CN114249552B - 一种基于3d打印技术用超细钢渣粉及其制备方法 - Google Patents
一种基于3d打印技术用超细钢渣粉及其制备方法 Download PDFInfo
- Publication number
- CN114249552B CN114249552B CN202111599872.0A CN202111599872A CN114249552B CN 114249552 B CN114249552 B CN 114249552B CN 202111599872 A CN202111599872 A CN 202111599872A CN 114249552 B CN114249552 B CN 114249552B
- Authority
- CN
- China
- Prior art keywords
- ring
- unit
- steel slag
- slag powder
- transverse
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B18/00—Use of agglomerated or waste materials or refuse as fillers for mortars, concrete or artificial stone; Treatment of agglomerated or waste materials or refuse, specially adapted to enhance their filling properties in mortars, concrete or artificial stone
- C04B18/04—Waste materials; Refuse
- C04B18/14—Waste materials; Refuse from metallurgical processes
- C04B18/141—Slags
- C04B18/142—Steelmaking slags, converter slags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B20/00—Use of materials as fillers for mortars, concrete or artificial stone according to more than one of groups C04B14/00 - C04B18/00 and characterised by shape or grain distribution; Treatment of materials according to more than one of the groups C04B14/00 - C04B18/00 specially adapted to enhance their filling properties in mortars, concrete or artificial stone; Expanding or defibrillating materials
- C04B20/02—Treatment
- C04B20/026—Comminuting, e.g. by grinding or breaking; Defibrillating fibres other than asbestos
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/91—Use of waste materials as fillers for mortars or concrete
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Environmental & Geological Engineering (AREA)
- Civil Engineering (AREA)
- Crushing And Grinding (AREA)
Abstract
本发明属于混凝土技术领域,尤其涉及一种基于3D打印技术用超细钢渣粉及其制备方法。本发明通过将较粗的钢渣粉原料研磨至粒径≤6.5μm、比表面积为720‑750m2/kg的方式,保证钢渣粉达到超细的要求,可以在混凝土中与水泥快速结合固化。此外,本发明还提供一种环向吹气式球磨机,其结构包括支撑环单元、中部旋转环单元、研磨筒体单元、加料筒体单元以及滑动管单元,具有研磨强度充分、研磨效率较高的作用。
Description
技术领域
本发明属于混凝土技术领域,尤其涉及一种基于3D打印技术用超细钢渣粉及其制备方法。
背景技术
混凝土3D打印技术,指的是利用计算机分层建模,并传出程序命令,工业机器人受控逐层重复铺设材料,进而搭建出自由方式的建筑结构的一种新兴技术。
由此可见,该技术主要分三块,一是机械设备层面,二是计算机程序层面,三是混凝土材料层面。其中,对混凝土的要求,主要就是两个:凝结时间短、强度发展快,因此现在也出现了不少3D打印技术专用的混凝土材料。
例如,专利公开号为CN 108623268A、公开日为2018.10.09的中国发明专利,公开了一种基于3D打印性能的自保温承重混凝土,由以下组分制备得到:快硬硫铝酸盐水泥600-800份;钢渣粉90-130份;粉煤灰40-80份;硅灰130-180份;石英砂2000-3000份;速凝剂0-5份;缓凝剂0-8份;减水剂4-7份;乳胶粉8-13份;纤维素醚0.4-0.8份;水玻璃2-5份;水250-300份;聚丙烯纤维6-10份;玻化微珠。
该发明专利中的混凝土,虽然具有凝结时间相对较短的优点,但是其强度增大速度不够,即上述强度发展快这个要求不达标,究其原因,主要就是钢渣粉的细度不够,过大,不易与水泥快速结合固化。
因此,现在急需一种3D打印技术专用的超细钢渣粉,保证其粒径最大不得超过6.5μm,满足“超细”的要求。
但是另一方面,现有的钢渣粉用研磨设备,例如专利公告号为CN214554065U、公告日为2021.11.02的中国实用新型专利,公开了一种环保型钢渣粉球磨装置,包括机架、驱动装置、球磨筒及外罩;所述球磨筒转动连接于机架上,球磨筒上设有投料口,投料口处设有盖板;驱动装置连接于机架上,且驱动装置连接于球磨筒的一端;所述外罩连接于机架上,且外罩上设有门体,球磨筒位于外罩的内侧;所述机架包括若干根横梁及支腿,横梁固接呈矩形结构,支腿固接于横梁的底端;所述球磨筒的两端固接有转轴,横梁顶端固接有支架,转轴通过轴承座连接于支架上。
但是,该实用新型专利中的球磨装置,其在使用过程中,至少存在以下两个不足之处,最终导致超细钢渣粉的研磨制备效果不好:
第一、缺少吹风功能,使得研磨已经合格的钢渣粉,不能快速从筛网上通过离开,仍然占用磨料资源,导致粒径过大的钢渣粉不能快速、充分被研磨;
第二、进料操作和旋转操作的效率都不高,不能让研磨筒体充分旋转。
所以综上所述,为了制得超细钢渣粉,需要在其制备方法中使用一种研磨效率高,研磨充分的新型球磨机。
发明内容
本发明提供一种基于3D打印技术用超细钢渣粉,其能通过将较粗的钢渣粉原料研磨至粒径≤6.5μm、比表面积为720-750m2/kg的方式,保证钢渣粉达到超细的要求,可以在混凝土中与水泥快速结合固化。
此外,本发明还提供一种环向吹气式球磨机,其结构包括支撑环单元、中部旋转环单元、研磨筒体单元、加料筒体单元以及滑动管单元,具有研磨强度充分、研磨效率较高的作用。
本发明解决上述问题采用的技术方案是:一种基于3D打印技术用超细钢渣粉,所述超细钢渣粉的粒径≤6.5μm,比表面积为720-750m2/kg。
一种基于3D打印技术用超细钢渣粉的制备方法,使用环向吹气式球磨机,对钢渣粉原料进行研磨,研磨时间为5-12min,研磨后筛网目数为2000目。
进一步优选的技术方案在于:所述环向吹气式球磨机的结构包括外连吹气管的支撑环单元,设置在所述支撑环单元内的中部旋转环单元,设置在所述中部旋转环单元一侧位置处的研磨筒体单元,设置在所述中部旋转环单元另一侧位置处的加料筒体单元,以及设置在所述加料筒体单元内并通过插入所述研磨筒体单元的方式以用于物料进入所述研磨筒体单元的滑动管单元。
进一步优选的技术方案在于:所述支撑环单元包括固定圆环,设置在所述固定圆环内环面上并用于支撑所述中部旋转环单元的中部环槽,设置在所述固定圆环内环面上且分别位于所述中部环槽两侧位置处的两个侧边环槽,设置在所述侧边环槽内并在吹气时用于密封的润滑脂,以及设置在所述中部环槽和其中一个所述侧边环槽之间且外连吹气管的进气孔。
进一步优选的技术方案在于:所述中部旋转环单元包括设置在所述中部环槽上的圆环体,设置在所述圆环体内环面上的径向柱,以及设置在所述径向柱上并分别用于固定所述研磨筒体单元和加料筒体单元的横向柱。
进一步优选的技术方案在于:所述研磨筒体单元包括设置在所述横向柱上的横置主筒体,设置在所述横置主筒体端头板上的进风进料孔,设置在所述横置主筒体外环面上且插入所述侧边环槽的主密封环,以及设置在所述主密封环外露环形面上且外连驱动齿轮的环形齿。
进一步优选的技术方案在于:所述加料筒体单元包括设置在所述横向柱上的横置副筒体,设置在所述横置副筒体端头板上且靠近所述进风进料孔的出料孔,设置在所述横置副筒体另一侧端头板上的进料孔,设置在所述进料孔上的盖板,以及设置在所述横置副筒体外环面上且插入另一个所述侧边环槽的副密封环。
进一步优选的技术方案在于:所述滑动管单元包括插接设置在所述出料孔内的卡合管,以及设置在所述卡合管和所述进料孔之间的弹性管。
进一步优选的技术方案在于:所述所述滑动管单元还包括设置在所述卡合管外环面和横置副筒体内环面之间的限位圆环,以及设置在所述卡合管内环面上的滑动用握把。
进一步优选的技术方案在于:所述进风进料孔、出料孔和进料孔均为圆形孔,所述进风进料孔和出料孔的孔径相等,且大于所述进料孔。
本发明具有以下优点。
第一,钢渣粉的粒径、比表面积参数都充分且适宜,保证超细的规格要求,在混凝土中可以被快速固化,满足3D打印技术专用混凝土的性能要求。
第二,环向吹气式球磨机的吹气强度较大且充分,保证粒径合格的钢渣粉可以快速排出,提高研磨操作的效率。
第三,吹气操作也可以翻搅物料和磨料,进一步提高研磨速度。
第四,滑动管单元在滑动前球磨机具有高强度吹气功能,在滑动后吹气功能关闭,进料操作稳定有效,保证吹气个进料两个动作相互不影响。
第五,吹气通道气密性足够,球磨机旋转操作简单、稳定,外部线路不易扭曲、打结。
附图说明
图1为本发明中环向吹气式球磨机的结构示意图。
图2为本发明中支撑环单元的结构示意图。
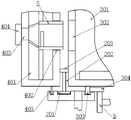
图3为本发明中中部旋转环单元、研磨筒体单元和加料筒体单元的位置结构示意图。
图4为本发明中滑动管单元用于进料时的使用方式示意图。
附图中,各标号所代表的部件如下:吹气管a、驱动齿轮b、支撑环单元1、中部旋转环单元2、研磨筒体单元3、加料筒体单元4、滑动管单元5、固定圆环101、中部环槽102、侧边环槽103、润滑脂104、进气孔105、圆环体201、径向柱202、横向柱203、横置主筒体301、进风进料孔302、主密封环303、环形齿304、横置副筒体401、出料孔402、进料孔403、盖板404、副密封环405、卡合管501、弹性管502、限位圆环503、滑动用握把504。
具体实施方式
以下所述仅为本发明的较佳实施例,并非对本发明的范围进行限定。
实施例:如附图1-4所示,一种基于3D打印技术用超细钢渣粉,所述超细钢渣粉的粒径≤6.5μm,比表面积为720-750m2/kg。
在本实施例中,所述超细钢渣粉具有足够细的粒径,以及适宜的比表面积,可以与水泥快速结合固化,达到于3D打印技术要求的“强度发展快”的标准。
一种基于3D打印技术用超细钢渣粉的制备方法,使用环向吹气式球磨机,对钢渣粉原料进行研磨,研磨时间为5-12min,研磨后筛网目数为2000目。
在本实施例中,2000目的筛网对应的通过粒径即为6.5μm,此外,从钢渣粉原料遇到磨料,到从所述筛网处穿出,即为5-12min的整个研磨过程。
所述环向吹气式球磨机的结构包括外连吹气管a的支撑环单元1,设置在所述支撑环单元1内的中部旋转环单元2,设置在所述中部旋转环单元2一侧位置处的研磨筒体单元3,设置在所述中部旋转环单元2另一侧位置处的加料筒体单元4,以及设置在所述加料筒体单元4内并通过插入所述研磨筒体单元3的方式以用于物料进入所述研磨筒体单元3的滑动管单元5。
在本实施例中,所述环向吹气式球磨机的大体使用方法及优点如下。
第一、初始时,所述滑动管单元5位于靠近所述研磨筒体单元3的一侧,将所述研磨筒体单元3和加料筒体单元4对接,然后在所述加料筒体单元4处倒入粗的钢渣粉原料,就可以一直滑落到所述研磨筒体单元3内,与磨料汇合。
第二、将所述滑动管单元5往回拉到远离所述研磨筒体单元3的一侧,此时所述中部旋转环单元2处的吹气通道由之前的关闭切换为打开,所述研磨筒体单元3由电机齿轮驱动,所述支撑环单元1处按需吹气即可,此时所述加料筒体单元4是闭合的,研磨粉尘不会向外飘出,最后完成该批次粗钢渣粉的整个研磨细化操作。
其中,吹气通道依次为所述支撑环单元1、中部旋转环单元2以及研磨筒体单元3,而且所述支撑环单元1是固定不动的,因此吹气管路不易发生管体打结、扭曲等有害现象。
相较于现有技术中的吹气口即加料口的方式,该环向吹气式球磨机不存在吹气管路需要频繁拆卸,以给加料操作“让路”的麻烦。
最后,所述研磨筒体单元3上的进气、进料部位大小,不用受限于吹气管路的大小,所述研磨筒体单元3可以获得一个更快的进气、进料效率。
所述支撑环单元1包括固定圆环101,设置在所述固定圆环101内环面上并用于支撑所述中部旋转环单元2的中部环槽102,设置在所述固定圆环101内环面上且分别位于所述中部环槽102两侧位置处的两个侧边环槽103,设置在所述侧边环槽103内并在吹气时用于密封的润滑脂104,以及设置在所述中部环槽102和其中一个所述侧边环槽103之间且外连吹气管a的进气孔105。
在本实施例中,所述固定圆环101下方还设有支撑架,所述中部环槽102相较于侧边环槽103更宽,毕竟所述中部旋转环单元2是承压受力部位,而所述侧边环槽103仅仅是为了充气通道的密封。
此外,所述润滑脂104为现有常见的齿轮用润滑脂,其具有以下几个优点:
第一、在充气压力相对较小的前提下,而且所述润滑脂104的粘度也相对较大,空气是难以在所述侧边环槽103处向外吹出所述润滑脂104的,因此其阻隔密封效果足够;
第二、所述研磨筒体单元3、加料筒体单元4在所述润滑脂104内旋转时,阻力也相对较小,换言之,所述润滑脂104是刷毛的优选方案;
第三、所述侧边环槽103是竖向一圈的,因此用液体密封油是不行的,上面部分会掉落,而所述润滑脂104自身是很难流动的,因此保证竖向一圈所述侧边环槽103内,都能稳稳地设置所述润滑脂104,保证处处密封。
第四、所述润滑脂104在所述侧边环槽103内预存着,所述研磨筒体单元3上的齿轮在使用过程中必定用得到。
所述中部旋转环单元2包括设置在所述中部环槽102上的圆环体201,设置在所述圆环体201内环面上的径向柱202,以及设置在所述径向柱202上并分别用于固定所述研磨筒体单元3和加料筒体单元4的横向柱203。
在本实施例中,所述圆环体201的外环面上设置多圈滚珠,保证其与所述中部环槽102之间具有相对较小的摩擦力,而所述径向柱202、横向柱203的数量为2-10对,前者用于支撑整个环向吹气式球磨机的大部分重量,后者用于固定连接所述研磨筒体单元3和加料筒体单元4。
因此,所述研磨筒体单元3和加料筒体单元4之间的较大缝隙,即为充气通道,环形一圈位置都能通气,保证吹气操作的强度可以很高,这是现有球磨机所达不到的。
所述研磨筒体单元3包括设置在所述横向柱203上的横置主筒体301,设置在所述横置主筒体301端头板上的进风进料孔302,设置在所述横置主筒体301外环面上且插入所述侧边环槽103的主密封环303,以及设置在所述主密封环303外露环形面上且外连驱动齿轮b的环形齿304。
在本实施例中,所述横置主筒体301按照现有技术的方式,按需设置上述2000目的筛网,一些隔板,以及充分且适宜的磨料,而所述进风进料孔302顾名思义,既是粗钢渣粉原料的加入位置,又是气流的通入位置,使得所述横置主筒体301上无需再开设操作口。
此外,所述主密封环303径向外侧一圈,始终进入所述润滑脂104,保证密封效果,而所述环形齿304设置在所述主密封环303的外露环形面上,保证与所述驱动齿轮b稳定连接,保证整个筒体结构具有稳定性高、紧凑度好的优点。
最重要的是,所述润滑脂104、环形齿304都在所述主密封环303上,因此所述环形齿304、驱动齿轮b处需要增加涂抹所述润滑脂104时,就极为方便。
所述加料筒体单元4包括设置在所述横向柱203上的横置副筒体401,设置在所述横置副筒体401端头板上且靠近所述进风进料孔302的出料孔402,设置在所述横置副筒体401另一侧端头板上的进料孔403,设置在所述进料孔403上的盖板404,以及设置在所述横置副筒体401外环面上且插入另一个所述侧边环槽103的副密封环405。
在本实施例中,所述加料筒体单元4跟随所述加料筒体单元4一起旋转,所述副密封环405的作用与所述主密封环303相同,也是一样密封充气管路,而所述盖板404仅在加料时打开,避免内部粉尘大量向外飘出。
此外,所述滑动管单元5设置在所述出料孔402和进风进料孔302上,保证充气管路可打开、可关闭。
所述滑动管单元5包括插接设置在所述出料孔402内的卡合管501,以及设置在所述卡合管501和所述进料孔403之间的弹性管502。
在本实施例中,所述卡合管501的外径相较于出料孔402和进风进料孔302,适当大一点,保证充分的夹紧效果,而所述弹性管502的材质为现有普通橡胶,保证所述进料孔403和所述卡合管501之间始终连接,避免发生漏料。
所述所述滑动管单元5还包括设置在所述卡合管501外环面和横置副筒体401内环面之间的限位圆环503,以及设置在所述卡合管501内环面上的滑动用握把504。
在本实施例中,所述限位圆环503贴着所述横置副筒体401的内环面,保证所述卡合管501来回滑动时更加平稳。
此外,所述滑动用握把504是所述卡合管501来回滑动的施力部位,且不影响物料的加入操作。
所述进风进料孔302、出料孔402和进料孔403均为圆形孔,所述进风进料孔302和出料孔402的孔径相等,且大于所述进料孔403。
在本实施例中,所述进料孔403小、出料孔402大,才能保证所述弹性管502具有一个向下倾斜的斜面,使得物料可以快速滑落至所述横置主筒体301内。
上面结合附图对本发明的实施方式作了详细说明,但是本发明不限于上述实施方式,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下做出各种修改。这些都是不具有创造性的修改,只要在本发明的权利要求范围内都受到专利法的保护。
Claims (5)
1.一种基于3D打印技术用超细钢渣粉的制备方法,其特征在于:使用环向吹气式球磨机,对钢渣粉原料进行研磨,研磨时间为5-12min,研磨后筛网目数为2000目;
所述环向吹气式球磨机的结构包括外连吹气管(a)的支撑环单元(1),设置在所述支撑环单元(1)内的中部旋转环单元(2),设置在所述中部旋转环单元(2)一侧位置处的研磨筒体单元(3),设置在所述中部旋转环单元(2)另一侧位置处的加料筒体单元(4),以及设置在所述加料筒体单元(4)内并通过插入所述研磨筒体单元(3)的方式以用于物料进入所述研磨筒体单元(3)的滑动管单元(5);
所述支撑环单元(1)包括固定圆环(101),设置在所述固定圆环(101)内环面上并用于支撑所述中部旋转环单元(2)的中部环槽(102),设置在所述固定圆环(101)内环面上且分别位于所述中部环槽(102)两侧位置处的两个侧边环槽(103),设置在所述侧边环槽(103)内并在吹气时用于密封的润滑脂(104),以及设置在所述中部环槽(102)和其中一个所述侧边环槽(103)之间且外连吹气管(a)的进气孔(105);
所述中部旋转环单元(2)包括设置在所述中部环槽(102)上的圆环体(201),设置在所述圆环体(201)内环面上的径向柱(202),以及设置在所述径向柱(202)上并分别用于固定所述研磨筒体单元(3)和加料筒体单元(4)的横向柱(203);
所述研磨筒体单元(3)包括设置在所述横向柱(203)上的横置主筒体(301),设置在所述横置主筒体(301)端头板上的进风进料孔(302),设置在所述横置主筒体(301)外环面上且插入所述侧边环槽(103)的主密封环(303),以及设置在所述主密封环(303)外露环形面上且外连驱动齿轮(b)的环形齿(304)。
2.根据权利要求1所述的一种基于3D打印技术用超细钢渣粉的制备方法,其特征在于:所述加料筒体单元(4)包括设置在所述横向柱(203)上的横置副筒体(401),设置在所述横置副筒体(401)端头板上且靠近所述进风进料孔(302)的出料孔(402),设置在所述横置副筒体(401)另一侧端头板上的进料孔(403),设置在所述进料孔(403)上的盖板(404),以及设置在所述横置副筒体(401)外环面上且插入另一个所述侧边环槽(103)的副密封环(405)。
3.根据权利要求2所述的一种基于3D打印技术用超细钢渣粉的制备方法,其特征在于:所述滑动管单元(5)包括插接设置在所述出料孔(402)内的卡合管(501),以及设置在所述卡合管(501)和所述进料孔(403)之间的弹性管(502)。
4.根据权利要求3所述的一种基于3D打印技术用超细钢渣粉的制备方法,其特征在于:所述滑动管单元(5)还包括设置在所述卡合管(501)外环面和横置副筒体(401)内环面之间的限位圆环(503),以及设置在所述卡合管(501)内环面上的滑动用握把(504)。
5.根据权利要求3所述的一种基于3D打印技术用超细钢渣粉的制备方法,其特征在于:所述进风进料孔(302)、出料孔(402)和进料孔(403)均为圆形孔,所述进风进料孔(302)和出料孔(402)的孔径相等,且大于所述进料孔(403)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111599872.0A CN114249552B (zh) | 2021-12-24 | 2021-12-24 | 一种基于3d打印技术用超细钢渣粉及其制备方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111599872.0A CN114249552B (zh) | 2021-12-24 | 2021-12-24 | 一种基于3d打印技术用超细钢渣粉及其制备方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114249552A CN114249552A (zh) | 2022-03-29 |
| CN114249552B true CN114249552B (zh) | 2022-10-25 |
Family
ID=80797474
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111599872.0A Active CN114249552B (zh) | 2021-12-24 | 2021-12-24 | 一种基于3d打印技术用超细钢渣粉及其制备方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114249552B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115572088B (zh) * | 2022-09-22 | 2023-08-18 | 福州大学 | 一种用于建筑3d打印材料用超细复合粉及其制备方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL2610353T3 (pl) * | 2010-08-26 | 2016-12-30 | Sposób i system do utylizacji wysokotemperaturowego zestalonego żużla stalowniczego | |
| DE102012013279A1 (de) * | 2012-07-05 | 2014-01-09 | Roland Nied | Verfahren zum Betrieb einer Rührwerkskugelmühle sowie Rührwerkskugelmühle dafür |
| CN111889194B (zh) * | 2020-06-16 | 2021-10-26 | 桐乡市羔羊水泥有限公司 | 一种水泥制备设备 |
| CN112403564A (zh) * | 2020-10-30 | 2021-02-26 | 重庆贻晨兴工业设计有限责任公司 | 一种工程用颚式破碎机及使用方法 |
| CN112408917A (zh) * | 2020-12-01 | 2021-02-26 | 中铁工程装备集团有限公司 | 混凝土管片的制备方法 |
-
2021
- 2021-12-24 CN CN202111599872.0A patent/CN114249552B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN114249552A (zh) | 2022-03-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114249552B (zh) | 一种基于3d打印技术用超细钢渣粉及其制备方法 | |
| CN109664408A (zh) | 加气混凝土砌块料浆均化装置 | |
| CN206722341U (zh) | 一种回收落料的抹墙机 | |
| CN103568129B (zh) | 混凝土搅拌站的拢料斗及混凝土搅拌站 | |
| CN103056001B (zh) | 超高细粉煤灰管磨机应用方法 | |
| CN207756043U (zh) | 一种带减震的土木工程施工用物料混合装置 | |
| CN118851672A (zh) | 一种固废高掺量高延性混凝土配制及其施工方法 | |
| CN102745510A (zh) | 成品仓气动升降放料装置 | |
| CN107214847A (zh) | 一种混凝土搅拌罐出口内壁清理装置 | |
| CN108908726A (zh) | 一种便于出料的混凝土搅拌机 | |
| CN209533826U (zh) | 一种绿色建筑用预拌砂浆暂存装置 | |
| CN211996210U (zh) | 一种环保的水泥装料装置 | |
| CN204414360U (zh) | 一种卧式混凝土搅拌装置 | |
| CN217726178U (zh) | 一种制备预拌砂浆的筛沙装置 | |
| CN205997172U (zh) | 高压淋喷式混凝土拌和装置及混凝土制备运输车 | |
| CN213700049U (zh) | 一种环境艺术设计装修用石灰块快速破碎装置 | |
| CN209076495U (zh) | 一种化工用物料混合装置 | |
| CN209771918U (zh) | 混凝土外加剂自动投料装置 | |
| CN208321051U (zh) | 一种装饰工程用喷涂粉碎混合一体装置 | |
| CN207290503U (zh) | 一种多功能搅拌机 | |
| CN221641333U (zh) | 一种建筑用的混凝土搅拌机 | |
| CN204510826U (zh) | 垂直输送混凝土溜管缓降器 | |
| CN207656949U (zh) | 一种水泥基材料搅拌设备 | |
| CN110145934B (zh) | 一种环保处理设备 | |
| CN218452243U (zh) | 一种水泥生产用石灰石粉碎机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |