CN113370552B - 一种基于变曲率异形回转体的三维编织机离散化芯模系统 - Google Patents
一种基于变曲率异形回转体的三维编织机离散化芯模系统 Download PDFInfo
- Publication number
- CN113370552B CN113370552B CN202110578134.1A CN202110578134A CN113370552B CN 113370552 B CN113370552 B CN 113370552B CN 202110578134 A CN202110578134 A CN 202110578134A CN 113370552 B CN113370552 B CN 113370552B
- Authority
- CN
- China
- Prior art keywords
- core mold
- unit
- mandrel
- core
- lifting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/32—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core on a rotating mould, former or core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Composite Materials (AREA)
- Mechanical Engineering (AREA)
- Braiding, Manufacturing Of Bobbin-Net Or Lace, And Manufacturing Of Nets By Knotting (AREA)
Abstract
本发明公开了一种基于变曲率异形回转体的三维编织机离散化芯模系统,包括:芯模组装单元、芯模升降单元、PLC,所述芯模组装单元与芯模升降单元连接,所述PLC分别与芯模组装单元、芯模升降单元连接;所述芯模组装单元包括:离散化芯模层单元、芯模层间锁紧机构和芯模层单元上升机构,所述离散化芯模层单元由变曲率芯模层切片组成,所述离散化芯模层单元设置于芯模层单元上升机构上,所述芯模层单元上升机构以及芯模层间锁紧机构均与芯模升降单元固定连接。本发明三维编织机离散化芯模系统避免芯模与纱线干涉、保证织口高度恒定的变曲率异形回转体的三维编织。
Description
技术领域
本发明涉及三维编织机技术领域,尤其涉及一种基于变曲率异形回转体的三维编织机离散化芯模系统。
背景技术
三维编织技术基于二维编织技术发展而来,可用于制造立体织物,织物具有纤维多方向取向、整体连续分布的特点,具有一系列优异的力学性能和热学性能。目前,三维编织复合材料已经被广泛地应用于航空、航天、汽车、传播等领域,例如:飞机螺旋桨叶片、火箭喉衬、风力发电机翼片、碳纤维车架和汽车部件等。
三维编织技术具有仿形加工的能力,仿形能力依赖于芯模外形,对于复杂的构件可以一次成型,依靠芯模可编织出的不同形状的预成型体,满足航空航天等领域的应用要求。目前,三维编织技术受制于编织工艺、设备所限,往往只能编织结构简单、外形规则的零件。对于大尺寸变曲率异形回转体,芯模的外形也会比较复杂,比如会呈现上小下大的锥状,当纱线在上层芯模上进行编织时,可能会发生与下部芯模的干涉与碰撞。
发明内容
为解决上述技术问题,本发明提供了一种基于变曲率异形回转体的三维编织机离散化芯模系统。该三维编织机离散化芯模系统避免芯模与纱线干涉、保证织口高度恒定的变曲率异形回转体的三维编织。
为实现上述目的,本发明采用如下技术方案:一种基于变曲率异形回转体的三维编织机离散化芯模系统,包括:芯模组装单元、芯模升降单元、PLC,所述芯模组装单元与芯模升降单元连接,所述PLC分别与芯模组装单元、芯模升降单元连接;所述芯模组装单元包括:离散化芯模层单元、芯模层间锁紧机构和芯模层单元上升机构,所述离散化芯模层单元由变曲率芯模层切片组成,所述离散化芯模层单元设置于芯模层单元上升机构上,所述芯模层单元上升机构以及芯模层间锁紧机构均与芯模升降单元固定连接。
进一步地,所述PLC分别与芯模层间锁紧机构、芯模层单元上升机构、芯模升降单元连接。
进一步地,所述芯模升降单元包括:升降平台、第一升降传动轴、安装基底、伺服电机、联轴器、高清摄像头和底部平台;所述升降平台、第一升降传动轴、安装基底和底部平台依次固定连接,所述伺服电机通过联轴器与第一升降传动轴连接,所述伺服电机设置于底部平台上,所述高清摄像头设置于升降平台上。
进一步地,所述高清摄像头、伺服电机分别与PLC连接。
进一步地,所述芯模层单元上升机构包括:压力传感器、芯模夹持结构、第二上升传动轴、芯模贮存区、驱动电机;所述芯模贮存区设置于第二上升传动轴的底部,用于贮存变曲率芯模层切片;所述芯模夹持结构设置于第二上升传动轴上,所述驱动电机设置于芯模贮存区的下方,所述驱动电机与第二上升传动轴连接;所述变曲率芯模层切片上均设有压力传感器。
进一步地,所述驱动电机设置于升降平台上。
进一步地,所述压力传感器、驱动电机均与PLC连接。
进一步地,所述芯模层间锁紧机构包括:旋转台、压紧机构、旋转电机,所述旋转台设置于芯模升降单元上,所述旋转电机设置于旋转台下方,所述压紧机构与旋转台连接。
进一步地,所述旋转电机、压紧机构均与PLC连接。
与现有技术相比,本发明具有如下有益效果:本发明将变曲率异形回转体芯模进行切片,根据编织工艺通过芯模升降单元将芯模层进行逐层提升,当纱线在已装配的上部芯模上进行编织时,避免了编织纱线与原芯模下部的干涉动作,实现了对变曲率异形回转零件的编织;本发明通过PLC协调芯模层间锁紧机构、芯模升降单元、芯模升降单元运行,当变曲率芯模层切片在上升时芯模层间锁紧机构进行旋转,避免芯模层间锁紧机构碰撞到上升过程中的变曲率芯模层切片,当变曲率芯模层切片不再上升时,PLC控制芯模层间锁紧机构将变曲率芯模层切片进行压紧,随后PLC控制芯模升降单元将上升的变曲率芯模层切片升降到织造位置。本发明的三维编织机离散化芯模系统提高了变曲率异形回转体的编织效率,实现了变曲率异形回转体编织过程中随形、可控的要求。
附图说明
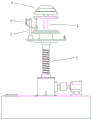
图1为本发明基于变曲率异形回转体的三维编织机离散化芯模系统的结构示意图;
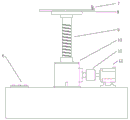
图2为本发明中芯模升降单元结构示意图;
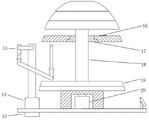
图3为本发明中芯模组装单元结构示意图;
其中:1.离散化芯模层单元、2.芯模组装单元、3.芯模层间锁紧机构、4.芯模层单元上升机构、5.芯模升降单元、6.PLC 、7.高清摄像头、8.升降平台、9.第一升降传动轴、10.安装基底、11.联轴器、12.伺服电机、13.旋转电机、 14.旋转台 15.压紧机构 16.压力传感器 17.芯模夹持结构 18.第二上升传动轴 19.芯模贮存区 20.驱动电机。
具体实施方式
下面结合附图对本发明的技术方案进一步地解释说明。
如图1为本发明基于变曲率异形回转体的三维编织机离散化芯模系统的结构示意图,该三维编织机离散化芯模系统包括:芯模组装单元2、芯模升降单元5、PLC6,芯模组装单元2与芯模升降单元5连接,PLC6分别与芯模组装单元2、芯模升降单元5连接;如图3为芯模组装单元结构示意图,芯模组装单元2包括:离散化芯模层单元1、芯模层间锁紧机构3和芯模层单元上升机构4,离散化芯模层单元1由变曲率芯模层切片组成,本发明中的离散化芯模层单元1是根据需要编织的变曲率异形回转体建立的三维离散化模型,再根据编织芯模的尺寸特征、外形曲率、编织工艺等信息进行离散化切片,各切片层厚度不同,切片圆周大或者外形曲率高时切片层厚度较小。芯模层单元1设置于芯模层单元上升机构4上,芯模层单元上升机构4以及芯模层间锁紧机构3均与芯模升降单元5固定连接。本发明中的PLC6分别与芯模层间锁紧机构3、芯模层单元上升机构4、芯模升降单元5连接。通过PLC6来控制芯模升降单元5中的芯模层上升机构4带动离散化芯模层单元2中的变曲率芯模层切片的上升,同时,在其上升过程中,PLC6控制芯模层间锁紧机构3进行旋转,防止芯模层间锁紧机构3与上升的变曲率芯模层切片进行碰撞,当变曲率芯模层切片达到上升高度时,PLC6控制芯模升降单元5的升高或下降,使得上升的变曲率芯模层切片刚好到达织造位置。
如图3,本发明中的芯模层单元上升机构4包括:压力传感器16、芯模夹持结构17、第二上升传动轴18、芯模贮存区19、驱动电机20;芯模贮存区19设置于第二上升传动轴18的底部,用于贮存变曲率芯模层切片;芯模夹持结构17设置于第二上升传动轴18上,驱动电机20设置于芯模贮存区19的下方,设置于升降平台8上;驱动电机20与第二上升传动轴18连接,变曲率芯模层切片上均设有压力传感器16,压力传感器16、驱动电机20均与PLC6连接。当变曲率芯模层切片需要上升时,驱动电机20带动第二上升传动轴18转动,固定在其上的芯模夹持机构17从芯模贮存区19中带动变曲率芯模层切片上升,当变曲率芯模层切片上的压力传感器16感受到压力信号时,驱动电机20停止运行。
如图3,本发明中的芯模层间锁紧机构3包括:旋转台14、压紧机构15、旋转电机13,旋转台14设置于芯模升降单元5上,旋转电机13设置于旋转台14下方,压紧机构15与旋转台14连接,旋转电机13、压紧机构15均与PLC6连接。在变曲率芯模层切片上升的过程中,PLC6控制旋转电机13运行,带动旋转台14的转动,从而实现压紧机构15的转动,防止压紧机构15与上升中的变曲率芯模层切片发生碰撞;当变曲率芯模层切片上升到具体高度时,PLC6控制旋转电机13停止工作,控制压紧机构15进行上抬,压紧变曲率芯模层切片。在编织过程中,不同编织纱线上的编织张紧力存在偏差,在变曲率芯模层切片上产生作用力偏移,导致同一变曲率芯模层切片承受来自不同方向大小各异的作用力。压紧机构15压紧变曲率芯模层切片,可以避免在编织过程中编织纱线的压力导致变曲率芯模层切片位移偏心的现象,保证了最终成型零件的精度。
如图2为本发明的芯模升降单元的结构示意图,该芯模升降单元5包括:升降平台8、第一升降传动轴9、安装基底10、伺服电机12、联轴器11、高清摄像头7和底部平台;升降平台8、第一升降传动轴9、安装基底10和底部平台依次固定连接,伺服电机12通过联轴器11与第一升降传动轴9连接,伺服电机12设置于底部平台上,高清摄像头7设置于升降平台8上,高清摄像头7、伺服电机12分别与PLC6连接。在芯模编织过程中,编织的织口高度始终不变化,当上一层变曲率芯模层切片编织完成时,下一变曲率芯模层切片在芯模夹持机构17的带动下上升并被压紧机构15压紧后,此时该变曲率芯模层切片位置低于织口位置。根据编织工艺要求,通过PLC6控制伺服电机12运行,通过联轴器11带动第一升降传动轴9旋转,使得升降平台8位置上升,此时下一层芯模层片在空间上的高度也在上升,当高清摄像头7观测到芯模层片上升到织口位置时,发送信号给PLC6,控制伺服电机12停止运行,保证下一层芯模层片置于织口位置,使得编织高度位置恒定。
本发明的工作过程具体为:在三维编织过程中,先将预先设计的变曲率芯模层切片储存到芯模贮存池19中,PLC6控制芯模层单元上升机构4中的芯模夹持结构17将所需芯模层片从芯模贮存池19中提取,芯模夹持结构17夹持变曲率芯模层切片,驱动电机20驱动上升第二传动轴18带动变曲率芯模层切片的上升。同时,在变曲率芯模层切片上升过程中需要避开编织纱线、避免干涉、碰撞等现象,PLC6控制旋转电机13运行,带动旋转台14上的芯模压紧机构15旋转,避开芯模层片上升路线。当变曲率芯模层切片上的压力传感器16感受到变曲率芯模层切片间的压力信号时,第二传动轴18停止动作,旋转电机13带动旋转台14旋转使得芯模压紧机构15回到工作位置,通过PLC6控制压紧机构15将该变曲率芯模层切片压紧在已装配芯模上,将变曲率芯模层切片与芯模紧密连接;之后通过高清摄像头7采集变曲率芯模层切片与织造位置的图像,通过PLC6控制伺服电机12运行,带动与联轴器11连接的第一升降传动轴9进行上升,使得高清摄像头7中采集的变曲率芯模层切片与织造位置在同一层上,防止纱线张力导致芯模周向移动。当前变曲率芯模层切片完成编织后,芯模组装单元2将下一变曲率芯模层切片提升并锁紧形成新的已装配芯模。
本发明的三维编织机离散化芯模系统针对变曲率异形回转体零件,可将变曲率芯模进行离散,保证对编织零件的随形可控,在编织过程中随编织工艺进行贴合组装,避免对编织纱线的干涉,完成对变曲率异形回转体零件的三维编织成形。本发明的三维编织机离散化芯模提高了工作效率,实现了变曲率异形回转体编织过程中随形、可控的要求。
以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,应视为本发明的保护范围。
Claims (9)
1.一种基于变曲率异形回转体的三维编织机离散化芯模系统,其特征在于,包括:芯模组装单元(2)、芯模升降单元(5)、PLC(6),所述芯模组装单元(2)与芯模升降单元(5)连接,所述PLC(6)分别与芯模组装单元(2)、芯模升降单元(5)连接;所述芯模组装单元(2)包括:离散化芯模层单元(1)、芯模层间锁紧机构(3)和芯模层单元上升机构(4),所述离散化芯模层单元(1)由变曲率芯模层切片组成,所述离散化芯模层单元(1)设置于芯模层单元上升机构(4)上,所述芯模层单元上升机构(4)以及芯模层间锁紧机构(3)均与芯模升降单元(5)固定连接;当前变曲率芯模层切片完成编织后,芯模组装单元(2)将下一变曲率芯模层切片提升形成新的已装配芯模。
2.根据权利要求1所述基于变曲率异形回转体的三维编织机离散化芯模系统,其特征在于,所述PLC(6)分别与芯模层间锁紧机构(3)、芯模层单元上升机构(4)、芯模升降单元(5)连接。
3.根据权利要求1所述基于变曲率异形回转体的三维编织机离散化芯模系统,其特征在于,所述芯模升降单元(5)包括:升降平台(8)、第一升降传动轴(9)、安装基底(10)、伺服电机(12)、联轴器(11)、高清摄像头(7)和底部平台;所述升降平台(8)、第一升降传动轴(9)、安装基底(10)和底部平台依次固定连接,所述伺服电机(12)通过联轴器(11)与第一升降传动轴(9)连接,所述伺服电机(12)设置于底部平台上,所述高清摄像头(7)设置于升降平台(8)上。
4.根据权利要求3所述基于变曲率异形回转体的三维编织机离散化芯模系统,其特征在于,所述高清摄像头(7)、伺服电机(12)分别与PLC(6)连接。
5.根据权利要求1所述基于变曲率异形回转体的三维编织机离散化芯模系统,其特征在于,所述芯模层单元上升机构(4)包括:压力传感器(16)、芯模夹持结构(17)、第二上升传动轴(18)、芯模贮存区(19)、驱动电机(20);所述芯模贮存区(19)设置于第二上升传动轴(18)的底部,用于贮存变曲率芯模层切片;所述芯模夹持结构(17)设置于第二上升传动轴(18)上,所述驱动电机(20)设置于芯模贮存区(19)的下方,所述驱动电机(20)与第二上升传动轴(18)连接;所述变曲率芯模层切片上均设有压力传感器(16)。
6.根据权利要求5所述基于变曲率异形回转体的三维编织机离散化芯模系统,其特征在于,所述驱动电机(20)设置于升降平台(8)上。
7.根据权利要求5所述基于变曲率异形回转体的三维编织机离散化芯模系统,其特征在于,所述压力传感器(16)、驱动电机(20)均与PLC连接。
8.根据权利要求1所述基于变曲率异形回转体的三维编织机离散化芯模系统,其特征在于,所述芯模层间锁紧机构(3)包括:旋转台(14)、压紧机构(15)、旋转电机(13),所述旋转台(14)设置于芯模升降单元(5)上,所述旋转电机(13)设置于旋转台(14)下方,所述压紧机构(15)与旋转台(14)连接。
9.根据权利要求8所述基于变曲率异形回转体的三维编织机离散化芯模系统,其特征在于,所述旋转电机(13)、压紧机构(15)均与PLC(6)连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110578134.1A CN113370552B (zh) | 2021-05-26 | 2021-05-26 | 一种基于变曲率异形回转体的三维编织机离散化芯模系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110578134.1A CN113370552B (zh) | 2021-05-26 | 2021-05-26 | 一种基于变曲率异形回转体的三维编织机离散化芯模系统 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113370552A CN113370552A (zh) | 2021-09-10 |
| CN113370552B true CN113370552B (zh) | 2021-12-14 |
Family
ID=77572020
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110578134.1A Active CN113370552B (zh) | 2021-05-26 | 2021-05-26 | 一种基于变曲率异形回转体的三维编织机离散化芯模系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113370552B (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114606624A (zh) * | 2022-02-10 | 2022-06-10 | 北京玻钢院复合材料有限公司 | 用于回转体织物织口高度调节的调节装置及调节方法 |
| CN115637529B (zh) * | 2022-10-27 | 2025-01-28 | 江苏高倍智能装备有限公司 | 基于异形结构芯模的编织控制方法 |
| CN119974589A (zh) * | 2025-02-17 | 2025-05-13 | 威海光威精密机械有限公司 | 一种卧式机器人铺缠一体机 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1112907A (ja) * | 1997-06-27 | 1999-01-19 | Murata Mach Ltd | 複数の分岐部を有する組物構造体及び成形品を作製する方法 |
| JP3767146B2 (ja) * | 1997-12-29 | 2006-04-19 | 村田機械株式会社 | ブレイダーのボビンキャリア駆動装置 |
| JP4248701B2 (ja) * | 1999-09-01 | 2009-04-02 | 横浜ゴム株式会社 | 糸編組ホースの糸編組異常検知装置 |
| JP4155893B2 (ja) * | 2003-08-26 | 2008-09-24 | 横浜ゴム株式会社 | 編組機におけるブレーダーキャリヤークラッチの潤滑油供給部の構造 |
| DE102006011513A1 (de) * | 2006-03-10 | 2007-09-13 | Rolls-Royce Deutschland Ltd & Co Kg | Einlaufkonus aus einem Faserverbundwerkstoff für ein Gasturbinentriebwerk und Verfahren zu dessen Herstellung |
| US20100030321A1 (en) * | 2008-07-29 | 2010-02-04 | Aga Medical Corporation | Medical device including corrugated braid and associated method |
| US8210085B2 (en) * | 2009-08-27 | 2012-07-03 | Ethicon, Inc. | Automated systems and methods for making braided barbed sutures |
| CN102192396B (zh) * | 2010-03-16 | 2014-03-12 | 机械科学研究总院先进制造技术研究中心 | 一种复合材料三维织造成形方法 |
| DE102010047193A1 (de) * | 2010-09-30 | 2012-04-05 | SGL Kümpers GmbH & Co.KG | Rundflechtmaschine für das Umflechten eines forlaufend zugeführten Flechtkerns |
| FR2969666B1 (fr) * | 2010-12-24 | 2013-02-01 | Messier Dowty Sa | Procede de tressage de fibres renforcantes a variation d'inclinaison des fibres tressees |
| DE102011119245A1 (de) * | 2011-11-22 | 2012-10-25 | Daimler Ag | Thermoplastisches FVK-Mehrkammerhohlprofil sowieFlechtpultrusionsverfahren und Flechtpultrusionsanlagezu dessen Herstellung |
| CN103317733B (zh) * | 2012-10-12 | 2015-04-15 | 北京航空航天大学 | 仿蚕茧缠绕编织结构的复合材料车厢蒙皮及其制备方法 |
| US9174393B2 (en) * | 2012-10-12 | 2015-11-03 | The Boeing Company | Thermoplastic composite tubular structures and methods of fabricating the same |
| US9981421B2 (en) * | 2014-07-16 | 2018-05-29 | The Boeing Company | Adaptive composite structure using shape memory alloys |
| US9919505B2 (en) * | 2014-07-25 | 2018-03-20 | The Boeing Company | Apparatus and method for a shape memory alloy mandrel |
| CN105297259A (zh) * | 2014-07-28 | 2016-02-03 | 天津市旭辉恒远塑料包装有限公司 | 圆织机经纱导向机构 |
| DE102014019151A1 (de) * | 2014-12-19 | 2016-06-23 | Daimler Ag | Flechtpultrusionseinrichtung sowie Verfahren zum Wechseln einer Flechteinrichtung einer Flechtpultrusionsanlage |
| CN104504193A (zh) * | 2014-12-20 | 2015-04-08 | 西安工业大学 | 一种复合纤维可变锥度缠绕模型的构造方法 |
| US11103028B2 (en) * | 2015-08-07 | 2021-08-31 | Nike, Inc. | Multi-layered braided article and method of making |
| AU2017218115B2 (en) * | 2016-02-10 | 2020-03-05 | Microvention, Inc. | Devices for vascular occlusion |
| CN106435960B (zh) * | 2016-12-16 | 2018-01-09 | 佛山慈慧通达科技有限公司 | 一种圆锥、圆筒壳体三维织物织机 |
| JP7149151B2 (ja) * | 2018-10-03 | 2022-10-06 | 川崎重工業株式会社 | 複合材料製航空機用部品およびその製造方法 |
| DK3795340T3 (en) * | 2019-09-23 | 2025-01-27 | Techplast Spolka Z O O | High pressure container and method of its manufacture |
| CN112161115A (zh) * | 2020-09-17 | 2021-01-01 | 北京中创时代科技有限公司 | 一种立体纤维编织复合管道及其生产方法 |
| CN112428596A (zh) * | 2020-11-10 | 2021-03-02 | 西安工程大学 | 一种在旋转法三维编织平台上编织异型制品的加工方法 |
-
2021
- 2021-05-26 CN CN202110578134.1A patent/CN113370552B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN113370552A (zh) | 2021-09-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113370552B (zh) | 一种基于变曲率异形回转体的三维编织机离散化芯模系统 | |
| EP2221408A1 (en) | Yarn layer forming apparatus, yarn layer forming method, and method of manufacturing fiber-reinforced member | |
| CN1077842C (zh) | 用具有热塑性基质的复合材料制造组合件的方法 | |
| CN108162430B (zh) | 一种异形复合材料网格蒙皮舱段成型方法 | |
| TWI526587B (zh) | 織造預成型體、複合材料以及其等之製造方法 | |
| EP3002111A1 (en) | Gas turbune composite article and its method of manufacture | |
| JP2010534583A (ja) | 複合材料からなる湾曲部材の製造方法 | |
| JPH06500366A (ja) | 造形フィラメント構造の製造 | |
| JP2011518720A (ja) | 航空機および宇宙機のための繊維複合構成材を製造するための方法および成形装置 | |
| KR20240038775A (ko) | 브레이딩 및 니들 펀칭 일체화 프리폼 성형 방법과 프리폼 성형 장치 | |
| CN107718603B (zh) | 一种碳纤维机械臂的臂杆的hsm制造工艺 | |
| JP5151668B2 (ja) | Frpの製造方法 | |
| CN114836896B (zh) | 一种异型截面壳体预制体三维编织的芯模引离方法及装置 | |
| EP3713748A2 (en) | Apparatus for manufacturing composite airfoils | |
| EP3713751A2 (en) | Apparatus and method for manufacturing composite airfoils | |
| JP2008540166A (ja) | 中空繊維強化構造部材を製造するための方法 | |
| CN109732946B (zh) | 带有叶根预制件的风电叶片的制备工艺 | |
| CN110387639A (zh) | 一种碳纤维立体织物整体无损压纱装置 | |
| KR102199038B1 (ko) | 서로 교차하는 중공 보강 구조체들을 생산하기 위한 방법 | |
| JP2018515367A (ja) | 複合材料部品を製造する方法およびプリフォーム | |
| CN102029708B (zh) | 阴模中的纤维自动放置 | |
| JP2018140555A (ja) | 成形体の製造方法 | |
| WO2020122260A1 (ja) | 繊維強化樹脂成形品の製造方法 | |
| EP4326540A1 (en) | Method for manufacturing of a wind turbine blade component and wind turbine root | |
| EP4157617B1 (en) | Method of manufactoring a spar cap for a wind turbine blade part |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |