CN113681896B - 用于3d打印的方法、装置、设备、存储介质和程序产品 - Google Patents
用于3d打印的方法、装置、设备、存储介质和程序产品 Download PDFInfo
- Publication number
- CN113681896B CN113681896B CN202110962933.9A CN202110962933A CN113681896B CN 113681896 B CN113681896 B CN 113681896B CN 202110962933 A CN202110962933 A CN 202110962933A CN 113681896 B CN113681896 B CN 113681896B
- Authority
- CN
- China
- Prior art keywords
- features
- patch
- orientations
- printing
- model
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
Abstract
一种用于3D打印的方法,包括:生成3D打印模型的多个候选朝向,多个候选朝向包括第一多个朝向,第一多个朝向使得以第一多个朝向中的任一朝向放置的3D打印模型的凸包的凸包底面积大于以除第一多个朝向之外的任何其他朝向放置的3D打印模型的所述凸包的凸包底面积,凸包底面积为凸包与打印平面相接触的面片的面积的总和;对于多个候选朝向中的每个候选朝向:提取3D打印模型的多个特征;并且基于代价函数,确定候选朝向的代价,代价函数为多个特征的函数;以及确定多个候选朝向中的具有最小代价的候选朝向,以作为3D打印模型的朝向。
Description
技术领域
本公开涉及3D打印技术领域,具体涉及一种用于3D打印的方法、装置、电子设备、计算机可读存储介质和计算机程序产品。
背景技术
3D打印机,又称三维打印机、立体打印机,是快速成型的一种工艺设备,通常是采用数字技术打印材料来实现。3D打印机常在模具制造、工业设计等领域被用于制造模型或零部件。近年来,3D打印技术在珠宝、鞋类、工业设计、建筑、工程和施工(AEC)、汽车,航空航天、牙科和医疗产业、教育、地理信息系统、土木工程、枪支以及其他领域都具有很高的应用前景。
在3D打印技术领域,3D模型的朝向对打印质量至关重要。目前确定3D打印模型的朝向技术还有很大的提升空间。
在此部分中描述的方法不一定是之前已经设想到或采用的方法。除非另有指明,否则不应假定此部分中描述的任何方法仅因其包括在此部分中就被认为是现有技术。类似地,除非另有指明,否则此部分中提及的问题不应认为在任何现有技术中已被公认。
发明内容
本公开提供了一种用于3D打印的方法、装置、电子设备、计算机可读存储介质和计算机程序产品。
根据本公开的一方面,提供了一种用于3D打印的方法,包括:生成3D打印模型的多个候选朝向,多个候选朝向包括第一多个朝向,第一多个朝向使得以第一多个朝向中的任一朝向放置的3D打印模型的凸包的凸包底面积大于以除第一多个朝向之外的任何其他朝向放置的3D打印模型的所述凸包的凸包底面积,凸包底面积为凸包与打印平面相接触的面片的面积的总和;对于多个候选朝向中的每个候选朝向:提取3D打印模型的多个特征;并且基于代价函数,确定候选朝向的代价,代价函数为多个特征的函数;以及确定多个候选朝向中的具有最小代价的候选朝向,以作为3D打印模型的朝向。
根据本公开的另一方面,提供了一种3D打印模型的朝向装置,包括:生成单元,被配置为生成3D打印模型的多个候选朝向,多个候选朝向包括第一多个朝向,第一多个朝向使得以第一多个朝向中的任一朝向放置的3D打印模型的凸包的凸包底面积大于以除第一多个朝向之外的任何其他朝向放置的3D打印模型的凸包的凸包底面积,凸包底面积为凸包与打印平面相接触的面片的面积的总和;提取单元,被配置为对于多个候选朝向中的每个候选朝向:提取3D打印模型的多个特征;并且基于代价函数,确定候选朝向的代价,代价函数为多个特征的函数;以及确定单元,被配置为确定多个候选朝向中的具有最小代价的候选朝向,以作为3D打印模型的朝向。
根据本公开的另一方面,提供了一种电子设备,包括:至少一个处理器;以及与至少一个处理器通信连接的存储器,存储器存储有指令,指令可被至少一个处理器执行以实施如上所述的方法。
根据本公开的另一方面,提供了一种存储有计算机指令的非瞬时计算机可读存储介质,计算机指令在被计算机执行时使计算机实现如上所述的方法。
根据本公开的另一方面,提供了一种计算机程序产品,包括计算机程序,计算机程序在被处理器执行时使处理器实现如上所述的方法。
根据本公开的一个或多个实施例,可以优化3D打印模型的朝向,以提3D打印效果。
应当理解,本部分所描述的内容并非旨在标识本公开的实施例的关键或重要特征,也不用于限制本公开的范围。本公开的其它特征将通过以下的说明书而变得容易理解。
附图说明
附图示例性地示出了实施例并且构成说明书的一部分,与说明书的文字描述一起用于讲解实施例的示例性实施方式。所示出的实施例仅出于例示的目的,并不限制权利要求的范围。在所有附图中,相同的附图标记指代类似但不一定相同的要素。
图1示出了根据本公开的实施例的用于3D打印的方法的流程图;
图2A-2B示出了3D死星模型和3D异形模型的示意图;
图2C-2D示出了根据本公开的实施例的凸包面积特征的示意图。
图3示出了根据本公开的实施例的在图1的方法中提取包括低角度面片的多个特征的流程图;
图4示出了根据本公开的实施例的低角度面片的示意图;
图5A示出了根据本公开的实施例的不考虑低角度面片特征的3D打印模型朝向;
图5B示出了根据本公开的实施例的考虑低角度面片特征后的3D打印模型朝向;
图6示出了根据本公开实施例的在图3的方法中提取低角度面片特征的流程图;
图7示出了根据本公开实施例的在图1的方法中提取包括支撑体特征的多个特征的流程图;
图8示出了根据本公开的实施例的在图1的方法中提取包括投影面积特征的多个特征的流程图;
图9中示出了根据本公开的实施例的投影面积特征的示意图;
图10示出了根据本公开的实施例的通过训练机器学习模型获得代价函数的流程图;
图11示出了根据本公开的实施例的在图1的方法中生成多个候选朝向的流程图;
图12示出了根据本公开的实施例的用于3D打印的装置的结构框图。
具体实施方式
以下结合附图对本公开的示范性实施例做出说明,其中包括本公开实施例的各种细节以助于理解,应当将它们认为仅仅是示范性的。因此,本领域普通技术人员应当认识到,可以对这里描述的实施例做出各种改变和修改,而不会背离本公开的范围。同样,为了清楚和简明,以下的描述中省略了对公知功能和结构的描述。
在本公开中,除非另有说明,否则使用术语“第一”、“第二”等来描述各种要素不意图限定这些要素的位置关系、时序关系或重要性关系,这种术语只是用于将一个元件与另一元件区分开。在一些示例中,第一要素和第二要素可以指向该要素的同一实例,而在某些情况下,基于上下文的描述,它们也可以指代不同实例。
在本公开中对各种所述示例的描述中所使用的术语只是为了描述特定示例的目的,而并非旨在进行限制。除非上下文另外明确地表明,如果不特意限定要素的数量,则该要素可以是一个也可以是多个。此外,本公开中所使用的术语“和/或”涵盖所列出的项目中的任何一个以及全部可能的组合方式。
3D打印需要用切片软件将3D模型(通常是stl或3mf格式的文件)进行切片,转成gcode,发送给打印机。3D打印模型的朝向对切片软件影响很大,如果朝向不好,则可能耗费更多的耗材,产生更多的支撑。而支撑太多会很难拆除,并且即使拆除掉也会留下痕迹,影响打印质量。
在相关技术中,一些切片软件已经有了3D打印模型自动朝向的功能。例如Cura通过Auto Orientation Plugin实现了自动朝向。然而,这些切片软件的自动朝向基本只考虑可打印性,而不太考虑打印质量。用户依然需要通过反复尝试,或依赖自己的经验,来找到最佳的模型朝向。
3D打印模型的可打印性意味着该模型能够被正确打印的成功率和代价。自动朝向的可打印性一般考虑的是支撑体的体积或面积、3D打印模型接触打印平面的面积和周长。此处,打印平面是指打印软件中建立的与3D打印机的打印平台(例如,热床)对应的虚拟平面。这些特征均具有重要的意义,例如:支撑体的体积越大,则额外消耗的耗材就越多;支撑体的面积越大,则拆除的难度就越大,拆除后留在模型上的痕迹就越明显;以及模型接触打印平面的面积和周长越小,则在打印过程中被打印出的模型的稳定性也不好。在相关技术中,虽然通过考虑上述特征使得切片软件可以找到一个可打印的朝向,然而打印的质量不一定是最优的,例如有些模型存在多个可打印朝向,现有切片软件只是随机找出其中一个而没有考虑打印质量。
典型地,面片(facet)是3D打印模型的基本构成元素。面片可以是一种多边形(通常是三角形),其顶点位于3D打印模型所需的表面上。例如,在STL文件中的三角面片是一个带矢量方向的面片。STL三维模型就是由一系列这样的三角面片构成。
自动朝向的一个目标可以是最小化支撑。一方面支撑材料都是额外的浪费,另一方面支撑太多会严重影响表面质量。在考虑支撑体特征时,可以选择支撑与3D打印模型的接触面积作为考量,也可以选择支撑体材料的体积作为考量。以支撑体材料的体积为例,提取支撑体特征可以包括:计算面片的法向量,如果与目标朝向的内积小于某个设定的负值(例如-0.5,也就是悬垂面角度为60度),即认为该面片为悬垂面片;然后,取悬垂面片的中点,与目标朝向点乘,得到高度height;进而,将面片法向量与目标朝向进行点乘,得到投影系数cos(α);再而可以计算支撑体材料的体积V=height×area×cos(α),其中area为悬垂面片的面积;最后累加所有垂悬面片的支撑体体积作为支撑体特征。
3D打印模型与打印平面的接触面积反映了模型的稳定性。当接触面积越大,模型越稳定。在某个朝向下提取接触面积特征可以包括:确定当前朝向下与打印平面接触的所有面片,例如可以通过设定高度阈值来判断,并且当面片的顶点高度小于高度阈值时,则确定为与打印平面接触的面片;然后累加所有与打印平面接触的面片的面积作为接触面积特征。
有些模型虽然接触面积不大,但接触点分布得很开,也能提供较好的稳定性。因此,面片接触轮廓也是重要的特征。提取面片接触轮廓特征可以包括:找到当前朝向下会与打印平面接触的面片;然后累加所有面片的最低边的长度作为面片接触轮廓特征。
本公开通过除了考虑上述的可打印性特征还同时考虑多个影响打印质量的特征来进一步优化3D打印模型的朝向,进而提高打印质量。
图1示出了根据本公开的实施例的用于3D打印的方法100的流程图。如图1所示,方法100包括步骤110至步骤140。
在步骤110,生成3D打印模型的多个候选朝向,多个候选朝向包括第一多个朝向,第一多个朝向使得以第一多个朝向中的任一朝向放置的3D打印模型的凸包的凸包底面积大于以除第一多个朝向之外的任何其他朝向放置的3D打印模型的凸包的凸包底面积,凸包底面积为凸包与打印平面相接触的面片的面积的总和。在一个示例中,将使得3D打印模型的凸包的凸包底面积最大的10个朝向作为候选朝向。在一个示例中,可以先找到凸包上的最大平面区域,并利用该最大平面区域的法向量来表示对应于该最大平面区域的候选朝向。在该候选朝向下,3D打印模板被放置使得所找到的凸包上的最大平面区域与打印平面相接触。也即,该候选朝向使得3D打印模型以具有最大凸包底面积来放置。3D打印模型的凸包及其凸包底面积的概念将在下文中结合图2具体介绍。
在步骤120,对于多个候选朝向中的每个候选朝向:提取3D打印模型的多个特征。在一些示例性实施例中,3D打印模型的多个特征包括从以下各项所组成的组中的选择的至少一项:低角度面片特征;支撑体特征;投影面积特征;凸包面积特征和外观面特征。在一个示例中,3D打印模型可以在软件中根据每个候选朝向进行摆放,进而可以提取在该朝向下的3D打印模型的各种特征。在本申请中,支撑体特征表示用于支撑3D打印模型的支撑材料的体积。低角度面片特征表示3D打印模型中面片的角度接近水平但又不是完全水平的面片的面积特征。投影面积特征表示包括3D打印模型在打印平面上的投影面积以及支撑体在打印平面上的投影面积的总和。凸包面积特征表示3D打印模型的凸包的凸包底面积。外观面特征表示指示面片是否为外观面的属性值。
在步骤130,基于代价函数,确定候选朝向的代价,代价函数为多个特征的函数。在一个示例中,每一种特征均会对已有的代价函数产生影响。例如当考虑低角度面片特征,则会在已有的代价函数上增加低角度面片所对应的代价函数。再例如,当考虑外观面特征,则会对已有的代价函数进行一些权重的调整。在一些示例性实施例中,代价函数为多个特征的基于预设权重的加权和,并且确定候选朝向的代价包括计算代价函数,以作为候选朝向的代价。预设权重可以包括例如正相关权重和负相关权重。
在步骤140,确定多个候选朝向中的具有最小代价的候选朝向,以作为3D打印模型的朝向。
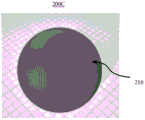
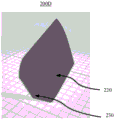
图2A-2B示出了3D死星模型和3D异形模型的示意图。如图2A和图2B中分别示出了一个没有3D凸包的3D死星模型200A和3D异形模型200B。若根据相关技术中所考虑的可打印性特征,例如支撑体的体积或面积、3D打印模型接触打印平面的面积和周长,则可能很难为3D死星模型200A找到一个合适的能够打印的朝向。虽然一部分死星模型可以采用死星算法,但是死星算法计算量比较大,且具有随机性,不一定总能找到合适的朝向。另外还有一些模型,例如3D异形模型200B(几乎均由曲线所构成),即使使用死星算法也无法找到合适的朝向。
图2C-2D示出了根据本公开的实施例的凸包面积特征的示意图。图2C示出了图2A中的3D死星模型的3D凸包200C。图2D示出了图2B中的3D异形模型的3D凸包200D。在一个示例中,可以获取凸包在某一朝向下与打印平面相接触的面片,并且累加该类面片的面积以作为凸包底面积。通过不断调整3D凸包200C和200D的朝向,可以确定出凸包底面积最大的多个朝向。例如,可以对各个朝向下的凸包底面积进行排序,并选择排序后的前几个最大的凸包底面积对应的朝向作为候选朝向。
以3D死星模型200A为例,仅考虑底面积特征时可能无法有效选取合适的朝向,因为200A在各个朝向下与打印平面的接触面积都相同。根据本公开的实施例,可以考虑3D凸包200C,此时3D凸包200C有一个很大的凸包底面积210。因此,通过选取具有凸包底面积210的朝向作为一个候选朝向,能够有效解决3D死星模型200A随机选取朝向的问题。类似地,对于3D异形模型200B,可以选择使得凸包200D具有比较大的凸包底面积220和230的朝向作为其候选朝向。
在一些示例性实施例中,方法100还可以包括步骤150。在步骤150,使3D打印机按照所确定的朝向打印3D打印模型。由于所确定的朝向是不仅考虑可打印性特征还同时考虑多个影响打印质量的特征来进一步优化3D打印模型的朝向,从而提高了3D打印机所打印的3D模型的质量。
综上所述,根据本公开的实施例的方法100通过增加使得3D凸包的底面积最大的几个朝向作为候选朝向,有效缓解了一些死星模型或异形模型中随机确定朝向或无法找到朝向的问题。
凸包底面积不仅可以用于产生候选朝向,同时其本身可以作为凸包面积特征参与代价计算。在一些示例性实施例中,多个特征包括凸包面积特征,并且提取3D打印模型的多个特征包括将凸包底面积作为凸包面积特征。
在一个示例中,当同时考虑接触底面积特征时与凸包面积特征时,可以设置接触底面积特征的权重大于凸包面积特征的权重。这是因为例如在死星模型200C中的凸包底面积210,当考虑凸包面积特征,可能确定凸包底面积210与打印平面相接触是优选的朝向。然而凸包底面积210的中间部分仍然是空的、没有打印材料的。即,凸包底面积210所提供的力学上的支撑并不能完全由凸包底面积特征成比例地体现。因此,若存在模型接触底面积特征比较大的朝向,可以优选该朝向。这是因为接触底面积特征反映出具有全部打印材料的面积所提供的支撑。
综上所述,本申请实施例通过考虑凸包底面积特征,不仅可以有效选取出死星模型或异形模型中具有可打印性的朝向,同时也几乎不会对正常模型带来负面影响。
如果3D打印模型中的一些面片的角度接近水平但又不是完全水平,打印出来的模型可能会产生很强的阶梯感,从而影响打印质量。在一些示例性实施例中,在步骤120中所提取的多个特征包括低角度面片特征。图3示出了根据本公开的实施例的在图1的方法100中提取包括低角度面片特征在内的多个特征的流程图。如图3所示,提取3D打印模型的多个特征(步骤120)包括步骤310至步骤330。
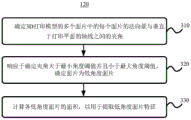
在步骤310,确定3D打印模型的多个面片中的每个面片的法向量与垂直于打印平面的轴线之间的夹角θ。在一个示例中,3D打印模型的面片的法向量被定义为垂直于该面片的向量。
在步骤320,响应于确定夹角大于最小角度阈值θmin并且小于最大角度阈值θmax,确定面片为低角度面片θmin<θ<θmax。在一个示例中,最小角度阈值θmin和最大角度阈值θmax可以通过用户在打印设置中配置。
在步骤330,计算各低角度面片的面积,以用于提取低角度面片特征。
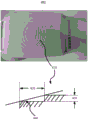
图4示出了根据本公开的实施例的低角度面片的示意图。如图4所示,打印出的模型400的顶部区域存在明显的阶梯感。这是因为例如面片410与打印平面的夹角440(以θ表示)正好使得模型往上走一层(以h表示层高430)时,水平移动量420(以l表示)处于人眼敏感的范围内,并且满足l=h/tanθ。在一个示例中,当3D打印机的挤出线宽度为L(取决于3D打印机挤出头的直径,通常L为0.4~0.8mm),人眼敏感范围可以设为在[2L,20L]区间内。h一般为0.1~0.3mm。此时可以得到人眼敏感范围内的夹角θ满足:

在一个示例中,可以根据实际使用的3D打印机的参数,求取上面等式来获得θmin和θmax。例如,当L=0.4mm,h=0.2mm时,可以得到θmin=1.4°以及θmax=14°。进而可以得知面片角度θ满足1.4°<θ<14°的面片为低角度面片。
在一个示例性实施例中,提取低角度面片特征包括响应于多个特征不包括外观面特征,计算各低角度面片的面积的总和,以作为低角度面片特征。外观面特征将稍后在下文中详述。在本实施例中,确定出各低角度面片之后,可以直接计算各低角度面片的面积Ai的总和∑iAi,以作为低角度面片特征。在一个示例中,低角度面片特征对应的代价函数costlaf可以满足:
costlaf=tlaf×∑iAi (1)
其中,tlaf为低角度面片特征对应的代价函数costlaf的权重,并且为正相关权重。
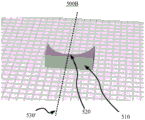
图5A示出了根据本公开的实施例的不考虑低角度面片特征的3D打印模型朝向500A。如图5A所示,3D打印模型510包括一部分面片,例如面片520。在打印朝向500A下,面片520的法向量530与垂直于打印平面的轴线540的夹角位于最小角度阈值和最大角度阈值之间。因此,打印出来的模型中,对应面片520的部分将产生阶梯感。
图5B示出了根据本公开的实施例的考虑低角度面片特征后的3D打印模型朝向500B。如图5B所示,在朝向500B下的面片520相对于朝向500A下的面片520被翻转了90度。因此,面片520的法向量530’在朝向500B下与打印平面几乎平行。进而可知,法向量530’与轴线540(未示出)的夹角一定是大于最大角度阈值的。可见,考虑低角度面片特征后可以明显改善打印时产生的阶梯感。
综上所述,本申请的实施例通过考虑低角度面片特征,计算对应的代价函数。从而在最小化整体代价函数的时候能够选择到在相同情况下具有最小的低角度面片代价的朝向,也即,具有最小低角度面片总面积的朝向。因此,本申请的实施例能够降低甚至消除低角度面片带来的阶梯感,从而提高打印质量。
在一些示例性实施例中,对于多个零件拼起来的3D打印模型,支撑体应该长在非外观面上,以免影响打印出来的模型的外表面质量。此时,可以考虑3D打印模型的外观面特征。在一个示例中,在步骤120中所提取的多个特征包括外观面特征,并且提取所述3D打印模型的多个特征(步骤120)包括:获取3D打印模型的各面片的相应属性值,以作为外观面特征,其中相应属性值中的每一个属性值指示各面片中的一个相应面片是否为外观面。在一些示例性实施例中,3D打印模型中各面片带有指示其是否为外观面的布尔属性值。在一个示例中,面片所带有的布尔属性值可以作为外观面特征。这样的布尔属性值可以例如由切片软件提供。
在一些示例性实施例中,可以利用外观面特征对已有的代价函数做出优化。下面以低角度面片特征对应的代价函数为例来说明。图6示出了根据本公开实施例的在图3的方法中提取低角度面片特征的流程图。如图6所示,提取低角度面片特征(步骤330)包括步骤610至步骤640。
在步骤610,对于各低角度面片中的每一个低角度面片:基于外观面特征,确定该低角度面片是否为外观面。示例性地,可以获取该面片的布尔属性值以确定该面片是否为外观面。
在步骤620,响应于确定该低角度面片不为外观面,向该低角度面片分配第一权重。
在步骤630,响应于确定该低角度面片为外观面,向该低角度面片分配第二权重,第二权重大于第一权重。在一个示例中,第二权重可以是第一权重的3~5倍。
在步骤640,基于第一权重和第二权重,计算各低角度面片的面积的加权总和,以作为低角度面片特征。例如,在考虑外观面特征的情况下,上面给出的式(1)可以调整为:
cost′laf=t′laf×(∑i∈NaiAi+∑j∈YajAj) (2)
其中,面片集合N为低角度面片中具有非外观面属性的面片集合,并且面片集合Y为低角度面片中具有外观面属性的面片集合,ai为第一权重并且aj为第二权重,ai与aj的集合构成所有低角度面片权重的集合,t′laf为低角度面片特征对应的代价函数cost′laf的权重,并且为正相关权重。
由于考虑了外观面特征,低角度面片特征的代价函数(式(1))现在被调整为式(2),其中外观面被分配比起非外观面的权重而言更大的权重。因此,在其他特征相同的情况下,具有外观面属性的低角度面片的朝向相对于不具有外观面属性的低角度面片的朝向,会产生更大的代价。
在上文中,仅仅以低角度面片特征作为示例来说明外观面特征的作用。应当理解,外观面特征的应用可以扩展到其他特征。例如,考虑外观面特征对于支撑体特征的影响。在一些示例性实施例中,在步骤120中所提取的多个特征包括支撑体特征。图7示出了根据本公开实施例的在图1的方法中提取支撑体特征的流程图。如图7所示,提取3D打印模型的多个特征包括步骤710至步骤760。
在步骤710,确定3D打印模型的多个面片中的每个面片的法向量与候选朝向的第一内积。在一个示例中,候选朝向可以通过3D打印模型的凸包上的最大平面区域的法向量来表示。此时,可以计算3D打印模型每个面片的法向量与凸包上的该最大平面区域的法向量的第一内积。
在步骤720,响应于确定第一内积小于第一阈值,确定面片为悬垂面片。在一些示例性实施例中,第一阈值可以设为例如-0.5,其对应的悬垂面角度为60度。当面片的第一内积小于第一阈值时,则可以认为该面片为悬垂面片。在另一些示例中,第一阈值可以设为任何其他适当的值。悬垂面角度表示悬垂面的法向量与候选朝向的夹角。在一个示例中,在候选朝向下进行摆放的3D打印模型,其候选朝向以背离3D打印模型并且垂直于打印平面的向量表示。此时,悬垂面片的法向量与候选朝向的内积为负值。此外,计算第一内积的各个向量可以是经过标准化或单位化的向量。
在步骤730,确定从3D打印模型所在坐标系的原点指向各悬垂面片的相应中心点的中心点向量。在一个示例中,悬垂面片的中心点为面片的几何中心点。3D打印模型通常在打印软件默认的坐标系中被描述。例如3D打印模型上的每个点均具有在默认坐标系中的坐标。相应地,3D打印模型上的面片的各个顶点也具有该默认坐标系中的坐标。通过各个顶点的坐标可以确定面片中心点的坐标。然后,可以确定从默认坐标系的原点指向面片中心点的向量作为所谓的中心点向量。
在步骤740,计算各悬垂面片的相应中心点向量与候选朝向的相应第二内积。悬垂面片的中心点向量与候选朝向的第二内积为用于支撑该悬垂面片的支撑体的高度,可以用变量height表示。
在步骤750,确定各悬垂面片的法向量与候选朝向的相应第三内积。在一个示例中,由于在步骤710已经计算过所有面片的法向量与候选朝向的第一内积,因此在确定悬垂面片之后,可以从第一内积中选取出对应悬垂面片的那些内积,以作为第三内积,而无需再计算一遍。第三内积是悬垂面片在候选朝向上的投影,并且可以用投影系数cos(α)来表示。
在步骤760,基于第二内积、第三内积和各悬垂面片的面积,计算各悬垂面片的支撑体体积,以用于提取所述支撑体特征。对于每个悬垂面片,可以计算出用于支撑该悬垂面片的支撑体材料的体积V:
V=height×area×cos(α)
其中area为悬垂面片的面积。在一些示例性实施例中,可以累加用于支撑所有垂悬面片的支撑材料的体积作为支撑体特征。
在另一些示例性实施例中,可以同时考虑支撑体特征和外观面特征。外观面特征可以是如上面所描述的指示某个面片是否为外观面的布尔属性值,在此不再赘述。在一个实施例中,提取支撑体特征包括:对于各悬垂面片中的每一个悬垂面片:基于外观面特征,确定该悬垂面片是否为外观面;响应于确定该悬垂面片不为外观面,向该悬垂面片分配第三权重;并且响应于确定该悬垂面片为外观面,向该悬垂面片分配第四权重,第四权重大于所述第三权重(例如,第四权重为第三权重的3~5倍);以及基于第三权重和第四权重,计算各悬垂面片的支撑体体积的加权总和,以作为支撑体特征。
取决于悬垂面片是否为外观面,该悬垂面片对应的支撑体体积被分配不同的权重,使得具有外观面属性的悬垂面片比不具有外观面属性的悬垂面片产生更大的代价。这样,导致更多面片同时为外观面和悬垂面片的候选朝向将更不容易被选中作为最终朝向。外观面特征对其他特征的影响也是类似,在此不再赘述。
综上所述,通过考虑外观面特征,可以使得例如支撑体不长在外观面上,或者低角度面片不在外观面上。在拆除支撑体的时候,可以避免拆除操作给模型表面质量带来的影响,从而提高了3D打印的质量。
在一些情况中,考虑3D打印模型与打印平面的接触面积时,若仅仅考虑如相关技术中所描述的接触面积可能并不全面。在一些示例性实施例中,在步骤120中所提取的多个特征包括支撑体特征的情况下,可以在代价函数中考虑3D打印模型的投影面积特征的影响。图8示出了根据本公开的实施例的在图1的方法100中提取包括投影面积特征的多个特征的流程图。如图8所示,提取多个特征(步骤120)包括步骤810至步骤830。
在步骤810,确定3D打印模型与打印平面相接触的面片的面积的第一总和。
在步骤820,基于支撑体特征,确定3D打印模型的支撑体与打印平面相接触的面片的面积的第二总和。
在步骤830,将第一总和与第二总和进行求和,以作为投影面积特征。
下面参照图9对投影面积特征进行说明,图9中示出了根据本公开的实施例的投影面积特征的示意图。如图9所示,图中的4个零件均是几乎曲面的平面而没有一个足够大的平面。以3D打印模型910为例,其与打印平面接触的模型接触面积为920。可见,模型接触面积920不足以提供模型910在力学上足够稳定的支撑。因此,在仅考虑相关技术中的接触面积特征时,将不容易选中图9所示出的朝向900。然而,考虑到支撑体930的存在,3D打印模型910在朝向900下并非在实际中不可打印。支撑体930与模型接触面积920一起能够提供给模型910力学上的稳定支撑。因此,若仅仅考虑模型910与打印平面的模型接触面积920,则很可能错误地排除掉朝向900。根据本公开的示例性实施例,可以确定模型接触面积920的第一面积总和,然后确定支撑体930与打印平面的支撑体接触面积940的第二面积总和,最后将第一面积和第二面积进行求和,以作为3D打印模型910的投影面积特征。
在一些示例性实施例中,投影面积特征对应的代价函数具有负相关特征。即,对于具有更大的模型接触面积和支撑体接触面积的候选朝向,其将产生更小的代价(即,更容易被选为最终朝向)。因此,本公开的实施例通过考虑投影面积特征,能够保证在所确定的朝向下3D打印模型的模型接触面积和支撑体接触面积的总和更大,从而提高模型在打印过程中的稳定性。同时,如上面所讨论的,本公开的实施例能够避免一些错误地排除掉可打印朝向的情况,从而优化了最终的朝向。
在一些示例性实施例中,除了可以手工设计代价函数,还可以通过机器学习的方法自动学习代价函数。图10示出了根据本公开的实施例的通过训练机器学习模型获得代价函数的方法1000的流程图。如图10所示,方法1000包括步骤1010至步骤1040。
在步骤1010,获取多个3D打印模型样本,每个3D打印模型样本具有相应的预定朝向标签。
在步骤1020,提取每个3D打印模型样本的多个特征。
在步骤1030,将每个3D打印模型样本的所提取的多个特征和相应的预定朝向标签输入到机器学习模型,以训练机器学习模型。
在步骤1040,将所训练的机器学习模型作为代价函数。
在一些示例性实施例中,在图1的方法100中,确定所述候选朝向的代价(步骤130)包括:将3D打印模型的多个特征输入到所训练的机器学习模型;以及将所训练的机器学习模型的输出作为候选朝向的代价。
综上所述,在特征变多的时候,手工设计的代价函数会变得非常复杂且难以管理。根据本公开实施例,利用通过训练机器学习模型获得代价函数的方法1000,可以很容易地在代价函数中将更多的特征纳入考虑。
图11示出了根据本公开的实施例的在图1的方法100中生成多个候选朝向的流程图。如图11所示,生成多个候选朝向(步骤110)包括步骤1110至步骤1140。
在步骤1110,生成使得3D打印模型的凸包的凸包底面积最大的第一多个朝向。
在步骤1120,生成使得3D打印模型的底面积最大的第二多个朝向,底面积为3D打印模型与打印平面相接触的面片的面积的总和。
在步骤1130,生成以预定角度为间隔划分空间的第三多个朝向。
在步骤1140,从第一多个朝向、第二多个朝向和第三多个朝向中删除重复朝向,以作为多个候选朝向。
在一些示例性实施例中,在生成候选朝向之前,还可以对3D打印模型进行预处理。例如预处理可以包括计算3D打印模型所有面片的法向量以及所有3D打印模型凸包的法向量,因为这些参数均是在后续提取特征时所需要的用到的参数。
综上所述,本公开的实施例可以构建丰富的候选朝向并且剔除冗余的候选朝向,从而保证提高选中较优朝向的可能性。
图12示出了根据本公开的实施例的用于3D打印的装置1200的结构框图。如图12所示,用于3D打印的装置1200包括生成单元1210、提取单元1220和确定单元1230。
生成单元1210被配置为生成3D打印模型的多个候选朝向,多个候选朝向包括第一多个朝向,第一多个朝向使得以第一多个朝向中的任一朝向放置的所述3D打印模型的凸包的凸包底面积大于以除第一多个朝向之外的任何其他朝向放置的所述3D打印模型的凸包的凸包底面积,凸包底面积为凸包与打印平面相接触的面片的面积的总和。
提取单元1220被配置为对于多个候选朝向中的每个候选朝向:提取3D打印模型的多个特征;并且基于代价函数,确定候选朝向的代价,代价函数为多个特征的函数。
确定单元1230被配置为确定多个候选朝向中的具有最小代价的候选朝向,以作为3D打印模型的朝向。
在一些示例性实施例中,3D打印模型的多个特征包括从以下各项所组成的组中选择的至少一项:支撑体特征;低角度面片特征;投影面积特征;凸包面积特征;和外观面特征。
在一些示例性实施例中,多个特征包括低角度面片特征,并且提取单元1220包括第一确定子单元1221、第二确定子单元1222和计算子单元1223。
第一确定子单元1221被配置为确定3D打印模型的多个面片中的每个面片的法向量与垂直于打印平面的轴线之间的夹角。
第二确定子单元1222被配置为响应于确定夹角大于最小角度阈值并且小于最大角度阈值,确定面片为低角度面片。
计算子单元1223被配置为计算各低角度面片的面积,以用于提取所述低角度面片特征。
在一些示例性实施例中,多个特征包括投影面积特征和支撑体特征,并且提取单元1220包括第三确定子单元1224、第四确定子单元1225和求和子单元1226。
第三确定子单元1224被配置为确定3D打印模型与打印平面相接触的面片的面积的第一总和。
第四确定子单元1225被配置为基于支撑体特征,确定3D打印模型的支撑体与打印平面相接触的面片的面积的第二总和。
求和子单元1226被配置为将第一总和与第二总和进行求和,以作为投影面积特征。
虽然上面参考特定模块讨论了特定功能,但是应当注意,本文讨论的各个模块的功能可以分为多个模块,和/或多个模块的至少一些功能可以组合成单个模块。本文讨论的特定模块执行动作包括该特定模块本身执行该动作,或者替换地该特定模块调用或以其他方式访问执行该动作(或结合该特定模块一起执行该动作)的另一个组件或模块。因此,执行动作的特定模块可以包括执行动作的该特定模块本身和/或该特定模块调用或以其他方式访问的、执行动作的另一模块。
还应当理解,本文可以在软件硬件元件或程序模块的一般上下文中描述各种技术。上面关于图12描述的各个模块可以在硬件中或在结合软件和/或固件的硬件中实现。例如,这些模块可以被实现为计算机程序代码/指令,该计算机程序代码/指令被配置为在一个或多个处理器中执行并存储在计算机可读存储介质中。可替换地,这些模块可以被实现为硬件逻辑/电路。例如,在一些实施例中,这些模块中的一个或多个可以一起被实现在片上系统(SoC)中。SoC可以包括集成电路芯片(其包括处理器(例如,中央处理单元(CPU)、微控制器、微处理器、数字信号处理器(DSP)等)、存储器、一个或多个通信接口、和/或其他电路中的一个或多个部件),并且可以可选地执行所接收的程序代码和/或包括嵌入式固件以执行功能。
根据一些示例性实施例,还提供了一种电子设备,包括:至少一个处理器;以及与至少一个处理器通信连接的存储器,存储器存储有指令,指令可被至少一个处理器执行以实施如上所述的方法。
根据一些示例性实施例,还提供了一种存储有计算机指令的非瞬时计算机可读存储介质,计算机指令在被计算机执行时使计算机实现如上所述的方法。
根据一些示例性实施例,还提供了一种计算机程序产品,包括计算机程序,计算机程序在被处理器执行时使处理器实现如上所述的方法。
应该理解,可以使用上面所示的各种形式的流程,重新排序、增加或删除步骤。例如,本公开中记载的各步骤可以并行地执行、也可以顺序地或以不同的次序执行,只要能够实现本公开公开的技术方案所期望的结果,本文在此不进行限制。
虽然已经参照附图描述了本公开的实施例或示例,但应理解,上述的方法、系统和设备仅仅是示例性的实施例或示例,本公开的范围并不由这些实施例或示例限制,而是仅由授权后的权利要求书及其等同范围来限定。实施例或示例中的各种要素可以被省略或者可由其等同要素替代。此外,可以通过不同于本公开中描述的次序来执行各步骤。进一步地,可以以各种方式组合实施例或示例中的各种要素。重要的是随着技术的演进,在此描述的很多要素可以由本公开之后出现的等同要素进行替换。
Claims (20)
1.一种用于3D打印的方法,包括:
生成3D打印模型的多个候选朝向,其中,所述多个候选朝向包括第一多个朝向,所述第一多个朝向使得以所述第一多个朝向中的任一朝向放置的所述3D打印模型的凸包的凸包底面积大于以除所述第一多个朝向之外的任何其他朝向放置的所述3D打印模型的所述凸包的凸包底面积,其中,所述凸包底面积为所述凸包与打印平面相接触的面片的面积的总和;
对于所述多个候选朝向中的每个候选朝向:
提取所述3D打印模型的多个特征;并且
基于代价函数,确定所述候选朝向的代价,其中,所述代价函数为所述多个特征的函数;以及
确定所述多个候选朝向中的具有最小代价的候选朝向,以作为所述3D打印模型的朝向。
2.如权利要求1所述的方法,其中,所述3D打印模型的多个特征包括从以下各项所组成的组中选择的至少一项:
支撑体特征;
低角度面片特征;
投影面积特征;
凸包面积特征;和
外观面特征。
3.如权利要求2所述的方法,其中,所述多个特征包括所述低角度面片特征,并且其中,所述提取所述3D打印模型的多个特征包括:
确定所述3D打印模型的多个面片中的每个面片的法向量与垂直于所述打印平面的轴线之间的夹角;
响应于确定所述夹角大于最小角度阈值并且小于最大角度阈值,确定所述面片为低角度面片;以及
计算各低角度面片的面积,以用于提取所述低角度面片特征。
4.如权利要求3所述的方法,其中,所述多个特征包括所述外观面特征,并且其中,所述提取所述3D打印模型的多个特征包括:
获取所述3D打印模型的各面片的相应属性值,以作为所述外观面特征,
其中,所述相应属性值中的每一个指示所述各面片中的一个相应面片是否为外观面。
5.如权利要求4所述的方法,其中,所述提取所述低角度面片特征包括:
对于所述各低角度面片中的每一个低角度面片:
基于所述外观面特征,确定该低角度面片是否为外观面;
响应于确定该低角度面片不为外观面,向该低角度面片分配第一权重;并且
响应于确定该低角度面片为外观面,向该低角度面片分配第二权重,其中,所述第二权重大于所述第一权重;以及
基于所述第一权重和所述第二权重,计算所述各低角度面片的面积的加权总和,以作为所述低角度面片特征。
6.如权利要求3所述的方法,其中,所述提取所述低角度面片特征包括:
响应于确定所述多个特征不包括所述外观面特征,计算所述各低角度面片的面积的总和,以作为所述低角度面片特征。
7.如权利要求2所述的方法,其中,所述多个特征包括所述支撑体特征,并且其中,所述提取所述3D打印模型的多个特征包括:
确定所述3D打印模型的多个面片中的每个面片的法向量与所述候选朝向的第一内积;
响应于确定所述第一内积小于第一阈值,确定所述面片为悬垂面片;
确定由所述3D打印模型所在坐标系的原点指向各悬垂面片的相应中心点的中心点向量;
计算各悬垂面片的相应中心点向量与所述候选朝向的相应第二内积;
确定各悬垂面片的相应法向量与所述候选朝向的相应第三内积;以及
基于所述第二内积、所述第三内积和各悬垂面片的面积,计算各悬垂面片的相应支撑体体积,以用于提取所述支撑体特征。
8.如权利要求7所述的方法,其中,所述多个特征包括所述外观面特征,所述提取所述支撑体特征包括:
对于所述各悬垂面片中的每一个悬垂面片:
基于所述外观面特征,确定该悬垂面片是否为外观面;
响应于确定该悬垂面片不为外观面,向该悬垂面片分配第三权重;并且
响应于确定该悬垂面片为外观面,向该悬垂面片分配第四权重,其中,所述第四权重大于所述第三权重;以及
基于所述第三权重和所述第四权重,计算所述各悬垂面片的支撑体体积的加权总和,以作为所述支撑体特征。
9.如权利要求2所述的方法,其中,所述多个特征包括所述投影面积特征和所述支撑体特征,并且其中,所述提取所述3D打印模型的多个特征包括:
确定所述3D打印模型与所述打印平面相接触的面片的面积的第一总和;
基于所述支撑体特征,确定所述3D打印模型的支撑体与所述打印平面相接触的面片的面积的第二总和;以及
将所述第一总和与所述第二总和进行求和,以作为所述投影面积特征。
10.如权利要求2所述的方法,其中,所述多个特征包括所述凸包面积特征,并且其中,所述提取所述3D打印模型的多个特征包括:
将所述凸包底面积作为所述凸包面积特征。
11.如权利要求1-10中任一项所述的方法,其中,所述代价函数为所述多个特征的基于预设权重的加权和,并且其中,所述确定所述候选朝向的代价包括:
计算所述代价函数,以作为所述候选朝向的代价。
12.如权利要求1-10中任一项所述的方法,其中,所述代价函数通过训练机器学习模型而得到,所述训练包括:
获取多个3D打印模型样本,每个3D打印模型样本具有相应的预定朝向标签;
提取每个3D打印模型样本的所述多个特征;
将每个3D打印模型样本的所提取的多个特征和所述相应的预定朝向标签输入到所述机器学习模型,以训练所述机器学习模型;以及
将所训练的所述机器学习模型作为所述代价函数。
13.如权利要求12所述的方法,其中,所述确定所述候选朝向的代价包括:
将所述3D打印模型的所述多个特征输入到所训练的机器学习模型;以及
将所训练的机器学习模型的输出作为所述候选朝向的代价。
14.如权利要求1-10中任一项所述的方法,其中,生成所述3D打印模型的多个候选朝向包括:
生成使得所述3D打印模型的凸包的所述凸包底面积最大的所述第一多个朝向;
生成使得所述3D打印模型的底面积最大的第二多个朝向,其中,所述底面积为所述3D打印模型与所述打印平面相接触的面片的面积的总和;
生成以预定角度为间隔划分空间的第三多个朝向;以及
从所述第一多个朝向、所述第二多个朝向和所述第三多个朝向中删除重复朝向,以作为所述多个候选朝向。
15.如权利要求1-10中任一项所述的方法,还包括:使3D打印机按照所确定的朝向打印所述3D打印模型。
16.一种3D打印模型的朝向装置,包括:
生成单元,被配置为生成3D打印模型的多个候选朝向,其中,所述多个候选朝向包括第一多个朝向,所述第一多个朝向使得以所述第一多个朝向中的任一朝向放置的所述3D打印模型的凸包的凸包底面积大于以除所述第一多个朝向之外的任何其他朝向放置的所述3D打印模型的所述凸包的凸包底面积,其中,所述凸包底面积为所述凸包与打印平面相接触的面片的面积的总和;
提取单元,被配置为对于所述多个候选朝向中的每个候选朝向:
提取所述3D打印模型的多个特征;并且
基于代价函数,确定所述候选朝向的代价,其中,所述代价函数为所述多个特征的函数;以及
确定单元,被配置为确定所述多个候选朝向中的具有最小代价的候选朝向,以作为所述3D打印模型的朝向。
17.如权利要求16所述的装置,所述3D打印模型的多个特征包括从以下各项所组成的组中选择的至少一项:
支撑体特征;
低角度面片特征;
投影面积特征;
凸包面积特征;和
外观面特征。
18.一种电子设备,包括:
至少一个处理器;以及
与所述至少一个处理器通信连接的存储器,
其中,所述存储器存储有指令,所述指令可被所述至少一个处理器执行以实现权利要求1-13中任一项所述的方法。
19.一种存储有计算机指令的非瞬时计算机可读存储介质,其中,所述计算机指令在被计算机执行时使所述计算机实现根据权利要求1-13中任一项所述的方法。
20.一种计算机程序产品,包括计算机程序,其中,所述计算机程序在被处理器执行时使所述处理器实现权利要求1-13中任一项所述的方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110962933.9A CN113681896B (zh) | 2021-08-20 | 2021-08-20 | 用于3d打印的方法、装置、设备、存储介质和程序产品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110962933.9A CN113681896B (zh) | 2021-08-20 | 2021-08-20 | 用于3d打印的方法、装置、设备、存储介质和程序产品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113681896A CN113681896A (zh) | 2021-11-23 |
| CN113681896B true CN113681896B (zh) | 2023-07-07 |
Family
ID=78581109
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110962933.9A Active CN113681896B (zh) | 2021-08-20 | 2021-08-20 | 用于3d打印的方法、装置、设备、存储介质和程序产品 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113681896B (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114750410B (zh) * | 2022-04-08 | 2025-07-22 | 上海轮廓科技有限公司 | 用于3d打印的方法、装置、设备、存储介质和程序产品 |
| CN115953522B (zh) * | 2023-03-14 | 2023-05-23 | 武汉大势智慧科技有限公司 | 一种物体三维模型定向方法、装置、设备及存储介质 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4622405B2 (ja) * | 2003-09-18 | 2011-02-02 | セイコーエプソン株式会社 | 印刷方法、印刷装置、およびプログラム |
| CN104331933B (zh) * | 2014-10-22 | 2017-03-15 | 西安电子科技大学 | 一种分层方向自适应快速选取方法 |
| US10046522B2 (en) * | 2015-02-26 | 2018-08-14 | Stratasys, Inc. | Surface angle model evaluation process for additive manufacturing |
| CN104890238B (zh) * | 2015-04-30 | 2017-05-24 | 北京敏速自动控制设备有限公司 | 三维打印方法及系统 |
| US10274883B1 (en) * | 2018-02-02 | 2019-04-30 | Eastman Kodak Company | Characterizing cross-track spacing variations in electrophotographic printer |
| CN110920076A (zh) * | 2018-09-20 | 2020-03-27 | 三纬国际立体列印科技股份有限公司 | 3d打印机的物件边界检测方法 |
| CN109466065B (zh) * | 2018-11-05 | 2019-12-27 | 山东大学 | 面向3d打印的免支撑非均匀三周期极小曲面生成方法及系统 |
| CN111976135B (zh) * | 2020-07-13 | 2022-03-11 | 深圳市创必得科技有限公司 | 3d模型的摆放方法、装置、存储介质及3d打印机 |
| CN112936870A (zh) * | 2021-02-01 | 2021-06-11 | 深圳市创想三维科技有限公司 | 3d打印方法及支撑结构、装置、设备和存储介质 |
| CN113001967A (zh) * | 2021-02-19 | 2021-06-22 | 深圳市创想三维科技有限公司 | 光固化打印方法、装置、电子设备及存储介质 |
-
2021
- 2021-08-20 CN CN202110962933.9A patent/CN113681896B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN113681896A (zh) | 2021-11-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11693391B2 (en) | System and methods for generating fabrication parameters for fabrication of a part | |
| CN113681896B (zh) | 用于3d打印的方法、装置、设备、存储介质和程序产品 | |
| CN108197602B (zh) | 一种卷积神经网络生成方法及表情识别方法 | |
| CN115131437A (zh) | 位姿估计方法及相关模型的训练方法、装置、设备、介质 | |
| CN116911142B (zh) | 一种pvc餐具的计算机辅助设计方法 | |
| Vančo et al. | Surface reconstruction from unorganized point data with quadrics | |
| CN108357087B (zh) | 3d模型的外壳物件打印方法及其打印起始点计算方法 | |
| CN111930286A (zh) | 打印生产数据图像的智能生成方法、存储介质及数据处理设备 | |
| CN119293879A (zh) | 基牙模型的姿态调整方法、装置、计算机设备、计算机可读存储介质和计算机程序产品 | |
| CN113836382B (zh) | 多维数字内容搜索 | |
| Schwartz et al. | Surface detection and modeling of an arbitrary point cloud from 3D sketching | |
| Li et al. | Automatic small depression feature recognition from solid B-rep models for meshing | |
| CN119991948B (zh) | 一种家具绘图辅助系统、方法、装置和存储介质 | |
| CN106020684A (zh) | 订单的下单方法和下单装置 | |
| CN116160685B (zh) | 一种3d打印方法、系统、终端及存储介质 | |
| CN115302779A (zh) | 多边形构件快速成型3d打印方法、装置、设备及存储介质 | |
| CN111291626A (zh) | 食谱推荐方法、装置和系统 | |
| CN120707895A (zh) | 基于共同最优性的图片-文本匹配方法 | |
| CN112069982A (zh) | 目标图像的获取方法、装置、电子设备以及存储介质 | |
| CN116151532A (zh) | 政务业务自助办理方法、装置、计算机设备及存储介质 | |
| CN121505304A (zh) | 图像聚类方法、电子设备、可读存储介质和程序产品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |