move towards the center line of the workbench 1 until the pushing forces applied to the steel plate 13 by the guide plates 511 on the two sides of the steel plate 13 are equal, and at the moment, the steel plate 13 is located on the center line of the workbench 1.
Then the steel plate 13 moves along the center line of the workbench 1 to the position between the upper leveling roller 522 and the lower leveling roller 521, the second driving motor 7 simultaneously drives the upper leveling roller 522 and the lower leveling roller 521 to rotate through the transmission mechanism 8, and the upper leveling roller 522 and the lower leveling roller 521 simultaneously apply a force of continuously moving forward and a pulling force of pulling to two sides to the steel plate 13, so that the leveling assembly 52 paves and flattens the steel plate 13 while driving the steel plate 13 to move. The threads arranged on the upper leveling roller 522 and the lower leveling roller 521 enhance the pulling force applied by the two rollers to the steel plate 13, so that the leveling quality of the leveling assembly 52 to the steel plate 13 is improved.
After leveling the subassembly 52, the steel sheet 13 reaches compression roller 3 department down, has seted up second holding tank 12 on the workstation 1, the axis perpendicular to workstation 1's of compression roller 3 central line down, and compression roller 3 rotates with workstation 1 in second holding tank 12 to be connected down, rotates on the support 2 to be connected with the relative last compression roller 4 of compression roller 3 down, goes up compression roller 4 and compression roller 3 down and supports tightly the upper and lower both sides at steel sheet 13 respectively.
Referring to fig. 2 and 3, a first driving motor 6 is fixedly connected to one side of the table 1, and an output shaft of the first driving motor 6 is fixedly connected to one end of the lower press roller 3. The other side of the workbench 1 is also provided with the transmission mechanism 8, and the transmission mechanism 8 is connected with the upper pressing roll 4 and the lower pressing roll 3.
Referring to fig. 4 and 5, the transmission mechanism 8 includes a driving sprocket 81 fixed to the lower press roll 3 and a driven sprocket 82 fixed to the upper press roll 4, the driving sprocket 81 and the driven sprocket 82 are drivingly connected by a chain 83, the driving sprocket 81 meshes with an inner side of the chain 83, and the driven sprocket 82 meshes with an outer side of the chain 83.
The transmission mechanism 8 further comprises a tension assembly 84 for tensioning the chain 83, the tension assembly 84 comprises a positioning sprocket 841 rotatably connected to the bracket 2, the positioning sprocket 841 is positioned above one side of the driven sprocket 82, the tension assembly 84 further comprises a tension sprocket 842, the tension sprocket 842 is positioned below the other side of the driven sprocket 82, and the positioning sprocket 841 and the tension sprocket 842 are both engaged with the inner side of the chain 83. The center of the tension sprocket 842 is rotatably connected with a rotating rod 843, one end of the rotating rod 843, which is far away from the tension sprocket 842, is fixed with a moving block 844, the bracket 2 is provided with a sliding groove 23, and the moving block 844 is inserted in the sliding groove 23 and is connected with the sliding groove 23 in a sliding manner. A sliding rod 845 which is horizontally vertical to the axis of the upper pressing roller 4 is fixed in the sliding groove 23, and the sliding rod 845 penetrates through the moving block 844 and is connected with the moving block 844 in a sliding manner. One side of the moving block 844 away from the driven sprocket 82 is provided with a tension spring 846, the tension spring 846 is sleeved on the sliding rod 845, one end of the tension spring 846 is fixedly connected with the moving block 844, the other end of the tension spring 846 is fixedly connected with the side wall of the sliding chute 23, and the tension spring 846 always applies pulling force away from the driven sprocket 82 to the moving block 844.
The first driving motor 6 drives the lower press roll 3 to rotate and simultaneously drives the driving sprocket 81 to rotate, the driving sprocket 81 drives the driven sprocket 82 to rotate through the chain 83, the rotating directions of the driving sprocket 81 and the driven sprocket 82 are opposite, and therefore the upper press roll 4 and the lower press roll 3 can drive the steel plate 13 to move while flattening the steel plate 13. When the distance between the bracket 2 and the table 1 is adjusted according to the thickness of the steel plate 13, the tension sprocket 842 automatically slides by the tension spring 846, thereby automatically tensioning the chain 83.
The transmission mechanism 8 for driving the lower leveling roller 521 and the upper leveling roller 522 has the same structure and the same transmission mode as the transmission mechanism 8 for driving the lower pressing roller 3 and the upper pressing roller 4.
Referring to fig. 2, after the upper press roll 4 and the lower press roll 3 flatten the steel plate 13, the steel plate 13 reaches the automatic flattening mechanism 9, and the automatic flattening mechanism 9 includes a controller, a detection assembly 91 and a flattening assembly 92, wherein the detection assembly 91 and the flattening assembly 92 are sequentially arranged along the moving direction of the steel plate 13. The detection assembly 91 comprises a laser transmitter 911 and a laser receiver 912 which are electrically connected with the controller, the laser transmitter 911 and the laser receiver 912 are fixed on two sides of the workbench 1 and are arranged oppositely, and the laser transmitter 911 and the laser receiver 912 are both arranged in a vertical rectangle. The laser transmitter 911 and the laser receiver 912 detect the flatness of the surface of the steel sheet 13 as the steel sheet 13 moves between the laser transmitter 911 and the laser receiver 912.
Referring to fig. 1 and 2, the flattening assembly 92 includes a flattening hydraulic cylinder 921 vertically fixed on the support 2, a piston rod of the flattening hydraulic cylinder 921 is fixed with a pressing block 922 facing the work table 1, and the flattening hydraulic cylinder 921 is electrically connected with the controller.
When the detection assembly 91 detects that the flatness of the surface of the steel plate 13 does not reach the allowable range, the controller controls the closing time of the first driving motor 6 according to the driving speed of the first driving motor 6, so that the uneven part of the steel plate 13 is positioned below the pressing block 922, and the leveling hydraulic cylinder 921 pushes the pressing block 922 to flatten the steel plate 13, thereby further leveling the steel plate 13.
The implementation principle of the steel plate flattening device in the embodiment of the application is as follows: the steel plate 13 is positioned in the middle of the workbench 1 under the action of the guide plate 511 and reaches between the upper leveling roller 522 and the lower leveling roller 521, the second driving motor 7 drives the upper leveling roller 522 and the lower leveling roller 521 to pull and flatten the steel plate 13, the first leveling operation of the steel plate 13 is performed, then the steel plate 13 enters between the lower pressing roller 3 and the upper pressing roller 4, the first driving motor 6 drives the upper pressing roller 4 and the lower pressing roller 3 to flatten and drive the steel plate 13, the second leveling operation of the steel plate 13 is performed at the moment, then the steel plate 13 passes through the detection of the detection assembly 91, and the uneven part of the steel plate 13 is flattened through the pressing block 922, the third leveling operation of the steel plate 13 is performed, and then the steel plate 13 is separated from the workbench 1.
The above embodiments are preferred embodiments of the present application, and the protection scope of the present application is not limited by the above embodiments, so: all equivalent changes made according to the structure, shape and principle of the present application shall be covered by the protection scope of the present application.
Claims (9)
1. The utility model provides a steel sheet flattening device, includes workstation (1), workstation (1) top is equipped with support (2), be equipped with down compression roller (3) on workstation (1), be equipped with on support (2) and go up compression roller (4) relative with lower compression roller (3), its characterized in that: support (2) with workstation (1) is along vertical direction sliding connection, be equipped with on support (2) and be used for the drive support (2) are close to or keep away from the driving piece of workstation (1), compression roller (3) one end is equipped with drive sprocket (81) down, it is equipped with driven sprocket (82) with the one end of going up compression roller (4), drive sprocket (81) with driven sprocket (82) are connected through chain (83) transmission, drive sprocket (81) with chain (83) inboard meshing, driven sprocket (82) with chain (83) outside meshing, the one end of compression roller (3) is equipped with a driving motor (6) down, workstation (1) with be equipped with tensioning assembly (84) that are used for tensioning chain (83) between support (2).
2. The steel plate flattening apparatus of claim 1, wherein: tensioning assembly (84) is including setting up location sprocket (841) on support (2), location sprocket (841) meshing is in chain (83) are inboard, tensioning assembly (84) still include with support (2) rotate and sliding connection's tensioning sprocket (842), tensioning sprocket (842) with the inboard meshing of chain (83), just tensioning sprocket (842) are located driven sprocket (82) are kept away from one side of location sprocket (841), tensioning sprocket (842) with be equipped with between support (2) and connect tensioning spring (846) between them.
3. The steel plate flattening apparatus of claim 1, wherein: be equipped with on workstation (1) and be located leveling mechanism (5) of lower compression roller (3) one side, leveling mechanism (5) are keeping away from including setting up locating component (51) and the setting of lower compression roller (3) one side are being close to leveling component (52) of lower compression roller (3) one side.
4. The steel plate flattening apparatus of claim 3, wherein: locating component (51) is including setting up deflector (511), two of workstation (1) both sides deflector (511) are kept away from the one end of lower compression roller (3) all with workstation (1) rotates to be connected, and two deflector (511) are close to the one end of lower compression roller (3) is close to gradually, deflector (511) with be equipped with the elastic component between workstation (1).
5. The steel plate flattening apparatus of claim 3, wherein: leveling assembly (52) are including setting up lower leveling roller (521) of both sides on workstation (1), two leveling roller (521) are close to each other in the one end of lower compression roller (3), two leveling roller (521) are kept away from down the one end of lower compression roller (3) is kept away from each other, and two leveling roller (521) are close to each other down one end be equipped with the universal joint of connecting both, one of them leveling roller (521) are kept away from the one end of universal joint and are equipped with second driving motor (7) down, be equipped with on support (2) with leveling roller (521) the same and relative last leveling roller (522) of structure down.
6. The steel plate flattening apparatus of claim 5, wherein: the outer surfaces of the upper leveling roller (522) and the lower leveling roller (521) are provided with threads, and the threads of the upper leveling roller (522) and the threads of the lower leveling roller (521) are opposite in rotating direction.
7. The steel plate flattening apparatus of claim 3, wherein: the opposite side of lower compression roller (3) is equipped with automatic leveling mechanism (9), automatic leveling mechanism (9) include controller, determine module (91) and flatten subassembly (92), a driving motor (6) determine module (91) with flatten subassembly (92) all with the controller electricity is connected.
8. The steel plate flattening apparatus of claim 7, wherein: the detection assembly (91) comprises a laser transmitter (911) and a laser receiver (912) which are arranged on two sides of the workbench (1) oppositely, wherein the laser transmitter (911) and the laser receiver (912) are both arranged in a vertical rectangle and are electrically connected with the controller.
9. The steel plate flattening apparatus of claim 8, wherein: flattening subassembly (92) are located detection module (91) are kept away from one side of lower compression roller (3), flattening subassembly (92) are including setting up flattening pneumatic cylinder (921) on support (2), the piston rod orientation of flattening pneumatic cylinder (921) workstation (1), and fixedly connected with briquetting (922), flattening pneumatic cylinder (921) with the controller electricity is connected.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210274224.6A CN114345987A (en) | 2022-03-21 | 2022-03-21 | Steel plate flattening device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210274224.6A CN114345987A (en) | 2022-03-21 | 2022-03-21 | Steel plate flattening device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114345987A true CN114345987A (en) | 2022-04-15 |
Family
ID=81094781
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210274224.6A Pending CN114345987A (en) | 2022-03-21 | 2022-03-21 | Steel plate flattening device |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114345987A (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115262206A (en) * | 2022-08-08 | 2022-11-01 | 浙江禾润实业有限公司 | Automatic cutting machine for clothing production and working method thereof |
| CN115446962A (en) * | 2022-10-11 | 2022-12-09 | 山东宜居新材料科技有限公司 | Wallboard ejection of compact side bend shaping device |
| CN116078864A (en) * | 2023-03-15 | 2023-05-09 | 江苏甬金金属科技有限公司 | Sectional type flattening device with extension rate detection function |
| CN117399462A (en) * | 2023-06-16 | 2024-01-16 | 响水巨合金属制品有限公司 | Unilateral wave tension leveler for cold-rolled stainless steel plate coil production |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN203612567U (en) * | 2013-12-09 | 2014-05-28 | 云南省师宗金曲陶瓷有限公司 | Tile conveying process automatic deviation rectifying device |
| CN104444519A (en) * | 2014-10-29 | 2015-03-25 | 广州广电运通金融电子股份有限公司 | Sheet flattening device |
| CN210657579U (en) * | 2019-06-10 | 2020-06-02 | 绍兴得地为业纺织有限公司 | Hydrologic cycle textile fabric forming machine |
| CN111451321A (en) * | 2020-03-27 | 2020-07-28 | 敬业钢铁有限公司 | A572Gr50-Ti coil hydraulic pressure leveling equipment |
| CN212558597U (en) * | 2020-06-24 | 2021-02-19 | 上海美科无纺布制品有限公司 | Non-woven fabric lapper |
| CN213256369U (en) * | 2020-09-17 | 2021-05-25 | 昆山合创达精密五金有限公司 | Rapid straightening device for sheet metal machining |
| CN215902482U (en) * | 2021-07-28 | 2022-02-25 | 大连简坊机械刀片有限公司 | Leveling and rolling mechanism for blade machining |
| CN216064916U (en) * | 2021-06-23 | 2022-03-18 | 河南中多铝镁新材有限公司 | Flattening device for machining aluminum alloy |
-
2022
- 2022-03-21 CN CN202210274224.6A patent/CN114345987A/en active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN203612567U (en) * | 2013-12-09 | 2014-05-28 | 云南省师宗金曲陶瓷有限公司 | Tile conveying process automatic deviation rectifying device |
| CN104444519A (en) * | 2014-10-29 | 2015-03-25 | 广州广电运通金融电子股份有限公司 | Sheet flattening device |
| CN210657579U (en) * | 2019-06-10 | 2020-06-02 | 绍兴得地为业纺织有限公司 | Hydrologic cycle textile fabric forming machine |
| CN111451321A (en) * | 2020-03-27 | 2020-07-28 | 敬业钢铁有限公司 | A572Gr50-Ti coil hydraulic pressure leveling equipment |
| CN212558597U (en) * | 2020-06-24 | 2021-02-19 | 上海美科无纺布制品有限公司 | Non-woven fabric lapper |
| CN213256369U (en) * | 2020-09-17 | 2021-05-25 | 昆山合创达精密五金有限公司 | Rapid straightening device for sheet metal machining |
| CN216064916U (en) * | 2021-06-23 | 2022-03-18 | 河南中多铝镁新材有限公司 | Flattening device for machining aluminum alloy |
| CN215902482U (en) * | 2021-07-28 | 2022-02-25 | 大连简坊机械刀片有限公司 | Leveling and rolling mechanism for blade machining |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115262206A (en) * | 2022-08-08 | 2022-11-01 | 浙江禾润实业有限公司 | Automatic cutting machine for clothing production and working method thereof |
| CN115446962A (en) * | 2022-10-11 | 2022-12-09 | 山东宜居新材料科技有限公司 | Wallboard ejection of compact side bend shaping device |
| CN115446962B (en) * | 2022-10-11 | 2023-12-05 | 山东宜居新材料科技有限公司 | Wallboard ejection of compact side bend shaping device |
| CN116078864A (en) * | 2023-03-15 | 2023-05-09 | 江苏甬金金属科技有限公司 | Sectional type flattening device with extension rate detection function |
| CN116078864B (en) * | 2023-03-15 | 2024-02-02 | 江苏甬金金属科技有限公司 | Sectional type flattening device with extension rate detection function |
| CN117399462A (en) * | 2023-06-16 | 2024-01-16 | 响水巨合金属制品有限公司 | Unilateral wave tension leveler for cold-rolled stainless steel plate coil production |
| CN117399462B (en) * | 2023-06-16 | 2024-06-11 | 响水巨合金属制品有限公司 | Unilateral wave tension leveler for cold-rolled stainless steel plate coil production |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114345987A (en) | Steel plate flattening device | |
| CN113182393A (en) | Automatic bending and shaping integrated system for steel structure | |
| CN111605245A (en) | Multi-stage buffering flattening system and method for corrugated carton | |
| CN2150939Y (en) | Two rolls make-up machine | |
| CN214719532U (en) | Plate straightener convexity adjusting mechanism and plate straightener | |
| CN212312893U (en) | Multi-stage buffering and flattening system for corrugated carton | |
| CN212469290U (en) | Plate leveler | |
| CN211304292U (en) | Five-roller straightener with floating pinch roller upper roller | |
| CN216126459U (en) | Feeding mechanism of plate bending machine | |
| CN216655850U (en) | Horizontal straightening machine | |
| CN216176044U (en) | Automatic feeding structure of hydraulic plate bending machine | |
| CN216397600U (en) | Steel plate leveling machine with adjustable roller | |
| CN107511532A (en) | Numerical control horizontal circular saw bench feeding device | |
| CN114236886A (en) | Multi-station crimping equipment and method | |
| CN109290408B (en) | Top-pull type steel bending machine | |
| CN210457951U (en) | Positioning device on toughened glass machine | |
| CN219401796U (en) | Bending machine convenient for adjusting feed depth | |
| CN114054546B (en) | Horizontal straightening machine | |
| CN221675376U (en) | Longitudinal adjustment type stainless steel tube straightening device | |
| CN116532527B (en) | Bending machine for numerical control workpiece machining | |
| CN221493735U (en) | Aluminum plate straightening machine | |
| CN210333837U (en) | Precision leveling machine | |
| CN118268412B (en) | Stainless steel strip flattening device with defect detection function | |
| CN216403295U (en) | Automatic guiding equipment for strip steel rolling | |
| CN220901526U (en) | Hydraulic bending machine convenient for automatic processing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20220415 |