CN113555602A - 一种新型圆柱锂离子电池及其制作方法 - Google Patents
一种新型圆柱锂离子电池及其制作方法 Download PDFInfo
- Publication number
- CN113555602A CN113555602A CN202110952799.4A CN202110952799A CN113555602A CN 113555602 A CN113555602 A CN 113555602A CN 202110952799 A CN202110952799 A CN 202110952799A CN 113555602 A CN113555602 A CN 113555602A
- Authority
- CN
- China
- Prior art keywords
- pole
- shell
- top cover
- cover plate
- lithium ion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 title claims abstract description 47
- 229910001416 lithium ion Inorganic materials 0.000 title claims abstract description 47
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 27
- 239000000853 adhesive Substances 0.000 claims abstract description 23
- 230000001070 adhesive effect Effects 0.000 claims abstract description 23
- 238000002788 crimping Methods 0.000 claims description 46
- 239000011248 coating agent Substances 0.000 claims description 19
- 238000000576 coating method Methods 0.000 claims description 19
- 229910000838 Al alloy Inorganic materials 0.000 claims description 16
- 239000007788 liquid Substances 0.000 claims description 15
- 238000007789 sealing Methods 0.000 claims description 15
- 239000000956 alloy Substances 0.000 claims description 11
- 238000002347 injection Methods 0.000 claims description 10
- 239000007924 injection Substances 0.000 claims description 10
- 238000000034 method Methods 0.000 claims description 10
- 238000004804 winding Methods 0.000 claims description 10
- 238000009413 insulation Methods 0.000 claims description 8
- 238000003466 welding Methods 0.000 claims description 8
- 239000003292 glue Substances 0.000 claims description 7
- 238000012545 processing Methods 0.000 claims description 6
- 238000005096 rolling process Methods 0.000 claims description 6
- 229910000851 Alloy steel Inorganic materials 0.000 claims description 4
- 238000004806 packaging method and process Methods 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims description 4
- 230000005611 electricity Effects 0.000 claims description 3
- 239000011347 resin Substances 0.000 claims 2
- 229920005989 resin Polymers 0.000 claims 2
- 230000000694 effects Effects 0.000 description 6
- 239000011149 active material Substances 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000003792 electrolyte Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000012212 insulator Substances 0.000 description 2
- 229910052744 lithium Inorganic materials 0.000 description 2
- 238000005457 optimization Methods 0.000 description 2
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0587—Construction or manufacture of accumulators having only wound construction elements, i.e. wound positive electrodes, wound negative electrodes and wound separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/107—Primary casings; Jackets or wrappings characterised by their shape or physical structure having curved cross-section, e.g. round or elliptic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/148—Lids or covers characterised by their shape
- H01M50/152—Lids or covers characterised by their shape for cells having curved cross-section, e.g. round or elliptic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/166—Lids or covers characterised by the methods of assembling casings with lids
- H01M50/167—Lids or covers characterised by the methods of assembling casings with lids by crimping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/172—Arrangements of electric connectors penetrating the casing
- H01M50/174—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells
- H01M50/179—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells for cells having curved cross-section, e.g. round or elliptic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/536—Electrode connections inside a battery casing characterised by the method of fixing the leads to the electrodes, e.g. by welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/559—Terminals adapted for cells having curved cross-section, e.g. round, elliptic or button cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Secondary Cells (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Connection Of Batteries Or Terminals (AREA)
Abstract
本发明涉及一种新型圆柱锂离子电池,包括壳体、电极组件、盖帽组件和导电胶,壳体具有单向开口并带电,盖帽组件机械压接在壳体的单向开口处,电极组件容纳在壳体的内部,电极组件与壳体底部通过导电胶电连接,盖帽组件包括顶盖板和极柱组件,顶盖板上开设有极柱引出孔,极柱组件由端子板、极柱、上绝缘件和下绝缘件组成,端子板设置在顶盖板的一侧并覆盖极柱引出孔,端子板与顶盖板之间通过上绝缘件密封绝缘,极柱与顶盖板通过下绝缘件密封绝缘,极柱与电极组件通过导电胶电连接;本发明还涉及一种上述新型圆柱锂离子电池的制作方法;本发明具有降低重量,提高能量密度,降低制造成本,实现降本增效的优点。
Description
技术领域
本发明属于电池技术领域,具体涉及一种新型圆柱锂离子电池及其制作方法。
背景技术
近几年,中国的动力锂电池行业经历了从无到有,从小到大,从弱到强的发展历程,目前,在国家科技项目的重点支持下,中国动力锂电池关键技术、关键材料和产品研究已经取得重大进展,也促成了新能源汽车在国内乃至世界广泛推广,但是要完全替代燃油汽车,还有很多需要改进之处;汽车的行驶里程少,电池包成本高,电池包的可靠性等问题还需要进一步解决,基于上述的问题,对电动车的核心零件动力电池提出了更高的要求,需要动力电池达到更高的能量密度、更低的成本等。
目前,大圆柱电池外壳包括壳体和正负极盖帽组件,其中,外壳提供一个密闭的空间容纳电芯及电解液,电芯的电能通过盖帽组件的正负极极柱从密闭空间内引出到密闭空间外;现有的盖帽组件中,顶盖板为金属板并且开设通孔,极柱分正极极柱和负极极柱,且都有一套极柱组件(包含上、下绝缘件、端子板、极柱及密封圈),通过焊接分别将正负极极耳与正负极汇流片连接,然后正负极汇流片再分别与正负极极柱连接,工序复杂、生产效率低、制作成本高;国内外至今也还未探索出既可以舍去壳体与盖帽组件焊接的工序,又可以将部分极柱组件和正负极汇流片省掉的电池结构;因此,本发明提供一种可以提高能量密度、提高生产效率并降低制造成本的新型圆柱锂离子电池及制作方法是非常有必要的。
发明内容
本发明的目的是为了解决上述问题,而提供一种新型圆柱锂离子电池及其制作方法,能够实现减少圆柱电池的部件,降低圆柱电池的重量,提高圆柱电池的能量密度,同时也降低圆柱电池的制造成本。
本发明的目的是这样实现的:一种新型圆柱锂离子电池,它包括壳体、电极组件、盖帽组件和导电胶,所述壳体具有单向开口并带电,所述盖帽组件机械压接在所述壳体的单向开口处,所述电极组件容纳在所述壳体的内部,所述电极组件包括正极极耳和负极极耳,所述电极组件与壳体底部通过导电胶电连接,所述盖帽组件包括顶盖板和极柱组件,所述顶盖板覆盖在所述壳体的单向开口上,所述顶盖板上开设有极柱引出孔,所述的极柱组件由端子板、极柱、上绝缘件和下绝缘件组成,所述端子板设置在所述顶盖板的一侧并覆盖极柱引出孔,所述端子板与所述顶盖板之间通过上绝缘件密封绝缘,所述极柱与所述顶盖板通过下绝缘件密封绝缘,所述极柱与所述电极组件通过导电胶电连接。
所述壳体根据金属材质的不同可以带正电或负电,当所述壳体带正电时,所述极柱与所述负极极耳通过导电胶电连接,所述正极极耳与所述壳体底部通过导电胶电连接;当所述壳体带负电时,所述极柱与所述正极极耳通过导电胶电连接,所述负极极耳与所述壳体底部通过导电胶电连接。
所述盖帽组件与所述壳体的压接部分包括顶盖板压接部和壳体压接部,顶盖板压接部通过辊压紧密贴合在壳体压接部的外侧。
所述顶盖板压接部的形状为回形,所述壳体压接部的形状为开口向下的U形,所述壳体压接部设置在壳体的外侧。
所述极柱包括极柱主体部和极柱延伸部,极柱主体部与极柱延伸部通过一体加工或焊接为一体制成。
所述顶盖板上设置有用于固定连接防爆阀和注液的防爆阀(注液)孔。
所述的新型圆柱锂离子电池的制作方法,它包括以下步骤:
步骤1):制备壳体:将壳体卷绕压制成圆柱形,并在壳体的一端开设单向开口;
步骤2):制备电极组件:将正极片、负极片以及隔膜一同卷绕成圆柱形,正极片的涂覆区伸出部分作为正极极耳,负极片的涂覆区伸出部分作为负极极耳;
步骤3):制备盖帽组件:将极柱加工成圆柱形的极柱主体部和圆盘形的极柱延伸部;用铝合金材料制成圆形薄板状的顶盖板,在顶盖板上对应极柱的位置开设一个用于装入极柱的极柱引出孔;用铝合金材料制成端子板,将端子板安装在极柱引出孔处并通过上绝缘件与顶盖板绝缘密封,将极柱延伸部安装在顶盖板的下侧并通过下绝缘件绝缘密封;
步骤4):封装电池:将步骤3)制备好的盖帽组件放置在壳体的单向开口处使电极组件封装在壳体内,同时在电极组件和极柱之间以及电极组件和壳体底部之间分别涂上导热胶,再将顶盖板与壳体相互接触的顶盖板压接部和壳体压接部通过机械辊压密封连接。
步骤1)中,所述壳体的材质为铝合金或合金钢。 步骤4)中,所述导热胶可以替代为导热胶块。
本发明的有益效果:本发明的一种新型圆柱锂离子电池及其制作方法,通过结构的优化,减少正(负)极极柱组件,取消正负极汇流片,将极柱直接连接到极耳上,并通过将壳体与盖帽组件的连接方式由机械压接来代替焊接的方式,来达到降低圆柱锂离子电池的重量,提高圆柱锂离子电池能量密度和生产效率,同时也达到降低圆柱锂离子电池制造成本的目的,实现了降本增效。
附图说明
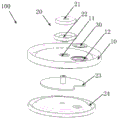
图1是实施例1的一种新型圆柱锂离子电池的分解结构示意图;
图2 是图1的新型圆柱锂离子电池的盖帽组件的分解结构示意图;
图3是图1的新型圆柱锂离子电池的俯视结构示意图;
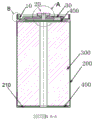
图4是图3的新型圆柱锂离子电池沿A-A剖切线剖切后的剖面结构示意图;
图5是图4的新型圆柱锂离子电池的A部分的局部结构放大图;
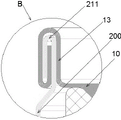
图6是图4的新型圆柱锂离子电池的B部分的局部结构放大图;
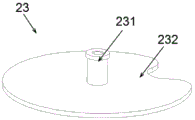
图7是图1至图5的新型圆柱锂离子电池的极柱的立体结构示意图;
图8是图1、图4和图5的新型圆柱锂离子电池的极柱与电极组件连接的立体结构示意图。
图中 1、新型圆柱锂离子电池 100、盖帽组件 200、壳体 210、壳体底部 211、壳体压接部 300、电极组件 310、负极极耳 311、正极极耳 400、导电胶 10、顶盖板11、极柱引出孔 12、防爆阀(注液)孔 13、顶盖板压接部 20、极柱组件 21、端子板22、上绝缘件 23、极柱 24、下绝缘件 231、极柱主体部 232、极柱延伸部 24、下绝缘件 30、防爆阀。
具体实施方式
下面结合附图对本发明的实施方式作进一步说明。
实施例1
如图1所示,一种新型圆柱锂离子电池1,它包括盖帽组件100、壳体200以及位于壳体200内部的电极组件300、导热胶400,盖帽组件100用于密封壳体200,以将电极组件300密封于壳体200内,导热胶400涂在盖帽组件100与电极组件300之间以及电极组件300与壳体200之间,起到密封和电连接的作用。
具体的,壳体200由铝合金材质制成,壳体200带正电,壳体200的形状为圆柱形,壳体200具有单向开口,通过该单向开口连通壳体200内部的容纳空间;电极组件300通过将正极片、负极片以及隔膜一同卷绕而形成,其中,隔膜是介于正极极片和负极极片之间的一层膜状绝缘体,正极片活性物质可被涂覆在正极片的涂覆区上,负极片活性物质可被涂覆到负极片的涂覆区上,有正极片的涂覆区延伸出的部分则作为正极极耳311,由负极片的涂覆区延伸出的部分则作为负极极耳310。
如图2-5所示,盖帽组件100包括顶盖板10、极柱组件20和防爆阀30,顶盖板10为圆形薄板状,且外形尺寸与壳体200开口相匹配,以便能够连接在壳体200的单向开口上,顶盖板10由铝合金材料制成,在本实施例中,顶盖板10上开设有一个极柱引出孔11,便于极柱23装入。
极柱组件20由端子板21、极柱23、上绝缘件22和下绝缘件24组成,端子板21为方形形状且中心开孔,端子板21的材质为铝合金,端子板21设置在顶盖板10的一侧并覆盖极柱引出孔11,上绝缘件22位于端子板21和顶盖板10之间并延伸至极柱引出孔11,起到绝缘和密封作用,下绝缘件24位于极柱23的极柱延伸部232上端面与顶盖板10下端面之间,起到绝缘作用。
在本实施例中,顶盖板10上设置有用于固定连接防爆阀30和注液的防爆阀(注液)孔12,防爆阀(注液)孔12按照预定尺寸设在顶盖板10上,以便在顶盖板10与壳体200开口处密封压接后,能够通过防爆阀(注液)孔12向壳体200的容纳空间中注入电解液,该孔同时起到注液和连接固定防爆阀30的作用;当由于过度充电、过度放电或电池过热而产生气体使新型圆柱锂离子电池1的内部压力过大时,防爆阀30被破坏,使得形成在新型圆柱锂离子电池1内部的气体通过防爆阀30的通孔即防爆阀(注液)孔12排放到外部,由此能够防止圆柱锂离子电池1发生爆炸。
如图4和图6所示,壳体200与盖帽组件100的顶盖板10的连接方式为机械压接,通过两次或更多次辊压使壳体压接部211与盖帽组件100中的顶盖板压接部13紧密压实密封,为方便装配后压接,壳体压接部211与顶盖板压接部13会做出一定的形状。
为了更好的效果,顶盖板压接部13的形状为回形,所述壳体压接部211的形状为开口向下的U形,所述壳体压接部211设置在壳体200的外侧。
如图7所示,极柱23由极柱主体部231和极柱延伸部232组成,极柱主体部231和极柱延伸部232组成可一体加工或通过焊接使其成为一体。
如图4和图8所示,导电胶400被涂在极柱延伸部232的下端面与电极组件300中的负极极耳310之间,以及正极极耳311与壳体200的底部之间,以粘接力或弹力使极柱23、壳体200分别与电极组件300的负极极耳310和正极极耳311电连接。
本实施例所述的新型圆柱锂离子电池的制作方法,它包括以下步骤:
步骤1):制备壳体200:将铝合金材质的壳体200卷绕压制成圆柱形,并在壳体200的一端开设单向开口;
步骤2):制备电极组件300:将正极片、负极片以及隔膜一同卷绕成圆柱形,正极片的涂覆区伸出部分作为正极极耳311,负极片的涂覆区伸出部分作为负极极耳310;
步骤3):制备盖帽组件100:将极柱23加工成圆柱形的极柱主体部231和圆盘形的极柱延伸部232;用铝合金材料制成圆形薄板状的顶盖板10,在顶盖板10上对应极柱23的位置开设一个用于装入极柱23的极柱引出孔11和用于安装防爆阀30和注液的防爆阀(注液)孔12;用铝合金材料制成端子板21,将端子板21安装在极柱引出孔11处并通过上绝缘件22与顶盖板10绝缘密封,将极柱延伸部232安装在顶盖板10的下侧并通过下绝缘件24绝缘密封;
步骤4):封装电池:在步骤2)制备好的电极组件300的正极极耳311和负极极耳310上涂上导热胶400,再将电极组件300通过壳体200的单向开口装配到壳体200内,使壳体底部210与电极组件300的正极极耳311进行粘接电连接;将步骤3)制备好的盖帽组件100放置在壳体200的单向开口处,并使极柱延伸部232的下端面与电极组件300的负极极耳310粘接电连接;将顶盖板10与壳体200相互接触的顶盖板压接部13和壳体压接部211通过机械辊压密封连接。
本发明提供的新型圆柱锂离子电池1及其制作方法,通过结构的优化,减少正极极柱组件,并取消了正负极汇流片,将极柱23直接连接到负极极耳310上,并通过将壳体200与盖帽组件100的连接方式由机械压接来代替焊接的方式,不仅降低了圆柱锂离子电池重量,提高了圆柱锂离子电池的能量密度和生产效率,同时也达到降低圆柱锂离子电池制造成本的目的,实现了降本增效。
实施例2
如图1所示,一种新型圆柱锂离子电池1,它包括盖帽组件100、壳体200以及位于壳体200内部的电极组件300、导热胶400,盖帽组件100用于密封壳体200,以将电极组件300密封于壳体200内,导热胶400涂在盖帽组件100与电极组件300之间以及电极组件300与壳体200之间,起到密封和电连接的作用。
具体的,壳体200由合金钢材质制成,壳体200带正电,壳体200的形状为圆柱形,壳体200具有单向开口,通过该单向开口连通壳体200内部的容纳空间;电极组件300通过将正极片、负极片以及隔膜一同卷绕而形成,其中,隔膜式是介于正极极片和负极极片之间的一层膜状绝缘体,正极片活性物质可被涂覆在正极片的涂覆区上,负极片活性物质可被涂覆到负极片的涂覆区上,有正极片的涂覆区延伸出的部分则作为正极极耳311,由负极片的涂覆区延伸出的部分则作为负极极耳310。
如图2-5所示,盖帽组件100包括顶盖板10、极柱组件20和防爆阀30,顶盖板10为圆形薄板状,且外形尺寸与壳体200开口相匹配,以便能够连接在壳体200的单向开口上,顶盖板10由铝合金材料制成,顶盖板10上开设有一个极柱引出孔11,便于极柱23装入。
极柱组件20由端子板21、极柱23、上绝缘件22和下绝缘件24组成,端子板21为方形形状且中心开孔,端子板21的材质为铝合金,端子板21设置在顶盖板10的一侧并覆盖极柱引出孔11并通过压铆及焊接与极柱23电连接,上绝缘件22位于端子板21和顶盖板10之间并延伸至极柱引出孔11,起到绝缘和密封作用,下绝缘件24位于极柱23的极柱延伸部232上端面与顶盖板10下端面之间,起到绝缘作用。
如图4和图6所示,壳体200与盖帽组件100的顶盖板10的连接方式为机械压接,通过两次或更多次辊压使壳体压接部211与盖帽组件100中的顶盖板压接部13紧密压实密封,为方便装配后压接,壳体压接部211与顶盖板压接部13会做出一定的形状。
为了更好的效果,顶盖板压接部13的形状为回形,所述壳体压接部211的形状为开口向下的U形,所述壳体压接部211设置在壳体200的外侧。
如图7所示,极柱23由极柱主体部231和极柱延伸部232组成,极柱主体部231和极柱延伸部232组成可一体加工或通过焊接使其成为一体。
与实施例1不同,导电胶400被涂在极柱延伸部232的下端面与电极组件300中的正极极耳311之间,以及负极极耳310与壳体200的底部之间,以粘接力或弹力使极柱23、壳体200分别与电极组件300的正极极耳311和负极极耳310电连接。
本实施例所述的新型圆柱锂离子电池的制作方法,它包括以下步骤:
步骤1):制备壳体200:将合金钢材质的壳体200卷绕压制成圆柱形,并在壳体200的一端开设单向开口;
步骤2):制备电极组件300:将正极片、负极片以及隔膜一同卷绕成圆柱形,正极片的涂覆区伸出部分作为正极极耳311,负极片的涂覆区伸出部分作为负极极耳310;
步骤3):制备盖帽组件100:将极柱23加工成圆柱形的极柱主体部231和圆盘形的极柱延伸部232;用铝合金材料制成圆形薄板状的顶盖板10,在顶盖板10上对应极柱23的位置开设一个用于装入极柱23的极柱引出孔11和用于安装防爆阀30和注液的防爆阀(注液)孔12;用铝合金材料制成端子板21,将端子板21安装在极柱引出孔11处并通过上绝缘件22与顶盖板10绝缘密封,将极柱延伸部232安装在顶盖板10的下侧并通过下绝缘件24绝缘密封;
步骤4):封装电池:将步骤2)制备好的电极组件300通过壳体200的单向开口装配到壳体200内,同时将预制好的导电胶块放置在壳体底部210和电极组件300的负极极耳310之间,使壳体底部210与电极组件300的负极极耳310粘接电连接;将步骤3)制备好的盖帽组件100放置在壳体200的单向开口处,同时将预制好的导电胶块放置在极柱23的极柱延伸部232的下端面与电极组件300的正极极耳311之间,使极柱延伸部232的下端面与电极组件300的正极极耳311粘接电连接;将顶盖板10与壳体200相互接触的顶盖板压接部13和壳体压接部211通过机械辊压密封连接。
本发明提供的新型圆柱锂离子电池1及其制作方法,通过结构的优化,减少负极极柱组件,并取消了正负极汇流片,将极柱23直接连接到正极极耳311上,并通过将壳体200与盖帽组件100的连接方式由机械压接来代替焊接的方式,不仅降低了圆柱锂离子电池的重量,提高了圆柱锂离子电池的能量密度和生产效率,同时也达到降低圆柱锂离子电池制造成本的目的,实现了降本增效。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
Claims (10)
1.一种新型圆柱锂离子电池,其特征在于:它包括壳体、电极组件、盖帽组件和导电胶,所述壳体具有单向开口并带电,所述盖帽组件机械压接在所述壳体的单向开口处,所述电极组件容纳在所述壳体的内部,所述电极组件包括正极极耳和负极极耳,所述电极组件与壳体底部通过导电胶电连接,所述盖帽组件包括顶盖板和极柱组件,所述顶盖板覆盖在所述壳体的单向开口上,所述顶盖板上开设有极柱引出孔,所述的极柱组件由端子板、极柱、上绝缘件和下绝缘件组成,所述端子板设置在所述顶盖板的一侧并覆盖极柱引出孔,所述端子板与所述顶盖板之间通过上绝缘件密封绝缘,所述极柱与所述顶盖板通过下绝缘件密封绝缘,所述极柱与所述电极组件通过导电胶电连接。
2.根据权利要求1所述的新型圆柱锂离子电池,其特征在于:所述壳体带正电,所述极柱与所述负极极耳通过导电胶电连接,所述正极极耳与所述壳体底部通过导电胶电连接。
3.根据权利要求1所述的新型圆柱锂离子电池,其特征在于:所述壳体带负电,所述极柱与所述正极极耳通过导电胶电连接,所述负极极耳与所述壳体底部通过导电胶电连接。
4.根据权利要求2或3所述的新型圆柱锂离子电池,其特征在于:所述盖帽组件与所述壳体的压接部分包括顶盖板压接部和壳体压接部,顶盖板压接部通过辊压紧密贴合在壳体压接部的外侧。
5.根据权利要求4所述的新型圆柱锂离子电池,其特征在于:所述顶盖板压接部的形状为回形,所述壳体压接部的形状为开口向下的U形,所述壳体压接部设置在壳体的外侧。
6.根据权利要求1所述的新型圆柱锂离子电池,其特征在于:所述极柱包括极柱主体部和极柱延伸部,极柱主体部与极柱延伸部通过一体加工或焊接为一体制成。
7.根据权利要求1所述的新型圆柱锂离子电池,其特征在于:所述顶盖板上设置有用于固定连接防爆阀和注液的防爆阀(注液)孔。
8.根据权利要求1所述的新型圆柱锂离子电池的制作方法,其特征在于:它包括以下步骤:
步骤1):制备壳体:将壳体卷绕压制成圆柱形,并在壳体的一端开设单向开口;
步骤2):制备电极组件:将正极片、负极片以及隔膜一同卷绕成圆柱形,正极片的涂覆区伸出部分作为正极极耳,负极片的涂覆区伸出部分作为负极极耳;
步骤3):制备盖帽组件:将极柱加工成圆柱形的极柱主体部和圆盘形的极柱延伸部;用铝合金材料制成圆形薄板状的顶盖板,在顶盖板上对应极柱的位置开设一个用于装入极柱的极柱引出孔;用铝合金材料制成端子板,将端子板安装在极柱引出孔处并通过上绝缘件与顶盖板绝缘密封,将极柱延伸部安装在顶盖板的下侧并通过下绝缘件绝缘密封;
步骤4):封装电池:将步骤3)制备好的盖帽组件放置在壳体的单向开口处使电极组件封装在壳体内,同时在电极组件和极柱之间以及电极组件和壳体底部之间分别涂上导热胶,再将顶盖板与壳体相互接触的顶盖板压接部和壳体压接部通过机械辊压密封连接。
9.根据权利要求8所述的新型圆柱锂离子电池的制作方法,其特征在于:步骤1)中,所述壳体的材质为铝合金或合金钢。
10.根据权利要求8所述的新型圆柱锂离子电池的制作方法,其特征在于:步骤4)中,所述导热胶可以替代为导热胶块。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110952799.4A CN113555602A (zh) | 2021-08-19 | 2021-08-19 | 一种新型圆柱锂离子电池及其制作方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110952799.4A CN113555602A (zh) | 2021-08-19 | 2021-08-19 | 一种新型圆柱锂离子电池及其制作方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113555602A true CN113555602A (zh) | 2021-10-26 |
Family
ID=78134060
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110952799.4A Pending CN113555602A (zh) | 2021-08-19 | 2021-08-19 | 一种新型圆柱锂离子电池及其制作方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113555602A (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114256563A (zh) * | 2021-12-20 | 2022-03-29 | 东莞新能源科技有限公司 | 导电胶、电化学装置和电子装置 |
| CN114583373A (zh) * | 2022-02-09 | 2022-06-03 | 多氟多新能源科技有限公司 | 一种圆柱电池模组及圆柱电池包 |
| CN114927833A (zh) * | 2022-06-30 | 2022-08-19 | 远景动力技术(江苏)有限公司 | 一种圆柱电池装配方法、圆柱电池及电子设备 |
| CN115275465A (zh) * | 2022-08-20 | 2022-11-01 | 深圳市赛尔摩星科技有限公司 | 一种新型圆柱电池的封口结构及其封口方法 |
| WO2023115264A1 (zh) * | 2021-12-20 | 2023-06-29 | 东莞新能源科技有限公司 | 导电胶、电化学装置和电子装置 |
| WO2023185507A1 (zh) * | 2022-03-28 | 2023-10-05 | 蓝京新能源(嘉兴)有限公司 | 一种圆柱电池及其制作工艺 |
| JP7445823B2 (ja) | 2021-08-23 | 2024-03-07 | 寧徳時代新能源科技股▲分▼有限公司 | 電池セル及びその製造方法と製造システム、電池及び電力消費装置 |
-
2021
- 2021-08-19 CN CN202110952799.4A patent/CN113555602A/zh active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7445823B2 (ja) | 2021-08-23 | 2024-03-07 | 寧徳時代新能源科技股▲分▼有限公司 | 電池セル及びその製造方法と製造システム、電池及び電力消費装置 |
| CN114256563A (zh) * | 2021-12-20 | 2022-03-29 | 东莞新能源科技有限公司 | 导电胶、电化学装置和电子装置 |
| WO2023115264A1 (zh) * | 2021-12-20 | 2023-06-29 | 东莞新能源科技有限公司 | 导电胶、电化学装置和电子装置 |
| CN114583373A (zh) * | 2022-02-09 | 2022-06-03 | 多氟多新能源科技有限公司 | 一种圆柱电池模组及圆柱电池包 |
| WO2023185507A1 (zh) * | 2022-03-28 | 2023-10-05 | 蓝京新能源(嘉兴)有限公司 | 一种圆柱电池及其制作工艺 |
| CN114927833A (zh) * | 2022-06-30 | 2022-08-19 | 远景动力技术(江苏)有限公司 | 一种圆柱电池装配方法、圆柱电池及电子设备 |
| CN115275465A (zh) * | 2022-08-20 | 2022-11-01 | 深圳市赛尔摩星科技有限公司 | 一种新型圆柱电池的封口结构及其封口方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113555602A (zh) | 一种新型圆柱锂离子电池及其制作方法 | |
| JP4790732B2 (ja) | 金属ケーシングを有する高容量リチウムイオン二次電池 | |
| CN216389535U (zh) | 一种圆柱锂离子电池及其电池模组 | |
| CN215834573U (zh) | 一种新型圆柱锂离子电池及其电池模组 | |
| CN102347512B (zh) | 大容量锂离子电池 | |
| CN112531295A (zh) | 一种锂离子电池结构及极耳电连接方法 | |
| CN208622794U (zh) | 二次电池及其顶盖组件 | |
| CN115000641A (zh) | 端盖组件、电池单体、电池以及用电装置 | |
| CN201478392U (zh) | 具有集流盘的高功率动力锂离子电池 | |
| CN113131054A (zh) | 一种动力电池极柱封装结构、顶盖、动力电池 | |
| CN215220838U (zh) | 电池壳体、电池以及车辆 | |
| CN205828568U (zh) | 二次电池 | |
| CN200986938Y (zh) | 一种锂离子电池盖体 | |
| CN219203322U (zh) | 一种圆柱电池及电子设备 | |
| CN216903151U (zh) | 一种新型圆柱电池及电池模组 | |
| CN218827490U (zh) | 电池的端盖组件、电池单体、储能装置及用电设备 | |
| CN216773371U (zh) | 锂电池的盖板及方形电池结构 | |
| CN212907874U (zh) | 一种无极耳的电池 | |
| CN214043927U (zh) | 一种单体电池 | |
| CN114447413A (zh) | 一种电池盖板以及电池 | |
| CN114628861A (zh) | 叠片电池 | |
| CN112736337A (zh) | 盖板组件及应用所述盖板组件的电池 | |
| CN214957009U (zh) | 一种方形铝壳电池及其电池模组 | |
| CN216389653U (zh) | 一种新型圆柱电池及其电池模组 | |
| CN219226555U (zh) | 穿透焊接的极柱连接结构及电池顶盖 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |