CN112899552B - 一种超低铝无取向硅钢夹杂物控制方法 - Google Patents
一种超低铝无取向硅钢夹杂物控制方法 Download PDFInfo
- Publication number
- CN112899552B CN112899552B CN202110083111.3A CN202110083111A CN112899552B CN 112899552 B CN112899552 B CN 112899552B CN 202110083111 A CN202110083111 A CN 202110083111A CN 112899552 B CN112899552 B CN 112899552B
- Authority
- CN
- China
- Prior art keywords
- steel
- inclusions
- low
- oriented silicon
- equal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/04—Making ferrous alloys by melting
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C1/00—Refining of pig-iron; Cast iron
- C21C1/02—Dephosphorising or desulfurising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/0006—Adding metallic additives
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
- C21C7/06—Deoxidising, e.g. killing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
- C21C7/068—Decarburising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/10—Handling in a vacuum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Treatment Of Steel In Its Molten State (AREA)
Abstract
本发明提供一种超低铝无取向硅钢夹杂物控制方法。该钢种化学成分质量百分比为C≤0.005%,Si:0.25%‑1.50%,Mn:0.15%‑0.55%,P:0.02%‑0.06%,S≤0.005%,Als≤0.005%,余量为Fe及不可避免的杂质。工艺流程为:KR→BOF→RH→连铸。转炉出钢严格控制下渣量,出钢结束加石灰、渣面脱氧剂调渣;RH脱碳结束后,先加低碳低硫硅铁、金属铝或铝钙铁合金复合脱氧,最后加入金属锰、磷铁进行合金化,然后净循环6‑10min,破空出钢运至连铸浇注。得到钢水中主要为SiO2‑Al2O3系夹杂,避免了生成低熔点SiO2‑MnO系夹杂,轧制延展变长,影响晶粒长大;同时也避免了生成高SiO2组分类酸性夹杂,导致耐材的侵蚀。可显著改善钢中非金属夹杂物类型,提高无取向硅钢的性能,并提高了钢水浇注性能。
Description
技术领域
本发明属于钢铁冶炼技术领域,特别涉及一种超低铝无取向硅钢夹杂物控制方法。
背景技术
超低铝无取向硅钢属于冷轧无取向硅锰镇静电工钢,如W1300等。其因具有制造工艺简单,制造成本低,用途非常广泛,市场需求量大的特点,大量应用于生产家用电机和微电机、小电机、镇流器和变压器等,是国家电力、电子和军工业不可缺少的软磁合金。
目前无取向硅钢在在冶炼工艺流程方面较为成熟,其常规的生产工艺流程为:KR脱硫→转炉冶炼→RH真空精炼→连铸。超低铝无取向硅钢为硅锰镇静硅钢,要求成品中酸溶铝含量在0.0050%以下,所以在生产过程中,真空炉脱碳结束之后采用超低钛低铝硅铁和金属锰进行脱氧和合金化的。W1300无取向硅钢采用硅锰脱进行氧合金化,脱氧产物主要为低熔点的SiO2-MnO系夹杂。一方面,低熔点SiO2-MnO系夹杂在轧制过程中会延展变长,影响晶粒长大,造成铁损偏高,严重影响无取向硅钢的磁性能;另一方面,生成的高SiO2类酸性夹杂,对冶炼RH浸渍管耐材侵蚀严重,W800、W600无取向硅钢RH浸渍管使用寿命在110炉左右,而W1300无取向硅钢RH浸渍管的使用寿命只有50-60炉,严重影响钢水质量及生产的正常进行。
专利CN108660294B提供了一种硅锰镇静无取向硅钢夹杂物控制方法,通过转炉出钢使用合成渣和石灰造渣、电石对炉渣进行脱氧,使得RH进站钢水、炉渣进站氧势稳定,减少RH脱氧合金化后对金属的氧化,控制夹杂物组分,但该专利技术方案中夹杂物主要为高SiO2类酸性夹杂,其对钢包及RH浸渍管耐材侵蚀严重,不利于提高钢水的洁净度。因此,精准控制无取向硅钢中非金属夹杂物的组成、类型对提高钢水洁净度、浇注性和质量具有重要的意义。
发明内容
为克服现有技术中的不足,本发明的目的在于提供一种工艺简单且利于操作的超低铝无取向硅钢夹杂物控制方法。
为实现上述目的,本发明提供如下技术方案:
一种超低铝无取向硅钢夹杂物控制方法,所述的硅钢化学成分质量百分比为C≤0.005%,Si:0.30%-1.50%,Mn:0.15%-0.55%,P:0.02%-0.06%,S≤0.005%,Als≤0.0050%,余量为Fe及不可避免的杂质。超低铝无取向硅钢的生产工艺包括:KR铁水预处理→转炉冶炼→RH真空精炼→连铸,其中:
(1)KR铁水预处理:铁水脱硫处理后S含量≤0.0015%;
(2)转炉吹炼结束挡渣出钢,出钢结束加石灰、渣面脱氧剂进行控氧、调渣,然后运至RH处理;
(3)RH工序设置深脱碳模式处理,真空脱碳结束后,先加入低碳低硫硅铁、金属铝或铝钙铁合金复合脱氧,脱氧结束钢水中Als≤0.0050%、Ca≤0.0005%、Si含量达到目标成分,同时向钢包渣面加入渣面脱氧剂对炉渣进行脱氧改质,循环3-5min后,再加入金属锰、磷铁进行合金化,合金化结束后净循环处理,然后破空、出钢。
(4)RH出钢后运至连铸进行保护浇注。
进一步的,所述的超低铝无取向硅钢夹杂物控制方法中KR进站铁水条件满足:温度≥1350℃,0.25%≤Si≤0.50%,S≤0.04%;
进一步的,所述的超低铝无取向硅钢夹杂物控制方法中转炉出钢结束后向钢水表面加入石灰2.0-3.5kg/t、渣面脱氧剂0.5-1.5kg/t,钢包底吹流量800-1000NL/min,搅拌时间大于5min。
进一步的,所述的超低铝无取向硅钢夹杂物控制方法中RH进站钢水中自由氧含量控制在0.050-0.065%,RH脱碳结束钢水自由氧含量≤0.038%。
更进一步的,所述的超低铝无取向硅钢夹杂物控制方法中RH脱碳结束后向钢水中加入低碳低硫硅铁4-20kg/t、金属铝0.2-0.6kg/t或铝钙铁合金0.1-0.4kg/t复合脱氧,同时向钢包渣面加入0.5-1.5kg/t的渣面脱氧剂对炉渣进行改质,最后再加入金属锰、磷铁进行合金化。
更进一步的,所述的超低铝无取向硅钢夹杂物控制方法的铝钙铁合金中Al含量60-70%,Ca含量10-20%,其余为铁和不可避免得杂质元素。
更进一步的,所述的超低铝无取向硅钢夹杂物控制方法中RH脱氧合金化结束进行净循环处理,时间6-10min,然后破空、出钢。
更进一步的,所述的超低铝无取向硅钢夹杂物控制方法的钢水中夹杂物为SiO2-Al2O3系夹杂,夹杂物中SiO2≤65%、Al2O3:25%-40%、CaO≤20%,少量其他不可避免的组分。
与现有技术相比较,本发明至少具有如下有益效果:
1、本发明中转炉出钢结束后加石灰、渣面脱氧剂进行调渣、控氧,在RH深脱碳后进行脱氧合金化、炉渣改质,减少RH脱氧合金化对金属锰的氧化,控制夹杂物组分。
2、本发明中在RH深脱碳结束后,根据钢水中氧含量加入低碳低硫硅铁、金属铝或铝钙铁合金进行复合脱氧,并确保脱氧结束钢水中Als≤0.0050%、Ca≤0.0005%、Si含量达到目标成分,同时向钢包渣面加入渣面脱氧剂对炉渣进行脱氧改质,进一步降低炉渣氧势,减少后期合金的氧化,减小夹杂物成分波动,循环3-5min后再加入金属锰、磷铁进行合金化,此时金属锰的氧化量极少,促使钢水中生成SiO2-Al2O3系夹杂,夹杂物中SiO2≤65%、Al2O3:25%-40%、CaO≤20%,避免了钢水中生成低熔点SiO2-MnO系夹杂而导致的夹杂物轧制延展变长、影响晶粒长大,从而提高了超低铝无取向硅钢的性能。
3、本发明同时采用加金属铝或铝钙铁合金进行复合脱氧的方法避免了钢水中生成高SiO2类酸性夹杂,减轻了炉渣对RH浸渍管耐材的侵蚀,提高了浸渍管的使用寿命。因此,本发明可显著改善钢中非金属夹杂物类型,提高无取向硅钢的性能,减轻酸性炉渣对耐材的侵蚀,并提高了钢水浇注性能。
附图说明
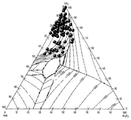
图1为采用本发明技术方案后钢中夹杂物在SiO2-CaO-Al2O3系三元相图中的分布图。
图2为在传统工艺下钢中夹杂物在SiO2-Al2O3-MnO系三元相图中的分布图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明的实施例,对本发明的技术方案进行清楚、完整地描述。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例
在某钢厂的超低铝无取向硅钢生产线上进行生产。其工艺流程为:转炉冶炼→RH真空精炼→连铸。采用本发明工艺处理为例,对本发明作进一步说明。
(1)铁水经过KR脱硫处理,进站及出站时铁水要求如下表1所示。待处理结束后运至转炉吹炼。
表1 KR进站及出站铁水条件
| 炉号 | 进站温度,℃ | Si,% | 前S,% | 后S,% |
| 1 | 1352 | 0.25 | 0.027 | 0.0011 |
| 2 | 1383 | 0.50 | 0.040 | 0.0015 |
| 3 | 1366 | 0.37 | 0.032 | 0.0011 |
| 4 | 1375 | 0.44 | 0.038 | 0.0012 |
(2)转炉挡渣出钢,严格控制下渣,出钢结束后向钢包渣面均匀加入渣面脱氧剂、石灰进行控氧、调渣。渣面脱氧剂、石灰加入量及其他工艺参数如下表2所示,处理结束后,将水运至RH进行冶炼。
表2 转炉冶炼工艺参数
| 炉号 | 石灰,kg/t | 渣面脱氧剂,kg/t | 钢包底吹流量,NL/min | 搅拌时间,min |
| 1 | 2.0 | 0.5 | 800 | 5 |
| 2 | 3.5 | 1.5 | 1000 | 8 |
| 3 | 2.7 | 0.8 | 850 | 5 |
| 4 | 3.1 | 1.2 | 950 | 7 |
(3)RH到站自由氧含量控制在0.050%-0.065%;RH脱碳结束后,钢水自由氧含量小于0.038%;真空脱碳结束后,先加入低碳低硫硅铁、金属铝或铝钙铁合金复合脱氧,脱氧结束钢水中Als≤0.0050%、Ca≤0.0005%、Si含量达到目标成分,同时向钢包渣面加入渣面脱氧剂对炉渣进行脱氧改质,循环3-5min后,再加入金属锰、磷铁进行合金化,合金化结束后净循环处理,时间6-10min,然后破空、出钢。使用的铝钙铁合金中Al含量60-70%,Ca含量10-20%,其余为铁和不可避免的杂质元素。其他工艺参数如下表3所示。
表3 RH真空精炼工艺参数

(3)RH真空精炼结束后,将钢水吊运至连铸工位进行浇注,采用全程保护浇注。按照上述方法得到超低铝无取向硅钢的化学组分按照重量百分比计如下:C:0.0025%-0.005%,Si:0.31%-1.52%,Mn:0.14%-0.55%,P:0.021%-0.058%,S:0.0019-0.005%,Als:0.0012%-0.0048%,余量为Fe及不可避免的杂质。
连铸浇注过程取结晶器钢水样分析夹杂物组分,钢中氧化物夹杂主要类型为SiO2-Al2O3酸盐系夹杂,夹杂物中SiO2≤65%、Al2O3:25%-40%、CaO≤20%,其在相图中的分布如图1所示。
对比例
该系列超低铝无取向硅钢传统生产工艺为:转炉冶炼→RH真空精炼→连铸。转炉采用挡渣出钢,严格控制下渣量,出钢结束后加石灰、萤石进行造渣;钢水吊运至RH真空精炼,经过真空深脱碳后,同时加入低碳低硫硅铁、金属锰、磷铁脱进行氧合金化,合金化结束后,钢液净循环8min以上,吊运至连铸平台进行浇注。钢中氧化物夹杂主要类型为SiO2-MnO、SiO2-MnO-Al2O3,其在相图中的分布如图2所示,其中SiO2、MnO组分偏高,分别占比达75-98%、5-25%。一方面,高MnO组分类夹杂在轧制过程中延展边长,阻碍晶粒的长大,从而降低该系列超低铝无取向硅钢的磁性能;另一方面,高SiO2组分类酸性夹杂对RH浸渍管耐材侵蚀严重,W800、W600无取向硅钢RH浸渍管使用寿命在110炉左右,W1300无取向硅钢RH浸渍管的使用寿命只有50-60炉,严重影响钢水质量及生产的正常进行。
综上可以看出,经过实施例和对比例的比对,采用本发明技术方案可促使钢水中生成SiO2-Al2O3系夹杂,夹杂物中SiO2≤65%、Al2O3:25%-40%、CaO≤20%,避免了钢水中生成低熔点SiO2-MnO系夹杂而导致的夹杂物轧制延展变长、影响晶粒长大,从而提高了超低铝无取向硅钢的性能,减轻酸性炉渣对耐材的侵蚀,并提高了钢水浇注性能。
以上仅是本申请的具体实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本申请原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本申请的保护范围。
Claims (8)
1.一种超低铝无取向硅钢夹杂物控制方法,所述的硅钢化学成分质量百分比为C≤0.005%,Si:0.30%-1.50%,Mn:0.15%-0.55%,P:0.02%-0.06%,S≤0.005%,Als≤0.0050%,余量为Fe及不可避免的杂质;其特征在于,超低铝无取向硅钢的生产工艺包括:KR铁水预处理→转炉冶炼→RH真空精炼→连铸,其中:
(1)KR铁水预处理:铁水脱硫处理后S含量≤0.0015%;
(2)转炉吹炼结束挡渣出钢,出钢结束加石灰、渣面脱氧剂进行控氧、调渣,然后运至RH处理;
(3)RH工序设置深脱碳模式处理,真空脱碳结束后,先加入低碳低硫硅铁、金属铝或铝钙铁合金复合脱氧,脱氧结束钢水中Als≤0.0050%、Ca≤0.0005%、Si含量达到目标成分,同时向钢包渣面加入渣面脱氧剂对炉渣进行脱氧改质,循环3-5min后,再加入金属锰、磷铁进行合金化,合金化结束后净循环处理,然后破空、出钢;
(4)RH出钢后运至连铸进行保护浇注。
2.根据权利要求1所述的一种超低铝无取向硅钢夹杂物控制方法,其特征在于,KR进站铁水条件:温度≥1350℃,0.25%≤Si≤0.50%,S≤0.04%。
3.根据权利要求1所述的一种超低铝无取向硅钢夹杂物控制方法,其特征在于,所述的转炉出钢结束后向钢水表面加入石灰2.0-3.5kg/t、渣面脱氧剂0.5-1.5kg/t,钢包底吹流量800-1000NL/min,搅拌时间大于5min。
4.根据权利要求1所述的一种超低铝无取向硅钢夹杂物控制方法,其特征在于,RH进站钢水中自由氧含量控制在0.050-0.065%,RH脱碳结束钢水自由氧含量≤0.038%。
5.根据权利要求1所述的一种超低铝无取向硅钢夹杂物控制方法,其特征在于,所述RH脱碳结束后向钢水中加入低碳低硫硅铁4-20kg/t、金属铝0.2-0.6kg/t或铝钙铁合金0.1-0.4kg/t复合脱氧,同时向钢包渣面加入0.5-1.5kg/t渣面脱氧剂对炉渣进行脱氧改质,再加入金属锰、磷铁进行合金化。
6.根据权利要求1所述的一种超低铝无取向硅钢夹杂物控制方法,其特征在于,铝钙铁合金中Al含量60-70%,Ca含量10-20%,其余为Fe和不可避免的杂质元素。
7.根据权利要求1所述的一种超低铝无取向硅钢夹杂物控制方法,其特征在于,RH脱氧合金化结束进行净循环处理,时间6-10min,然后破空、出钢。
8.根据权利要求1-7中任一项所述的一种超低铝无取向硅钢夹杂物控制方法,其特征在于,钢水中夹杂物为SiO2-Al2O3系夹杂,夹杂物中SiO2≤65%、Al2O3:25%-40%、CaO≤20%,少量其他不可避免的组分。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110083111.3A CN112899552B (zh) | 2021-01-21 | 2021-01-21 | 一种超低铝无取向硅钢夹杂物控制方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110083111.3A CN112899552B (zh) | 2021-01-21 | 2021-01-21 | 一种超低铝无取向硅钢夹杂物控制方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112899552A CN112899552A (zh) | 2021-06-04 |
| CN112899552B true CN112899552B (zh) | 2022-03-29 |
Family
ID=76117569
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110083111.3A Active CN112899552B (zh) | 2021-01-21 | 2021-01-21 | 一种超低铝无取向硅钢夹杂物控制方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112899552B (zh) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113699314B (zh) * | 2021-09-09 | 2022-10-11 | 江苏利淮钢铁有限公司 | 一种高碳、高合金钢90t转炉出钢渣况的控制方法 |
| CN113564308B (zh) * | 2021-09-24 | 2021-12-10 | 江苏省沙钢钢铁研究院有限公司 | 一种低铝无取向硅钢结晶器液面波动的控制方法 |
| CN114015837B (zh) * | 2021-10-12 | 2023-05-12 | 邯郸钢铁集团有限责任公司 | 一种无取向电工钢的制造方法 |
| CN114438398B (zh) * | 2022-02-10 | 2022-07-22 | 张家港荣盛特钢有限公司 | 帘线钢的脆性夹杂物控制方法 |
| CN114686637B (zh) * | 2022-04-02 | 2023-08-04 | 江苏省沙钢钢铁研究院有限公司 | 生产高合金无取向硅钢的方法与高合金无取向硅钢及用途 |
| CN114672718B (zh) * | 2022-04-13 | 2023-07-07 | 张家港扬子江冷轧板有限公司 | 高牌号硅钢的冶炼方法 |
| CN115354107A (zh) * | 2022-07-21 | 2022-11-18 | 首钢京唐钢铁联合有限责任公司 | 一种镀锌汽车外板用if钢的制备方法 |
| CN115287407B (zh) * | 2022-08-10 | 2023-10-20 | 柳州钢铁股份有限公司 | 一种控制连铸浇余回收冒渣喷溅的方法 |
| CN115927780A (zh) * | 2022-11-03 | 2023-04-07 | 包头钢铁(集团)有限责任公司 | 一种提高电机用无取向硅钢电磁性的炼钢生产方法 |
| CN116179786B (zh) * | 2023-03-02 | 2025-10-17 | 北京首钢股份有限公司 | 一种无铝钢的冶炼方法及其制备方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2381537B (en) * | 2000-06-05 | 2005-09-14 | Sanyo Special Steel Co Ltd | High-cleanliness steel and process for producing the same |
| CN101768653A (zh) * | 2008-12-30 | 2010-07-07 | 宝山钢铁股份有限公司 | 一种无取向硅钢的rh精炼脱氧控制方法 |
| CN102296157B (zh) * | 2010-06-23 | 2013-03-13 | 宝山钢铁股份有限公司 | 超低碳铝硅镇静钢的极低Ti控制方法 |
| CN103627853B (zh) * | 2013-12-05 | 2015-12-02 | 广东韶钢松山股份有限公司 | 一种低碳低硅钢制造方法 |
| CN107354269A (zh) * | 2017-05-26 | 2017-11-17 | 内蒙古包钢钢联股份有限公司 | Rh复合脱氧生产超低碳钢的方法 |
| CN107299196B (zh) * | 2017-07-28 | 2019-04-19 | 江苏省沙钢钢铁研究院有限公司 | 一种无取向硅钢rh真空炉钢水与炉渣同步脱硫方法 |
| CN108660294B (zh) * | 2018-05-31 | 2019-12-10 | 江苏省沙钢钢铁研究院有限公司 | 一种硅锰镇静无取向硅钢夹杂物控制方法 |
| CN111575446B (zh) * | 2020-06-25 | 2022-02-25 | 江苏省沙钢钢铁研究院有限公司 | 一种rh真空炉钙处理工艺方法 |
-
2021
- 2021-01-21 CN CN202110083111.3A patent/CN112899552B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN112899552A (zh) | 2021-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112899552B (zh) | 一种超低铝无取向硅钢夹杂物控制方法 | |
| CN108660294B (zh) | 一种硅锰镇静无取向硅钢夹杂物控制方法 | |
| CN112921237B (zh) | 一种硅锰镇静无取向硅钢冶炼方法 | |
| CN108823346B (zh) | 一种低成本生产二级探伤q345r中厚钢板的方法 | |
| KR20130025383A (ko) | 초저 탄소 AlSi-킬드 강에서 Ti를 매우 낮게 제어하는 방법 | |
| CN112899437A (zh) | 一种无铝低合金无取向硅钢氧含量控制方法 | |
| CN108588541B (zh) | 一种提高硼元素收得率的低氮含硼钢冶炼方法 | |
| CN113249639B (zh) | 一种提高硅锰镇静硅钢浇注性的生产方法 | |
| CN112708720B (zh) | 一种提高低碳低硅含铌钢铌收得率的冶炼方法 | |
| CN113913698A (zh) | 一种高强高导电性扁钢及其制造方法与应用 | |
| CN115011876A (zh) | 一种耐高温硫酸露点腐蚀用钢及制造方法 | |
| CN109881121B (zh) | 一种耐氯离子腐蚀的高强度抗震钢筋及其生产方法和用途 | |
| WO2023274222A1 (zh) | 一种钢液的钙处理方法 | |
| CN111705260A (zh) | 一种超纯15-5ph不锈钢电渣锭及其制备方法 | |
| CN117467822A (zh) | 一种低成本rh超低碳硅钢冶炼方法 | |
| CN117431455A (zh) | 一种无取向硅钢炉外精炼工艺 | |
| CN113699313B (zh) | 一种含钛不锈钢的冶炼工艺 | |
| CN111893382B (zh) | 一种食品用链条不锈钢及其制备方法 | |
| CN109778073B (zh) | 一种易切削汽车同步器用钢及其制备方法 | |
| CN117025892B (zh) | 一种超低氮钢的生产方法 | |
| CN109554517B (zh) | 一种小方坯连铸机生产含钛铁素体不锈钢小方坯的方法 | |
| CN111705181A (zh) | 一种电炉初炼低磷15-5ph不锈钢母液及其冶炼方法 | |
| CN115232920B (zh) | 一种提高耐候钢冶炼纯净度的方法 | |
| CN113136520B (zh) | 一种含磷低钛钢的冶炼方法 | |
| CN116640903A (zh) | 一种板坯连铸超低硫钢lf炉脱硫方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |