CN112856476B - 锅炉炉顶密封及保温施工方法 - Google Patents
锅炉炉顶密封及保温施工方法 Download PDFInfo
- Publication number
- CN112856476B CN112856476B CN202110116095.3A CN202110116095A CN112856476B CN 112856476 B CN112856476 B CN 112856476B CN 202110116095 A CN202110116095 A CN 202110116095A CN 112856476 B CN112856476 B CN 112856476B
- Authority
- CN
- China
- Prior art keywords
- sealing
- boiler
- wall
- ceiling
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007789 sealing Methods 0.000 title claims abstract description 186
- 238000010276 construction Methods 0.000 title claims abstract description 87
- 238000004321 preservation Methods 0.000 title claims abstract description 68
- 230000000149 penetrating effect Effects 0.000 claims abstract description 7
- YKTSYUJCYHOUJP-UHFFFAOYSA-N [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] Chemical compound [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] YKTSYUJCYHOUJP-UHFFFAOYSA-N 0.000 claims description 67
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 42
- 239000000835 fiber Substances 0.000 claims description 42
- 238000003466 welding Methods 0.000 claims description 40
- 239000004033 plastic Substances 0.000 claims description 37
- 238000000034 method Methods 0.000 claims description 36
- 229920000742 Cotton Polymers 0.000 claims description 28
- 229910052751 metal Inorganic materials 0.000 claims description 28
- 239000002184 metal Substances 0.000 claims description 28
- 239000000463 material Substances 0.000 claims description 24
- 229910052742 iron Inorganic materials 0.000 claims description 21
- 238000009434 installation Methods 0.000 claims description 20
- 239000000203 mixture Substances 0.000 claims description 17
- 239000012774 insulation material Substances 0.000 claims description 14
- 239000004927 clay Substances 0.000 claims description 12
- 239000010426 asphalt Substances 0.000 claims description 11
- 239000011248 coating agent Substances 0.000 claims description 11
- 238000000576 coating method Methods 0.000 claims description 11
- 238000001816 cooling Methods 0.000 claims description 10
- 239000003973 paint Substances 0.000 claims description 10
- 239000011819 refractory material Substances 0.000 claims description 10
- 239000004570 mortar (masonry) Substances 0.000 claims description 9
- 235000019353 potassium silicate Nutrition 0.000 claims description 9
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 claims description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 9
- 230000002706 hydrostatic effect Effects 0.000 claims description 4
- 238000010422 painting Methods 0.000 claims description 4
- 238000012360 testing method Methods 0.000 claims description 4
- 230000001680 brushing effect Effects 0.000 claims description 3
- 238000004140 cleaning Methods 0.000 claims description 3
- 230000009970 fire resistant effect Effects 0.000 claims description 3
- 238000012856 packing Methods 0.000 claims description 2
- 238000003303 reheating Methods 0.000 claims description 2
- 230000000694 effects Effects 0.000 abstract description 8
- 239000010410 layer Substances 0.000 description 65
- 238000009413 insulation Methods 0.000 description 8
- 239000000779 smoke Substances 0.000 description 7
- 239000011810 insulating material Substances 0.000 description 6
- 238000013461 design Methods 0.000 description 4
- 238000004904 shortening Methods 0.000 description 4
- 239000005995 Aluminium silicate Substances 0.000 description 3
- 235000012211 aluminium silicate Nutrition 0.000 description 3
- 229910000323 aluminium silicate Inorganic materials 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 3
- 239000007767 bonding agent Substances 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 239000003546 flue gas Substances 0.000 description 2
- 230000002035 prolonged effect Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229920003169 water-soluble polymer Polymers 0.000 description 2
- 208000037656 Respiratory Sounds Diseases 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- DIZPMCHEQGEION-UHFFFAOYSA-H aluminium sulfate (anhydrous) Chemical compound [Al+3].[Al+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O DIZPMCHEQGEION-UHFFFAOYSA-H 0.000 description 1
- 238000010009 beating Methods 0.000 description 1
- 230000003796 beauty Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000003755 preservative agent Substances 0.000 description 1
- 230000002335 preservative effect Effects 0.000 description 1
- 238000009991 scouring Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23M—CASINGS, LININGS, WALLS OR DOORS SPECIALLY ADAPTED FOR COMBUSTION CHAMBERS, e.g. FIREBRIDGES; DEVICES FOR DEFLECTING AIR, FLAMES OR COMBUSTION PRODUCTS IN COMBUSTION CHAMBERS; SAFETY ARRANGEMENTS SPECIALLY ADAPTED FOR COMBUSTION APPARATUS; DETAILS OF COMBUSTION CHAMBERS, NOT OTHERWISE PROVIDED FOR
- F23M5/00—Casings; Linings; Walls
- F23M5/06—Crowns or roofs for combustion chambers
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Building Environments (AREA)
Abstract
本发明提供一种锅炉炉顶密封及保温施工方法,属于锅炉保温技术领域,本发明通过依次对侧水冷壁与顶棚管处、顶棚与侧墙交界膨胀缝处、锅炉炉顶与前水冷壁交界处、顶棚管与前水冷壁处、穿墙管处、锅炉炉顶过热器之间以及锅炉剩余部位进行密封及保温施工;本发明实现了降低炉顶的表面温度,减少炉顶的热损失,进而达到提升电厂效率的技术效果。
Description
技术领域
本发明涉及锅炉保温技术领域,具体说,涉及一种锅炉炉顶密封及保温施工方法。
背景技术
锅炉的炉顶是锅炉结构最为复杂的部位,因锅炉炉顶的密封保温效果差导致的锅炉冒烟、漏灰、漏热、漏风以及锅炉炉顶外表面超温现象严重,锅炉散热损失较大。现有的锅炉炉顶密封保温技术存在的弊端如下:
1、炉顶寿命较短;
2、炉顶密封保温施工周期较长。
因此,亟需一种保温效果好,施工效率高的锅炉炉顶的密封方法。
发明内容
本发明的目的在于,提供一种锅炉炉顶密封及保温施工方法,通过设计施工工序和密封保温结构,实现缩短周期,降低施工成本,提升密封性的技术效果。
为了实现上述目的,本发明提供一种锅炉炉顶密封及保温施工方法,包括:依次对侧水冷壁与顶棚管处、顶棚与侧墙交界膨胀缝处、锅炉炉顶与前水冷壁交界处、顶棚管与前水冷壁处、穿墙管处、锅炉炉顶过热器之间以及锅炉剩余部位进行密封及保温施工。
进一步,优选的,对于再热型锅炉,在对锅炉炉顶过热器之间进行密封及保温施工之后,还包括对再热器集箱排管与炉顶的交叉处进行密封及保温施工。
进一步,优选的,
对所述侧水冷壁与顶棚管处、顶棚与侧墙交界膨胀缝处进行密封及保温施工的方法包括:
对所述侧水冷壁与顶棚管处以及顶棚与侧墙交界膨胀缝处的密封盒进行第一次密封护板安装及第一次金属密封焊接;
对管排的外表面涂刷沥青漆;
对所述密封盒内进行水玻璃耐火可塑料施工;
等待所述水玻璃耐火可塑料的打料强度合格后;用硅酸铝散棉和耐火泥混合物填塞所述密封盒;
对所述密封盒进行第二次密封护板安装及第二次金属密封焊接;
对所述侧水冷壁与顶棚管处、顶棚与侧墙交界膨胀缝处依次进行炉顶耐火料浇注、保温材料铺设、铁丝网铺设和抹面施工进一步,优选的,对侧水冷壁与顶棚管处、顶棚与侧墙交界膨胀缝处进行密封及保温施工所使用的密封护板设置有凸波。
进一步,优选的,对锅炉炉顶与前水冷壁交界处以及顶棚管与前水冷壁处进行密封及保温施工的方法包括:
对锅炉炉顶与前水冷壁交界处以及顶棚管与前水冷壁处进行第一次密封护板安装及第一次金属密封焊接;
在炉墙交界处的底部、顶棚管和水冷壁管处的鳍片或金属框架上焊接梳形板;
在梳形板与二次密封板的三角形区域内填充硅酸铝散棉和耐火泥混合物;
采用满焊方式对锅炉炉顶与前水冷壁交界处以及顶棚管与前水冷壁处进行第二次密封板安装及第二次金属密封焊接;
用硅酸铝散棉填充第二次密封板安装后的缝隙;
将硅酸铝纤维毯进行上下层错缝铺设至设定厚度,且将相邻层硅酸铝纤维毯进行粘结;
在硅酸铝纤维毯外罩设铁丝网;
对锅炉炉顶进行抹面施工。
进一步,优选的,对穿墙管处进行密封及保温施工的方法包括:
采用满焊方式对穿墙管处进行第一次密封护板安装及第一次金属密封焊接;
进行水压试验;
清理穿墙管处的密封盒,在耐火可塑料与穿墙管接触部位涂刷沥青漆;
用耐火可塑料在密封盒内浇注,其中,浇注厚度为密封盒高度的2/3;
利用硅酸铝散棉和耐火泥混合物对密封盒的剩余空间进行填充;
对穿墙管处进行第二次密封板安装及第二次金属密封焊接;
对穿墙管处依次进行炉顶耐火料浇注、保温材料铺设、铁丝网铺设和抹面施工。
进一步,优选的,
对相邻的锅炉炉顶过热器进行保温施工的方法包括:
在相邻的锅炉炉顶过热器的集箱上铺设设置有保温钩钉的底层铁丝网;
将硅酸铝纤维毯在底层铁丝网上进行上下层错缝铺设至设定厚度,且将相邻层硅酸铝纤维毯进行粘结;
在硅酸铝纤维毯外罩设上层铁丝网后进行抹面施工进一步,优选的,对相邻的锅炉炉顶过热器进行保温施工的方法包括:
用保温材料填充在相邻的锅炉炉顶过热器之间的空间;
将硅酸铝纤维毯在将相邻的锅炉炉顶过热器的外侧进行上下层错缝铺设,且将相邻层硅酸铝纤维毯进行粘结;
在硅酸铝纤维毯外罩设上层铁丝网后进行抹面施工。
如上所述,本发明的一种锅炉炉顶密封及保温施工方法,通过设计施工工序和密封保温结构,具有有益效果如下:
1、将密封和保温施工的工序进行合理穿插,实现缩短周期,降低施工成本,缩短施工周期;
2、通过运用新的密封及保温结构,使得锅炉的密封性得到大幅提升;
3、有效解决锅炉的炉顶漏灰漏烟情况,延长锅炉炉顶密封的使用寿命;
4、降低炉顶的表面温度,减少炉顶的热损失,进而提升电厂效率。
为了实现上述以及相关目的,本发明的一个或多个方面包括后面将详细说明并在权利要求中特别指出的特征。下面的说明以及附图详细说明了本发明的某些示例性方面。然而,这些方面指示的仅仅是可使用本发明的原理的各种方式中的一些方式。此外,本发明旨在包括所有这些方面以及它们的等同物。
附图说明
通过参考以下结合附图的说明及权利要求书的内容,并且随着对本发明的更全面理解,本发明的其它目的及结果将更加明白及易于理解。在附图中:
图1是根据本发明实施例锅炉炉顶密封及保温施工方法的侧水冷壁与顶棚管处的场景示意图;
图2是根据本发明实施例锅炉炉顶密封及保温施工方法的锅炉炉顶与前水冷壁交界处的场景示意图;
图3是根据本发明实施例锅炉炉顶密封及保温施工方法的穿墙管处的场景示意图;
图4是根据本发明实施例锅炉炉顶密封及保温施工方法的锅炉炉顶过热器之间的场景示意图;
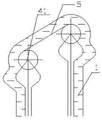
图5是根据本发明另一实施例锅炉炉顶密封及保温施工方法的锅炉炉顶过热器之间的场景示意图。
其中,
1、硅酸铝纤维毯层;2、抹面层;3、硅酸铝散棉和耐火泥混合物层;4、耐火可塑料层;5、铁丝网层;6、硅酸铝散棉层;7、保温混凝土层;
11、顶棚管;12、侧水冷壁与顶棚管处的密封盒;21、水冷壁管;31、穿墙管;32、穿墙管处的密封盒;33、穿墙管处的一次密封板;34、穿墙管处的二次密封板;41、过热器。
具体实施方式
在下面的描述中,出于说明的目的,为了提供对一个或多个实施例的全面理解,阐述了许多具体细节。然而,很明显,也可以在没有这些具体细节的情况下实现这些实施例。
本发明的一种锅炉炉顶密封及保温施工方法,通过设计施工工序和密封保温结构,实现缩短周期,降低施工成本,提升密封性的技术效果。
下面将参照附图对本发明的各个实施例进行详细描述。
本发明提供一种锅炉炉顶密封及保温施工方法,包括:依次对侧水冷壁与顶棚管处、顶棚与侧墙交界膨胀缝处、锅炉炉顶与前水冷壁交界处、顶棚管与前水冷壁处、穿墙管处、锅炉炉顶过热器之间以及锅炉剩余部位进行密封及保温施工。
具体地说,从锅炉炉顶的结构形式上看,锅炉炉顶是锅炉结构最为复杂的部位,侧水冷壁与炉顶交接处,前水冷壁与炉顶交界处,屏式过热器与炉顶棚处,一级、二级过热器与炉顶处,对于再热型锅炉在对锅炉炉顶过热器之间进行密封及保温施工之后,还包括对再热器集箱排管与炉顶的交叉处进行密封及保温施工。因为,锅炉各部位的膨胀量不同,管排穿过炉顶交叉部位,管排与炉顶交叉处的密封,成为锅炉炉顶密封的关键部位。所以先处理关键部位的密封及保温工序,然后再对普遍部位进行密封及保温处理。
所述密封及保温施工的步骤基本包括:
S1、进行第一次密封护板安装及第一次金属密封焊接,
S2、对锅炉炉顶的穿墙管涂刷沥青,在密封盒内施工耐火浇筑料并用纤维制品填塞;
S3、对锅炉炉顶进行第二次密封护板安装及二次金属密封焊接;
S4、锅炉炉顶耐火浇注料施工后,对锅炉炉顶及过热器进行保温材料铺设;
S5、在铺设的保温材料外侧设置铁丝网后,对炉顶进行抹面处理。
需要说明的是,在各个程序的锅炉炉顶密封护板安装过程中,护板的安装位置按照设计图纸设置,然后对于护板安装后,护板的焊接和金属一次性密封件的安装施工质量也关系到最终的密封效果。由于穿墙管排间的距离较密,会给金属密封件安装带来难度,如果在密封件安装后留有漏焊缝或孔洞,锅炉运行时炉内烟气将直冲而出造成泄漏。
而对于具体部位,要根据关键部位的特点进行具体处理。
其中,图1对锅炉炉顶密封及保温施工方法的侧水冷壁与顶棚管处的场景进行了整体描述。具体地说,图1为本发明的一个实施例的锅炉炉顶密封及保温施工方法的侧水冷壁与顶棚管处的场景示意图;如图1所示,
对的侧水冷壁与顶棚管处、顶棚与侧墙交界膨胀缝处进行密封及保温施工的方法包括:
对所述侧水冷壁与顶棚管11处以及顶棚与侧墙交界膨胀缝处的密封盒12进行第一次密封护板安装及第一次金属密封焊接;对管排的外表面涂刷沥青漆;对所述密封盒12内进行水玻璃耐火可塑料施工,形成耐火可塑层4;等待所述水玻璃耐火可塑料的打料强度合格后,用硅酸铝散棉和耐火泥混合物填塞所述密封盒,即形成硅酸铝散棉和耐火泥混合物层3;对所述密封盒进行第二次密封护板安装及第二次金属密封焊接;对所述侧水冷壁与顶棚管处、顶棚与侧墙交界膨胀缝处依次进行炉顶耐火料浇注、保温材料铺设形成硅酸铝纤维毯层1、铁丝网铺设形成铁丝网层5和抹面施工形成抹面层2。
需要说明的是,在密封盒内浇注使用的是水玻璃耐火可塑料而非耐火浇注料。其中,耐火浇注料是由耐火集料、结合剂和外加剂组成的混合料。耐火可塑料的组成和耐火浇注料相似,是由耐火骨料和粉料、结合剂和增塑剂组成的,根据使用要求不同可以加有特殊外加剂,如保存剂、防缩剂、防冻剂等。两者使用方法不同:耐火浇注料中大部分是加水调和成可用浇注法施工的泥料,浇注成型后经过一段时间的养护方可脱模,之后再经过适当时间的自然养护即可投入烘烤使用。耐火可塑料是需要与结合剂结合,采用捣固法施工的。常用的结合剂分类有:黏土结合可塑料、磷酸结合可塑料、硫酸铝结合可塑料等。此外耐火可塑料的可塑性好,具有较好的中高温结合强度,耐磨性和抗热震性能。
进一步,对侧水冷壁与顶棚管处、顶棚与侧墙交界膨胀缝处进行密封及保温施工所使用的密封护板设置有凸波。具体地说,侧水冷壁与顶棚管处、顶棚与侧墙交界膨胀缝处的密封护板在锅炉运行中容易产生拉裂现象,所以对该处的密封盖板加以改进,采用的带有凸波的护板,可以提高密封护板吸收的膨胀量,从而有效防止密封护板的拉裂产生。
总之,对的侧水冷壁与顶棚管处、顶棚与侧墙交界膨胀缝处进行密封及保温施工的具体步骤包括:在炉顶一次金属密封焊接完成后,在炉顶密封盒内采用水玻璃耐火可塑料;而在在施工前,浇筑表面先用沥青漆涂刷管排外表面。其中,涂刷沥青漆的厚度在2mm左右;而密封盒高度80mm,水玻璃耐火可塑料厚度为50mm,剩余密封盒内采用硅酸铝散棉和耐火泥混合物。耐火可塑料在施工完后,等待耐火捣打料强度上来后,在进行硅酸铝散棉配耐火泥的施工工序,填塞完硅酸铝散棉后,经过检查合格后,对炉顶密封盒进行二次密封,安装二次密封板及二次焊接工作。
其中,硅酸铝散棉和耐火泥混合物搅拌后,填塞密封盒剩余部分,此处的材料一定要填塞密实,一旦耐火材料出现裂纹后,浸渍耐火泥的硅酸铝散棉也会阻挡烟气对密封护板的冲刷。
其中,图2对锅炉炉顶密封及保温施工方法的锅炉炉顶与前水冷壁交界处以及顶棚管与前水冷壁处的场景进行了整体描述。具体地说,图2为本发明的一个实施例的锅炉炉顶密封及保温施工方法的锅炉炉顶与前水冷壁交界处以及顶棚管与前水冷壁处的场景示意图;如图2所示,
对锅炉炉顶与前水冷壁交界处以及顶棚管与前水冷壁处进行密封及保温施工的方法包括:
对锅炉炉顶与前水冷壁交界处以及顶棚管11与前水冷壁处进行第一次密封护板安装及第一次金属密封焊接;在炉墙交界处的底部、顶棚管和水冷壁管处的鳍片或金属框架上焊接梳形板;在梳形板与二次密封板的三角形区域内填充硅酸铝散棉和耐火泥混合物;采用满焊方式对锅炉炉顶与前水冷壁交界处以及顶棚管与前水冷壁处进行第二次密封板安装及第二次金属密封焊接;用硅酸铝散棉填充第二次密封板安装后的缝隙;将硅酸铝纤维毯进行上下层错缝铺设至设定厚度,且将相邻层硅酸铝纤维毯进行粘结;在硅酸铝纤维毯外罩设铁丝网;对锅炉炉顶进行抹面施工。
具体地说,在两炉墙交界处的底部、顶棚管11系及水冷壁21管系的鳍片上或金属框架上焊接5mm厚钢板,制成梳形板,两边梳型板相交处不焊,使其能自由膨胀,在结构上形成S型结构,能阻挡炉膛烟气直接冲刷保温材料。在前水冷壁管的拐弯处填充有保温混凝土层7。
另外,在梳形板与二次密封护板的三角型区域内,填塞浸渍高温耐火泥的硅酸铝纤维形成硅酸铝散棉和耐火泥混合物层3进行缝隙密封。硅酸铝纤维散棉填塞紧密后,在外侧进行二次密封板的安装,二次密封板要求满焊,彻底杜绝烟气的外泄,同时不影响锅炉的自由膨胀。二次密封护板安装完后,剩余空间用硅酸铝散棉层6填塞,散棉可使用锅炉保温的边角废料。最外侧保温用硅酸铝纤维毯分层保温形成硅酸铝纤维毯层1,至图纸设计要求保温厚度,硅酸铝纤维毯保温要求接缝严密,上下层错缝,层与层之间用粘接剂粘接。保温达到厚度后在保温外侧挂20×20×1.5铁丝网,铁丝网紧贴保温层,在进行抹面层2的工序。
其中,图3对锅炉炉顶密封及保温施工方法的穿墙管处的场景进行了整体描述。具体地说,图3为本发明的一个实施例的锅炉炉顶密封及保温施工方法的穿墙管处的场景示意图;如图3所示,
对穿墙管处进行密封及保温施工的方法包括:
采用满焊方式对穿墙管31处进行第一次密封护板安装33及第一次金属密封焊接;进行水压试验;清理穿墙管处的密封盒32,在耐火可塑料与穿墙管接触部位涂刷沥青漆;用耐火可塑料在密封盒内浇注,其中,浇注厚度为密封盒高度的2/3;利用硅酸铝散棉和耐火泥混合物对密封盒的剩余空间进行填充;对穿墙管处进行第二次密封板34安装及第二次金属密封焊接;对穿墙管处依次进行炉顶耐火料浇注、保温材料铺设、铁丝网铺设和抹面施工。
具体地说,对于穿墙管处的施工工序为:31)在水压试验前,穿墙管处第一次密封护板33焊接完成,焊缝为满焊。32)清理穿墙管处的密封盒32内杂物,在耐火可塑料与穿墙管31表面接触的部位涂刷沥青漆,厚度2mm左右。33)用耐火可塑料在密封盒32内浇注形成耐火可塑料层4,厚度为密封盒的2/3高度,耐火可塑料要求填充密实,没有漏填的部位。34)密封盒内剩余1/3高度的空间内,填塞浸渍高温耐火泥的硅酸铝纤维散棉形成硅酸铝散棉和耐火泥混合物层3,其中,硅酸铝散棉填塞紧密,能防止烟气直接冲刷密封护板。35)进行穿墙管处第二次密封护板34的安装,二次密封护板的焊接做到满焊。36)二次密封安装完成后,就可以对上部管排进行保温作业。
其中,图4对锅炉炉顶密封及保温施工方法的锅炉炉顶过热器之间的场景进行了整体描述。具体地说,图4为本发明的一个实施例的锅炉炉顶密封及保温施工方法的锅炉炉顶过热器之间的的场景示意图;如图4所示,
对相邻的锅炉炉顶过热器进行保温施工的方法包括:
在相邻的锅炉炉顶过热器41的集箱上铺设设置有保温钩钉的底层铁丝网;将硅酸铝纤维毯在底层铁丝网上进行上下层错缝铺设至设定厚度,且将相邻层硅酸铝纤维毯进行粘结;在硅酸铝纤维毯外罩设上层铁丝网后进行抹面施工。
需要说明的是,锅炉炉顶罩壳保温,因锅炉炉顶屏式过热器41之间,一、二级过热器之间的距离很小,普遍为500mm—600mm,最宽处不过800mm,过热器保温厚度为200mm,过热器管排及集箱保完温后,中间的理论施工空间不足200mm,因此在过热器之间根本就无法进行施工,所以此处保温时不能按照图纸设计进行保温,采取保温方式为统一用保温材料包成一个大的罩壳,将相邻过热器及集箱包在一个大的保温壳内,包成大罩壳用两种方式进行保温。
相邻的锅炉炉顶过热器进行保温施工的工序包括:在两相邻过热器41的集箱上铺设铁丝网层,铁丝网层5采用耐热钢铁丝网,铁丝网的尺寸为40×40×3.5mm,铁丝网上绑扎保温钩钉,保温钩钉可用8#铁丝制作;保温材料选用质软的硅酸铝纤维毯铺设在铁丝网上形成硅酸铝纤维毯层1,保温层上下错缝铺设,层与层之间用粘接剂粘接,使得保温层形成整体结构,保温材料施工完成后,在保温层外侧铺设20×20×1.5mm铁丝网层5,铁丝网紧贴保温层,再再上面进行抹面层2。
其中,图5对锅炉炉顶密封及保温施工方法的另一个实施例的锅炉炉顶过热器之间的场景进行了整体描述。具体地说,图5为本发明的另一个实施例的锅炉炉顶密封及保温施工方法的锅炉炉顶过热器之间的的场景示意图;如图5所示,
对相邻的锅炉炉顶过热器41进行密封及保温施工的方法包括:
用保温材料填充在相邻的锅炉炉顶过热器41之间的空间;将硅酸铝纤维毯在将相邻的锅炉炉顶过热器的外侧进行上下层错缝铺设,且将相邻层硅酸铝纤维毯进行粘结;在硅酸铝纤维毯外罩设上层铁丝网后进行抹面施工。
需要说明的是,相邻的过热器41中间的部分可以使用锅炉本体保温管道保温使用的边角废料进行填充,可以充分的利用保温材料,同时保温效果优于原设计的保温。将过热器中间的空间填满保温材料。
在对关键部位施工完毕后,进行炉顶其余部位的保温施工。在二次密封焊接完成后,就可以对锅炉炉顶进行大面积的筑炉及保温施工工序。
锅炉炉顶施工顺序为:铺铁丝网—耐火可塑料—高温耐火胶泥—硅酸铝纤维毯。首先在炉顶铺设40×40×3.5铁丝网一层,埋入可塑料内的金属结构件涂刷沥青漆,浇注一层80mm厚用耐火可塑料。
其中,为了能使混凝土块在长期工作状态下,保持其整体性能,起到挡住顶墙交界处膨胀缝中的火焰及烟气直接与混凝土上面的保温层接触的作用,在耐火可塑料纵向之间隔2m留有7mm的膨胀缝。
待耐火可塑料凝固后,在耐火可塑料上涂抹一层高温胶泥,厚度为10mm,高温耐火泥的作用是填补可塑料的施工缝隙,并对下道硅酸铝纤维毯起到粘接作用,每层硅酸铝纤维毯厚度为40mm厚,分4层施工,层与层之间用高温粘接剂进行涂抹粘接,粘接剂涂抹要均匀,保温材料层层错缝,不留上下层通缝。硅酸铝保温的外表面铺设20×20×1.5mm铁丝网,铁丝网要紧贴保温层,将保温材料全部包住,最后是20mm厚抹面料的施工。其中,抹面层不但起到美观的作用,同时起到保温材料的保护作用,保温材料不至于裸露在外界。抹面层分两遍抹成,第一遍找平,第二遍压实抹光。
综上所述,本发明涉及一种锅炉炉顶密封及保温施工方法,通过设计施工工序和密封保温结构,将密封和保温施工的工序进行合理穿插,实现缩短周期,降低施工成本,缩短施工周期;通过运用新的密封及保温结构,使得锅炉的密封性得到大幅提升;有效解决锅炉的炉顶漏灰漏烟情况,延长锅炉炉顶密封的使用寿命;降低炉顶的表面温度,减少炉顶的热损失,进而达到提升电厂效率的技术效果。
但是,本领域技术人员应当理解,对于上述本发明所提供的锅炉炉顶密封及保温施工方法及其方法,还可以在不脱离本发明内容的基础上做出各种改进。因此,本发明的保护范围应当由所附的权利要求书的内容确定。
Claims (7)
1.一种锅炉炉顶密封及保温施工方法,其特征在于,包括:
依次对侧水冷壁与顶棚管处、顶棚与侧墙交界膨胀缝处、锅炉炉顶与前水冷壁交界处、顶棚管与前水冷壁处、穿墙管处、锅炉炉顶过热器之间以及锅炉剩余部位进行密封及保温施工;
对锅炉炉顶与前水冷壁交界处以及顶棚管与前水冷壁处进行密封及保温施工的方法包括:
对锅炉炉顶与前水冷壁交界处以及顶棚管与前水冷壁处进行第一次密封护板安装及第一次金属密封焊接;
在炉墙交界处的顶棚管和前水冷壁的水冷壁管处的鳍片或金属框架上焊接梳形板;
在梳形板与第二次密封护板的三角形区域内填充硅酸铝散棉和耐火泥混合物;
采用满焊方式对锅炉炉顶与前水冷壁交界处以及顶棚管与前水冷壁处进行第二次密封护板安装及第二次金属密封焊接;
用硅酸铝散棉填充第二次密封护板安装后的缝隙;
将硅酸铝纤维毯进行上下层错缝铺设至设定厚度,且将相邻层硅酸铝纤维毯进行粘结;
在所述硅酸铝纤维毯外罩设铁丝网;
对锅炉炉顶进行抹面施工。
2.根据权利要求1所述的锅炉炉顶密封及保温施工方法,其特征在于,
对于再热型锅炉,在对所述锅炉炉顶过热器之间进行密封及保温施工之后,还包括对再热器集箱排管与炉顶的交叉处进行密封及保温施工。
3.根据权利要求2所述的锅炉炉顶密封及保温施工方法,其特征在于,对所述侧水冷壁与顶棚管处、顶棚与侧墙交界膨胀缝处进行密封及保温施工的方法包括:
在侧水冷壁与顶棚管处以及顶棚与侧墙交界膨胀缝处设置密封盒,对该密封盒进行第一次密封护板安装及第一次金属密封焊接;
对侧水冷壁与顶棚管的管排的外表面涂刷沥青漆;
对所述密封盒内进行水玻璃耐火可塑料施工;
等待所述水玻璃耐火可塑料的打料强度合格后;用硅酸铝散棉和耐火泥混合物填塞所述密封盒;
对所述密封盒进行第二次密封护板安装及第二次金属密封焊接;
对所述侧水冷壁与顶棚管处、顶棚与侧墙交界膨胀缝处依次进行炉顶耐火料浇注、保温材料铺设、铁丝网铺设和抹面施工。
4.根据权利要求3所述的锅炉炉顶密封及保温施工方法,其特征在于,
对所述侧水冷壁与顶棚管处、顶棚与侧墙交界膨胀缝处进行密封及保温施工所使用的密封护板设置有凸波。
5.根据权利要求1所述的锅炉炉顶密封及保温施工方法,其特征在于,
对所述穿墙管处进行密封及保温施工的方法包括:
在所述穿墙管处设置密封盒;
采用满焊方式对穿墙管处进行第一次密封护板安装及第一次金属密封焊接;
进行水压试验;
清理穿墙管处的密封盒,在耐火可塑料与穿墙管接触部位的穿墙管上涂刷沥青漆;
用耐火可塑料在密封盒内浇注,其中,浇注厚度为密封盒高度的2/3;
利用硅酸铝散棉和耐火泥混合物对所述密封盒的剩余空间进行填充;
对所述穿墙管处进行第二次密封护板安装及第二次金属密封焊接;
对所述穿墙管处依次进行炉顶耐火料浇注、保温材料铺设、铁丝网铺设和抹面施工。
6.根据权利要求1所述的锅炉炉顶密封及保温施工方法,其特征在于,
对相邻的锅炉炉顶过热器进行保温施工的方法包括:
在相邻的锅炉炉顶过热器的集箱上铺设设置有保温钩钉的底层铁丝网;
将硅酸铝纤维毯在所述底层铁丝网上进行上下层错缝铺设至设定厚度,且将相邻层硅酸铝纤维毯进行粘结;
在所述硅酸铝纤维毯外罩设上层铁丝网后进行抹面施工。
7.根据权利要求1所述的锅炉炉顶密封及保温施工方法,其特征在于,
对相邻的锅炉炉顶过热器进行保温施工的方法包括:
用保温材料填充在相邻的锅炉炉顶过热器之间的空间;
将硅酸铝纤维毯在将所述相邻的锅炉炉顶过热器的外侧进行上下层错缝铺设,且将相邻层硅酸铝纤维毯进行粘结;
在所述硅酸铝纤维毯外罩设上层铁丝网后进行抹面施工。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110116095.3A CN112856476B (zh) | 2021-01-28 | 2021-01-28 | 锅炉炉顶密封及保温施工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110116095.3A CN112856476B (zh) | 2021-01-28 | 2021-01-28 | 锅炉炉顶密封及保温施工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112856476A CN112856476A (zh) | 2021-05-28 |
| CN112856476B true CN112856476B (zh) | 2023-03-17 |
Family
ID=75986944
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110116095.3A Active CN112856476B (zh) | 2021-01-28 | 2021-01-28 | 锅炉炉顶密封及保温施工方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112856476B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115751367A (zh) * | 2022-11-29 | 2023-03-07 | 中国能源建设集团天津电力建设有限公司 | 一种锅炉水冷壁焊口可拆卸式保温装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL127138C (zh) * | 1958-01-10 | |||
| CN102338369B (zh) * | 2010-07-20 | 2014-01-08 | 王悦 | 电站锅炉本体的密封方法及装置 |
| CN203036617U (zh) * | 2012-12-25 | 2013-07-03 | 华润电力登封有限公司 | 一种炉顶密封结构 |
| CN104329656A (zh) * | 2014-10-30 | 2015-02-04 | 宜兴市宏业保温工程有限公司 | 锅炉柔性密封装置及方法 |
| CN110068025B (zh) * | 2019-04-18 | 2020-08-21 | 安徽省博润电力技术有限公司 | 锅炉炉顶柔性密封装置及其施工方法 |
-
2021
- 2021-01-28 CN CN202110116095.3A patent/CN112856476B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN112856476A (zh) | 2021-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101245620A (zh) | 无网聚苯板现浇混凝土外墙保温施工方法 | |
| CN112856476B (zh) | 锅炉炉顶密封及保温施工方法 | |
| CN209874476U (zh) | 一种梁后浇带的免拆侧挡结构 | |
| CN207298898U (zh) | 一种电站锅炉用柔性密封装置 | |
| CN206090639U (zh) | 地下室底板后浇带结构 | |
| CN201269518Y (zh) | 补燃式一氧化碳余热锅炉 | |
| CN115059465A (zh) | 一种竖井冻土段快速施工方法 | |
| CN106049717A (zh) | 弹簧连接的现浇整体式钢框架填充墙体系及其施工方法 | |
| CN206396956U (zh) | 带防火隔离带现浇混凝土永久性复合保温外模板 | |
| CN104329656A (zh) | 锅炉柔性密封装置及方法 | |
| CN206143229U (zh) | 一种解决高炉炉底漏煤气的结构 | |
| CN209817336U (zh) | 地暖管道与生活用水管道安装结构 | |
| CN211172445U (zh) | 一种外墙处钢结构柱子与填充墙体的防渗漏节点构造 | |
| CN209637038U (zh) | 抗压预制免拆外墙岩棉保温复合模板 | |
| CN106369226B (zh) | 小口径管道集约型保温装置及方法 | |
| CN109469792A (zh) | 高温大口径热风管道复合内保温结构及其施工方法 | |
| CN110714626B (zh) | 建筑墙体渗漏修补方法 | |
| CN215712783U (zh) | 一种热回收焦炉集气管管壁结构 | |
| CN223242772U (zh) | 一种用于燃烧室的耐火隔热浇注结构 | |
| CN101004258A (zh) | 电厂锅炉立体柔性密封方法 | |
| CN108978927B (zh) | 一种钢管束与页岩砖外墙连接结构的施工方法 | |
| CN221781249U (zh) | 一种碱土硅酸盐纤维复合耐火隔热装置和炼油加热炉 | |
| CN213572632U (zh) | 一种耐高温的加气混凝土板 | |
| CN221525544U (zh) | 锅炉大包厢立体密封结构 | |
| CN210031925U (zh) | 基础底板凹式防水加强型抗浮锚杆结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CB03 | Change of inventor or designer information |
Inventor after: Zhang Shuangqing Inventor after: Lu Xin Inventor after: Liu Chunzai Inventor after: Ye Xiaobao Inventor before: Zhang Shuangqing Inventor before: Lu Xin Inventor before: Liu Chunzai Inventor before: Ye Xiaobao |
|
| CB03 | Change of inventor or designer information | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |