CN112477192A - 一种高刚度锥形结构碳纤维复合材料管成型方法 - Google Patents
一种高刚度锥形结构碳纤维复合材料管成型方法 Download PDFInfo
- Publication number
- CN112477192A CN112477192A CN202011136056.1A CN202011136056A CN112477192A CN 112477192 A CN112477192 A CN 112477192A CN 202011136056 A CN202011136056 A CN 202011136056A CN 112477192 A CN112477192 A CN 112477192A
- Authority
- CN
- China
- Prior art keywords
- die body
- lower die
- carbon fiber
- fiber composite
- upper die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229920000049 Carbon (fiber) Polymers 0.000 title claims abstract description 81
- 239000004917 carbon fiber Substances 0.000 title claims abstract description 81
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 title claims abstract description 73
- 239000002131 composite material Substances 0.000 title claims abstract description 65
- 238000000034 method Methods 0.000 title claims abstract description 59
- 238000007789 sealing Methods 0.000 claims abstract description 61
- 239000000463 material Substances 0.000 claims abstract description 7
- 238000004140 cleaning Methods 0.000 claims abstract description 4
- 238000013461 design Methods 0.000 claims description 12
- 239000004744 fabric Substances 0.000 claims description 11
- 238000000465 moulding Methods 0.000 claims description 11
- 238000005520 cutting process Methods 0.000 claims description 10
- 239000000853 adhesive Substances 0.000 claims description 7
- 230000001070 adhesive effect Effects 0.000 claims description 7
- 238000001514 detection method Methods 0.000 claims description 6
- 239000012774 insulation material Substances 0.000 claims description 6
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 3
- 239000012459 cleaning agent Substances 0.000 claims description 3
- 239000003292 glue Substances 0.000 claims description 3
- 238000012544 monitoring process Methods 0.000 claims description 3
- 238000004321 preservation Methods 0.000 claims description 3
- 239000000741 silica gel Substances 0.000 claims description 3
- 229910002027 silica gel Inorganic materials 0.000 claims description 3
- 238000012545 processing Methods 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 abstract description 8
- 238000005086 pumping Methods 0.000 abstract description 3
- 239000000835 fiber Substances 0.000 description 11
- 239000011324 bead Substances 0.000 description 3
- 238000004806 packaging method and process Methods 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000012528 membrane Substances 0.000 description 2
- 239000000565 sealant Substances 0.000 description 2
- 230000008646 thermal stress Effects 0.000 description 2
- -1 MM55J Chemical compound 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000011056 performance test Methods 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000005057 refrigeration Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/34—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation
- B29C70/342—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation using isostatic pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/34—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation
- B29C70/345—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation using matched moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/22—Tubes or pipes, i.e. rigid
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Composite Materials (AREA)
- Mechanical Engineering (AREA)
- Moulding By Coating Moulds (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
本发明提供的一种高刚度锥形结构碳纤维复合材料管成型方法,主要解决大尺寸的锥形结构碳纤维复合材料管制造难度大的问题。本发明的成型方法通过清理部件、安装铺贴辅助工装、将单向带预浸料铺贴在上模体和下模体的型腔内、预压实铺放辅助材料安装密封条、紧固抽负压,检测真空度、固化等操作,制备出锥形碳纤维复合材料管。采用本发明的成型方法,特别适用于制造长度超过6m的锥形碳纤维复合材料管,产品的内部质量和表面质量高。
Description
技术领域
本发明涉及一种碳纤维复合材料管的制造方法,属于无人机领域,尤其涉及太阳能无人机的外翼和尾撑管制备方法。
背景技术
碳纤维以其密度小、高比强度、高比模量的优异性能,是理想的结构设计选材;如图2所示,碳纤维复合材料管在产品结构设计中,属于典型结构,经常用于无人机的机翼梁、尾撑管、尾翼主梁、舵面主梁以及其他重要结构区域。碳纤维属于抗拉性能远远大于抗压性能的特殊材料,在碳纤维复合材料产品制造过程中,需避免碳纤维出现受压、堆积、皱折等问题,使碳纤维处于受拉的状态,才可最大限度发挥碳纤维的高比强度的性能,满足设计的要求。
碳纤维复合材料管常见的成型方案为阳模成型,按照成型工艺划分,有拉缠成型工艺、缠绕成型工艺、卷管成型工艺、内胀法成型工艺等。拉缠成型工艺纤维在轴向方向拉伸强度较高,但在垂直于纤维方向上性能较弱,无法满足产品的复杂受力载荷,限制了碳纤维复合材料管的应用;缠绕成型工艺可以实现多角度纤维缠绕,产品在固化过程中,产品内部多存在孔隙等质量缺陷,无法作为主承力结构件;卷管成型工艺由于成型设备的尺寸限制和成型工艺特点的限制,无法实现大尺寸的锥形碳纤维复合材料管的制造;内胀法成型工艺受限于锥形硅橡胶气囊制作难的问题,无法实现大尺寸的锥形碳纤维复合材料管的制造。除内胀法成型工艺之外,其他几种成型工艺均存在,在成型固化加压过程中,纤维处于受压的状态,纤维容易发生堆积现象,固化后的产品表面产生皱褶,产品质量无法满足设计的要求,常需要进行不合格品审理或者做相关性能测试。
目前行业内碳纤维复合材料管成型方式由于设备因素和成型模具等多因素,多只能制造等径、小尺寸的碳纤维复合材料管,无法制造大尺寸(大于或者等于6m)、锥形结构的碳纤维复合材料管,从而限制了碳纤维复合材料管在关键部位的使用,尤其是锥形结构的碳纤维复合材料管。另外,常见的、成熟的碳纤维多为T系列碳纤维,T系列碳纤维的强度高,尤其是拉伸强度,但模量相对较低,对于大尺寸的结构件,使用T系列的碳纤维制成的碳纤维复合材料产品刚度相对较低、抗变形能力弱,也限制碳纤维复合材料管在特定场合的使用。
鉴于上述各种解决方案存在以下问题:T系列碳纤维的模量相对较低,制造大尺寸碳纤维复合材料管的刚度较低,抗变形能力弱,无法保证无人机体结构的刚度要求;如图3所示,常见的碳纤维复合材料管的成型方式为阳模成型,在固化过程中,碳纤维在成型模具上处于受压的状态,且固化后,产品表面易出现褶皱,纤维为屈曲状态,无法发挥纤维的力学性能,降低了锥形结构碳纤维管的设计载荷,更加严重的是,无法满足使用。
所以,急需一种适合工况复杂、铺层复杂、锥形结构、大尺寸(超过6m)碳纤维复合材料管的制备方法。
发明内容
本发明提供一种锥形碳纤维复合材料管的制备技术,目的在于解决现有的常规复合材料制备技术无法制造满足设计要求的大尺寸、锥形结构碳纤维复合材料管。
为解决上述技术问题,本发明采用如下技术方案:
一种高刚度锥形结构碳纤维复合材料管成型方法,使用高模量的碳纤维作为增强材料制成单向带预浸料,制备锥形结构碳纤维复合材料管,提升锥形碳纤维复合材料管的刚度。
一种高刚度锥形结构碳纤维复合材料管成型方法,所述的成型方法包括如下步骤:
步骤一:使用清洗剂清洗上模体、下模体、辅助铺贴工装至洁净;在辅助铺贴工装表面分别粘贴带胶脱模布,使用刀具沿着辅助铺贴工装表面的标示线划断带胶脱模布,使铺贴标示线更加明显;
步骤二:通过定位销将辅助铺贴工装分别紧固于上模体和下模体的法兰上;
步骤三:按照设计的铺层角度和铺层顺序,铺层角度为0°、45°、-45°、90°,将裁剪好的高模量碳纤维单向带预浸料片分别铺贴在上模体的型腔内,根据辅助铺贴工装上的标示线进行丢层铺层,并进行预压实;
步骤四:按照设计的铺层角度和铺层顺序,铺层角度为0°、45°、-45°、90°,将裁剪好的高模量碳纤维单向带预浸料片分别铺贴在下模体的型腔表面,根据辅助铺贴工装上的标示线进行丢层铺层,并进行预压实;
步骤五:将辅助铺贴工装分别从上模体、下模体上拆下,从下而上地依次将脱模布、无孔隔离膜、条状透气毡分别铺放在上模体、下模体型腔内的预浸料表面,并进行固定;
步骤六:在下模体型腔内的预浸料表面放置筒状真空袋膜,在下模体的两侧法兰面的第二密封槽内放置第二密封条,将上模体翻转吊装,安装在下模体上面,并使用螺栓将上模体、下模体连接;
步骤七:将多余的第二密封条沿着上模体、下模体的端面进行切割,保证第二密封条与上模体、下模体的端面齐平,在上模体、下模体端面的第一密封槽内放置第一密封条;
步骤八:将盖板分别安装至上模体、下模体的两端,使用螺栓进行固定,将真空袋膜的两端分别紧密粘贴在两侧的盖板上的腻子条粘贴区,保证系统的密封性,抽负压,检测真空度,检测合格后,将成型模具系统送入热压罐中,上模体上的真空快速接头连接热压罐的真空管路、热电偶,按照固化工艺参数设置固化曲线,关闭罐门,启动固化程序,全程监控固化温度和固化压力;
步骤九:保温结束后,待模具温度降20℃-40℃,停止固化程序,开启罐门,取出上模体、下模体,取出碳纤维复合材料管;
步骤十:取出碳纤维复合材料管后,使用保温材料对产品进行保温,防止降温太快,造成产品产生较大的热应力,待碳纤维复合材料管降至室温后,打开保温材料,对碳纤维复合材料管进行检测、加工等后道工序。
进一步的技术方案,所述的下模体的法兰面上设有与下模体的腔体连通的若干第一排气槽,第二排气槽与第一排气槽连通,上模体的上部设有与第二排气槽连通的若干真空快速接头,第二排气槽与第一排气槽的设置,主要用于固化过程中的气体排出。
进一步的技术方案,所述的第二排气槽与下模体的腔体的轴线平行,第一排气槽垂直设于第二排气槽的一侧;所述的第二密封槽设于第二排气槽的一侧,且位于远离下模体的腔体的方向。
进一步的技术方案,所述的辅助铺贴工装上的标示线的间距是由产品厚度、铺层设计的丢层比例确定,一般为5mm-20mm。
进一步的技术方案,筒状真空袋膜的长度比上模体、下模体的长度长300mm-500mm,便于筒状真空袋膜的端部与盖板上的腻子条粘贴至一起,封装真空袋膜,保证整个系统的密封性,使成型模具系统构成整体真空系统。真空检测合格后,将成型模具转移至热压罐中,按照工艺参数的要求进行固化。密封条的长度比下模体长2cm-3cm。
进一步的技术方案,所述的第一密封条和第二密封条采用硅胶材质密封条,且两者的胶接节点通过专用结构胶进行粘接,使第一密封条和第二密封条紧密连接,保证模具系统整体的密封性。
进一步的技术方案,所述的上模体、下模体连接紧固后,上模体、下模体之间的间隙小于0.05mm,盖板与上模体、下模体之间的间隙小于0.05mm。
进一步的技术方案,所述的上模体、下模体均为阴模结构,盖板为平板结构。
进一步的技术方案,所述的下模体的法兰面上设有用于导向的锥形导向销,下模体的侧边设有用于限位的挡块。
进一步的技术方案,所述的上模体和下模体的两端端面均设有2道第一螺栓孔;所述的盖板为平板结构,其中心处设有与上模体和下模体的腔体相对的圆形开口,圆形开口的外侧设有2道第二螺栓孔,通过高强螺栓连接第一螺栓孔和第二螺栓孔实现盖板和上模体、下模体间的紧固,盖板上2道第二螺栓孔间为腻子条粘贴区,真空袋膜从盖板的圆形开口处向外延伸粘贴于腻子条粘贴区上,封装真空袋膜,保证系统的密封性;述的第一螺栓孔、第二螺栓孔呈环形布局,上模体和下模体端面的第一密封槽位于2道第一螺栓孔之间。
进一步的技术方案,所所述的上模体、下模体连接紧固后,下模体法兰上的密封槽、下模体端面上的密封槽和上模体端面上的密封槽为连通结构。
有益效果
与现有技术相比,本发明具有如下显著优点:
1、本发明提供的成型工装是采用预浸料成型工艺制备复合材料管,适用于成型锥形结构的、大尺寸复合材料管,尤其是铺层复杂、尺寸在6m以上的锥形碳纤维复合材料管。
2、本发明的成型工装,在固化加压过程中,碳纤维等纤维处于受拉的状态,纤维不易褶皱,纤维不易屈曲,充分发挥碳纤维等纤维的拉伸性能等优异特点。制备的产品的外表面为模具面,表面质量光滑,无褶皱,表面质量高。
3、本发明所制备的碳纤维复合材料管的外观质量满足设计要求,性能符合碳纤维复合材料管的强度和刚度设计要求。
4、本发明通过多重密封设置,保证了工装系统的密封性,进而保证了产品的成型质量。
附图说明
图1是本发明的成型方法的流程图;
图2 是碳纤维复合材料管的示意图;
图3是现有技术中的复合材料管的示意图;
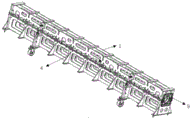
图4是本发明的成型模具的结构示意图;
图5是上模体的结构示意图。
图6是下模体的结构示意图。
图7 是上模体的端面示意图。
图8是盖板的结构示意图。
图9是辅助铺贴工装的结构示意图。
图10是上模体与辅助铺贴工装安装示意图。
图11是下模体与辅助铺贴工装安装示意图。
图12 是第一密封胶条和第二密封胶条的连接示意图。
图13 是下模体的法兰面示意图。
图14是下模体的铺层示意图。
图15是辅助材料的铺放示意图。
图16本发明制备的复合材料管的示意图。
图中标记:1-上模体,2-第一密封槽,3-真空快递接头,4-下模体,5-第二密封槽,6-导向销,7-挡块,8-螺栓孔,9-盖板,10-腻子条粘贴区,11-螺栓孔,12-辅助铺贴工装,13-丢层标识线,14-定位销,15-第一密封胶条,16-第二密封胶条,17-胶接节点,18-第一排气槽,19-第二排气槽,20-碳纤维单向带预浸料片,21-脱模布、22-无孔隔离膜、23-条状透气毡,24-真空袋膜。
具体实施方式
下面结合附图和实施例对本发明作进一步详细地描述。
实施例
本发明采用高模量碳纤维,如MM55J等,作为增强体,匹配高韧性耐高温环氧树制成单向带预浸料。在Catia中提取锥形碳纤维复合材料管的外型面,使用Fibersim进行铺层设计,设计出每一层预浸料的形状和尺寸,使用裁剪机进行裁剪,得到用于制备锥形碳纤维复合材料管的铺贴用单向带预浸料料片20。
如图1所示,一种高刚度锥形结构碳纤维复合材料管成型方法,所述的成型方法包括如下步骤:
步骤一:使用清洗剂清洗上模体1、下模体4、辅助铺贴工装12至洁净;在辅助铺贴工装12表面分别粘贴带胶脱模布,使用刀具沿着辅助铺贴工装12表面的标示线13划断带胶脱模布,使铺贴标示线13更加明显;
步骤二:通过定位销14将辅助铺贴工装12分别紧固于上模体1和下模体4的法兰上;
步骤三:按照设计的铺层角度和铺层顺序,铺层角度为0°、45°、-45°、90°,将裁剪好的高模量碳纤维单向带预浸料片20分别铺贴在上模体1的型腔内,根据辅助铺贴工装12上的标示线13进行丢层铺层,并进行预压实;将单向带预浸料从冷库中取出,放置在室温下进行解冻,解冻时间不少于6小时,直至包装单向带预浸料的包装袋上无水珠为止。打开包装袋,取出单向带预浸料,通过裁剪机裁剪成不同形状和尺寸的单向带预浸料片20。
步骤四:按照设计的铺层角度和铺层顺序,铺层角度为0°、45°、-45°、90°,将裁剪好的高模量碳纤维单向带预浸料片20分别铺贴在下模体4的型腔表面,根据辅助铺贴工装12上的标示线13进行丢层铺层,并进行预压实;
步骤五:将辅助铺贴工装12分别从上模体1、下模体4上拆下,从下而上地依次将脱模布21、无孔隔离膜22、条状透气毡23分别铺放在上模体1、下模体4型腔内的预浸料表面,并进行固定;
步骤六:在下模体4型腔内的预浸料表面放置筒状真空袋膜24,在下模体4的两侧法兰面的第二密封槽5内放置第二密封条16,将上模体1翻转吊装,安装在下模体4上面,并使用螺栓将上模体1、下模体4连接;
步骤七:将多余的第二密封条16沿着上模体1、下模体4的端面进行切割,保证第二密封条16与上模体1、下模体4的端面齐平,在上模体1、下模体4端面的第一密封槽2内放置第一密封条15;
步骤八:将盖板9分别安装至上模体1、下模体4的两端,使用螺栓进行固定,将真空袋膜24的两端分别紧密粘贴在两侧的盖板9上的腻子条粘贴区10,抽负压,检测真空度,检测合格后,将成型模具系统送入热压罐中,上模体1上的真空快速接头3连接热压罐的真空管路、热电偶,按照固化工艺参数设置固化曲线,关闭罐门,启动固化程序,全程监控固化温度和固化压力;
步骤九:保温结束后,待模具温度降20℃-40℃,停止固化程序,开启罐门,取出上模体1、下模体4,取出碳纤维复合材料管;
步骤十:取出碳纤维复合材料管后,使用保温材料对产品进行保温,待碳纤维复合材料管降至室温后,方可打开保温材料,防止产品温度降温太快,产品内部产生热应力,影响产品质量,对碳纤维复合材料管进行检测、加工等后道工序。
如图4-15所示,所述的下模体4的法兰面上设有与下模体4的腔体连通的若干第一排气槽18,第二排气槽19与第一排气槽18连通,上模体1的上部设有与第二排气槽19连通的若干真空快速接头3,第二排气槽19与第一排气槽18的设置,主要用于固化过程中的气体排出。
所述的第二排气槽19与下模体1的腔体的轴线平行,第一排气槽18垂直设于第二排气槽19的一侧;所述的第二密封槽5设于第二排气槽19的一侧,且位于远离下模体1的腔体的方向。
所述的辅助铺贴工装上的标示线13的间距是由产品厚度、铺层设计的丢层比例确定,一般为5mm-20mm。
筒状真空袋膜24的长度比上模体1、下模体4的长度长300mm-500mm,筒状真空袋膜与盖板上的腻子条粘贴至一起,保证整个系统的密封性。密封条的长度比下模体4长2cm-3cm。
所述的第一密封条15和第二密封条16采用硅胶材质密封条,且两者的胶接节点17通过专用结构胶进行粘接,使第一密封条15和第二密封条16紧密连接,保证模具系统整体的密封性。
所述的上模体1、下模体4连接紧固后,上模体1、下模体4之间的间隙小于0.05mm,盖板9与上模体1、下模体4之间的间隙小于0.05mm。
所述的上模体1、下模体4均为阴模结构,可以是钢焊接的框架式阴模结构。
盖板9为平板结构。
所述的下模体4的法兰面上设有用于导向的锥形导向销6,下模体4的侧边设有用于限位的挡块7。便于上模体1能够快速、高效地与下模体4对合安装。
所述的上模体1和下模体4的端面设有放置第一密封条15的第一密封槽2,所述的下模体4的法兰面上设有放置第二密封条16的第二密封槽5,下模体4的法兰面上设有与下模体4的腔体连通的若干第一排气槽18,第二排气槽19与第一排气槽18连通,上模体1的上部设有与第二排气槽19连通的若干真空快速接头3;所述的辅助铺贴工装12的竖直面上设有若干丢层标示线13,向上模体1和下模体4的腔体内铺设碳纤维单向带预浸料片20时,将辅助铺贴工装12安装在上模体1和下模体4的法兰面上,待预浸料片铺贴完毕之后,拆除辅助铺贴工装12,将所述的上模体1、下模体4上下对合固定,对合后第一密封槽2和第二密封槽5连通,盖板9设于对合后的上模体1、下模体4的两端端面并紧固。
所述的上模体1和下模体4的两端端面均设有2道第一螺栓孔8;所述的盖板9为平板结构,其中心处设有与上模体1和下模体4的腔体相对的圆形开口,圆形开口的外侧设有2道第二螺栓孔11,通过高强螺栓连接第一螺栓孔8和第二螺栓孔11实现盖板和上模体1、下模体4间的紧固,盖板9上2道第二螺栓孔11间为腻子条粘贴区10,真空袋膜从盖板的圆形开口处向外延伸粘贴于腻子条粘贴区上,封装真空袋膜,保证系统的密封性;述的第一螺栓孔8、第二螺栓孔11呈环形布局,上模体1和下模体4端面的第一密封槽2位于2道第一螺栓孔8之间。所述的真空快速接头3的间距为200mm-300mm。
本发明制备的锥形复合材料管如图16所示,制备的产品表面质量光滑,无褶皱,表面质量高。
Claims (10)
1.一种高刚度锥形结构碳纤维复合材料管成型方法,其特征在于:所述的成型方法包括如下步骤:
步骤一:使用清洗剂清洗上模体(1)、下模体(4)、辅助铺贴工装(12)至洁净;在辅助铺贴工装(12)表面分别粘贴带胶脱模布,使用刀具沿着辅助铺贴工装(12)表面的标示线(13)划断带胶脱模布,使铺贴标示线(13)更加明显;
步骤二:通过定位销(14)将辅助铺贴工装(12)分别紧固于上模体(1)和下模体(4)的法兰上;
步骤三:按照设计的铺层角度和铺层顺序,铺层角度为0°、45°、-45°、90°,将裁剪好的高模量碳纤维单向带预浸料片(20)分别铺贴在上模体(1)和下模体(2)的型腔内,根据辅助铺贴工装(12)上的标示线(13)进行丢层铺层,并进行预压实;
步骤四:将辅助铺贴工装(12)分别从上模体(1)、下模体(4)上拆下,从下而上地依次将脱模布(21)、无孔隔离膜(22)、条状透气毡(23)分别铺放在上模体(1)、下模体(4)型腔内的预浸料表面,并进行固定;
步骤五:在下模体(4)型腔内的预浸料表面放置筒状真空袋膜(24),在下模体(4)的两侧法兰面的第二密封槽(5)内放置第二密封条(16),将上模体(1)翻转吊装,安装在下模体(4)上面,并使用高强螺栓将上模体(1)、下模体(4)连接;
步骤六:将多余的第二密封条(16)沿着上模体(1)、下模体(4)的端面进行切割,保证第二密封条(16)与上模体(1)、下模体(4)的端面齐平,在上模体(1)、下模体(4)端面的第一密封槽(2)内放置第一密封条(15);
步骤七:将盖板(9)分别安装至上模体(1)、下模体(4)的两端,使用螺栓进行固定,将真空袋膜(24)的两端分别紧密粘贴在两侧的盖板(9)上的腻子条粘贴区(10),抽负压,检测真空度,检测合格后,将成型模具系统送入热压罐中,上模体(1)上的真空快速接头(3)连接热压罐的真空管路、热电偶,按照固化工艺参数设置固化曲线,关闭罐门,启动固化程序,全程监控固化温度和固化压力;
步骤八:保温结束后,待模具温度降20℃-40℃,停止固化程序,开启罐门,取出上模体(1)、下模体(4),取出碳纤维复合材料管;
步骤九:取出碳纤维复合材料管后,使用保温材料对产品进行保温,待碳纤维复合材料管降至室温后,打开保温材料,对碳纤维复合材料管进行检测、加工等后道工序。
2.如权利要求1所述的一种高刚度锥形结构碳纤维复合材料管成型方法,其特征在于:所述的下模体(4)的法兰面上设有与下模体(4)的腔体连通的若干第一排气槽(18),第二排气槽(19)与第一排气槽(18)连通,上模体(1)的上部设有与第二排气槽(19)连通的若干真空快速接头(3)。
3.如权利要求2所述的一种高刚度锥形结构碳纤维复合材料管成型方法,其特征在于:所述的第二排气槽(19)与下模体(1)的腔体的轴线平行,第一排气槽(18)垂直设于第二排气槽(19)的一侧;所述的第二密封槽(5)设于第二排气槽(19)的一侧,且位于远离下模体(1)的腔体的方向。
4.如权利要求1所述的一种高刚度锥形结构碳纤维复合材料管成型方法,其特征在于:所述的辅助铺贴工装上的标示线(13)的间距是由产品厚度、铺层设计的丢层比例确定,一般为5mm-20mm。
5.如权利要求1所述的一种高刚度锥形结构碳纤维复合材料管成型方法,其特征在于:筒状真空袋膜(24)的长度比上模体(1)、下模体(4)的长度长300mm-500mm,密封条的长度比下模体(4)长2cm-3cm。
6.如权利要求1所述的一种高刚度锥形结构碳纤维复合材料管成型方法,其特征在于:所述的第一密封条(15)和第二密封条(16)采用硅胶材质密封条,且两者的胶接节点(17)通过专用结构胶进行粘接,使第一密封条(15)和第二密封条(16)紧密连接。
7.如权利要求1所述的一种高刚度锥形结构碳纤维复合材料管成型方法,其特征在于:所述的上模体(1)、下模体(4)连接紧固后,上模体(1)、下模体(4)之间的间隙小于0.05mm,盖板(9)与上模体(1)、下模体(4)之间的间隙小于0.05mm。
8.如权利要求1所述的一种高刚度锥形结构碳纤维复合材料管成型方法,其特征在于:所述的上模体(1)、下模体(4)均为阴模结构,盖板(9)为平板结构。
9.如权利要求1所述的一种高刚度锥形结构碳纤维复合材料管成型方法,其特征在于:所述的下模体(4)的法兰面上设有用于导向的锥形导向销(6),下模体(4)的侧边设有用于限位的挡块(7)。
10.如权利要求1所述的一种高刚度锥形结构碳纤维复合材料管成型方法,其特征在于:所述的上模体(1)和下模体(4)的两端端面均设有2道第一螺栓孔(8);所述的盖板(9)为平板结构,其中心处设有与上模体(1)和下模体(4)的腔体相对的圆形开口,圆形开口的外侧设有2道第二螺栓孔(11),通过高强螺栓连接第一螺栓孔(8)和第二螺栓孔(11)实现盖板和上模体(1)、下模体(4)间的紧固,盖板(9)上2道第二螺栓孔(11)间为腻子条粘贴区(10),真空袋膜从盖板的圆形开口处向外延伸粘贴于腻子条粘贴区上,封装真空袋膜,保证系统的密封性;述的第一螺栓孔(8)、第二螺栓孔(11)呈环形布局,上模体(1)和下模体(4)端面的第一密封槽(2)位于2道第一螺栓孔(8)之间。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011136056.1A CN112477192A (zh) | 2020-10-22 | 2020-10-22 | 一种高刚度锥形结构碳纤维复合材料管成型方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011136056.1A CN112477192A (zh) | 2020-10-22 | 2020-10-22 | 一种高刚度锥形结构碳纤维复合材料管成型方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112477192A true CN112477192A (zh) | 2021-03-12 |
Family
ID=74927088
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011136056.1A Pending CN112477192A (zh) | 2020-10-22 | 2020-10-22 | 一种高刚度锥形结构碳纤维复合材料管成型方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112477192A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113059828A (zh) * | 2021-04-21 | 2021-07-02 | 南京聚隆科技股份有限公司 | 一种耐高温碳纤维复合材料筒体承力层及其制备工艺 |
| CN114683575A (zh) * | 2022-03-18 | 2022-07-01 | 南京聚隆复合材料技术有限公司 | 一种碳纤维复合材料轨道清障装置的制备方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5759592A (en) * | 1995-05-01 | 1998-06-02 | Piramoon Technologies, Inc. | Compression mold for forming a composite material fixed angle rotor |
| CN1354077A (zh) * | 2001-12-26 | 2002-06-19 | 邱则有 | 一种钢筋砼用加劲肋空心薄壁管的制作方法 |
| CN103407174A (zh) * | 2013-07-30 | 2013-11-27 | 北京航空航天大学 | 一种纤维增强树脂基复合材料豆荚型管件的整体成型方法 |
| CN104626605A (zh) * | 2014-12-16 | 2015-05-20 | 西安爱生技术集团公司 | 一种复合材料机翼整体成型工艺方法及工装 |
| CN104972673A (zh) * | 2015-05-28 | 2015-10-14 | 江西洪都航空工业集团有限责任公司 | 一种铺层递减变厚度结构复合材料制件预浸料的铺贴工艺 |
| CN106182805A (zh) * | 2016-09-09 | 2016-12-07 | 西安爱生技术集团公司 | 一种碳纤维复合材料等径管状结构的制造工艺 |
| US20170218918A1 (en) * | 2014-07-31 | 2017-08-03 | Vestas Wind Systems A/S | Improvements relating to reinforcing structures for wind turbine blades |
| CN108422680A (zh) * | 2017-02-14 | 2018-08-21 | 江西昌河航空工业有限公司 | 一种厚壁窄腔管梁类复材构件成型的铺贴工艺 |
| CN108749030A (zh) * | 2018-06-22 | 2018-11-06 | 广联航空工业股份有限公司 | 一种利用内涨法成型模具制备复合材料管的方法 |
| CN109177225A (zh) * | 2018-08-24 | 2019-01-11 | 西安爱生技术集团公司 | 碳纤维复合材料闭合异形梁的制造方法 |
| CN110815851A (zh) * | 2019-11-21 | 2020-02-21 | 航天特种材料及工艺技术研究所 | 一种回转体类复合材料构件的成型方法 |
-
2020
- 2020-10-22 CN CN202011136056.1A patent/CN112477192A/zh active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5759592A (en) * | 1995-05-01 | 1998-06-02 | Piramoon Technologies, Inc. | Compression mold for forming a composite material fixed angle rotor |
| CN1354077A (zh) * | 2001-12-26 | 2002-06-19 | 邱则有 | 一种钢筋砼用加劲肋空心薄壁管的制作方法 |
| CN103407174A (zh) * | 2013-07-30 | 2013-11-27 | 北京航空航天大学 | 一种纤维增强树脂基复合材料豆荚型管件的整体成型方法 |
| US20170218918A1 (en) * | 2014-07-31 | 2017-08-03 | Vestas Wind Systems A/S | Improvements relating to reinforcing structures for wind turbine blades |
| CN104626605A (zh) * | 2014-12-16 | 2015-05-20 | 西安爱生技术集团公司 | 一种复合材料机翼整体成型工艺方法及工装 |
| CN104972673A (zh) * | 2015-05-28 | 2015-10-14 | 江西洪都航空工业集团有限责任公司 | 一种铺层递减变厚度结构复合材料制件预浸料的铺贴工艺 |
| CN106182805A (zh) * | 2016-09-09 | 2016-12-07 | 西安爱生技术集团公司 | 一种碳纤维复合材料等径管状结构的制造工艺 |
| CN108422680A (zh) * | 2017-02-14 | 2018-08-21 | 江西昌河航空工业有限公司 | 一种厚壁窄腔管梁类复材构件成型的铺贴工艺 |
| CN108749030A (zh) * | 2018-06-22 | 2018-11-06 | 广联航空工业股份有限公司 | 一种利用内涨法成型模具制备复合材料管的方法 |
| CN109177225A (zh) * | 2018-08-24 | 2019-01-11 | 西安爱生技术集团公司 | 碳纤维复合材料闭合异形梁的制造方法 |
| CN110815851A (zh) * | 2019-11-21 | 2020-02-21 | 航天特种材料及工艺技术研究所 | 一种回转体类复合材料构件的成型方法 |
Non-Patent Citations (1)
| Title |
|---|
| 刘雄亚等: "《玻璃钢实用技术(四),玻璃钢成型工艺》", 31 March 1990, 中国建筑工业出版社 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113059828A (zh) * | 2021-04-21 | 2021-07-02 | 南京聚隆科技股份有限公司 | 一种耐高温碳纤维复合材料筒体承力层及其制备工艺 |
| CN114683575A (zh) * | 2022-03-18 | 2022-07-01 | 南京聚隆复合材料技术有限公司 | 一种碳纤维复合材料轨道清障装置的制备方法 |
| CN114683575B (zh) * | 2022-03-18 | 2024-02-27 | 南京聚隆复合材料技术有限公司 | 一种碳纤维复合材料轨道清障装置的制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9017510B2 (en) | Method and apparatus for fabricating large scale integrated airfoils | |
| CN110193955B (zh) | 一种中小型无人机复合材料外翼工艺成型方法 | |
| CN108407335B (zh) | 一种复合材料帽型加筋壁板整体成型方法 | |
| CN108749030B (zh) | 一种利用内涨法成型模具制备复合材料管的方法 | |
| US8661644B2 (en) | Method and device for forming joints in composite structures | |
| CN109822940B (zh) | 一种利用整体成型模具制备复合材料油箱的方法 | |
| CN112477192A (zh) | 一种高刚度锥形结构碳纤维复合材料管成型方法 | |
| CN105034403A (zh) | 一种复合材料壳体的制造方法 | |
| CN105082568A (zh) | 一种异形复合材料结构件的液体成型工艺 | |
| CN112590247A (zh) | 一种c夹芯平板天线罩一体成型的方法 | |
| CN103434140A (zh) | 一种碳纤维复合材料矩形加筋管件的成型方法 | |
| CN116394545B (zh) | 前缘蒙皮成型方法及前缘蒙皮 | |
| CN111716761A (zh) | 异形曲面芳纶纸蜂窝简易预定型模具及其制作方法 | |
| CN109049755B (zh) | 一种大型复合材料零件的脱模装置和脱模方法 | |
| CN110962369A (zh) | 一种大尺寸异形加筋防护罩的整体成型工艺方法 | |
| CN112477193A (zh) | 一种复合材料管成型工装系统 | |
| CN117774375A (zh) | 一种复合材料环框及其成型方法和装置 | |
| CN102873884B (zh) | 复合材料组合芯模补偿垫工艺 | |
| CN107866987A (zh) | 一种飞行器整流罩模具及使用方法 | |
| US11738526B2 (en) | Method for using composite tooling to manufacture composite parts | |
| US8158051B2 (en) | Vacuum transfer seal | |
| CN106346657B (zh) | 飞机发动机过渡段总成密封圈对接接头硫化工艺方法 | |
| CN110948909B (zh) | 一种方型等截面大尺寸复合材料箱体成型方法 | |
| CN115384127A (zh) | 一种蜂窝夹芯复合材料制件及其制备方法 | |
| CN114801251A (zh) | 通用飞机碳纤维预浸料褶皱壁板的一体化成型方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20210312 |
|
| RJ01 | Rejection of invention patent application after publication |