CN112695209A - 一种铜的强化熔池熔炼炉及熔炼方法 - Google Patents
一种铜的强化熔池熔炼炉及熔炼方法 Download PDFInfo
- Publication number
- CN112695209A CN112695209A CN202011608691.5A CN202011608691A CN112695209A CN 112695209 A CN112695209 A CN 112695209A CN 202011608691 A CN202011608691 A CN 202011608691A CN 112695209 A CN112695209 A CN 112695209A
- Authority
- CN
- China
- Prior art keywords
- copper
- smelting
- furnace
- smelting furnace
- slag
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B15/00—Obtaining copper
- C22B15/0026—Pyrometallurgy
- C22B15/0028—Smelting or converting
- C22B15/003—Bath smelting or converting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacture And Refinement Of Metals (AREA)
Abstract
本发明公开了一种铜的强化熔池熔炼炉及熔炼方法,该熔炼炉炉上部体采用铜水套内嵌耐火材料结构,炉下部薄弱部位设有铜水套形式的渣线冷却器,上升烟道设计为流线型,在烟气入口与薄弱位置设置强制冷却装置,在炉体上部设有二次风口,采用双犁式卸料器+三个进料口设计。该熔炼方法采用了高温、高氧浓度、高送风强度,实现了高床能率、高铜锍品位和炉渣高铁硅比。能够极大地提升煤的利用效率,提高了直收率;本发明可以在冶炼过程中合理控制热损失,减少燃料配入量,提高经济效益,节约能源。
Description
技术领域
本发明涉及一种铜的强化熔池熔炼炉及熔炼方法,属于冶金技术领域。
背景技术
铜的火法冶炼过程包括焙烧、熔炼、吹炼、精炼等工序,以黄铜矿精矿为主要原料。熔炼主要是造锍熔炼,目的是使铜精矿或焙烧矿中的部分铁氧化,并与脉石、熔剂等造渣除去,产出含铜较高的铜锍。目前火法熔炼主要采取的方式分为:熔池熔炼、悬浮熔炼等熔炼方式。传统熔池熔炼具有以下缺点:(1) 床能率比较低,导致能耗高,硫没有得到利用,大部分进入渣中,少量进入烟气,由于烟气中二氧化硫浓度低,制酸效益差;(2)高品位铜锍冶炼困难,高品位熔炼由于其氧化过程中产生大量的四氧化三铁导致炉渣透气性差进而引起工艺事故,且高强度熔炼过程释放的大量热、产生的大量烟气和高温炉渣对冶金装置产生极大的损害,故难以产出高品位铜锍。
富氧侧吹熔池熔炼因其建设成本低,高作业效率等优点备受国内有色冶炼企业和各大设计科研院所高度重视,冶炼工艺技术及配套装备、设备也日益成熟和完善,形成有特色的富氧侧吹熔池熔炼成套系统。但在生产过程中仍存在诸如生产效率、床能率、热利用率低,烟尘发生率高、燃料配比高等不足。
基于上述问题,有必要开发一种高强度的熔池熔炼方式及相关设备解决上述问题。
发明内容
本发明提供了一种铜的强化熔池熔炼炉及熔炼方法,采用本发明的熔炼装置及熔炼方法提高了熔池熔炼热利用效率和床能率,控制烟尘发生率及熔炼过程工艺风险。
本发明解决其技术问题所采用的技术方案是:一种铜的强化熔池熔炼炉,该熔炼炉炉上部体采用铜水套内嵌耐火材料结构,炉下部薄弱部位设有铜水套形式的渣线冷却器,上升烟道设计为流线型,在烟气入口与薄弱位置设置强制冷却装置,在炉体上部设有二次风口,采用双犁式卸料器+三个进料口设计。
熔炼炉包括进料口、一次风口、燕尾槽形式水套、耐火材料、炉底工字钢梁、二次风口和渣线冷却器。熔炼炉体主体采用钢梁和钢壳为承力结构,熔炼炉主体设置于炉底工字钢梁之上,炉底工字钢梁间形成通风道可以保证有良好的通风冷却效果。炉底在钢板上砌筑,炉底由铬镁砖砌筑。内部采用铜水套与耐火材料结合的形式。
本发明的熔池熔炼炉体结构:炉上部体采用铜水套内嵌耐火材料结构。铜水套为燕尾槽形式水套。通过合理配置燕尾槽形式水套与耐火材料的结构和种类,以应对不同冶金条件,针对铜冶炼过程炉渣性质选用碱性耐火材料如镁铬砖。燕尾槽形式水套结构为:两个水冷件凸出部分形成水冷件凹槽两者形成燕尾槽形式,通过这种结构对耐火材料进行固定,在水冷件内部有预埋水冷件预埋管,以起到充分保护耐火材料,提高耐火材料寿命,延长炉寿命,为高强度冶炼过程提供设备条件。在保护耐材的同时,耐火材料也对水冷件进行了充分保护。并且该设计可以在冶炼过程中合理控制热损失,减少燃料配入量,提高经济效益,节约能源;
炉下部采用针对熔池强化设计,薄弱部位设有铜水套形式的渣线冷却器,保证该位置处耐材寿命;熔体相界面及反应剧烈部位采用铝铬尖晶石耐火材料抗冲刷,通过使用该种即抗物理冲刷也抗化学侵蚀的特殊耐火材料以适应高强度熔炼过程,采用镁铬砖砌筑其它炉缸主体位置。
进一步地,针对高强度熔炼过程产生大量的高温炉渣对渣口的强烈冲刷和侵蚀,渣口采用铜水套水冷件;渣口下方耐火材料使用铝铬尖晶石耐火材料,外侧增加铜水冷装置保护耐火材料。
进一步地,针对高强度熔炼产生的高温、高烟气流速的烟气设计特殊形式的烟气出口及烟气管道,在薄弱位置设置强制冷却装置:熔炼炉烟气出口采用组合式铜水套;烟气上升烟道整体结构采用流线型设计,结构主要由外层钢壳与内衬耐火材料组成,且其薄弱部位设计有预埋铜管。上升烟道设计为流线型减少烟气对某部位的集中冲刷。
在熔炼过程中炉料进入熔炼炉后,铜精矿中高价硫化物受热分解产生元素硫(单体硫)、甲烷和一氧化碳,单体硫不但对后续制酸工序产生严重影响,还造成硫资源的浪费。甲烷和一氧化碳对于电收尘和电除雾有安全隐患。为消除单体硫和挥发份的不利影响,国内大多数侧吹炉引入了二次风。通过空气与单质硫、甲烷、一氧化碳的二次反应控制烟气质量。
一次风口风通道呈一定水平倾角,促进熔体搅拌并提高氧气利用效率。一次风口布置采用高单位送风量设计,保证单位炉床面积送风量大于2100Nm3/m2·h。
创新地,本发明相较于传统炉体在上部补入二次风。本发明采用烟道入口及炉顶位置补入二次风。优选的补入二次风路线为环境集尘烟气经与烟道换热后送入炉内,优选的采用二次风补氧方式提高二次风补氧浓度。
本发明采用双犁式卸料器+三个进料口设计。运输皮带将物料运输至炉顶,由两台犁式卸料器分配至三条下料皮带,经由下料皮带输送至三个下料口。该种创新设计均匀分散物料的同时,降低由于皮带故障、下料口堵塞导致的过氧化可能性,应急堵塞情况可临时使用两下料口下料保证工艺安全。
进一步的通过控制熔炼炉虹吸道与渣口标高,控制熔池内铜锍高度,保证炉渣排出顺畅,防止炉渣积存体积大量膨胀造成工艺事故。
在自控系统设计上创新的使用滤波和误差消除手段,控制系统中使用的仪表参数由于工况的时刻变化导致参数波动剧烈,针对该种情况通过滤波函数等误差消除手段获得平稳的有代表性的参数用于熔炼控制;在计算过程中涉及多个仪表参数进行计算,为减少仪表误差,通过简化氧料比相关检测流程,缩减计算过程,将多条计量皮带缩减为三条计量皮带计量结果,将氧气计量结果缩减为总风量与在线浓度计量结果。
一种铜的强化熔池熔炼方法,本发明采用了高温、高氧浓度、高送风强度,实现了高床能率、高铜锍品位和炉渣高铁硅比。含铜物料经皮带加炉内,高氧气浓度(浓度70%以上),高单位面积送风率(2100Nm3/m2·h以上),高压力(110Kpa-125Kpa)的富氧空气强烈鼓动熔池形成相较于传统侧吹熔炼过程较高的鼓泡层,含铜物料与燃煤熔剂落入鼓泡层发生氧化还原反应,反应区域温度达1350-1360℃。产物根据其特性分配至炉渣、铜锍、烟气、烟尘中,最终获得高品位铜锍,含铜65%—75%;炉渣铁硅比在1.1-1.5之间,床能率对入炉物料达118t/d•m2以上,对干基90t/d•m2以上。
本发明的有益效果是:本发明采用了一种新的铜的强化熔池熔炼炉体结构,采用高温、高氧浓度、高床能率、高铜锍品位、炉渣高铁硅比的熔池熔炼“五高”熔炼法,与现有技术相比,其原料适应性强,对原料成分要求较为宽松,含水小于12%以下的原料可以直接入炉;较高的鼓泡层使得物料反应热充分利用,炉体气相温度远远高于传统熔炼过程,同时较高的鼓泡层与较小的气相空间充分抑制了原料入炉粉末随烟气进入收尘系统,能够极大地提升煤的利用效率,提高了直收率;较高鼓泡层保证了物料下落过程中较快的进行物化反应, 提升反应速度,从而提升整体生产效率。侧吹炉产出的铜锍品位控制在70-75%,炉渣含铜1.5-2.0%,侧吹炉床面积的处理量(干基)达到90t/d· ㎡以上。本发明可以在冶炼过程中合理控制热损失,减少燃料配入量,提高经济效益,节约能源。
附图说明
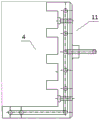
图1为本发明实施例1的铜熔炼炉体示意图。
图2为本发明出口烟道装置侧视图。
图3为本发明出口烟道装置俯视图。
图4为本发明二次风补风路线图。
图5为本发明渣线冷却器结构示意图。
图6为本发明上升烟道示意图。
图7为本发明燕尾槽形式水套结构示意图。
图中标号:
1、进料口, 2、一次风口, 3、燕尾槽形式水套, 4、耐火材料, 5、炉底工字钢梁,6、炉底耐火材料, 7、炉顶, 8、二次风口, 9、渣线强化耐火材料,10、熔炼炉主体,11、渣线冷却器,12、预埋铜管。
具体实施方式
下面结合附图和具体实施方式对本发明进一步说明。
如图1-7所示,一种铜的强化熔池熔炼炉,该熔炼炉炉上部体采用铜水套内嵌耐火材料4结构,炉下部薄弱部位设有铜水套形式的渣线冷却器11,上升烟道设计为流线型,在烟气入口与薄弱位置设置强制冷却装置,在炉体上部设有二次风口8,采用双犁式卸料器+三个进料口1设计。
熔炼炉体主体采用钢梁和钢壳为承力结构,熔炼炉主体10设置于炉底工字钢梁5之上,炉底工字钢梁5间形成通风道可以保证有良好的通风冷却效果。在钢板上砌筑炉底,炉底上设有炉底耐火材料6,炉底耐火材料6为铬镁砖。炉下部薄弱部位设有渣线冷却器11,渣线冷却器11包括渣线强化耐火材料9和铜水套,渣线强化耐火材料9采用特殊铝铬尖晶石耐火材料,通过使用该种即抗物理冲刷也抗化学侵蚀的特殊耐火材料以适应高强度熔炼过程。熔炼炉上层主要结构为燕尾槽形式水套3内嵌耐火材料4,具体结构如图7。一次风口2风通道呈一定水平倾角,促进熔体搅拌并提高氧气利用效率。一次风口2布置采用高单位送风量设计,保证单位炉床面积送风量大于2100Nm3/m2·h。
炉顶7钢质外壳制作,内埋T2铜管通冷却水。炉顶7盖内的钢板焊接Y字钉钢钉长,内衬镁铬浇筑料。
图6为上升烟道示意图,烟道外壳为钢制结构,烟道受冲刷最为严重部位內焊钢制抓钉,预埋数根T2预埋铜管12。
在一种优选的实施方式中,图2为熔炼炉烟气出口铜水套设计优化,设置于熔炼炉烟道出口,水套分块设计,便于水套的安装和备件的更换,通过合理配置新型水冷结构与应对不同冶金的高温、高氧势、剧烈冲刷烟气,以起到充分保护烟道出口,提高使用寿命,延长炉寿命。水套分别设置多个二次风口8,二次风口8个数多于多于额定值,由于二次风口8位置易形成结焦故通过备用风口的调换保证二次风送风能力。
在一种优选的实施方式中,图4优选地二次风路线,采用二次风口8(位于烟道入口、炉顶位置)补入二次风,优选的补入二次风路线为环境集尘烟气经与烟道换热后送入炉内。
在一种优选的实施方式中,设计多个进料口1,使用耐磨钢板,进料口1中部设置可调整流量压缩空气气封,使用压缩空气提高下料口压力使该位置压力大于炉内压力,通过该种方式控制烟气外溢。
一种铜的强化熔池熔炼方法,本发明采用了高温、高氧浓度、高送风强度,实现了高床能率、高铜锍品位和炉渣高铁硅比。含铜物料经皮带加炉内,高氧气浓度(浓度70%以上),高单位面积送风率(2100Nm3/m2·h以上),高压力(110Kpa-125Kpa)的富氧空气强烈鼓动熔池形成相较于传统侧吹熔炼过程较高的鼓泡层,含铜物料与燃煤熔剂落入鼓泡层发生氧化还原反应,反应区域温度达1350-1360℃。产物根据其特性分配至炉渣、铜锍、烟气、烟尘中,最终获得高品位铜锍,含铜65%—75%;炉渣铁硅比在1.1-1.5之间,床能率对入炉物料达118t/d•m2以上,对干基90t/d•m2以上。
铜锍(含铜75%)与炉渣于风口下方区域静置分离,铜锍由虹吸口排出,炉渣与铜锍于分离区进一步澄清后经渣口排出,烟气由上升烟道入口进入上升烟道。
实施例1
如图1-7所示,其中:熔炼区分为反应区与贫化区,熔炼区熔池深2100mm,铜锍厚度1000mm,渣层厚度为 1100mm。
冶金过程如下:
在熔炼区炉体上部进料口1加入铜精矿、熔剂、返料(吹炼渣、精炼渣、烟尘、块煤),通过熔炼区侧部第一鼓风口通入富氧空气,其氧气含量为85vol%,压力为0.12MPa,反应区受高压富氧空气剧烈搅动形成高温鼓泡熔体高度5-7m,原料与鼓泡区域融化反应,于风口下方沉淀分离,产出70-75%的铜锍与炉渣;
70-75%的铜锍经熔池底部虹吸道间断或连续排出。
熔炼渣从隔墙下方流入贫化区进行贫化处理贫化渣沉降区进行沉降分离,该过程中可以使用电极控制温度,沉降区分离出的渣从排渣口连续或间断排出,其含铜量1.5wt%,渣中Fe/Si02=1.2-1.5。
铜熔炼过程中,产生的烟气通过隔墙经烟道,从烟气出口排出,至锅炉收尘降温。
Claims (5)
1.一种铜的强化熔池熔炼炉,其特征在于:该熔炼炉炉上部体采用铜水套内嵌耐火材料结构,炉下部薄弱部位设有铜水套形式的渣线冷却器,上升烟道设计为流线型,在烟气入口与薄弱位置设置强制冷却装置,在炉顶、烟气出口设有二次风口,采用双犁式卸料器+三个进料口设计。
2.根据权利要求1所述的一种铜的强化熔池熔炼炉,其特征在于:熔炼炉主体采用钢梁和钢壳为承力结构,内部采用铜水套与耐火材料结合的形式。
3.根据权利要求1所述的一种铜的强化熔池熔炼炉,其特征在于:渣线冷却器渣口下方耐火材料使用铝铬尖晶石耐火材料,外侧增加铜水冷装置保护耐火材料,采用镁铬砖砌筑其它炉缸主体位置。
4.根据权利要求1所述的一种铜的强化熔池熔炼炉,其特征在于:熔炼炉烟气出口采用组合式铜水套;烟气上升烟道整体结构采用流线型设计,结构主要由外层钢壳与内衬耐火材料组成,且其薄弱部位设计有预埋铜管强制冷却。
5.一种铜的强化熔池熔炼方法,其特征在于:采用了高温、高氧浓度、高送风强度,实现了高床能率、高铜锍品位和炉渣高铁硅比,含铜物料经皮带加炉内,高氧气浓度70%以上,高单位面积送风率2100Nm3/m2·h以上,高压力110Kpa-125Kpa的富氧空气强烈鼓动熔池形成相较于传统侧吹熔炼过程较高的鼓泡层,含铜物料与燃煤熔剂落入鼓泡层发生氧化还原反应,反应区域温度达1350-1360℃,产物根据其特性分配至炉渣、铜锍、烟气、烟尘中,最终获得高品位铜锍。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011608691.5A CN112695209B (zh) | 2020-12-30 | 2020-12-30 | 一种铜的强化富氧侧吹熔池熔炼炉及熔炼方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011608691.5A CN112695209B (zh) | 2020-12-30 | 2020-12-30 | 一种铜的强化富氧侧吹熔池熔炼炉及熔炼方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112695209A true CN112695209A (zh) | 2021-04-23 |
| CN112695209B CN112695209B (zh) | 2023-04-14 |
Family
ID=75512484
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011608691.5A Active CN112695209B (zh) | 2020-12-30 | 2020-12-30 | 一种铜的强化富氧侧吹熔池熔炼炉及熔炼方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112695209B (zh) |
Citations (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201250269Y (zh) * | 2008-09-12 | 2009-06-03 | 黄贤盛 | 一种铜镍矿熔炼炉 |
| CN201561646U (zh) * | 2009-12-18 | 2010-08-25 | 垣曲县华盛冶金技术有限公司 | 一种铜镍矿熔炼炉 |
| CN202193823U (zh) * | 2011-08-22 | 2012-04-18 | 长沙有色冶金设计研究院有限公司 | 富氧侧吹熔池熔炼炉 |
| CN102796883A (zh) * | 2012-08-07 | 2012-11-28 | 北京矿冶研究总院 | 一种针对复杂难处理金精矿的富氧侧吹熔炼炉 |
| CN102851518A (zh) * | 2012-08-24 | 2013-01-02 | 赤峰富邦铜业有限责任公司 | 富邦富氧侧吹熔池炼铜炉及其操作方法 |
| CN203065550U (zh) * | 2012-08-24 | 2013-07-17 | 赤峰富邦铜业有限责任公司 | 富氧侧吹熔池炼铜炉 |
| CN103397198A (zh) * | 2013-08-15 | 2013-11-20 | 长沙有色冶金设计研究院有限公司 | 用于处理低品位多金属物料的富氧还原炉 |
| CN104032147A (zh) * | 2013-12-17 | 2014-09-10 | 杨文� | 一种富氧侧吹熔池熔炼铜锍的生产工艺及三侧吹熔炼炉 |
| CN105441694A (zh) * | 2015-11-25 | 2016-03-30 | 中国恩菲工程技术有限公司 | 一种采用改进型侧吹熔池熔炼炉处理铜精矿的方法 |
| CN105698529A (zh) * | 2015-10-27 | 2016-06-22 | 中国恩菲工程技术有限公司 | 改进型侧吹熔池熔炼炉 |
| CN106609325A (zh) * | 2015-10-27 | 2017-05-03 | 中国恩菲工程技术有限公司 | 富氧煤粉熔融还原红土镍矿工艺和熔融还原炉 |
| CN207685332U (zh) * | 2017-09-21 | 2018-08-03 | 北京矿冶研究总院 | 高效铜侧吹熔炼炉 |
| CN108531737A (zh) * | 2018-05-08 | 2018-09-14 | 中国恩菲工程技术有限公司 | 一种含铜污泥和线路板的综合处理系统 |
| CN108707750A (zh) * | 2018-05-08 | 2018-10-26 | 中国恩菲工程技术有限公司 | 一种含铜污泥和线路板的综合处理方法 |
| CN108913914A (zh) * | 2018-09-21 | 2018-11-30 | 中国恩菲工程技术有限公司 | 铜熔炼装置 |
| CN110592392A (zh) * | 2018-06-13 | 2019-12-20 | 中国瑞林工程技术股份有限公司 | 处理铜冶炼过程中环集烟气的系统和方法 |
| CN210215497U (zh) * | 2019-07-19 | 2020-03-31 | 长沙有色冶金设计研究院有限公司 | 一种一步炼铜装备 |
| CN111020213A (zh) * | 2019-12-31 | 2020-04-17 | 吉林紫金铜业有限公司 | 一种无结瘤铜冶炼侧吹炉及冶炼工艺方法 |
-
2020
- 2020-12-30 CN CN202011608691.5A patent/CN112695209B/zh active Active
Patent Citations (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201250269Y (zh) * | 2008-09-12 | 2009-06-03 | 黄贤盛 | 一种铜镍矿熔炼炉 |
| CN201561646U (zh) * | 2009-12-18 | 2010-08-25 | 垣曲县华盛冶金技术有限公司 | 一种铜镍矿熔炼炉 |
| CN202193823U (zh) * | 2011-08-22 | 2012-04-18 | 长沙有色冶金设计研究院有限公司 | 富氧侧吹熔池熔炼炉 |
| CN102796883A (zh) * | 2012-08-07 | 2012-11-28 | 北京矿冶研究总院 | 一种针对复杂难处理金精矿的富氧侧吹熔炼炉 |
| CN102851518A (zh) * | 2012-08-24 | 2013-01-02 | 赤峰富邦铜业有限责任公司 | 富邦富氧侧吹熔池炼铜炉及其操作方法 |
| CN203065550U (zh) * | 2012-08-24 | 2013-07-17 | 赤峰富邦铜业有限责任公司 | 富氧侧吹熔池炼铜炉 |
| CN103397198A (zh) * | 2013-08-15 | 2013-11-20 | 长沙有色冶金设计研究院有限公司 | 用于处理低品位多金属物料的富氧还原炉 |
| CN104032147A (zh) * | 2013-12-17 | 2014-09-10 | 杨文� | 一种富氧侧吹熔池熔炼铜锍的生产工艺及三侧吹熔炼炉 |
| CN106609325A (zh) * | 2015-10-27 | 2017-05-03 | 中国恩菲工程技术有限公司 | 富氧煤粉熔融还原红土镍矿工艺和熔融还原炉 |
| CN105698529A (zh) * | 2015-10-27 | 2016-06-22 | 中国恩菲工程技术有限公司 | 改进型侧吹熔池熔炼炉 |
| CN105441694A (zh) * | 2015-11-25 | 2016-03-30 | 中国恩菲工程技术有限公司 | 一种采用改进型侧吹熔池熔炼炉处理铜精矿的方法 |
| CN207685332U (zh) * | 2017-09-21 | 2018-08-03 | 北京矿冶研究总院 | 高效铜侧吹熔炼炉 |
| CN108531737A (zh) * | 2018-05-08 | 2018-09-14 | 中国恩菲工程技术有限公司 | 一种含铜污泥和线路板的综合处理系统 |
| CN108707750A (zh) * | 2018-05-08 | 2018-10-26 | 中国恩菲工程技术有限公司 | 一种含铜污泥和线路板的综合处理方法 |
| CN110592392A (zh) * | 2018-06-13 | 2019-12-20 | 中国瑞林工程技术股份有限公司 | 处理铜冶炼过程中环集烟气的系统和方法 |
| CN108913914A (zh) * | 2018-09-21 | 2018-11-30 | 中国恩菲工程技术有限公司 | 铜熔炼装置 |
| WO2020057266A1 (zh) * | 2018-09-21 | 2020-03-26 | 中国恩菲工程技术有限公司 | 铜熔炼装置 |
| CN210215497U (zh) * | 2019-07-19 | 2020-03-31 | 长沙有色冶金设计研究院有限公司 | 一种一步炼铜装备 |
| CN111020213A (zh) * | 2019-12-31 | 2020-04-17 | 吉林紫金铜业有限公司 | 一种无结瘤铜冶炼侧吹炉及冶炼工艺方法 |
Non-Patent Citations (1)
| Title |
|---|
| 孙林权等: "富氧侧吹熔池熔炼炉炼铜的生产实践", 《中国有色冶金》 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112695209B (zh) | 2023-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101768670B (zh) | 一种含铅物料的熔炼方法 | |
| CN101165196B (zh) | 一种采用氧气底吹炉连续炼铜的工艺及其装置 | |
| CN102433450B (zh) | 富氧侧吹还原熔池熔炼炉及其富锡复杂物料炼锡方法 | |
| CN110129584B (zh) | 短流程火法炼锌装置及方法 | |
| CN105238938A (zh) | 一种铜精矿连续生产阳极铜的三连炉工艺 | |
| CN105177315A (zh) | 富氧侧吹挥发熔池熔炼生产粗三氧化二锑的装置 | |
| CN201648490U (zh) | 一种含铅物料的熔炼装置 | |
| US7413590B2 (en) | Use of an induction furnace for the production of iron from ore | |
| CN111411234A (zh) | 射流熔炼电热还原炉和冶炼含锌物料的方法 | |
| CN113337661B (zh) | 一种双熔池炉改性处理熔融态钢渣的方法 | |
| US5431710A (en) | Method for continuously producing iron, steel or semi-steel and energy | |
| CN108913914A (zh) | 铜熔炼装置 | |
| CN104988332A (zh) | 一步炼铜工艺及装置 | |
| CN101328544A (zh) | 一种用于底吹连续炼铜的底吹吹炼炉 | |
| CN201762422U (zh) | 双室氧气侧吹连续炼铅炉 | |
| CN113136493A (zh) | 镍熔炼渣高效贫化还原装置 | |
| CN103014369A (zh) | 一种双侧吹熔池熔炼工艺 | |
| US7740681B2 (en) | Reductant addition in a channel induction furnace | |
| CN210215497U (zh) | 一种一步炼铜装备 | |
| CN112695209B (zh) | 一种铜的强化富氧侧吹熔池熔炼炉及熔炼方法 | |
| CN214881767U (zh) | 镍熔炼渣高效贫化还原装置 | |
| CN215063666U (zh) | 一种采用氧气顶吹熔炼冰铜的熔炼炉 | |
| CN212247151U (zh) | 射流熔炼电热还原炉 | |
| CA2928766A1 (en) | Smelting apparatus and method of using the same | |
| Saddington et al. | Tonnage oxygen for nickel and copper smelting at copper cliff |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CB02 | Change of applicant information | ||
| CB02 | Change of applicant information |
Address after: 161000 No. 1, Fujing Road, Fularji district electric power office, Qiqihar City, Heilongjiang Province Applicant after: HEILONGJIANG ZIJIN COPPER INDUSTRY Co.,Ltd. Address before: 161000 Room 101, science and technology entrepreneurship center building, north end of Gongnong street, Fularji District, Qiqihar City, Heilongjiang Province Applicant before: HEILONGJIANG ZIJIN COPPER INDUSTRY Co.,Ltd. |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |