CN114309933A - Stator pressure welding measurement production line - Google Patents
Stator pressure welding measurement production line Download PDFInfo
- Publication number
- CN114309933A CN114309933A CN202111634600.XA CN202111634600A CN114309933A CN 114309933 A CN114309933 A CN 114309933A CN 202111634600 A CN202111634600 A CN 202111634600A CN 114309933 A CN114309933 A CN 114309933A
- Authority
- CN
- China
- Prior art keywords
- stator
- station
- pressure
- welding
- production line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Manufacture Of Motors, Generators (AREA)
Abstract
The invention discloses a stator pressure welding measurement production line, which comprises a pressure welding workbench, a turntable, a pressure device, a laser welding device, a first conveying mechanism, a shunting mechanism and a second conveying mechanism, wherein: carousel, pressure device, laser welding device set up respectively on the pressure welding workstation, carousel electric connection is in the rotating electrical machines, two opposite side positions are provided with the stator respectively and place the position on the carousel, pressure device's below is provided with the pressure welding station, keeping away from pressure device one side of carousel and being provided with the station of feeding, rotate the carousel for: stator placing positions at two opposite side positions are switched between a pressure welding station and a charging station; the first conveying mechanism is provided with a measuring station, a measuring device is arranged beside the measuring station, and the feeding end of the measuring station is connected with a pressure welding station; the feed end of reposition of redundant personnel mechanism is connected in the discharge end of first transport mechanism, the discharge end of reposition of redundant personnel mechanism is connected in the feed end of second transport mechanism.
Description
Technical Field
The invention relates to the technical field of stator production lines, in particular to a stator pressure welding measurement production line.
Background
The stator is an important component of the electric machine such as a generator and a starter. The stator is a stationary part in the motor, the stator mainly functions to generate a rotating magnetic field, and the rotor mainly functions to be cut by magnetic lines in the rotating magnetic field to generate current. Most of the existing stator cores are formed by laminating and welding a plurality of stator punching sheets with the same shape into a whole stator by utilizing a tool.
The traditional stator pressure welding technology adopts manual welding mostly, and the stator carries out welding process after the pressure equipment, and welding process is mostly taken out the stator that the pressure equipment was accomplished from the pressure equipment machine by the manual stator that will press the dress of production personnel and welds the surface of stator, and this welding mode has intensity of labour big, and the defect that production efficiency is low, and welding quality is also very unstable moreover. Then, stator bonding equipment appears among the prior art, has following not enough among the current stator bonding equipment: firstly, the existing stator pressure welding equipment generally adopts a single air cylinder to press down, is limited by the influence of an air source, and is easy to have deviation in the pressing pressure degree and position, so that the consistency of the extrusion processing quality of a plurality of stator products is not ideal. The existing stator pressure welding equipment is only provided with a single station, the single station is a pressure welding station, and after pressure welding is completed every time, a workpiece needs to be taken out of the pressure welding station of the pressure welding equipment and put into the next workpiece, so that the machining efficiency is influenced.
In addition, most of the functions of the existing stator measuring equipment are limited to the measurement of the size and the temperature of the stator, after the stator measuring equipment measures the stator, the measuring information of the stator is registered, then the measured stator needs to be taken out of the measuring equipment, and the stators with different classifications are carried to different storage positions to complete the classification of good products of the stator. Therefore, most of the existing stator measuring equipment does not have the follow-up function of classifying the stator, so that the whole process of completing measurement on the stator and classifying the stator has the defects of high labor intensity and low production efficiency, and meanwhile, the process of carrying easily causes errors and results in classification errors.
Present stator processing equipment, generally a plurality of single functional equipment carry out the single process operation, then through artifical turnover for the stator carries out turnover many times and many equipment processing operation back, obtains the stator finished product, and its degree of automation is not too high, influences whole machining efficiency, is difficult to satisfy the demand of higher machining efficiency, shorter delivery cycle.
Therefore, a new technical solution is needed to solve the above problems.
Disclosure of Invention
In view of the above, the present invention provides a stator pressure welding measurement production line, which mainly realizes waiting-free feeding, extrusion, laser welding, measurement and defective product shunting of a rotating disc type of a stator by arranging a pressure welding worktable, the rotating disc, a pressure device, a laser welding device, a first conveying mechanism, a shunting mechanism and a second conveying mechanism, and has high automation degree and effectively improves working efficiency.
In order to achieve the purpose, the invention adopts the following technical scheme:
the utility model provides a stator pressure welding measurement production line, is including pressure welding workstation, carousel, pressure device, laser welding device, first transport mechanism, reposition of redundant personnel mechanism and second transport mechanism, wherein:
carousel, pressure device, laser welding device set up respectively on the pressure welding workstation, carousel electric connection is in the rotating electrical machines, two opposite side positions are provided with the stator respectively and place the position on the carousel, pressure device's below is provided with the pressure welding station, keeping away from pressure device one side of carousel and being provided with the station of feeding, rotate the carousel for: stator placing positions at two opposite side positions are switched between a pressure welding station and a charging station;
the first conveying mechanism is provided with a measuring station, a measuring device is arranged beside the measuring station, and the feeding end of the measuring station is connected with a pressure welding station; the feed end of reposition of redundant personnel mechanism is connected in the discharge end of first transport mechanism, the discharge end of reposition of redundant personnel mechanism is connected in the feed end of second transport mechanism.
As an optimal scheme, the discharging end, corresponding to the measuring station, of the first conveying mechanism is further provided with a laser marking station, and a laser marking device is arranged beside the laser marking station.
As a preferred scheme, a plurality of upright posts and a positioning table connected to the tops of the upright posts are arranged on the pressure welding workbench;
the pressure device comprises a first cylinder assembly, a second cylinder assembly and a pressure block; the first air cylinder assembly and the second air cylinder assembly are respectively arranged on the positioning table, piston rods of the first air cylinder assembly and the second air cylinder assembly vertically extend downwards, the lower ends of the piston rods are respectively connected with a guide rod, the guide rod penetrates through the positioning table in a downward movable mode, the lower ends of the guide rods are respectively connected to the front end and the rear end of a horizontal connecting rod, and the pressing block is connected to the bottom middle position of the horizontal connecting rod;
and, the preceding, rear end of horizontal connecting rod still are provided with the activity hole respectively, the stand passes the activity hole, horizontal connecting rod can move about from top to bottom along the stand for: the two guide rods drive the horizontal connecting rod and the pressing block to move up and down together.
As a preferred scheme, the laser welding device is provided with a laser lifting driving module and a laser welding gun head, the laser lifting driving module is installed on the positioning table and drives the laser welding gun head to lift, the laser welding device is provided with more than two groups, and the laser welding gun head is arranged around the periphery of the pressure welding station.
As a preferred scheme, a first-stage air cylinder assembly is arranged on the outer side of the laser welding gun head to adjust the horizontal position of the laser welding gun head around a welding station; and the lower end of the first-stage air cylinder component is provided with a second-stage air cylinder component for adjusting the distance between the laser welding gun head and the welding station.
Preferably, the second conveying mechanism is provided with a partition plate extending along the length direction of the second conveying mechanism, and the partition plate divides the second conveying mechanism into two split conveying areas arranged on the left and right; the shunting mechanism is provided with a moving device, and the moving device is connected with a sliding block; the sliding block comprises a guide part and a limiting part which are arranged in the front and back, wherein two sides of the front end of the guide part are respectively provided with an inclined plane so that the front end of the sliding block forms a V-shaped structure; the moving device drives the sliding block to move left and right, so that the limiting part of the sliding block can be selectively stopped at the feeding end of a shunting conveying area.
As a preferred scheme, reposition of redundant personnel mechanism is still including the reposition of redundant personnel platform, reposition of redundant personnel bench end is provided with the support body, the support body is the portal frame structure, the support body lower extreme is connected respectively in the two opposite sides of reposition of redundant personnel platform, and, mobile device is transversely to install on the support body, wherein, mobile device includes linear module, linear module lower extreme is connected in the sliding block.
Preferably, the measuring device is provided with at least one of a height detecting unit, an inclination detecting unit, a temperature detecting unit, an inner diameter detecting unit, and an outer diameter measuring device.
As a preferred scheme, a plurality of slow flow salient points are arranged on the upper surface of the flow dividing table; the discharge end of the shunting mechanism is provided with a roller shaft, and the roller shaft is arranged at the front end of the feed end of the second conveying mechanism.
As a preferred scheme, the first conveying mechanism, the shunting mechanism and the second conveying mechanism are sequentially arranged in a front-back opposite mode, and the first conveying mechanism and the second conveying mechanism are conveying belt conveying mechanisms.
Compared with the prior art, the stator rotating disc type press welding machine has the obvious advantages and beneficial effects, and particularly, according to the technical scheme, the stator rotating disc type press welding machine is free of waiting for feeding, extruding, laser welding, measuring and defective product shunting by mainly arranging the press welding workbench, the rotating disc, the pressure device, the laser welding device, the first conveying mechanism, the shunting mechanism and the second conveying mechanism, so that the automation degree is high, and the working efficiency is effectively improved;
secondly, through improving pressure device's structure, utilize two cylinders, two guide bars are to horizontal connecting rod's preceding, the back both ends drive, the briquetting is connected in horizontal connecting rod's bottom position placed in the middle, simultaneously, in horizontal connecting rod's preceding, the rear end still is provided with the movable orifices respectively in order to follow the stand can move about from top to bottom, so, effectively improve and push down the action stationarity down, there is the deviation in pressure degree and the position homogeneous phase easily down in solving the conventional art, lead to the not ideal problem of the extrusion processing quality uniformity of a plurality of stator products.
Thirdly, through the structural improvement to reposition of redundant personnel mechanism, utilize the mobile device to be connected with the sliding block, the sliding block front end sets up for V type structure, simultaneously, still is provided with the division board on the second transport mechanism, and the division board divides second transport mechanism into the reposition of redundant personnel transfer area of controlling the setting to carry out categorised conveying to the different grade type stator of reposition of redundant personnel mechanism discharge end, be convenient for measure the stator after the completion in the first transport mechanism and carry out reposition of redundant personnel processing.
To more clearly illustrate the structural features and effects of the present invention, the present invention will be described in detail below with reference to the accompanying drawings and specific embodiments.
Drawings
FIG. 1 is a perspective view of an embodiment of the present invention;
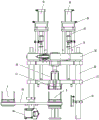
fig. 2 is a perspective view of a stator bonding apparatus of an embodiment of the present invention;
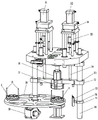
FIG. 3 is a perspective view of the first elevating mechanism, the pressing device, and the turntable according to the embodiment of the present invention;
FIG. 4 is a side view of the first lift mechanism, pressure device, turntable of the embodiment of the present invention;
FIG. 5 is a perspective view of a second lift mechanism, a laser welding apparatus, of an embodiment of the present invention;
FIG. 6 is a perspective view of a stator measurement apparatus of an embodiment of the present invention;
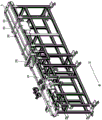
FIG. 7 is a perspective view of a first transport mechanism of an embodiment of the present invention;
FIG. 8 is a first perspective view of a flow diversion mechanism of an embodiment of the present invention;
fig. 9 is a second perspective view of the shunt mechanism of the embodiment of the present invention.
The attached drawings indicate the following:
10. pressure device 11, briquetting
12. Horizontal connecting rod 121 and movable hole
20. Turntable 21 and positioning column
22. Protection plate 30 and rotating electric machine
40. Laser welding device 41 and laser welding gun head
42. Light barrier 50, first elevating system
51. First cylinder assembly 52, second cylinder assembly
53. Piston rod 54, guide rod
60. Second lifting mechanism 61 and linear module
62. Connecting rod 70 and height measuring device
71. Probe 72, fixing part
80. Pressure welding workbench 81 and marble plate
82. Positioning table 83 and upright post
100. First conveying mechanism 101 and outer diameter measuring device
102. Cylinder 103, clamping device
104. Height detection unit 105 and inclination detection unit
106. Temperature detection means 107 and inner diameter detection means
108. Photoelectric sensor 200 and shunt mechanism
201. Mobile device 202 and linear module
203. Sliding block 204 and guide part
205. Limiting part 206 and shunting table
207. Slow flow salient point 208 and roller shaft
209. Rack 300 and second conveying mechanism
301. Partition plate 302, spacing rack
A. Charging station B and welding station
C. First-level cylinder assembly D and second-level cylinder assembly
E. A first measuring station F and a second measuring station
G. Inclined plane H, reposition of redundant personnel conveying area.
Detailed Description
Fig. 1 to 9 show specific structures of an embodiment of the present invention. In the description of the present invention, it should be noted that, for the orientation words, such as the terms "upper", "lower", "front", "rear", "left", "right", etc., indicating the orientation and positional relationship based on the orientation or positional relationship shown in the drawings, are only for convenience of describing the present invention and simplifying the description, but do not indicate or imply that the device or element referred to must have a specific orientation, be constructed in a specific orientation and operation, and should not be construed as limiting the specific scope of the present invention.
A stator pressure welding measurement production line comprises a pressure welding workbench 80, a rotary table 20, a pressure device 10, a laser welding device 40, a first conveying mechanism 100, a flow dividing mechanism 200 and a second conveying mechanism 300. Wherein:
fig. 1 shows a perspective view of a stator bonding measurement line. Carousel 20, pressure device 10, laser welding device 40 set up respectively on pressure welding workstation 80, carousel 20 electric connection is in rotating electrical machines 30, two opposite side positions are provided with the stator respectively and place the position on carousel 20, the below of pressure device 10 is provided with pressure welding station B, keeping away from pressure device 10 one side of carousel 20 and being provided with charging station A, rotate carousel 20 makes: stator placing positions at two opposite side positions are switched between a pressure welding station B and a charging station A; a measuring station is arranged on the first conveying mechanism 100, a measuring device is arranged beside the measuring station, and the feeding end of the measuring station is connected with a pressure welding station B; the feeding end of the diversion mechanism 200 is connected to the discharging end of the first conveying mechanism 100, and the discharging end of the diversion mechanism 200 is connected to the feeding end of the second conveying mechanism 300. The discharge end that corresponds the survey station on the first conveying mechanism 100 still is provided with the laser marking station, laser marking station side is provided with the laser marking device.
Specifically, in this embodiment, a stator bonding measurement production line is designed as a stator bonding device, a transfer robot, and a stator measurement device, and the transfer robot may be replaced with a manual transfer robot. Next, the stator pressure welding device and the stator measuring device are introduced one by one:
as shown in fig. 2 to 5, which respectively show perspective views of specific structures of the stator bonding apparatus. The stator pressure welding equipment comprises a pressure welding equipment body, wherein the pressure welding equipment body comprises a pressure device 10 and a turntable 20 arranged below the side of the pressure device 10. Fig. 2 shows perspective views of the stator bonding apparatuses, respectively. In this embodiment, the bonding apparatus body is provided with a frame having a bonding table 80, a plurality of columns 83 provided on the bonding table 80, and a positioning table 82 connected to the tops of the columns 83. Wherein, a first lifting mechanism 50 is connected to the pressure device 10, so that: the pressure device 10 performs a lifting motion to perform a crimping process. The turntable 20 is electrically connected to the rotating motor 30, a charging station a is arranged on one side of the turntable 20, which is far away from the pressure device 10, and a welding station B is arranged on one side of the turntable 20, which is close to the pressure device 10. The pressure device 10 is provided with a pressing block 11, and the lower part of the pressing block 11 is arranged right opposite to the welding station B. The peripheral sides of the welding stations B are respectively provided with a laser welding device 40, and a second lifting mechanism 60 is arranged on the laser welding device 40 to adjust the height of the welding position of the laser welding device 40.
Fig. 3 and 4 are a perspective view and a side view of the first elevating mechanism 50, the pressing device 10, and the turntable 20, respectively. The first lifting mechanism 50 comprises a first cylinder assembly 51 and a second cylinder assembly 52 which are arranged in a front-back manner, wherein the lower ends of the first cylinder assembly 51 and the second cylinder assembly 52 are respectively provided with a piston rod 53, the lower end of the piston rod 53 is respectively connected with a guide rod 54, the guide rod 54 movably penetrates through the positioning table 82 downwards, the lower ends of the guide rods 54 are respectively connected to the front end and the rear end of a horizontal connecting rod 12, and the pressure device 10 is connected to the bottom center position of the horizontal connecting rod 12 so as to drive the pressure device 10 to do lifting movement. Specifically, the first cylinder assembly 51 and the second cylinder assembly 52 are respectively arranged on the positioning table 82, the lower ends of the first cylinder assembly 51 and the second cylinder assembly 52 are respectively provided with a first piston rod and a second piston rod, and the lower end of the first piston rod is provided with a first guide rod; and a second guide rod is arranged at the lower end of the second piston rod. The pressure device 10 is also provided with a horizontal connecting rod 12, and a pressing block 11 is connected in the middle of the horizontal connecting rod 12; the upper ends of the first guide rod and the second guide rod extend out of the positioning table 82 respectively, and the lower ends of the first guide rod and the second guide rod are connected to the connecting holes at the front end and the rear end of the horizontal connecting rod 12 respectively, so that: the first guide rod and the second guide rod are linked with the horizontal connecting rod 12 to do lifting motion, and the horizontal connecting rod 12 is linked with the pressing block 11 to do lifting motion. Specifically, the method comprises the following steps: when the first cylinder assembly 51 and the second cylinder assembly 52 perform descending movement together, the first piston rod and the second piston rod are respectively linked with the first guide rod and the second guide rod to move downwards, the first guide rod and the second guide rod drive the horizontal connecting rod 12 to move downwards, and then the pressing block 11 moves downwards to perform compression joint processing on the stator of the welding station B; when the first cylinder assembly 51 and the second cylinder assembly 52 perform the ascending motion together, the first piston rod and the second piston rod are linked with the first guide rod and the second guide rod respectively to move upwards, the first guide rod and the second guide rod drive the horizontal connecting rod 12 to move upwards, so that the pressing block 11 moves upwards, and the pressing block 11 of the pressure device 10 resets.
The turntable 20 is electrically connected to the rotating motor 30, a charging station a is arranged on one side of the turntable 20, which is far away from the pressure device 10, and a welding station B is arranged on one side of the turntable 20, which is close to the pressure device 10. Stator placing positions are respectively arranged at two pairs of side positions on the turntable 20, and the stator placing positions at the two pairs of side positions are switched between a pressure welding station B and a charging station A. The stator placing positions are respectively set to be of an annular structure, and two opposite sides of the annular structure are respectively provided with positioning columns 21, so that: the positioning column 21 is inserted into the positioning hole of the stator to position the stator to be welded. In this embodiment, the bonding equipment body lower extreme is provided with bonding workstation 80, be connected with first stand between bonding workstation 80 and aforementioned locating platform 82, wherein, first stand lower extreme is connected in carousel 20 for: carousel 20 rotates around first stand, is convenient for feed station A, welding station B carry out the automatic change of position to the user loads, gets the material.
In addition, the pressure welding equipment body is also provided with a height measuring device 70, and the height measuring device 70 is arranged at the side of the welding station B. Specifically, a second column is connected between the pressure welding worktable 80 and the positioning table 82, and the height measuring device 70 is installed on the second column; the height measuring device 70 comprises a detecting part 71 and a fixing part 72, wherein the fixing part 72 is arranged at the lower end of the second upright column, the detecting part 71 is connected to the fixing part 72 in a lifting manner, and a height sensor is arranged in the detecting part 71 so as to measure the height of the stator of the welding station B.
Preferably, both ends still are provided with the activity hole 121 respectively around aforementioned horizontal connecting rod 12, first stand, second stand wear to locate respectively in the activity hole 121 to carry on spacingly to horizontal connecting rod 12, guarantee the pressure balance at both ends around briquetting 11 in the crimping process, and then guarantee that the top surface of the stator after the crimping processing is level and smooth.
Fig. 5 is a perspective view showing the second elevating mechanism 60 and the laser welding apparatus 40. The laser welding device 40 is disposed on the periphery of the welding station B, and the second lifting mechanism 60 is disposed on the upper end of the laser welding device 40 to adjust the height of the welding position of the laser welding device 40. The second lifting mechanism 60 includes a laser lifting driving module, a connecting rod 62, in this embodiment, the laser lifting driving module is a linear module 61, wherein the upper end of the connecting rod 62 is connected to the linear module 61, the linear module 61 is installed on the positioning table 82, and the lower end of the connecting rod 62 is connected to the laser welding device 40, so that: the linear module 61 controls the lifting movement of the laser welding device 40 to perform laser welding on the outer peripheral side of the stator. The laser welding device 40 is provided with more than two groups, the laser welding device 40 comprises laser welding gun heads 41, and the laser welding gun heads 41 are respectively arranged on the peripheral sides of the welding station B. Preferably, a first-stage cylinder assembly C is arranged outside the laser welding gun head 41 to adjust the horizontal position of the laser welding gun head 41 around the welding station B; and a second-stage air cylinder assembly D is arranged at the lower end of the first-stage air cylinder assembly C to adjust the distance between the laser welding gun head 41 and the welding station B, namely, the second-stage air cylinder assembly D adjusts the radial distance between the laser welding gun head 41 and the welding station B. Preferably, a light blocking plate 42 is disposed inside the laser welding apparatus 40, and specifically, the light blocking plate 42 is disposed on the outer peripheral side of the laser welding gun.
In practical implementation, a protection plate 22 is arranged between the charging station a and the welding station B, specifically, the protection plate 22 is installed on the front side of the positioning table 82, the protection plate 22 can protect a user, prevent a part scattered in a process of crimping the stator of the welding station B by the pressure device 10 from damaging the user, and prevent a laser beam emitted in a process of laser welding the stator of the welding station B by the laser welding device 40 from damaging the user.
In practical implementation, still can be provided with marble slab 81 on the pressure welding workstation 80, the pressure welding equipment body sets up on marble slab 81 to guarantee the intensity of the pressure welding workstation 80 of pressure welding equipment, promote the durability.
As shown in fig. 6 to 9, which respectively show perspective views of specific structures of the stator measuring apparatus. Stator measuring equipment, including the equipment body, the equipment body is including just to the first transport mechanism 100, reposition of redundant personnel mechanism 200, the second transport mechanism 300 that set up around in proper order, wherein, first transport mechanism 100, second transport mechanism 300 are the transmission band transport mechanism. As shown in fig. 6, a measuring station is disposed on the first conveying mechanism 100, and a measuring device is disposed beside the measuring station; the feeding end of the flow dividing mechanism 200 is connected to the discharging end of the first conveying mechanism 100, and the discharging end of the flow dividing mechanism 200 is connected to the feeding end of the second conveying mechanism 300; and, be provided with mobile device 201 on the reposition of redundant personnel mechanism 200, mobile device 201 is connected with slider 203 for: the sliding block 203 is controlled by the moving device 201 to drive the sliding block 203 to move left and right, so that the limiting part 205 of the sliding block 203 can be selectively stopped at the feeding end of a shunting conveying area H, and the sliding block 203 performs shunting processing on the stator, which is mainly used for shunting good products and defective products.
Fig. 7 shows a perspective view of the first transfer mechanism 100. The measuring device comprises an outer diameter measuring device 101, and the measuring station is arranged at the rear end of the feeding end of the first conveying mechanism 100. The measuring station comprises a first measuring station E and a second measuring station F, an outer diameter measuring device 101 is arranged beside the first measuring station E, the outer diameter measuring device 101 comprises a clamping device 103 driven by a cylinder 102, and the clamping device 103 comprises clamping blocks arranged in the front and at the back, so that: the cylinder 102 drives and controls the clamping device 103 to perform telescopic movement, and clamps the stator through the clamping blocks arranged in front and at the back so as to measure the outer diameter of the stator. Preferably, the opposite side of the measuring device is provided with a photoelectric sensor 108, and the photoelectric sensor 108 is arranged beside the first conveying mechanism 100, and the photoelectric sensor 108 is electrically connected to the first conveying mechanism 100 and the clamping device 103 respectively, so that: when the photoelectric sensor 108 recognizes that the stator enters the first measurement station E, the signal is transmitted to the first conveying mechanism 100 and the clamping device 103, so that the first conveying mechanism 100 regulates and controls the conveying speed and the clamping device 103 clamps and measures the stator.
And the second measuring station F is arranged at the rear end of the first measuring station E, and at least one of a height detecting unit 104, an inclination detecting unit 105, a temperature detecting unit 106 and an inner diameter detecting unit 107 is arranged beside the second measuring station F. Wherein the height detection unit 104 comprises a height sensor, and the height detection unit 104 automatically measures the height of the stator through the height sensor; the inclination angle detection unit 105 comprises an inclination angle sensor, and the inclination angle detection unit 105 automatically measures the inclination angle of the stator through the inclination angle sensor; the temperature detection unit 106 comprises a temperature sensor, and the temperature detection unit 106 automatically measures the temperature of the stator welding part through the temperature sensor; the inner diameter detection unit 107 includes a laser rangefinder, and the inner diameter detection unit 107 automatically measures the inner diameter of the stator by the laser rangefinder.
Fig. 8 and 9 show a first perspective view and a second perspective view of the flow dividing mechanism 200. The diversion mechanism 200 comprises a diversion table 206, wherein the feeding end of the diversion table 206 is connected to the discharging end of the first conveying mechanism 100, and the discharging end of the diversion table 206 is connected to the feeding end of the second conveying mechanism 300. The reposition of redundant personnel platform 206 upper end is provided with support body 209, support body 209 is the portal frame structure, support body 209 lower extreme is connected respectively in the both sides of reposition of redundant personnel platform 206. The moving device 201 is transversely installed on the frame 209, wherein the moving device 201 includes a linear module 202, and the lower end of the linear module 202 is connected to the sliding block 203. The sliding block 203 includes a guide portion 204 and a limiting portion 205 arranged in front and back, wherein both sides of the front end of the guide portion 204 are respectively provided with an inclined surface G, so that: the front end of the sliding block 203 forms a V-shaped structure so that the stator can be divided in the dividing table 206. Also, the stopper 205 has a rectangular block structure, such that: the limiting part 205 limits and stops different shunting transmission areas H of the second transmission mechanism 300, so that the shunted stator is transmitted in different shunting transmission areas H.
And a plurality of slow flow salient points 207 are arranged on the upper surface of the shunting table 206 so as to slow down the moving speed of the stator on the shunting table 206. Preferably, the slow flow protruding points 207 are steel ball rollers. The steel ball roller is made of integral stainless steel, the steel ball roller cannot rust, and the stator measuring equipment can be exposed in air for shunting treatment; also, the stator may move on the splitting station 206; and the steel ball roller is convenient to replace after being damaged. In addition, the discharge end of the diversion mechanism 200 is provided with a roller shaft 208, and the roller shaft 208 is arranged at the front end of the feed end of the second conveying mechanism 300.
Fig. 6 shows a perspective view of the second transfer mechanism 300. The feeding end of the second conveying mechanism 300 is arranged at the rear end of the discharging end of the flow dividing mechanism 200. The second conveying mechanism 300 is further provided with a partition plate 301, the partition plate 301 is arranged along the length direction of the second conveying mechanism 300, and the second conveying mechanism 300 is divided into left and right shunting conveying areas H by the partition plate 301 so as to classify and convey different types of stators at the discharge end of the shunting mechanism 200.
Preferably, the second conveying mechanism 300 is further provided with a limiting frame 302, and the limiting frame 302 is arranged along the width direction of the second conveying mechanism 300 to adjust the height of the stator so as to prevent the stator from being stacked on the second conveying mechanism 300; and the top of the partition plate 301 is connected to the lower end of the limiting frame 302, so as to fix the partition plate 301.
Next, in this embodiment, the general operation of the present invention is described as follows:
in the stator pressure welding equipment, a stator is arranged on a charging station A, and the stator is rotated to a welding station B by a rotating disc 20 under the drive of a rotating motor 30; the first lifting mechanism 50 drives the pressing block 11 of the pressure device 10 to perform pressing operation, so as to extrude the stator and complete the compression joint processing of the stator; under the driving of the second lifting mechanism 60, the laser welding device 40 performs laser welding on the peripheral side of the stator to complete the laser welding of the stator; and, the height measuring device 70 measures the height of the stator;
the pressure welding processed stator is moved to stator measuring equipment through a transfer manipulator, and specifically, the stator is conveyed to a feeding end of the first conveying mechanism 100; under the transmission of the first transmission mechanism 100, the stator enters a measuring station, wherein the outer diameter measurement is carried out at a first measuring station E, and the height, the inclination angle, the temperature and the inner diameter measurement are carried out at a second measuring station F; the stator is moved out from the discharge end of the first conveying mechanism 100, the stator is decelerated under the action of the slow flow salient point 207 to enter the feed end of the flow dividing mechanism 200, the sliding block 203 is driven by the moving device 201 to move left and right, and the stator is further controlled to be divided into different subareas; the stator passes through the roller shaft 208, enters the diversion conveying area H through the feed end of the second conveying mechanism 300, and is sent out from the diversion conveying area H.
The design of the invention is characterized in that the turntable type non-waiting feeding, extruding, laser welding, measuring and defective product shunting of the stator are realized mainly through the arrangement of the pressure welding workbench, the turntable, the pressure device, the laser welding device, the first conveying mechanism, the shunting mechanism and the second conveying mechanism, the automation degree is high, and the working efficiency is effectively improved;
secondly, through improving pressure device's structure, utilize two cylinders, two guide bars are to horizontal connecting rod's preceding, the back both ends drive, the briquetting is connected in horizontal connecting rod's bottom position placed in the middle, simultaneously, in horizontal connecting rod's preceding, the rear end still is provided with the movable orifices respectively in order to follow the stand can move about from top to bottom, so, effectively improve and push down the action stationarity down, there is the deviation in pressure degree and the position homogeneous phase easily down in solving the conventional art, lead to the not ideal problem of the extrusion processing quality uniformity of a plurality of stator products.
Thirdly, through the structural improvement to reposition of redundant personnel mechanism, utilize the mobile device to be connected with the sliding block, the sliding block front end sets up for V type structure, simultaneously, still is provided with the division board on the second transport mechanism, and the division board divides second transport mechanism into the reposition of redundant personnel transfer area of controlling the setting to carry out categorised conveying to the different grade type stator of reposition of redundant personnel mechanism discharge end, be convenient for measure the stator after the completion in the first transport mechanism and carry out reposition of redundant personnel processing.
Claims (10)
1. The utility model provides a stator pressure welding measurement production line which characterized in that: including pressure welding workstation, carousel, pressure device, laser welding device, first transport mechanism, reposition of redundant personnel mechanism and second transport mechanism, wherein:
carousel, pressure device, laser welding device set up respectively on the pressure welding workstation, carousel electric connection is in the rotating electrical machines, two opposite side positions are provided with the stator respectively and place the position on the carousel, pressure device's below is provided with the pressure welding station, keeping away from pressure device one side of carousel and being provided with the station of feeding, rotate the carousel for: stator placing positions at two opposite side positions are switched between a pressure welding station and a charging station;
the first conveying mechanism is provided with a measuring station, a measuring device is arranged beside the measuring station, and the feeding end of the measuring station is connected with a pressure welding station; the feed end of reposition of redundant personnel mechanism is connected in the discharge end of first transport mechanism, the discharge end of reposition of redundant personnel mechanism is connected in the feed end of second transport mechanism.
2. The stator bonding measurement production line of claim 1, wherein: the discharging end of the first conveying mechanism corresponding to the measuring station is further provided with a laser marking station, and a laser marking device is arranged beside the laser marking station.
3. The stator bonding measurement production line of claim 1, wherein: the pressure welding workbench is provided with a plurality of stand columns and a positioning platform connected to the tops of the stand columns;
the pressure device comprises a first cylinder assembly, a second cylinder assembly and a pressure block; the first air cylinder assembly and the second air cylinder assembly are respectively arranged on the positioning table, piston rods of the first air cylinder assembly and the second air cylinder assembly vertically extend downwards, the lower ends of the piston rods are respectively connected with a guide rod, the guide rod penetrates through the positioning table in a downward movable mode, the lower ends of the guide rods are respectively connected to the front end and the rear end of a horizontal connecting rod, and the pressing block is connected to the bottom middle position of the horizontal connecting rod;
and, the preceding, rear end of horizontal connecting rod still are provided with the activity hole respectively, the stand passes the activity hole, horizontal connecting rod can move about from top to bottom along the stand for: the two guide rods drive the horizontal connecting rod and the pressing block to move up and down together.
4. The stator bonding measurement production line of claim 3, wherein: the laser welding device is provided with a laser lifting driving module and a laser welding gun head, the laser lifting driving module is installed on the positioning table and drives the laser welding gun head to lift, more than two groups of laser welding devices are arranged, and the laser welding gun head is arranged around the periphery of a pressure welding station.
5. The stator bonding measurement production line of claim 4, wherein: a first-stage air cylinder assembly is arranged on the outer side of the laser welding gun head to adjust the horizontal position of the laser welding gun head around a welding station; and the lower end of the first-stage air cylinder component is provided with a second-stage air cylinder component for adjusting the distance between the laser welding gun head and the welding station.
6. The stator bonding measurement production line of claim 1, wherein: the second conveying mechanism is provided with a partition plate extending along the length direction of the second conveying mechanism, and the partition plate divides the second conveying mechanism into two split conveying areas arranged on the left and right; the shunting mechanism is provided with a moving device, and the moving device is connected with a sliding block; the sliding block comprises a guide part and a limiting part which are arranged in the front and back, wherein two sides of the front end of the guide part are respectively provided with an inclined plane so that the front end of the sliding block forms a V-shaped structure; the moving device drives the sliding block to move left and right, so that the limiting part of the sliding block can be selectively stopped at the feeding end of a shunting conveying area.
7. The stator bonding measurement production line of claim 6, wherein: the reposition of redundant personnel mechanism is still including shunting the platform, reposition of redundant personnel bench end is provided with the support body, the support body is the portal frame structure, the support body lower extreme is connected respectively in the two opposite sides of shunting the platform, and, mobile device is transversely to be installed on the support body, wherein, mobile device includes linear module, linear module lower extreme is connected in the sliding block.
8. The stator bonding measurement production line of claim 1, wherein: the measuring device is at least provided with more than one of a height detecting unit, an inclination angle detecting unit, a temperature detecting unit, an inner diameter detecting unit and an outer diameter measuring device.
9. The stator bonding measurement production line of claim 7, wherein: the upper surface of the flow distribution table is provided with a plurality of slow flow salient points; the discharge end of the shunting mechanism is provided with a roller shaft, and the roller shaft is arranged at the front end of the feed end of the second conveying mechanism.
10. The stator bonding measurement production line of claim 1, wherein: first transport mechanism, reposition of redundant personnel mechanism, second transport mechanism just set up around in proper order, first transport mechanism, second transport mechanism are transmission band transport mechanism.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111634600.XA CN114309933A (en) | 2021-12-29 | 2021-12-29 | Stator pressure welding measurement production line |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111634600.XA CN114309933A (en) | 2021-12-29 | 2021-12-29 | Stator pressure welding measurement production line |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114309933A true CN114309933A (en) | 2022-04-12 |
Family
ID=81015997
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111634600.XA Pending CN114309933A (en) | 2021-12-29 | 2021-12-29 | Stator pressure welding measurement production line |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114309933A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115451884A (en) * | 2022-09-01 | 2022-12-09 | 中国建材国际工程集团有限公司 | Architectural glass positioning and measuring system and measuring method thereof |
| CN116511905A (en) * | 2023-05-15 | 2023-08-01 | 跃科智能制造(无锡)有限公司 | Flat wire motor stator cutting and leveling welding equipment |
| CN117733301A (en) * | 2024-02-20 | 2024-03-22 | 皓星智能装备(东莞)有限公司 | Automatic assembly equipment for three-phase copper bars of motor stator and production line of automatic assembly equipment |
-
2021
- 2021-12-29 CN CN202111634600.XA patent/CN114309933A/en active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115451884A (en) * | 2022-09-01 | 2022-12-09 | 中国建材国际工程集团有限公司 | Architectural glass positioning and measuring system and measuring method thereof |
| CN116511905A (en) * | 2023-05-15 | 2023-08-01 | 跃科智能制造(无锡)有限公司 | Flat wire motor stator cutting and leveling welding equipment |
| CN116511905B (en) * | 2023-05-15 | 2024-01-23 | 跃科智能制造(无锡)有限公司 | Flat wire motor stator cutting and leveling welding equipment |
| CN117733301A (en) * | 2024-02-20 | 2024-03-22 | 皓星智能装备(东莞)有限公司 | Automatic assembly equipment for three-phase copper bars of motor stator and production line of automatic assembly equipment |
| CN117733301B (en) * | 2024-02-20 | 2024-05-03 | 皓星智能装备(东莞)有限公司 | Automatic assembly equipment for three-phase copper bars of motor stator and production line of automatic assembly equipment |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114309933A (en) | Stator pressure welding measurement production line | |
| CN201655772U (en) | Full-automatic substrate arranging machine | |
| CN111532717B (en) | Automatic chemical part feeding mechanism | |
| CN102324808A (en) | Hollow cup motor commutator polishing and coil resistance measurement all-in-one machine | |
| CN115647685B (en) | Quick vertical rod welding and mold changing equipment and method | |
| CN107607067B (en) | Multifunctional on-line detection equipment | |
| CN218746008U (en) | Rotor shaft and iron core press-fitting device | |
| CN110370401B (en) | Automatic fixed-length sawing and sorting device for conical round materials | |
| CN109436731B (en) | Conveying equipment | |
| CN216938951U (en) | Stator pressure welding measurement production line | |
| CN213033921U (en) | Automatic laser welding device for motor stator and rotor | |
| CN110394599B (en) | Water pump turbine welding assembly line integrated into one piece equipment | |
| CN211563738U (en) | Sorting device for detecting machine tool parts | |
| CN108767285A (en) | A kind of quadrate lithium battery checking machine | |
| CN107984192A (en) | Machine shaft top gear press-in device and its pressing method | |
| CN207992392U (en) | A kind of diode behavior testing agency for pressing from both sides weldering detection device | |
| CN110802038A (en) | Sorting device for detecting machine tool parts | |
| CN216780982U (en) | Bending, flattening and spot welding mechanism | |
| CN212975947U (en) | Testing device for material module | |
| CN111998791B (en) | Laser measuring device and automatic measuring equipment using same | |
| CN113188414A (en) | Automatic detection line for motor rotor iron core | |
| CN216938950U (en) | Stator pressure welding equipment | |
| CN207644789U (en) | Full-automatic LED filament detection cutting feed supplement packing machine | |
| CN216779476U (en) | Tube workpiece rotating appearance detection machine | |
| CN220806247U (en) | Automatic welding device for voice coil |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |