CN113070719A - Full autoloading work piece processingequipment - Google Patents
Full autoloading work piece processingequipment Download PDFInfo
- Publication number
- CN113070719A CN113070719A CN202110373884.5A CN202110373884A CN113070719A CN 113070719 A CN113070719 A CN 113070719A CN 202110373884 A CN202110373884 A CN 202110373884A CN 113070719 A CN113070719 A CN 113070719A
- Authority
- CN
- China
- Prior art keywords
- plate
- workpiece
- shaped
- fixedly connected
- arc
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000007246 mechanism Effects 0.000 claims abstract description 70
- 238000013519 translation Methods 0.000 claims abstract description 29
- 238000012545 processing Methods 0.000 claims abstract description 23
- 238000000034 method Methods 0.000 claims abstract description 17
- 230000008569 process Effects 0.000 claims abstract description 14
- 239000000758 substrate Substances 0.000 claims description 10
- 230000007704 transition Effects 0.000 claims description 10
- 230000000087 stabilizing effect Effects 0.000 claims description 8
- 238000003754 machining Methods 0.000 abstract description 15
- 230000009471 action Effects 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 3
- 238000013461 design Methods 0.000 description 2
- 238000005242 forging Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q7/00—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Machine Tool Units (AREA)
- Turning (AREA)
Abstract
The invention relates to the technical field of machine tool accessories, in particular to a full-automatic feeding workpiece processing device which is simple in structure, and can automatically rotate a workpiece by 180 degrees and send the workpieces out of a machine tool to the stroke of the machine tool when the workpiece is longer than the length of the machine tool in the using process so as to facilitate processing; the method comprises the following steps: the lathe bed is used for mounting the whole device, platforms are mounted on two sides of the lathe bed, a rail is mounted on each platform, a portal frame is mounted on each rail in a sliding mode, a sliding seat is mounted in the middle of each portal frame in a sliding mode, a hydraulic cylinder is arranged on each sliding seat, and a machining mechanism for machining a workpiece is arranged at the output end of each hydraulic cylinder; the workpiece translation rotating mechanism is used for translating the workpiece, rotating 180 degrees in the translation return process and moving towards one side of the portal frame; and the supporting mechanism is used for supporting the workpiece translation rotating mechanism, so that the workpiece operates stably in the whole process.
Description
Technical Field
The invention relates to the technical field of machine tool accessories, in particular to a full-automatic feeding workpiece processing device.
Background
Machine tools are machines for manufacturing machines, also called machine tools or machine tools, and are conventionally called machine tools for short. Generally, the machining method is divided into a metal cutting machine, a forging machine, a woodworking machine and the like. The methods for machining machine parts in modern machine manufacturing are numerous: in addition to cutting, casting, forging, welding, pressing, extruding, etc., however, in general, a part requiring high precision and fine surface roughness is finished by cutting on a machine tool. The machine tool plays an important role in the construction of national economy modernization.
In the long-time use process, the following problems are found, the length of the machine tool is limited, when the workpiece is longer than the length of the machine tool, a user is required to consume a plurality of manpower, a plurality of machines, a plurality of steps and a long time to adjust the position of the workpiece, and the machining efficiency is not high.
In view of the above-mentioned existing defects, the inventor of the present invention has actively studied and innovated based on the practical experience and professional knowledge of many years of design and manufacture of such products, and together with the application of the theory, to create a full-automatic feeding workpiece processing device, so that the device has higher practicability. After continuous research and design and repeated trial production and improvement, the invention with practical value is finally created.
Disclosure of Invention
In order to solve the technical problem, the invention provides a full-automatic feeding workpiece processing device which is simple in structure, and when the workpiece is longer than the length of a machine tool in the using process, the workpiece can be automatically rotated by 180 degrees, and the workpieces which are more than the machine tool are fed into the stroke of the machine tool, so that the processing is convenient.
The invention relates to a full-automatic feeding workpiece processing device, which comprises:
the lathe bed is used for mounting the whole device, platforms are mounted on two sides of the lathe bed, a rail is mounted on each platform, a portal frame is mounted on each rail in a sliding mode, a sliding seat is mounted in the middle of each portal frame in a sliding mode, a hydraulic cylinder is arranged on each sliding seat, and a machining mechanism for machining a workpiece is arranged at the output end of each hydraulic cylinder;
the workpiece translation rotating mechanism is used for translating the workpiece, rotating 180 degrees in the translation return process and moving towards one side of the portal frame;
and the supporting mechanism is used for supporting the workpiece translation rotating mechanism, so that the workpiece operates stably in the whole process.
Preferably, the workpiece translation and rotation mechanism comprises a support plate connected with the lathe bed, a groove is arranged on the support plate, two groups of guide rails are fixedly connected to the support plate and positioned at two sides of the groove, a rack is fixedly connected to one end in the groove, a slide block is slidably mounted on the two groups of guide rails, a driving mechanism for driving the slide block to move is fixedly connected to the support plate, a first bearing is arranged on the slide block, a driving shaft is fixedly connected to the inner ring of the first bearing, a second bearing is arranged at one side of the driving shaft close to the support plate, a rotating shaft is fixedly connected to the inner ring of the second bearing, a ratchet wheel and a gear are fixedly connected to the rotating shaft, the gear is meshed with the rack, a circular plate is fixedly connected to one side of the driving shaft close to the support plate, two groups, the transverse plate is provided with a through hole, a plurality of conveying shafts are rotatably arranged at the through hole, each group of conveying shafts is provided with a first chain wheel, a first chain for driving a plurality of first conveying shafts to synchronously rotate is sleeved on the first chain wheel, the sliding block is fixedly connected with a gear ring, a driving shaft penetrates through the gear ring and is not contacted with the gear ring, a transverse shaft is fixedly connected on the driving shaft, a second chain wheel and a bevel gear are rotatably arranged on the transverse shaft, the bevel gear is meshed with the gear ring, and the second chain wheel is connected with the bevel gear through a fixing frame, the base plate is provided with a speed increasing box, the input end of the speed increasing box is provided with an input shaft, the input shaft is provided with a third chain wheel, the second chain wheel and the third chain wheel are sleeved with a second chain, the output shaft of the speed increasing box is provided with a fourth chain wheel, a group of conveying shafts close to the speed increasing box is provided with a fifth chain wheel, and the fourth chain wheel and the fifth chain wheel are sleeved with a third chain.
Preferably, the supporting mechanism comprises a horizontal section and an arc-shaped section, the horizontal section comprises a door-shaped frame connected with the platform, the door-shaped frame is at least two groups, the arc-shaped section comprises an L-shaped frame connected with the lathe bed, a first arc-shaped plate installed on the L-shaped frame and a second arc-shaped plate connected with the first arc-shaped plate in a rotating mode, a plurality of balls used for supporting the substrate are arranged at the tops of the door-shaped frame, the tops of the first arc-shaped plate and the second arc-shaped plate, supporting legs used for supporting the second arc-shaped plate are arranged at the bottoms of the second arc-shaped plate, universal wheels are installed at the bottoms of the supporting legs, and the first arc-shaped plate.
Preferably, the clamping mechanism is arranged on two sides of the transverse plate and comprises an L-shaped plate connected with the transverse plate and a T-shaped bolt connected with the L-shaped plate.
Preferably, the anti-reverse mechanism comprises a connecting plate and a fixing column, the connecting plate is fixedly connected with the circular plate, the fixing column is rotatably provided with a pawl for preventing the ratchet wheel from reversing through a third bearing, and one side of the connecting plate, which is close to the ratchet wheel, is provided with a spring plate for abutting against the pawl.
Preferably, the driving mechanism is an oil cylinder.
Preferably, the second sprocket and the bevel gear are both rotatably mounted on the cross shaft by a fourth bearing.
Preferably, the base plate is fixedly connected with a stabilizing plate, and the stabilizing plate is rotatably connected with the input shaft of the speed increasing box.
Preferably, the support mechanism further comprises a transition plate rotatably connected with the first arc-shaped plate through a hinge, and the top of the transition plate is provided with a ball for supporting the substrate.
Preferably, the cylinder is arranged on one side, close to the supporting plate, of the top of the lathe bed, the top plate is arranged at the output end of the cylinder, and the telescopic rods fixedly connected with the lathe bed are arranged at four corners of the bottom of the top plate.
Compared with the prior art, the invention has the beneficial effects that: the workpiece translation and rotation mechanism is supported through the supporting mechanism, all parts are reliably connected when a workpiece is translated and rotated, the operation is stable, the gantry slides left and right on the track through the workpiece translation and rotation mechanism during normal use, the sliding seat slides back and forth on the gantry, the machining mechanism is controlled to lift through the hydraulic cylinder at the same time, the workpiece above the lathe bed is machined, for the workpiece outside the lathe bed, the gantry is firstly moved to the limiting position at the left end, then the workpiece translation and rotation mechanism is operated to enable the workpiece to move to one side far away from the gantry and move to the limiting position, the left end of the workpiece is separated from the gantry at the moment, the gantry does not hinder the workpiece from rotating, then the workpiece translation and rotation mechanism is operated to move to one side near the gantry, when the workpiece is moved to one side near the gantry, the workpiece translation and rotation mechanism drives the workpiece to rotate, and one side of the workpiece originally far away from the portal frame moves a distance to one side close to the portal frame after rotating 180 degrees, and then the workpiece is processed through the portal frame.
Drawings
FIG. 1 is a schematic structural view of the present invention;
FIG. 2 is an isometric view of the present invention;
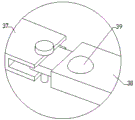
FIG. 3 is an enlarged view of a portion A of FIG. 2;
FIG. 4 is a partial enlarged view of portion B of FIG. 2;
FIG. 5 is a front view of the gantry, slide carriage, hydraulic cylinder, base plate, link, cross plate and workpiece translation and rotation mechanism in connection;
FIG. 6 is a partial enlarged view of portion A of FIG. 5;
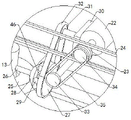
FIG. 7 is a perspective view of FIG. 5;
FIG. 8 is a partial enlarged view of portion A of FIG. 7;
FIG. 9 is a perspective view of a support plate, a guide rail, a rack, a slider, a driving mechanism, a first bearing, a driving shaft, a ratchet, a gear, a circular plate, a conveying shaft, a first sprocket, a first chain, a ring gear, a cross shaft, a second sprocket, a bevel gear, a fixed frame, a speed increasing box, a third sprocket, a second chain, a fourth sprocket, a fifth sprocket, a third chain and a fourth bearing
FIG. 10 is an enlarged view of a portion A of FIG. 9;
FIG. 11 is a right side elevational view of the linkage of the rack, slide, drive shaft, second bearing, shaft, ratchet, gear, circular plate and ring gear;
FIG. 12 is a schematic bottom view of the connection of the rotary shaft, the ratchet, the circular plate, the connecting plate, the fixing post, the pawl and the elastic sheet in the state of FIG. 11;
fig. 13 is a schematic front view of the connection of the workpiece after it has been rotationally translated by the workpiece translation and rotation mechanism.
In the drawings, the reference numbers: 1. a bed body; 2. a track; 3. a gantry; 4. a slide base; 5. a hydraulic cylinder; 6. a processing mechanism; 7. a support plate; 8. a guide rail; 9. a rack; 10. a slider; 11. a drive mechanism; 12. a first bearing; 13. a drive shaft; 14. a second bearing; 15. a rotating shaft; 16. a ratchet wheel; 17. a gear; 18. a circular plate; 19. a substrate; 20. a connecting frame; 21. a transverse plate; 22. a delivery shaft; 23. a first sprocket; 24. a first chain; 25. a ring gear; 26. a horizontal axis; 27. a second sprocket; 28. a bevel gear; 29. a fixed mount; 30. a speed increasing box; 31. a third sprocket; 32. a second chain; 33. a fourth sprocket; 34. a fifth sprocket; 35. a third chain; 36. a gantry frame; 37. a first arc-shaped plate; 38. a second arc-shaped plate; 39. a ball bearing; 40. an L-shaped plate; 41. a T-bolt; 42. a connecting plate; 43. fixing a column; 44. a pawl; 45. a spring plate; 46. a fourth bearing; 47. a stabilizing plate; 48. a transition plate; 49. a workpiece translation rotating mechanism; 50. a support mechanism; 51. a cylinder; 52. a top plate; 53. a telescopic rod.
Detailed Description
The following detailed description of embodiments of the present invention is provided in connection with the accompanying drawings and examples. The following examples are intended to illustrate the invention but are not intended to limit the scope of the invention.
In the description of the present invention, it should be noted that, unless otherwise explicitly specified or limited, the terms "mounted" and "connected" are to be interpreted broadly, e.g., as being either fixedly connected, detachably connected, or integrally connected; can be mechanically or electrically connected; they may be connected directly or indirectly through intervening media, or they may be interconnected between two elements. The specific meanings of the above terms in the present invention can be understood in specific cases to those skilled in the art.
As shown in fig. 1 to 13, a full-automatic feeding workpiece processing device of the present invention includes:
the device comprises a lathe bed 1, a gantry frame 3, a sliding seat 4, a hydraulic cylinder 5 and a machining mechanism 6, wherein the lathe bed 1 is used for mounting the whole device, platforms are mounted on two sides of the whole device, a rail 2 is mounted on the platform, the gantry frame 3 is slidably mounted on the rail 2, the middle part of the gantry frame 3 is slidably mounted with the sliding seat 4, the hydraulic cylinder 4 is provided with the hydraulic cylinder 5, and the output end of the hydraulic cylinder;
the workpiece translation rotating mechanism 49 is used for translating the workpiece, rotating the workpiece by 180 degrees in the translation return process and moving the workpiece to one side of the portal frame 3;
and the supporting mechanism 50 is used for supporting the workpiece translation rotating mechanism 49, so that the workpieces stably run in the whole process.
In the present embodiment, the sliding of the gantry 3 on the rail 2 and the sliding of the carriage 4 on the gantry 3 are prior art;
the processing mechanism 6 belongs to the prior art, and a user can replace the processing mechanism 6 according to specific workpieces;
the workpiece translation and rotation mechanism 49 is supported through the supporting mechanism 50, so that each part keeps reliable connection and stable operation when the workpiece translates and rotates, when the workpiece translation and rotation mechanism 49 is used normally, as shown in the state of figure 1, the portal frame 3 slides left and right on the track 2, the sliding seat 4 slides back and forth on the portal frame 3, and the hydraulic cylinder 5 controls the machining mechanism 6 to lift to complete machining of the workpiece right above the lathe bed 1, for the workpiece outside the lathe bed 1, the portal frame 3 is firstly moved to the left end limiting position, then the workpiece translation and rotation mechanism 49 is operated to move the workpiece to the side far away from the portal frame 3 to the limiting position, at the moment, the left end of the workpiece is separated from the portal frame 3, the portal frame 3 does not obstruct the rotation of the workpiece, then the workpiece translation and rotation mechanism 49 is operated to move to the side near the portal frame 3, when the workpiece is moved to the side near the portal frame, the workpiece translation and rotation mechanism 49 drives the workpiece to rotate 180 degrees, and the original side of the workpiece far away from the portal frame 3 moves a distance to the side close to the portal frame 3 after rotating 180 degrees, as shown in fig. 13, and then the workpiece is processed through the portal frame 3.
Further, the workpiece translation and rotation mechanism 49 comprises a support plate 7 connected with the machine body 1, a groove is arranged on the support plate 7, two groups of guide rails 8 are fixedly connected to the support plate 7, the two groups of guide rails 8 are arranged on two sides of the groove, a rack 9 is fixedly connected to one end in the groove, a slider 10 is slidably mounted on the two groups of guide rails 8, a driving mechanism 11 for driving the slider 10 to move is fixedly connected to the support plate 7, a first bearing 12 is arranged on the slider 10, a driving shaft 13 is fixedly connected to the inner ring of the first bearing 12, a second bearing 14 is arranged on one side of the driving shaft 13 close to the support plate 7, a rotating shaft 15 is fixedly connected to the inner ring of the second bearing 14, a ratchet wheel 16 and a gear 17 are fixedly connected to the rotating shaft 15, the gear 17 is meshed with the rack 9, a circular plate, a base plate 19 is fixedly connected to one end of the driving shaft 13 far away from the supporting plate 7, a transverse plate 21 is fixedly installed on the base plate 19 through a connecting frame 20, the transverse plate 21 is provided with a through hole, a plurality of conveying shafts 22 are rotatably installed at the through hole, a first chain wheel 23 is arranged on each group of conveying shafts 22, a first chain 24 for driving the plurality of first conveying shafts 22 to synchronously rotate is sleeved on the first chain wheel 23, a gear ring 25 is fixedly connected with the sliding block 10, the driving shaft 13 penetrates through the gear ring 25 and is not contacted with the gear ring 25, a transverse shaft 26 is fixedly connected to the driving shaft 13, a second chain wheel 27 and a bevel gear 28 are rotatably installed on the transverse shaft 26, the bevel gear 28 is meshed with the gear ring 25, the second chain wheel 27 is connected with the bevel gear 28 through a fixing frame 29, a speed increasing box 30 is arranged on the base plate 19, an input shaft is arranged, the second chain wheel 27 and the third chain wheel 31 are sleeved with a second chain 32, the output shaft of the speed increasing box 30 is provided with a fourth chain wheel 33, a group of conveying shafts 22 close to the speed increasing box 30 is provided with a fifth chain wheel 34, and the fourth chain wheel 33 and the fifth chain wheel 34 are sleeved with a third chain 35.
In the present embodiment, as shown in fig. 2-4, 6, and 8-10, since the speed increasing ratio of the speed increasing box 30 directly determines the moving distance of the workpiece, the parameters of the speed increasing box 30 should be selected according to the length of the bed 1 and the length of the workpiece, and the following conditions must be satisfied at the same time without additional description: as shown in fig. 1, when the speed increasing box 30 is operated, the conveying shaft 22 is driven to rotate clockwise, so that the rest of the unprocessed workpieces approach the portal frame 3 after rotating 180 degrees;
the work process of the workpiece translation and rotation mechanism 49 is as follows: during normal use, a workpiece is placed on the plurality of conveying shafts 22, then the machining mechanism 6 is operated left and right, front and back, and up and down to machine the workpiece, after machining is finished, the portal frame 3 is moved to the left end limiting position, then the driving mechanism 11 is operated to enable the sliding block 10, the upper part of the sliding block and the workpiece to move rightwards simultaneously, when the driving mechanism 11 reaches the limiting position, the sliding block 10 and the gear 17 reach the limiting position, as the gear 17 is meshed with the rack 9, the gear 17 rotates 180 degrees in the process that the gear 17 moves rightwards, in the rotating process, the gear 17, the rotating shaft 15 and the ratchet 16 rotate under the action of the second bearing 14, but under the action of the anti-reverse mechanism, the driving shaft 13 cannot be driven to rotate, at the moment, the workpiece is far away from the portal frame 3, when rotating, the portal frame 3 cannot block the workpiece from rotating, then the driving mechanism 11 is operated to enable the sliding block, the gear 17, the rotating shaft 15 and the ratchet wheel 16 all rotate in opposite directions, under the action of the anti-reverse mechanism and the first bearing 12, the ratchet wheel 16 drives the circular plate 18, the driving shaft 13, the horizontal shaft 26, the base plate 19 and the transverse plate 21 to rotate simultaneously, the gear ring 25 is fixed, so that the rotating driving shaft 13 drives the bevel gear 28 to rotate and drives the fixing frame 29 and the second chain wheel 27 to rotate together, under the cooperation of the second chain 32, the first chain 24 and the third chain 35, the third chain wheel 31, the speed increasing box 30, the fourth chain wheel 33, the fifth chain wheel 34, the first chain wheel 23 and the conveying shaft 22 are driven to rotate, under the action of the speed increasing box 30, under the condition that the rotation angle of the bevel gear 28 is limited, the conveying shaft 22 can rotate by a larger angle, so as to convey a workpiece for a larger distance, and after the slide block 10 moves to the left limit position, the workpiece rotates by 180 degrees and the unprocessed workpiece moves to the portal frame 3 side, then, the machining mechanism 6 is operated right and left, front and back, and up and down to machine the workpiece.
Further, supporting mechanism 50 includes horizontal segment and segmental arc, the horizontal segment includes the door type frame 36 of being connected with the platform, door type frame 36 is two sets of at least, the segmental arc includes the L type frame of being connected with lathe bed 1, install first arc 37 on the L type frame and rotate the second arc 38 of being connected with first arc 37, door type frame 36, first arc 37 and second arc 38 top all are provided with a plurality of balls 39 that are used for supporting substrate 19, second arc 38 bottom is provided with the landing leg that is used for supporting it, the universal wheel is installed to the landing leg bottom, rotate through the bolt between first arc 37 and the second arc 38 and be connected.
In this embodiment, as shown in fig. 2 to 4, when the substrate 19 rotates, the substrate 19 is supported by the first arc-shaped plate 37, the second arc-shaped plate 38 and the balls 39 on the gantry 36, so that the substrate 19 is more stable when rotating and moving, meanwhile, the second arc-shaped plate 38 and the first arc-shaped plate 37 are connected through rotation of the bolts, and under the cooperation of the universal wheels, the position of the second arc-shaped plate 38 is convenient to adjust, and when the device is used, the device is more convenient for loading and unloading of workpieces and personnel to get in and out, and has higher practicability.
Further, the clamping mechanism is arranged on two sides of the transverse plate 21 and comprises an L-shaped plate 40 connected with the transverse plate 21 and a T-shaped bolt 41 connected with the L-shaped plate 40.
In the present embodiment, as shown in fig. 2 to 4, after the position of the workpiece is adjusted, the T-bolt 41 is rotated to clamp the workpiece by the T-bolt 41, thereby preventing the workpiece from moving during machining, and the T-bolt 41 needs to be detached from the workpiece before the position of the workpiece is adjusted.
Further, the anti-reverse mechanism comprises a connecting plate 42 and a fixed column 43 fixedly connected with the circular plate 18, a pawl 44 for preventing the ratchet wheel 16 from reversing is rotatably mounted on the fixed column 43 through a third bearing, and a spring sheet 45 abutting against the pawl 44 is arranged on one side of the connecting plate 42 close to the ratchet wheel 16.
In this embodiment, as shown in fig. 12, when the slider 10 moves rightward, the ratchet 16 rotates, the pawl 44 swings back and forth about the fixed column 43 by the connecting plate 42 and the spring 45, and when the slider 10 moves leftward, the ratchet 16 rotates backward, the pawl 44 catches the ratchet 16, and the drive shaft 13 and the like are rotated by the ratchet 16 rotating backward.
Further, the driving mechanism 11 is a cylinder.
In this embodiment, the output force of the oil cylinder is large, the working efficiency is high, the performance is stable and reliable, and the use and the maintenance are convenient.
Further, the second sprocket 27 and the bevel gear 28 are both rotatably mounted on the transverse shaft 26 by a fourth bearing 46.
In the present embodiment, as shown in fig. 10, the second sprocket 27 and the bevel gear 28 are rotatably mounted on the horizontal shaft 26 through the fourth bearing 46, so that the second sprocket 27 and the bevel gear 28 rotate more stably and have lower failure rate.
Further, a stabilizing plate 47 is fixedly connected to the base plate 19, and the stabilizing plate 47 is rotatably connected to the input shaft of the speed increasing box 30.
In the present embodiment, as shown in fig. 6, the rotation of the speed increasing box 30 is further stabilized by providing the stabilizing plate 47.
Further, the supporting mechanism 50 further comprises a transition plate 48 rotatably connected with the first arc-shaped plate 37 through a hinge, and the top of the transition plate 48 is provided with a ball 39 for supporting the base plate 19.
In the present embodiment, as shown in fig. 2 to 4, when the substrate 19 is rotated, the transition plate 48 is lowered so that no gap is formed between the transition plate 48 and the gantry 36, and the substrate 19 is rotated more stably, and before the gantry 3 is moved, the transition plate 48 is first rotated and then the gantry 3 is moved so as not to interfere with the movement of the gantry 3.
Further, a cylinder 51 is arranged on one side, close to the supporting plate 7, of the top of the lathe bed 1, a top plate 52 is arranged at the output end of the cylinder 51, and telescopic rods 53 fixedly connected with the lathe bed 1 are arranged at four corners of the bottom of the top plate 52.
In this embodiment, as shown in fig. 13, when the unprocessed workpiece is within the stroke of the gantry, as in the state of fig. 13, the cylinder 51 is operated to support the workpiece by the top plate 52, so that the workpiece is more stable during processing, and the telescopic rod 53 makes the top plate move more stably.
The above description is only a preferred embodiment of the present invention, and it should be noted that, for those skilled in the art, several modifications and variations can be made without departing from the technical principle of the present invention, and these modifications and variations should also be regarded as the protection scope of the present invention.
Claims (10)
1. The utility model provides a full autoloading work piece processingequipment which characterized in that includes:
the device comprises a lathe bed (1) and a gantry, wherein the lathe bed is used for mounting the whole device, platforms are mounted on two sides of the whole device, a rail (2) is mounted on each platform, a gantry (3) is slidably mounted on each rail (2), a sliding seat (4) is slidably mounted in the middle of each gantry (3), a hydraulic cylinder (5) is arranged on each sliding seat (4), and a processing mechanism (6) for processing a workpiece is arranged at the output end of each hydraulic cylinder (5);
the workpiece translation rotating mechanism (49) is used for translating the workpiece, rotating 180 degrees in the translation return process and moving towards one side of the portal frame (3);
and the supporting mechanism (50) is used for supporting the workpiece translation rotating mechanism (49), so that the workpiece operates stably in the whole process.
2. The full-automatic feeding workpiece processing device as claimed in claim 1, wherein the workpiece translation and rotation mechanism (49) comprises a support plate (7) connected with the machine body (1), a groove is formed in the support plate (7), two sets of guide rails (8) are fixedly connected to the support plate (7), the two sets of guide rails (8) are arranged on two sides of the groove, a rack (9) is fixedly connected to one end of the groove, a slider (10) is slidably mounted on the two sets of guide rails (8), a driving mechanism (11) for driving the slider (10) to move is fixedly connected to the support plate (7), a first bearing (12) is arranged on the slider (10), a driving shaft (13) is fixedly connected to the inner ring of the first bearing (12), a second bearing (14) is arranged on one side of the driving shaft (13) close to the support plate (7), and a rotating shaft (15) is fixedly connected to, a ratchet wheel (16) and a gear (17) are fixedly connected to the rotating shaft (15), the gear (17) is meshed with the rack (9), one side, close to the supporting plate (7), of the driving shaft (13) is fixedly connected with a circular plate (18), two groups of anti-reverse mechanisms are arranged on the circular plate (18) in a circumferential array, one end, far away from the supporting plate (7), of the driving shaft (13) is fixedly connected with a base plate (19), a transverse plate (21) is fixedly installed on the base plate (19) through a connecting frame (20), a through hole is formed in the transverse plate (21), a plurality of conveying shafts (22) are rotatably installed at the through hole, a first chain wheel (23) is arranged on each group of conveying shafts (22), a first chain (24) for driving the plurality of first conveying shafts (22) to synchronously rotate is sleeved on the first chain wheel (23), a gear ring (25) is fixedly connected to the slider (10), the driving shaft (13) penetrates through the gear, the driving shaft (13) is fixedly connected with a transverse shaft (26), the transverse shaft (26) is rotatably provided with a second chain wheel (27) and a bevel gear (28), the bevel gear (28) is meshed with a gear ring (25), the second chain wheel (27) is connected with the bevel gear (28) through a fixing frame (29), the base plate (19) is provided with a speed increasing box (30), the input end of the speed increasing box (30) is provided with an input shaft, the input shaft is provided with a third chain wheel (31), the second chain wheel (27) and the third chain wheel (31) are sleeved with a second chain (32), the output shaft of the speed increasing box (30) is provided with a fourth chain wheel (33), a group of conveying shafts (22) close to the speed increasing box (30) is provided with a fifth chain wheel (34), and the fourth chain wheel (33) and the fifth chain wheel (34) are sleeved with a third chain (35).
3. The full-automatic feeding workpiece processing device as claimed in claim 2, wherein the supporting mechanism (50) comprises a horizontal section and an arc-shaped section, the horizontal section comprises a door-shaped frame (36) connected with the platform, at least two groups of door-shaped frames (36) are provided, the arc-shaped section comprises an L-shaped frame connected with the bed body (1), a first arc-shaped plate (37) mounted on the L-shaped frame and a second arc-shaped plate (38) rotatably connected with the first arc-shaped plate (37), a plurality of balls (39) used for supporting the substrate (19) are arranged at the tops of the door-shaped frame (36), the first arc-shaped plate (37) and the second arc-shaped plate (38), a supporting leg used for supporting the second arc-shaped plate (38) is arranged at the bottom of the supporting leg, a universal wheel is mounted at the bottom of the supporting leg, and the first arc-shaped plate (37) and the second arc-shaped plate (38) are rotatably.
4. The full-automatic feeding workpiece processing device as claimed in claim 3, further comprising clamping mechanisms mounted on both sides of the transverse plate (21), wherein the clamping mechanisms comprise L-shaped plates (40) connected with the transverse plate (21) and T-shaped bolts (41) connected with the L-shaped plates (40).
5. The full-automatic feeding workpiece processing device as claimed in claim 2, wherein the anti-reverse mechanism comprises a connecting plate (42) and a fixed column (43) which are fixedly connected with the circular plate (18), a pawl (44) for preventing the ratchet wheel (16) from reversing is rotatably mounted on the fixed column (43) through a third bearing, and a spring sheet (45) for abutting against the pawl (44) is arranged on one side, close to the ratchet wheel (16), of the connecting plate (42).
6. The fully automatic feeding workpiece processing device as set forth in claim 2, characterized in that the driving mechanism (11) is an oil cylinder.
7. A fully automatic feed workpiece processing device as set forth in claim 2, characterized in that the second sprocket (27) and the bevel gear (28) are rotatably mounted on the transverse shaft (26) by means of a fourth bearing (46).
8. The fully automatic feeding workpiece processing device as claimed in claim 2, characterized in that a stabilizing plate (47) is fixedly connected to the base plate (19), and the stabilizing plate (47) is rotatably connected to the input shaft of the speed increasing box (30).
9. The full-automatic feeding workpiece processing device as claimed in claim 3, characterized in that the supporting mechanism (50) further comprises a transition plate (48) rotatably connected with the first arc-shaped plate (37) through a hinge, and balls (39) for supporting the base plate (19) are arranged on the top of the transition plate (48).
10. The full-automatic feeding workpiece processing device as claimed in claim 2, characterized in that a cylinder (51) is arranged at one side of the top of the machine body (1) close to the supporting plate (7), a top plate (52) is arranged at the output end of the cylinder (51), and telescopic rods (53) fixedly connected with the machine body (1) are arranged at four corners of the bottom of the top plate (52).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110373884.5A CN113070719B (en) | 2021-04-07 | 2021-04-07 | Full autoloading work piece processingequipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110373884.5A CN113070719B (en) | 2021-04-07 | 2021-04-07 | Full autoloading work piece processingequipment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113070719A true CN113070719A (en) | 2021-07-06 |
| CN113070719B CN113070719B (en) | 2021-11-09 |
Family
ID=76615575
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110373884.5A Active CN113070719B (en) | 2021-04-07 | 2021-04-07 | Full autoloading work piece processingequipment |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113070719B (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113458317A (en) * | 2021-07-27 | 2021-10-01 | 江苏飞船股份有限公司 | Gear warm precision forging forming conveying equipment |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1388374A (en) * | 1972-04-24 | 1975-03-26 | Kearney & Trecker Corp | Workpiece pallet changer and machine tool combination |
| CN107877239A (en) * | 2017-11-08 | 2018-04-06 | 余姚市昕宇液压机件有限公司 | A kind of straight type workpiece, which is spun 180 degree, overturns clamping processing equipment arm device |
| CN108436563A (en) * | 2018-05-31 | 2018-08-24 | 宁波丞达精机有限公司 | A kind of multiple-station rotation material conveying platform and operating method |
| CN209598659U (en) * | 2019-01-15 | 2019-11-08 | 长春富维安道拓汽车饰件系统有限公司 | Rotatable seat back assembly line mechanism |
| CN111168109A (en) * | 2020-01-19 | 2020-05-19 | 丽水市正明机械科技有限公司 | Automatic drilling device for shaft end of automobile steering knuckle fork |
| CN111360288A (en) * | 2020-02-18 | 2020-07-03 | 广州超聆音科技有限公司 | Drilling machine |
| CN210967185U (en) * | 2019-11-29 | 2020-07-10 | 安徽威亚机械制造有限公司 | Double housing keyway planer |
| CN211361535U (en) * | 2019-11-08 | 2020-08-28 | 济南汇弘科技有限公司 | Car cylinder body processing feeding structure |
| CN211889874U (en) * | 2020-03-25 | 2020-11-10 | 杭州精锋园林工具有限公司 | Cutter feeding device |
| CN111993093A (en) * | 2020-08-27 | 2020-11-27 | 诺伯特智能装备(山东)有限公司 | Five-axis machining center of non-metal movable beam gantry and transportation method thereof |
| CN212121881U (en) * | 2020-03-25 | 2020-12-11 | 云和县双尖玩具配件有限公司 | Automatic reversing feeding device of circular tube arc punching machine |
-
2021
- 2021-04-07 CN CN202110373884.5A patent/CN113070719B/en active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1388374A (en) * | 1972-04-24 | 1975-03-26 | Kearney & Trecker Corp | Workpiece pallet changer and machine tool combination |
| CN107877239A (en) * | 2017-11-08 | 2018-04-06 | 余姚市昕宇液压机件有限公司 | A kind of straight type workpiece, which is spun 180 degree, overturns clamping processing equipment arm device |
| CN108436563A (en) * | 2018-05-31 | 2018-08-24 | 宁波丞达精机有限公司 | A kind of multiple-station rotation material conveying platform and operating method |
| CN209598659U (en) * | 2019-01-15 | 2019-11-08 | 长春富维安道拓汽车饰件系统有限公司 | Rotatable seat back assembly line mechanism |
| CN211361535U (en) * | 2019-11-08 | 2020-08-28 | 济南汇弘科技有限公司 | Car cylinder body processing feeding structure |
| CN210967185U (en) * | 2019-11-29 | 2020-07-10 | 安徽威亚机械制造有限公司 | Double housing keyway planer |
| CN111168109A (en) * | 2020-01-19 | 2020-05-19 | 丽水市正明机械科技有限公司 | Automatic drilling device for shaft end of automobile steering knuckle fork |
| CN111360288A (en) * | 2020-02-18 | 2020-07-03 | 广州超聆音科技有限公司 | Drilling machine |
| CN211889874U (en) * | 2020-03-25 | 2020-11-10 | 杭州精锋园林工具有限公司 | Cutter feeding device |
| CN212121881U (en) * | 2020-03-25 | 2020-12-11 | 云和县双尖玩具配件有限公司 | Automatic reversing feeding device of circular tube arc punching machine |
| CN111993093A (en) * | 2020-08-27 | 2020-11-27 | 诺伯特智能装备(山东)有限公司 | Five-axis machining center of non-metal movable beam gantry and transportation method thereof |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113458317A (en) * | 2021-07-27 | 2021-10-01 | 江苏飞船股份有限公司 | Gear warm precision forging forming conveying equipment |
| CN113458317B (en) * | 2021-07-27 | 2022-12-09 | 江苏飞船股份有限公司 | Gear warm precision forging forming conveying equipment |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113070719B (en) | 2021-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109702489B (en) | Full-automatic cutting and drilling integrated machine for aluminum wheel hub | |
| WO2023179022A1 (en) | Milling and boring machine having switchable tables and method for using same | |
| CN113953869B (en) | Machining platform for workpiece positioning | |
| CN209207055U (en) | Tool magazine component and machining center | |
| CN218363247U (en) | Tile cover bolt tightening equipment | |
| CN113070719B (en) | Full autoloading work piece processingequipment | |
| CN113478468A (en) | Truss robot-assisted automatic handling system | |
| CN113211397A (en) | Automatic numerical control rotary worktable that overturns of double-screw drive | |
| CN110202138B (en) | Metal additive manufacturing system capable of automatically feeding and discharging | |
| CN118143462B (en) | Six-axis five-linkage cutting machine tool | |
| CN111791077B (en) | Engineering machinery movable arm bucket rod type machining tool | |
| CN210360488U (en) | Automatic feeding and water controlling device for hollow axle parts | |
| CN210849182U (en) | Novel numerical control milling machine rotary worktable mechanism | |
| CN209998867U (en) | high-efficiency double-horizontal machining center production line | |
| CN104858670A (en) | Transversely-moving hydraulic lifting mechanism of bed body with moving beam type gantry | |
| CN210549503U (en) | Adjustable machine tool base | |
| CN116101712B (en) | Turnover type transport vehicle for workpiece to be processed of machine tool and transport method thereof | |
| CN201253704Y (en) | Two-sided lathe bed milling machine | |
| CN218946894U (en) | Turning, drilling and milling integrated machine tool | |
| US6298979B1 (en) | Workpiece transfer apparatus with overhead actuator | |
| KR20120126565A (en) | link boring apparatus of caterpillar track | |
| CN216542657U (en) | Vertical honing machine material loading rack | |
| CN213196677U (en) | Machining center | |
| CN204893427U (en) | Sideslip of lathe bed, hydraulic lift mechanism with move beam type longmen | |
| CN109047398A (en) | A kind of sheet fabrication center |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CP02 | Change in the address of a patent holder |
Address after: 528000 No. 8, zone 2, No. 11, Boai Road, Danzao Town, Nanhai District, Foshan City, Guangdong Province (residence declaration) Patentee after: Foshan Dongshen Intelligent Equipment Co.,Ltd. Address before: 528000 one of No.12 factory building, beiheng, row 2, area C1, Pingsheng community, Guicheng Street, Nanhai District, Foshan City, Guangdong Province (application for residence) Patentee before: Foshan Dongshen Intelligent Equipment Co.,Ltd. |
|
| CP02 | Change in the address of a patent holder |