CN113458550A - 一种智能机器人焊接夹具 - Google Patents
一种智能机器人焊接夹具 Download PDFInfo
- Publication number
- CN113458550A CN113458550A CN202110811723.XA CN202110811723A CN113458550A CN 113458550 A CN113458550 A CN 113458550A CN 202110811723 A CN202110811723 A CN 202110811723A CN 113458550 A CN113458550 A CN 113458550A
- Authority
- CN
- China
- Prior art keywords
- welding
- nozzle
- intelligent
- elastic nozzle
- elastic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J11/00—Manipulators not otherwise provided for
- B25J11/005—Manipulators for mechanical processing tasks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/24—Features related to electrodes
- B23K9/28—Supporting devices for electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/32—Accessories
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Robotics (AREA)
- Arc Welding In General (AREA)
Abstract
本发明属于智能机器人焊接技术领域,特别涉及一种智能机器人焊接夹具。包括焊枪和弹性喷嘴,其中焊枪连接在智能焊接机器人的执行末端,焊枪的导电嘴的外侧设置弹性喷嘴,弹性喷嘴用于在需要对接的环形工件A和环形工件B之间形成的窄间隙的外侧进行流场导引作业。本发明在厚板窄间隙的受限作业空间作业,不受喷嘴限制,厚板窄间隙做的更狭小,节约保护气体;焊丝及电流用的少,经济性高。
Description
技术领域
本发明属于智能机器人焊接技术领域,特别涉及一种智能机器人焊接夹具。
背景技术
目前,氩弧焊机在实际使用时,经常会出现未焊透、氩弧焊烧穿或未溶合的现象,未焊透指母材金属未熔化,焊缝金属没有进入接头根部的现象。未焊透的危害之一是减少了焊缝的有效面积,使接头强度下降。其次,未焊透引起的应力集中所造成的危害,比强度下降的危害大的多。未焊透严重降低焊缝的疲劳强度,可能成为裂纹源,是造成焊缝破坏的重要原因。在焊接过程中,熔化金属自坡口背面流出形成穿孔的缺陷,称为烧穿。在焊缝金属和母材之间或焊道金属之间未完全熔化结合的部分称为未溶合,未溶合特征常出现在坡口的侧壁、多层焊的层间及焊缝的根部。
窄间隙焊就是厚板对接接头在焊前不开坡口或只开小角度坡口,并留有窄而深的间隙,采用熔化极气体保护焊或埋孤焊完成整条焊缝的高效焊接方法。在碳钢、低合金钢和铝合金钛合金等应用较广。然而,对于厚板窄间隙焊接,如何有效防止氩弧焊烧穿、未焊透、坡口的侧壁、多层焊的层间及焊缝的根部未溶合,仍然是智能机器人焊接需要解决的技术难题。
发明内容
针对上述问题,本发明的目的在于提供一种智能机器人焊接夹具,以解决对于厚板窄间隙焊接,如何有效防止氩弧焊烧穿、未焊透、坡口的侧壁、多层焊的层间及焊缝的根部未溶合的问题。
为了实现上述目的,本发明采用以下技术方案:
本发明实施例提供的一种智能机器人焊接夹具,包括焊枪和弹性喷嘴,其中焊枪连接在智能焊接机器人的执行末端,所述焊枪的导电嘴的外侧设置弹性喷嘴,所述弹性喷嘴用于在需要对接的环形工件A和环形工件B之间形成的窄间隙的外侧进行流场导引作业。
在一种可能的实现方式中,所述弹性喷嘴为可伸缩的筒状结构,且上端与所述导电嘴密封连接;所述弹性喷嘴的下端为敞开式结构,且与需要对接的环形工件A和环形工件B的上表面抵接。
在一种可能的实现方式中,所述弹性喷嘴上连接有进气管道和排气管道,所述进气管道和排气管道与所述焊枪内的气道连接。
在一种可能的实现方式中,所述焊枪内的气道包括保护气通道和排气通道;所述进气管道与保护气通道连通;所述排气管道与所述排气通道连通。
在一种可能的实现方式中,所述进气管道与所述弹性喷嘴的下部连通;所述排气管道与所述弹性喷嘴的顶部连通。
在一种可能的实现方式中,通过伺服控制所述弹性喷嘴的进气和排气。
在一种可能的实现方式中,所述弹性喷嘴为不锈钢波纹管。
在一种可能的实现方式中,需要对接的所述环形工件A和所述环形工件B的厚度大于等于80mm。
本发明的优点及有益效果是:本发明提供的一种智能机器人焊接夹具,在厚板窄间隙的受限作业空间作业,不受喷嘴限制,厚板窄间隙做的更狭小,节约保护气体;
本发明提供的一种智能机器人焊接夹具,在厚板窄间隙的受限作业空间作业,不受喷嘴限制,厚板窄间隙做的更狭小,焊丝及电流用的少,经济性高;
本发明提供的一种智能机器人焊接夹具,含有排气管道,可以对完成熔池的尾气做在线成分及温度分析,便于后续智能模块的升级。
本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
图1为本发明一种智能机器人焊接夹具的轴测图;
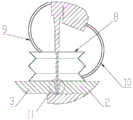
图2为图1中Ⅰ处放大图;
图3为本发明的局部剖视图;
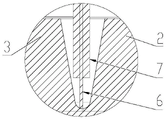
图4为图3中Ⅱ处放大图;
图中:1为工装,2为环形工件A,3为环形工件B,4为智能焊接机器人,5为焊枪,6为焊丝,7为导电嘴,8为弹性喷嘴,9为排气管道,10为进气管道,11为窄间隙。
具体实施方式
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
本发明实施例提供一种智能机器人焊接夹具,在厚板窄间隙的受限作业空间作业,不受喷嘴限制,厚板窄间隙做的更狭小,节约保护气体。参见图1至图4所示,该智能机器人焊接夹具,包括焊枪5和弹性喷嘴8,其中焊枪5连接在智能焊接机器人4的执行末端,焊枪5的导电嘴7的外侧设置弹性喷嘴8,弹性喷嘴8用于在需要对接的环形工件A2和环形工件B3之间形成的窄间隙11的外侧进行流场导引作业。
参见图1所示,本发明的实施例中,需要对接的环形工件A2和环形工件B3通过多个工装1支撑固定。环形工件A2位于环形工件B3的内侧,且环形工件A2和环形工件B3之间形成窄间隙11,该窄间隙11为受限作业空间,常规的焊枪因体积较大,无法完成对窄间隙11的焊接作业;即使完成也会出现氩弧焊烧穿、未焊透或未溶合等缺陷。而通过本发明添加的弹性喷嘴8在窄间隙11的外侧进行流场导引作业,能解决传统焊枪无法完成对窄间隙11的焊接作业,或即使完成也会出现氩弧焊烧穿、未焊透或未溶合等缺陷的问题。
参见图2所示,本发明的实施例中,弹性喷嘴8为可伸缩的筒状结构,且上端与导电嘴7密封连接;弹性喷嘴8的下端为敞开式结构,且与需要对接的环形工件A2和环形工件B3的上表面抵接,使弹性喷嘴8内形成保护气体容置腔,且可将该气体容置腔内的保护气导入下方的窄间隙11内,在电弧焊的周围进行保护。
进一步地,弹性喷嘴8上连接有进气管道10和排气管道9,进气管道10和排气管道9与焊枪5内的气道连接。
具体地,焊枪5内的气道包括保护气通道和排气通道,进气管道10与保护气通道连通;排气管道9与排气通道连通。
进一步地,参见图3所示,进气管道10与弹性喷嘴8的下部侧壁连通,排气管道9与弹性喷嘴8的顶部连通,通过伺服控制弹性喷嘴8的进气和排气,即采用伺服可调节进气管道10的流量和压力场加注,矢量喷射保护气作业。采用伺服可调节排气管道9的流量和压力场抽取,矢量喷射保护气作业。伺服可调节流量和压力场加注和伺服可调节流量和压力场抽取,可以根据智能焊接机器人4带动焊枪5进行空间六自由度多层多道焊的焊接作业过程中,窄间隙11被渐变填满的过程进行自适应。
本发明的实施例中,弹性喷嘴8为不锈钢波纹管,不锈钢波纹管的上端设有套设于导电嘴7上小环状钢圈,下端设有与不锈钢波纹管直径相等的大环状钢圈,大环状钢圈与环形工件A2和环形工件B3的上表面抵接,在窄间隙11的上方形成保护气罩,在焊接过程中有效防止氩弧焊烧穿、未焊透、坡口的侧壁、多层焊的层间及焊缝的根部未溶合等问题。
具体地,不锈钢波纹管是一种外型象规则的波浪样的管材,常用的金属波纹管有碳钢和不锈钢的,也有钢质衬塑和铝质的等等,主要用于需要很小的弯曲半径非同心轴向传动,或者不规则转弯、伸缩,或者吸收管道的热变形等,或者不便于用固定弯头安装的场合做管道与管道的连接,或者管道与设备的连接使用。
本发明的实施例中,需要对接的环形工件A2和环形工件B3的厚度大于等于80mm,环形工件A2和环形工件B3之间形成厚板的窄间隙11,窄间隙11为U型结构,窄间隙11为常规焊接焊丝、导电嘴和喷嘴的受限作业空间。焊丝6和导电嘴7的一端进入窄间隙11受限作业空间进行焊接作业,焊丝6和导电嘴7的另外一端安装在焊枪5上,该结构不受喷嘴结构的限制,参见图4所示。
本发明的实施例中,弹性喷嘴8具有弹性,智能焊接机器人4带动焊枪5进行空间六自由度焊接作业过程中,弹性喷嘴8下端的大环状钢圈自适应环形工件A2和环形工件B3的外部形状,无论平面还是曲面随动跟踪焊接,适应性较强。
本发明提供的一种智能机器人焊接夹具,通过添加弹性喷嘴8可实现焊枪在厚板窄间隙的受限作业空间作业,不受喷嘴限制,厚板窄间隙可做的更狭小,节约保护气体;焊丝及电流用的少,经济性高。
本发明提供的一种智能机器人焊接夹具,通过排气管道可以对完成熔池的尾气做在线成分及温度分析,便于后续智能模块的升级。
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
Claims (8)
1.一种智能机器人焊接夹具,其特征在于,包括焊枪(5)和弹性喷嘴(8),其中焊枪(5)连接在智能焊接机器人(4)的执行末端,所述焊枪(5)的导电嘴(7)的外侧设置弹性喷嘴(8),所述弹性喷嘴(8)用于在需要对接的环形工件A(2)和环形工件B(3)之间形成的窄间隙(11)的外侧进行流场导引作业。
2.根据权利要求1所述的智能机器人焊接夹具,其特征在于,所述弹性喷嘴(8)为可伸缩的筒状结构,且上端与所述导电嘴(7)密封连接;所述弹性喷嘴(8)的下端为敞开式结构,且与需要对接的环形工件A(2)和环形工件B(3)的上表面抵接。
3.根据权利要求2所述的智能机器人焊接夹具,其特征在于,所述弹性喷嘴(8)上连接有进气管道(10)和排气管道(9),所述进气管道(10)和排气管道(9)与所述焊枪(5)内的气道连接。
4.根据权利要求3所述的智能机器人焊接夹具,其特征在于,所述焊枪(5)内的气道包括保护气通道和排气通道;
所述进气管道(10)与保护气通道连通;所述排气管道(9)与所述排气通道连通。
5.根据权利要求3所述的智能机器人焊接夹具,其特征在于,所述进气管道(10)与所述弹性喷嘴(8)的下部连通;所述排气管道(9)与所述弹性喷嘴(8)的顶部连通。
6.根据权利要求3所述的智能机器人焊接夹具,其特征在于,通过伺服控制所述弹性喷嘴(8)的进气和排气。
7.根据权利要求2所述的智能机器人焊接夹具,其特征在于,所述弹性喷嘴(8)为不锈钢波纹管。
8.根据权利要求1所述的智能机器人焊接夹具,其特征在于,需要对接的所述环形工件A(2)和所述环形工件B(3)的厚度大于等于80mm。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110811723.XA CN113458550A (zh) | 2021-07-19 | 2021-07-19 | 一种智能机器人焊接夹具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110811723.XA CN113458550A (zh) | 2021-07-19 | 2021-07-19 | 一种智能机器人焊接夹具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113458550A true CN113458550A (zh) | 2021-10-01 |
Family
ID=77881107
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110811723.XA Pending CN113458550A (zh) | 2021-07-19 | 2021-07-19 | 一种智能机器人焊接夹具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113458550A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116079194A (zh) * | 2023-03-23 | 2023-05-09 | 哈尔滨电机厂有限责任公司 | 一种窄间隙气体保护焊辅助抽蓄转轮分环装焊方法 |
-
2021
- 2021-07-19 CN CN202110811723.XA patent/CN113458550A/zh active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116079194A (zh) * | 2023-03-23 | 2023-05-09 | 哈尔滨电机厂有限责任公司 | 一种窄间隙气体保护焊辅助抽蓄转轮分环装焊方法 |
| CN116079194B (zh) * | 2023-03-23 | 2023-09-19 | 哈尔滨电机厂有限责任公司 | 一种窄间隙气体保护焊辅助抽蓄转轮分环装焊方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20090039066A1 (en) | Neck for a robotic welding torch | |
| CN102744499A (zh) | 一种管道根层的双面双弧焊工艺 | |
| CN113458550A (zh) | 一种智能机器人焊接夹具 | |
| CN106312247A (zh) | 一种正交异性钢桥面板u肋角焊缝双侧焊方法 | |
| US20100108655A1 (en) | Method and device for permanently connecting components of heat- meltable, metallic materials | |
| CN215431971U (zh) | 智能机器人焊接夹具 | |
| CN112935276B (zh) | 一种油气输送用厚壁大口径三通管件的电弧增材制造方法 | |
| CN113547190A (zh) | 一种tc4钛合金板焊接的气体保护装置和工艺方法 | |
| CN203265852U (zh) | 一种堆焊枪 | |
| CN107081528A (zh) | 一种高级别管线钢的激光焊接方法 | |
| CN210587737U (zh) | 一种等离子与mig复合点焊的一体化复合点焊装置 | |
| CN115194278B (zh) | 密封钎焊方法及钎焊系统 | |
| CN105364273A (zh) | 用于镍基板式拼接的实芯焊丝气保焊方法 | |
| CN110614439A (zh) | 一种高反材料激光连接方法和装置 | |
| CN104889544A (zh) | 不锈钢腔体预热传输腔焊接工艺 | |
| CN105436789B (zh) | 新能源车b柱横梁总成焊接夹具 | |
| CN106271061A (zh) | 一种非常规低温气体保护激光焊接方法 | |
| CN214721574U (zh) | 一种大厚度钛合金板超窄间隙激光填热丝焊接用送丝管 | |
| CN111151843A (zh) | 用于自动化铝合金螺旋焊管内表面螺旋形焊缝的tig加丝焊接工艺 | |
| CN109158759A (zh) | 一种热气/液流辅助激光焊接薄板的方法和装置 | |
| CN117564517B (zh) | 一种真空激光焊接的动态烟尘防护装置 | |
| CN206084108U (zh) | 一种特种点焊机 | |
| CN221735179U (zh) | 一种用于小口径管内孔焊接的工装 | |
| CN219684365U (zh) | 一种散热器焊接装置 | |
| CN201330867Y (zh) | 高压气体交替供给阀 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |