CN112466536B - Jet flame and hydrocarbon flame resistant medium-voltage cable for offshore oil platform and manufacturing method thereof - Google Patents
Jet flame and hydrocarbon flame resistant medium-voltage cable for offshore oil platform and manufacturing method thereof Download PDFInfo
- Publication number
- CN112466536B CN112466536B CN202011374937.7A CN202011374937A CN112466536B CN 112466536 B CN112466536 B CN 112466536B CN 202011374937 A CN202011374937 A CN 202011374937A CN 112466536 B CN112466536 B CN 112466536B
- Authority
- CN
- China
- Prior art keywords
- parts
- flame
- periphery
- rubber
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/17—Protection against damage caused by external factors, e.g. sheaths or armouring
- H01B7/29—Protection against damage caused by extremes of temperature or by flame
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/08—Copolymers of ethene
- C08L23/0846—Copolymers of ethene with unsaturated hydrocarbons containing other atoms than carbon or hydrogen atoms
- C08L23/0853—Vinylacetate
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/06—Insulating conductors or cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/06—Insulating conductors or cables
- H01B13/14—Insulating conductors or cables by extrusion
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/22—Sheathing; Armouring; Screening; Applying other protective layers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/22—Sheathing; Armouring; Screening; Applying other protective layers
- H01B13/24—Sheathing; Armouring; Screening; Applying other protective layers by extrusion
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/02—Disposition of insulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/17—Protection against damage caused by external factors, e.g. sheaths or armouring
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/17—Protection against damage caused by external factors, e.g. sheaths or armouring
- H01B7/18—Protection against damage caused by wear, mechanical force or pressure; Sheaths; Armouring
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/17—Protection against damage caused by external factors, e.g. sheaths or armouring
- H01B7/28—Protection against damage caused by moisture, corrosion, chemical attack or weather
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/17—Protection against damage caused by external factors, e.g. sheaths or armouring
- H01B7/28—Protection against damage caused by moisture, corrosion, chemical attack or weather
- H01B7/2813—Protection against damage caused by electrical, chemical or water tree deterioration
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/17—Protection against damage caused by external factors, e.g. sheaths or armouring
- H01B7/29—Protection against damage caused by extremes of temperature or by flame
- H01B7/295—Protection against damage caused by extremes of temperature or by flame using material resistant to flame
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2217—Oxides; Hydroxides of metals of magnesium
- C08K2003/2224—Magnesium hydroxide
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2227—Oxides; Hydroxides of metals of aluminium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/011—Nanostructured additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2201/00—Properties
- C08L2201/02—Flame or fire retardant/resistant
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/20—Applications use in electrical or conductive gadgets
- C08L2203/202—Applications use in electrical or conductive gadgets use in electrical wires or wirecoating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A30/00—Adapting or protecting infrastructure or their operation
- Y02A30/14—Extreme weather resilient electric power supply systems, e.g. strengthening power lines or underground power cables
Abstract
The invention relates to a jet flame and hydrocarbon flame resistant medium voltage cable for an offshore oil platform and a manufacturing method thereof. The cable adopts a double-layer composite sheath, can bear high-temperature flame of 1300 ℃ for 120 minutes under rated voltage, and does not generate ground fault or short circuit.
Description
Technical Field
The invention relates to a cable for an offshore oil platform, in particular to a jet flame and hydrocarbon flame resistant medium-voltage cable for the offshore oil platform, and also relates to a manufacturing method of the jet flame and hydrocarbon flame resistant medium-voltage cable for the offshore oil platform, belonging to the technical field of special cables for the offshore oil platform.
Background
Oil and gas engineering equipment is extremely easy to be damaged by fire, and high temperature caused by oil and gas combustion during fire easily causes equipment failure, so that the safety of the whole platform and personnel is greatly damaged, and the oil and gas engineering equipment needs to pay special attention to fire prevention. Fire protection is classified into 3 types, i.e., fiber flame protection, hydrocarbon flame protection, and jet flame protection. At present, the oil and gas engineering equipment matching cable can only simply realize the prevention of fiber flame, namely a fire-resistant cable known in the industry, and the prior art of the cable for simultaneously realizing the jet flame resistance and the hydrocarbon flame resistance is blank. In traditional oil and gas engineering equipment, when the cable needs jet flame resistance and hydrocarbon flame resistance, a fiber flame resistant cable is adopted as a substitute, but the highest position of IEC60331 standard executed by the fire-resistant temperature grade of the fiber flame resistant cable is 830 ℃, the highest position of BS6387 standard is 950 ℃, the temperature grade is far lower than the temperature grade of 1100 ℃ of the hydrocarbon flame and the temperature grade of 1300 ℃ of the jet flame, and great potential safety hazards exist in the fire of the jet flame and the hydrocarbon flame.
The Chinese patent with publication number CN 103594177B discloses a hydrocarbon substance aging resistant instrument cable for a petrochemical device; the chinese patent publication No. CN 103578641B discloses a hydrocarbon aging resistant power cable for petrochemical plants, but none of them has the properties of carbon hydrocarbon flame resistance and jet flame resistance.
The hydrocarbon flame resistance test is a more severe test than the fiber flame resistance test, the flame temperature of the fiber flame resistance test rises slowly, and the temperature at the 60 th minute is increased by 925 ℃ compared with the original temperature. While the temperature of the hydrocarbon flame resistance test reaches 900 ℃ at 5 minutes and reaches 1100 ℃ at 30 minutes. The jet flame resistant test simulates the flame formed by violent combustion of high-pressure hydrocarbon gas leaked from oil gas, and the flame temperature reaches 1200-1300 ℃ within 30 minutes. The hydrocarbon flame and the jet flame heat up more quickly, harshly and harshly.
Disclosure of Invention
The invention aims to overcome the problems in the prior art, and provides a jet flame and hydrocarbon flame resistant medium-voltage cable for an offshore oil platform, which adopts a double-layer composite sheath, wherein the inner sheath can simultaneously realize jet flame resistance and hydrocarbon flame resistance, has excellent mechanical properties, low temperature resistance, oil resistance and water resistance, and carries out a flame-resistant test on a passive fireproof material according to ISO standard, and the cable can bear 1300 ℃ high-temperature flame for 120 minutes under rated voltage without generating ground fault or short circuit.
In order to solve the technical problems, the invention provides a jet flame and hydrocarbon flame resistant medium voltage cable for an offshore oil platform, wherein a semi-conductive conductor shielding layer, an ethylene propylene rubber insulating layer and a semi-conductive insulating shielding layer are sequentially arranged on the periphery of a twisted tinned annealed copper conductor from inside to outside, the periphery of the semi-conductive insulating shielding layer is braided with a tinned copper wire shielding layer to form shielding wire cores, a plurality of shielding wire cores are twisted with each other to form a cable core, an inner silicone oil layer is coated on the periphery of the cable core, an inner liner layer is coated on the periphery of the inner silicone oil layer, a fire-resistant wrapping tape is wrapped on the periphery of the inner liner layer, the periphery of the fire-resistant wrapping tape is wrapped with an armor layer, the periphery of the armor layer is wrapped with an outer silicone oil layer, the periphery cladding of outer silicon oil reservoir has injection flame resistant and hydrocarbon flame inner sheath, the periphery cladding of injection flame resistant and hydrocarbon flame inner sheath has the mud cross-linking polyolefin oversheath of nai.
As a preferable scheme of the invention, the inner sheath capable of resisting jet flame and hydrocarbon flame comprises the following raw materials in parts by weight: 20 parts of a binder; flame retardant nano metal hydroxide: 30-35 parts; flame retardant nano borate: 2-5 parts; nano montmorillonite: 4-8 parts; bis (tert-butylperoxyisopropyl) benzene: 0.6-1 part; triallyl isocyanurate: 0.2-0.4 part; an anti-aging agent XH-3: 0.4-0.6 part; 2-mercaptobenzimidazole: 0.2-0.4 part; methyl silicone oil: 0.5-1 part; white carbon black by a gas phase method: 6-10 parts of a solvent; coupling agent A-172: 0.2-0.5 part; coloring agent color masterbatch: 0.6-1 part of glass powder: 4-8 parts of a blending modifier Elvaloy 742: 2-4 parts.
As a further preferable scheme of the invention, the grade of the ethylene-vinyl acetate copolymer rubber is LEVAPREN 500HV, and the vinyl acetate content is 50 wt%; the nano metal hydroxide is aluminum hydroxide or magnesium hydroxide; the flame retardant nano borate is one or a combination of ammonium pentaborate, barium metaborate and zinc fluoroborate; the glass powder is low-melting-point glass powder with the softening temperature of 360-500 ℃.
As a further preferable scheme of the invention, the sheath rubber comprises the following raw material components in parts by weight: 20 parts of (1); flame retardant nano metal hydroxide: 30 parts of (1); flame retardant nano borate: 2 parts of a mixture; nano montmorillonite: 4 parts; bis (tert-butylperoxyisopropyl) benzene: 0.6 part; triallyl isocyanurate: 0.2 part; an anti-aging agent XH-3: 0.4 part; 2-mercaptobenzimidazole: 0.2 part; methyl silicone oil: 0.5 part; white carbon black by a gas phase method: 6 parts; coupling agent A-172: 0.2 part; coloring agent color master batch: 0.6 part of glass powder: 4 parts and blending modifier Elvaloy 742: and 2 parts of the raw materials.
As a further preferable scheme of the invention, the sheath rubber comprises the following raw material components in parts by weight: 20 parts of (1); flame retardant nano metal hydroxide: 32 parts of a binder; flame retardant nano borate: 3 parts of a mixture; nano montmorillonite: 6 parts of (1); di-tert-butylperoxyisopropyl benzene: 0.8 part; triallyl isocyanurate: 0.3 part; an anti-aging agent XH-3: 0.5 part; 2-mercaptobenzimidazole: 0.3 part; methyl silicone oil: 0.8 part; white carbon black by gas phase method: 8 parts; coupling agent A-172: 0.3 part; coloring agent color master batch: 0.8 part of glass powder: 6 parts and a blending modifier Elvaloy 742: and 3 parts.
As a further preferable scheme of the invention, the sheath rubber comprises the following raw material components in parts by weight: 20 parts of (1); flame retardant nano metal hydroxide: 35 parts of (B); flame retardant nano borate: 5 parts of a mixture; nano montmorillonite: 8 parts of a mixture; bis (tert-butylperoxyisopropyl) benzene: 1 part; triallyl isocyanurate: 0.4 part; an anti-aging agent XH-3: 0.6 part; 2-mercaptobenzimidazole: 0.4 part; methyl silicone oil: 1 part; white carbon black by a gas phase method: 10 parts of a binder; coupling agent A-172: 0.5 part; coloring agent color masterbatch: 1 part of glass powder: 8 parts and a blending modifier Elvaloy 742: 4 parts of the raw materials.
As a further preferable scheme of the invention, the sheath rubber is extruded from a double-screw extruder by adopting a cold feeding mode, the length-diameter ratio of a screw is (20 +/-5): 1, the compression ratio is (2.0 +/-0.5): 1, the body temperature in the extrusion is 130 +/-5 ℃ in the first zone, 135 +/-5 ℃ in the second zone, 140 +/-5 ℃ in the third zone, 145 +/-5 ℃ in the fourth zone, 150 +/-5 ℃ in the fifth zone, 155 +/-5 ℃ in the head, 145 +/-5 ℃ in the flange, the extrusion mode is an extrusion mode, the screw cooling mode adopts air cooling, the extruded rubber material adopts sectional water cooling, the cooling water tank is divided into 3-5 sections from the part close to the extruder, and the water temperature is gradually reduced to the room temperature.
Compared with the prior art, the invention has the following beneficial effects: 1. the cable is easy to manufacture, small in outer diameter and light in weight, the double-layer composite sheath is adopted, the outer sheath of the mud-resistant cross-linked polyolefin can adapt to the operation environment such as drilling of an oil platform, and the inner sheath can simultaneously realize jet flame resistance and hydrocarbon flame resistance; the silicon oil layer in the outer sheath enables the finished cable to be directly extruded and coated with the inner liner layer without adopting extra special materials for filling, the inner silicon oil layer is dip-coated outside the cable core before the cable core is coated with the inner liner layer, gaps among the cable cores can be filled, an isolation layer of the inner liner layer and the insulation cable cores can be formed, the two layers are prevented from being bonded into a whole, and the insulation is prevented from being damaged when the inner liner layer is stripped in construction; meanwhile, the bending resistance of the wire core can be reduced when the cable is laid in a bending way, the wire core is easy to slide, and good deformation and stable structure are kept. Fire-resistant lapping is adopted around the band and is overlapped the cladding, helps preventing fires, and prevents that the armor silk from piercing the inner liner, forms crooked sliding resistance.
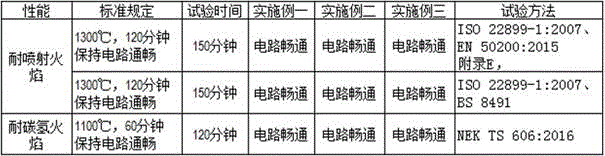
2. Adopting the test method of ISO 22899-1:2007 and EN 50200:2015 appendix E, the circuit can be kept smooth after 150 minutes under the condition of flame spraying at 1300 ℃; adopting a test method of ISO 22899-1:2007 and BS 8491, keeping a circuit smooth after 150 minutes under the condition of spraying flame at 1300 ℃; adopting a test method of NEK TS 606:2016, and keeping a circuit smooth after 100 minutes under the condition of spraying flame at 1100 ℃; the similar products do not have the above performance.
3. The vinyl acetate content of the Yihuaping rubber is increased, the cross-linkable degree, the oil resistance and the elongation at break of a sizing material are greatly increased, but when the vinyl acetate content is more than 55%, the high temperature resistance and the elasticity of the Yihuaping rubber are reduced, and the flexibility is influenced, so that the high temperature resistance requirement of a vulcanized sizing material is met, the Levapren 500HV of the Yihuaping rubber is selected, and the vinyl acetate content of the Levapren is 50%; meanwhile, the molecular structure of LEVAPREN 500HV is a saturated methine main chain, contains polar side groups, nonpolar methine groups and proper activity, has high flame retardance, high thermal aging resistance and oil resistance, and can be vulcanized and crosslinked by low-price peroxide.
4. The nanometer metal aluminum hydroxide or magnesium hydroxide is used as a flame retardant, and releases bound water to dilute oxygen on the surface of a combustion product when the nanometer metal aluminum hydroxide or magnesium hydroxide is heated and decomposed, so that the surface temperature of a synthetic material filled with the nanometer metal aluminum hydroxide or magnesium hydroxide in flame is reduced by absorbing heat on the surface of the combustion product, and the nanometer metal aluminum hydroxide or magnesium hydroxide has the effects of inhibiting the decomposition of a polymer and cooling generated combustible gas. The oxide generated by decomposition is a good refractory material, and is attached to the surface of the synthetic material to further prevent combustion and help to improve the fire resistance of the synthetic material, and simultaneously, the water vapor emitted by the oxide can be used as a smoke suppressant, so that a large amount of smoke and harmful gas generated by the combustion of the synthetic material can be absorbed, and the requirements of low smoke, zero halogen, low toxicity and environmental protection are met.
5. The fire-proof agent adopts low-melting-point glass powder with the softening temperature of 360-500 ℃, has low softening point, small linear expansion coefficient and small particle size, is in a powder state in a normal state, can ensure that vulcanized rubber has excellent performances of high temperature resistance, electric insulation and the like, has good vitrification performance, has good thermal shock resistance, compactness and surface smoothness, has certain strength, ensures that the vulcanized rubber generates non-combustible ash after combustion to be self-extinguished, has the characteristic of non-melting, ensures that the ash is still an insulator with a bone lattice structure, is permanently coated on a guide wire, and has good insulation. Because the insulator does not contain conductive substances such as carbon black and the like, the products after combustion do not generate the phenomena of electric breakdown and the like of a circuit caused by conductive leakage due to charring and scorching. The shell layer formed after combustion has high mechanical strength, can bear certain mechanical impact force, still has excellent electrical insulation performance under the conditions of high temperature or dampness, and can ensure that the circuit of the cable is smooth and the electric energy is transmitted safely under the conditions of flame additional mechanical knocking and water spraying.
6. The nano borate is carbonized to form a glassy inorganic coating layer on the one hand when meeting high-temperature flame, so that the combustible is prevented from escaping; on the other hand, the high-temperature dehydration has the functions of absorbing heat and diluting combustible materials. The high-temperature-resistant flame-retardant cable core has a rapid hardening synergistic reaction with nano metal hydroxide and low-melting-point glass powder with the softening temperature of 360-500 ℃, and the high-temperature-resistant flame-retardant cable core quickly hardens the Sphaete rubber into a porous ceramic-shaped fire-resistant armor at a short-time rapid high temperature of jet flame and hydrocarbon flame, coats the periphery of the cable core, plays a role in heat insulation and adsorption of combustible and combustion-supporting gas, prevents high-temperature gas from entering the cable, and prevents further burning. The flame retardant is in a nanometer grade, which is not only beneficial to the dispersion uniformity and the improvement of the flame retardance and the thermal stability of the material, but also can reduce the addition amount and save the cost. The nano montmorillonite is used as the flame-retardant synergist, so that the peak value of the heat release rate of the flame-retardant material can be reduced, the ignition time is prolonged, the maximum smoke generation amount is reduced, the fire performance safety index is improved, the fire hazard of the material is reduced, flash combustion is avoided, and jet flame and hydrocarbon flame resistance is realized.
7. The di-tert-butylperoxyisopropyl benzene is also called BIPB, and has obvious advantages when used as a vulcanizing agent of the ethylene-vinyl acetate copolymer rubber: BIPB will not generate unpleasant smell during crosslinking, has high temperature resistance level, and can be mixed at 10 ℃ higher than DCP; BIPB contains two peroxide bonds, has high active oxygen content, and can reduce the consumption by 30 percent compared with the traditional vulcanizing agent. BIPB is heated to decompose in a rubber mixture to generate free radicals to cause a crosslinking reaction, and propylene chain links on a rubber main chain are cut off, so that the heat resistance of vulcanized rubber can be improved, the compression deformation is improved, the brittle temperature is reduced, and the low-temperature flexibility is improved; triallyl isocyanurate (TAIC) is used as a co-vulcanizing agent, unsaturated active groups existing in the TAIC co-vulcanizing agent are utilized to quickly react with free radicals decomposed from BIPB to form new free radicals with stable structures, and the new free radicals continuously participate in crosslinking reaction, so that the utilization rate and crosslinking efficiency of the BIPB are improved, the vulcanization speed, crosslinking density and tensile strength of rubber are improved, and the comprehensive performance of vulcanized rubber is ensured.
8. The white carbon black is white amorphous flocculent semi-transparent solid colloidal nano particles by a gas phase method, and the nano white powder generated by hydrolyzing the halide of silicon in oxyhydrogen flame at high temperature has small particle size and large specific surface area, and can be used as a reinforcing agent to ensure that the rubber material has higher mechanical strength, good process performance and high tensile strength. However, the white carbon black can cause beta-elimination reaction for catalyzing BIPB to generate isopropyl benzene free radicals through high-temperature thermal decomposition, the generated methyl free radicals are quickly coupled to form stable substances and cannot participate in a crosslinking process, and therefore the activation energy of BIPB is reduced, and the vulcanization efficiency is reduced.
9. The coupling agent A-172 is unsaturated silane which can be spontaneously coupled with fumed silica, the granularity of the filler and the viscosity of the rubber compound are obviously reduced, on one hand, the wettability of rubber, the reinforcing agent and the filler is improved, on the other hand, a rubber filler bond is formed through an unsaturated bond in the vulcanization process, and the effects of increasing the vulcanization speed, enhancing the tensile strength and the water-resistant stability of vulcanized rubber and eliminating air holes generated by high-temperature vulcanization are achieved. Meanwhile, the processing technology can be improved by adding the coupling agent A-172 because the Mooney viscosity of LEVAPREN 500HV is low and the roller is easy to stick during mixing.
10. The main object of the invention is that the product is flame-resistant and high-temperature resistant, the antioxidant XH-3 is an amino aldehyde compound antioxidant, has excellent high-temperature resistance, high efficiency and no toxicity, has special protection effect and anti-fatigue effect on aging caused by heat, light and ozone, but has low single use efficiency; the anti-aging coating is used together with 2-mercaptobenzimidazole and an anti-aging agent MBI, and the acid-base neutralization synergistic effect is utilized to realize high-temperature aging resistance, improve the high-temperature grade of the sizing material, realize that the sizing material can resist 150 ℃ for a long time and resist 300 ℃ for a short time in a soft state, avoid thermal aging of the sizing material before the temperature of the sizing material does not reach the temperature of the porcelain armor, and increase the long-term use anti-thermal aging effect and the anti-fatigue effect of the sizing material under the high-temperature condition.
11. The methyl silicone oil is used as a lubricant and a plasticizer, so that the processing technological property of the rubber material can be improved, the processing speed is increased, the quality of the rubber material can be improved, the adhesion of the rubber material to equipment and other contact material surfaces during rubber material processing can be prevented, the rubber material in the processing process has good roll separation performance and demolding performance, the surface smoothness of the rubber material is ensured, the internal friction and the flowing viscosity during melting of the rubber material are reduced, and the influence of the overheating of the rubber material caused by the internal friction on the use performance can be prevented; more importantly, the cable has better compatibility, and is beneficial to the stability of the cable structure and the compatibility of the internal and external integral temperature-resistant grades under the synergistic action of the cable and a silicon oil layer used as a sheath and an insulating lubricating isolation layer; and simultaneously, the dispersion uniformity of the color master in the rubber material is improved.
12. The blending modifier Elvaloy 742 is a terpolymer, has excellent weather resistance, chemical aging resistance and no migration, is beneficial to complete dispersion and compatibility of LEVAPREN 500HV and the low-melting-point glass powder serving as a fire retardant, and avoids the defect that LEVAPREN 500HV is difficult to process.
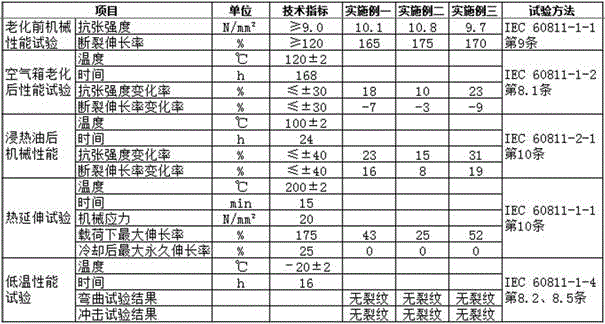
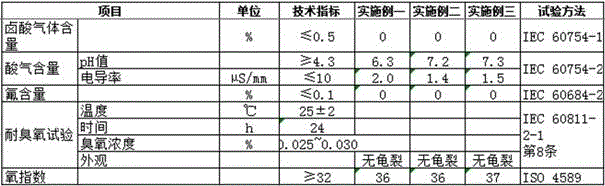
13. The tensile strength of the sheath rubber before aging is more than or equal to 9.7N/mm, and the elongation at break before aging is more than or equal to 165%; the tensile strength change rate after being aged in an air box at 120 ℃ for 7 days is 10-23%, and the elongation at break change rate is-9 to-3%. After the alloy is immersed in hot oil at 100 ℃ for 24 hours, the change rate of the tensile strength is 15-31%, and the change rate of the elongation at break is 8-19%. Stretching at 200 ℃, 20N/mm load for 15 minutes, wherein the maximum elongation is 25% -52%, and the maximum permanent elongation after cooling is 0. After 16 hours at the low temperature of minus 20 ℃, no crack is generated in the bending test and the impact test; the 24h ozone resistance test at 25 ℃ has no crack. The content of the halogen acid gas is 0, the content of fluorine is 0, the pH value is 6.3-7.3, the conductivity is 1.4-2.0 mu S/mm, and the oxygen index is not less than 36. After being soaked in IRM903 standard oil at 100 ℃ for 7 days, the tensile strength change rate is 14-22%, the elongation at break change rate is-13-2%, the volume expansion rate is 12-21%, and the weight increase rate is 7-18%. After the oil-based drilling fluid is soaked for 56 days at the temperature of 70 ℃, the tensile strength change rate is 12-21%, the elongation at break change rate is-10-4%, the volume expansion rate is 4-16%, and the weight gain rate is 5-9%.
Another object of the present invention is to provide a method for manufacturing a jet flame and hydrocarbon flame resistant medium voltage cable for an offshore oil platform, which is capable of withstanding a high temperature flame of 1300 ℃ for 120 minutes at a rated voltage without ground fault or short circuit, and the manufactured medium voltage cable is subjected to a fire-resistant test of passive fire-proof materials according to ISO standards.
In order to solve the technical problems, the manufacturing method of the jet flame resistant and hydrocarbon flame medium voltage cable for the offshore oil platform sequentially comprises the following steps: adopt the mode of three-layer coextrusion to wrap up semiconduction conductor shielding layer, EP rubbers insulating layer and semiconduction insulation shielding layer from inside to outside at the periphery of transposition tin-plating annealing copper conductor, constitute the shielding sinle silk behind the periphery weaving tinned copper wire shielding layer of semiconduction insulation shielding layer, strand many shielding sinle silks each other and form the cable core, the silicon oil reservoir in the periphery of cable core is crowded package inner liner in the periphery of silicon oil reservoir, at the periphery of inner liner around the fire-resistant tape that winds, at the periphery cladding armor of fire-resistant tape, at the periphery crowded package outer silicon oil reservoir of armor, at the periphery crowded package resistant injection flame and hydrocarbon flame inner sheath of outer silicon oil reservoir, at the periphery crowded package resistant mud crosslinked polyolefin oversheath of resistant injection flame and hydrocarbon flame inner sheath.
As a preferable scheme of the invention, the manufacturing of the inner sheath resisting the jet flame and the hydrocarbon flame sequentially comprises the following steps: preparing raw materials, namely, Yihuaping rubber LEVAPREN 500 HV: 20 parts of (1); flame retardant nano metal hydroxide: 30-35 parts of a solvent; flame retardant nano borate: 2-5 parts; nano montmorillonite: 4-8 parts; di-tert-butylperoxyisopropyl benzene: 0.6-1 part; triallyl isocyanurate: 0.2-0.4 part; an anti-aging agent XH-3: 0.4-0.6 part; 2-mercaptobenzimidazole: 0.2-0.4 part; methyl silicone oil: 0.5-1 part; white carbon black by a gas phase method: 6-10 parts of a solvent; coupling agent A-172: 0.2-0.5 part; coloring agent color masterbatch: 0.6-1 part of glass powder: 4-8 parts of blending modifier Elvaloy 742: 2-4 parts; mixing and banburying other raw materials except the Yihuaping rubber, the di-tert-butylperoxyisopropyl benzene and the triallyl isocyanurate, wherein the temperature of an internal mixer is 30 +/-5 ℃, and the mixing time is 6-8 minutes; thirdly, raising the temperature of the internal mixer to 100-110 ℃, adding LEVAPREN 500HV of the ETHYLAPING rubber, and continuously mixing for 10-15 minutes; transferring the rubber compound to an open mill, tabletting and cooling for more than 48 hours; fifthly, raising the temperature of the internal mixer to 110-130 ℃, and mixing the rubber sheet, the di-tert-butylperoxy isopropyl benzene and the triallyl isocyanurate for 3-4 minutes; sixthly, transferring the rubber compound to an open mill, rolling for 10-12 times, pressing into a sheet shape, and cooling for later use; extruding the sheet rubber from a double-screw extruder in a cold feeding mode, and uniformly coating the sheet rubber on the periphery of the outer silicone oil layer to form an inner sheath; the length-diameter ratio of the screw is (20 +/-5): 1, the compression ratio is (2.0 +/-0.5): 1, the body temperature in the first zone is 130 +/-5 ℃, the temperature in the second zone is 135 +/-5 ℃, the temperature in the third zone is 140 +/-5 ℃, the temperature in the fourth zone is 145 +/-5 ℃, the temperature in the fifth zone is 150 +/-5 ℃, the temperature in the head is 155 +/-5 ℃, the temperature in the flange is 145 +/-5 ℃, the extrusion mode is extrusion type, the screw cooling mode adopts air cooling, the cable core coated with the inner sheath adopts sectional water cooling, the cooling water tank is divided into 3-5 sections from the part close to the extruder, and the water temperature is gradually reduced to the room temperature.
As a further preferable scheme of the invention, the inner sheath rubber comprises the following raw material components by weight: 20 parts of a binder; flame retardant nano metal hydroxide: 32 parts of (1); flame retardant nano borate: 3 parts of a mixture; nano montmorillonite: 6 parts; bis (tert-butylperoxyisopropyl) benzene: 0.8 part; triallyl isocyanurate: 0.3 part; anti-aging agent XH-3: 0.5 part; 2-mercaptobenzimidazole: 0.3 part; methyl silicone oil: 0.8 part; white carbon black by gas phase method: 8 parts; coupling agent A-172: 0.3 part; coloring agent color masterbatch: 0.8 part of glass powder: 6 parts and a blending modifier Elvaloy 742: and 3 parts.
Compared with the prior art, the invention has the following beneficial effects: the technical effects are as shown above and are not described in detail.
Drawings
The invention will be described in further detail with reference to the following drawings and detailed description, which are provided for reference and illustration purposes only and are not intended to limit the invention.
FIG. 1 is a schematic structural diagram of a jet flame and hydrocarbon flame resistant medium voltage cable for an offshore oil platform according to the present invention.
In the figure: 1. stranding a tinning annealed copper conductor; 2. a semiconductive conductor shield layer; 3. an ethylene propylene rubber insulating layer; 4. a semiconductive insulating shield layer; 5. a tinned copper wire shielding layer; 6. an inner silicon oil layer; 7. an inner liner layer; 8. fire-resistant wrapping tape; 9. an armor layer; 10. an outer silicone oil layer; 11. an inner sheath resistant to jet flame and hydrocarbon flame; 12. a mud-resistant cross-linked polyolefin outer sheath.
Detailed Description
In order to make the technical means, the creation characteristics, the achievement purposes and the effects of the invention easy to understand, the invention is further explained below by combining the specific drawings.
As shown in figure 1, the jet flame and hydrocarbon flame resistant medium voltage cable for the offshore oil platform of the invention is characterized in that a semi-conductive conductor shielding layer 2 is sequentially arranged on the periphery of a stranded tinned annealed copper conductor 1 from inside to outside, ethylene propylene rubber insulating layer 3 and semi-conductive insulation shielding layer 4, constitute the shielding sinle silk behind the tinned copper wire shielding layer 5 is woven to the periphery of semi-conductive insulation shielding layer 4, many shielding sinle silks transposition each other form the cable core, the periphery cladding of cable core has interior silicon oil reservoir 6, the periphery cladding of interior silicon oil reservoir 6 has inner liner 7, the periphery of inner liner 7 winds the package has fire-resistant band 8 of wrapping, the fire-resistant periphery cladding of wrapping band 8 has armor 9, the periphery cladding of armor 9 has outer silicon oil reservoir 10, the periphery cladding of outer silicon oil reservoir 10 has resistant injection flame and hydrocarbon flame inner sheath 11, the periphery cladding of resistant injection flame and hydrocarbon flame inner sheath 11 has resistant mud crosslinked polyolefin oversheath 12.
The manufacturing method sequentially comprises the following steps: the method comprises the steps of wrapping a semi-conductive conductor shielding layer 2, an ethylene propylene rubber insulating layer 3 and a semi-conductive insulating shielding layer 4 from inside to outside in a three-layer co-extrusion mode at the periphery of a twisted tin-plated annealed copper conductor 1, weaving a tin-plated copper wire shielding layer 5 at the periphery of the semi-conductive insulating shielding layer 4 to form shielding wire cores, mutually twisting the shielding wire cores to form a cable core, wrapping an inner silicon oil layer 6 at the periphery of the cable core, wrapping an inner lining layer 7 at the periphery of the inner silicon oil layer 6, wrapping a fire-resistant wrapping tape 8 at the periphery of the inner lining layer 7, wrapping an armor layer 9 at the periphery of the fire-resistant wrapping tape 8, wrapping an outer silicon oil layer 10 at the periphery of the armor layer 9, wrapping an inner sleeve 11 resistant to jet flame and hydrocarbon flame at the periphery of the inner sleeve 11 resistant to jet flame and hydrocarbon flame, and wrapping an outer sleeve 12 of mud-resistant crosslinked polyolefin.
Example one
The manufacturing of the inner sheath 11 resisting the jet flame and the hydrocarbon flame sequentially comprises the following steps: preparing raw materials according to the following components and weight contents, namely, LEVAPREN 500HV (VA content is 50% wt): 20 parts of (1); flame retardant nano metal aluminum hydroxide: 30 parts of (1); flame retardant nano ammonium pentaborate: 2 parts of a mixture; nano montmorillonite: 4 parts; di-tert-butylperoxyisopropyl benzene: 0.6 part; triallyl isocyanurate: 0.2 part; an anti-aging agent XH-3: 0.4 part; 2-mercaptobenzimidazole: 0.2 part; methyl silicone oil: 0.5 part; white carbon black by gas phase method: 6 parts; coupling agent A-172: 0.2 part; coloring agent color master batch: 0.6 part of glass powder with the softening temperature of 360 ℃: 4 parts and blending modifier Elvaloy 742: 2 parts of (1);
mixing and banburying other raw materials except the Yihuaping rubber, the di-tert-butylperoxyisopropyl benzene and the triallyl isocyanurate, wherein the temperature of an internal mixer is 25 ℃, and the mixing time is 6 minutes;
thirdly, raising the temperature of the internal mixer to 100 ℃, adding LEVAPREN 500HV of the Yihuaping rubber, and continuously mixing for 10 minutes;
fourthly, transferring the mixed rubber to an open mill for tabletting and then cooling for 48 hours;
fifthly, raising the temperature of the internal mixer to 110 ℃, and mixing the rubber sheets, the di-tert-butylperoxyisopropyl benzene and the triallyl isocyanurate for 3 minutes;
sixthly, transferring the rubber compound to an open mill, rolling for 10 times, pressing into sheets, and cooling for later use;
extruding the sheet rubber from a double-screw extruder in a cold feeding mode, and uniformly coating the sheet rubber on the periphery of the outer silicone oil layer to form an inner sheath; the length-diameter ratio of the screw is 15:1, the compression ratio is 1.5:1, the body temperature in the first zone is 125 ℃, the body temperature in the second zone is 130 ℃, the body temperature in the third zone is 135 ℃, the body temperature in the fourth zone is 140 ℃, the body temperature in the fifth zone is 145 ℃, the head temperature is 150 ℃, the flange is 140 ℃, the extrusion mode is extrusion type, the screw cooling mode adopts air cooling, the cable core coated with the inner sheath adopts water cooling sectional type, the cooling water tank is divided into 3 sections from the part close to the extruder, and the water temperature is gradually reduced to the room temperature.
Example two
The manufacturing of the inner sheath 11 resisting the jet flame and the hydrocarbon flame sequentially comprises the following steps: preparing raw materials according to the following components and weight contents, namely, LEVAPREN 500HV (VA content is 50% wt): 20 parts of a binder; flame retardant nano metal magnesium hydroxide: 32 parts of a binder; flame retardant nano barium metaborate: 3 parts of a mixture; nano montmorillonite: 6 parts of (1); bis (tert-butylperoxyisopropyl) benzene: 0.8 part; triallyl isocyanurate: 0.3 part; anti-aging agent XH-3: 0.5 part; 2-mercaptobenzimidazole: 0.3 part; methyl silicone oil: 0.8 part; white carbon black by gas phase method: 8 parts; coupling agent A-172: 0.3 part; coloring agent color master batch: 0.8 part of glass powder with the softening temperature of 400 ℃: 6 parts and a blending modifier Elvaloy 742: 3 parts of a mixture;
mixing and banburying other raw materials except the warfarin rubber, the di-tert-butylperoxyisopropyl benzene and the triallyl isocyanurate, wherein the temperature of an internal mixer is 30 ℃, and the mixing time is 7 minutes;
thirdly, raising the temperature of the internal mixer to 105 ℃, adding LEVAPREN 500HV of the Yihuaping rubber, and continuing to mix for 12 minutes;
fourthly, transferring the mixed rubber to an open mill for tabletting and then cooling for 48 hours;
fifthly, raising the temperature of the internal mixer to 120 ℃, and mixing the rubber sheets, the di-tert-butylperoxy isopropyl benzene and the triallyl isocyanurate for 4 minutes;
sixthly, transferring the rubber compound to an open mill, rolling for 11 times, pressing into a sheet shape, and cooling for later use;
extruding the sheet rubber from a double-screw extruder in a cold feeding mode, and uniformly coating the sheet rubber on the periphery of the outer silicone oil layer to form an inner sheath; the length-diameter ratio of the screw is 20:1, the compression ratio is 2.0:1, the body temperature in the first zone is 130 ℃, the body temperature in the second zone is 135 ℃, the body temperature in the third zone is 140 ℃, the body temperature in the fourth zone is 145 ℃, the body temperature in the fifth zone is 150 ℃, the head temperature is 155 ℃, the flange is 145 ℃, the extrusion mode is extrusion type, the screw cooling mode adopts air cooling, the cable core coated with the inner sheath adopts water cooling sectional type, the cooling water tank is divided into 4 sections from the part close to the extruder, and the water temperature is gradually reduced to the room temperature.
EXAMPLE III
The manufacturing of the inner sheath 11 resisting the jet flame and the hydrocarbon flame sequentially comprises the following steps: preparing raw materials according to the following components and weight contents, namely, LEVAPREN 500HV (VA content is 50% wt): 20 parts of (1); flame retardant nano metal aluminum hydroxide: 35 parts of a binder; flame retardant nano zinc fluoroborate: 5 parts of a mixture; nano montmorillonite: 8 parts of a mixture; di-tert-butylperoxyisopropyl benzene: 1 part; triallyl isocyanurate: 0.4 part; anti-aging agent XH-3: 0.6 part; 2-mercaptobenzimidazole: 0.4 part; methyl silicone oil: 1 part; white carbon black by gas phase method: 10 parts of a binder; coupling agent A-172: 0.5 part; coloring agent color masterbatch: 1 part of glass powder with the softening temperature of 500 ℃: 8 parts of a blending modifier Elvaloy 742: 4 parts;
mixing and banburying other raw materials except the warfarin rubber, the di-tert-butylperoxyisopropyl benzene and the triallyl isocyanurate, wherein the temperature of an internal mixer is 35 ℃, and the mixing time is 8 minutes;
thirdly, raising the temperature of the internal mixer to 110 ℃, adding LEVAPREN 500HV of the Yihuaping rubber, and continuously mixing for 15 minutes;
fourthly, transferring the mixed rubber to an open mill for tabletting, and then cooling for 52 hours;
fifthly, raising the temperature of the internal mixer to 130 ℃, and mixing the rubber sheets, the di-tert-butylperoxyisopropyl benzene and the triallyl isocyanurate for 4 minutes;
sixthly, transferring the rubber compound to an open mill, rolling for 12 times, pressing into a sheet shape, and cooling for later use;
extruding the sheet rubber from a double-screw extruder in a cold feeding mode, and uniformly coating the sheet rubber on the periphery of the outer silicone oil layer to form an inner sheath; the length-diameter ratio of the screw is 25:1, the compression ratio is 2.5:1, the body temperature in the first zone is 135 ℃, the body temperature in the second zone is 140 ℃, the body temperature in the third zone is 145 ℃, the body temperature in the fourth zone is 150 ℃, the body temperature in the fifth zone is 155 ℃, the head is 160 ℃, the flange is 150 ℃, the extrusion mode is extrusion type, the screw cooling mode adopts air cooling, the cable core coated with the inner sheath adopts water cooling sectional type, the cooling water tank is divided into 5 sections from the part close to the extruder, and the water temperature is gradually reduced to the room temperature.
The jet flame and hydrocarbon flame resistant inner sheaths of examples one to three were subjected to mechanical tests before aging, after immersion in hot oil, under thermal load and at low temperature, using the IEC standard specified by the international electrotechnical commission, and the results are shown in table 1.
TABLE 1
The inner sheaths of examples one to three, which were resistant to jet flames and hydrocarbon flames, were subjected to tests for halogen acid gas content, fluorine content, ozone resistance, and oxygen index using IEC standard and ISO4589 standard, which are defined by the international electrotechnical commission, and the results are shown in table 2.
TABLE 2
Mechanical performance tests were conducted on the jet flame and hydrocarbon flame resistant inner sheaths of examples one to three after immersion in IRM903 standard oil, an immersion-based calcium bromide solution and an immersion-based drilling fluid using IEC standards specified by the international electrotechnical commission, and the results are shown in table 3.
TABLE 3

The inner sheaths of the first to third embodiments, which are resistant to the jet flame and the hydrocarbon flame, are subjected to a jet flame resistance test by adopting the test methods of ISO 22899-1:2007 and EN 50200:2015, and are subjected to a hydrocarbon flame resistance test by adopting the test method of NEK 606-2016 of halogen-free low-smoke flame-retardant fire-resistant cables for oil platforms, and the test results are shown in Table 4.
TABLE 4
The grade, index requirement and manufacturer of the raw materials used in the invention are shown in Table 5.
TABLE 5

The foregoing shows and describes the general principles and broad features of the present invention and advantages thereof. It will be understood by those skilled in the art that the present invention is not limited to the embodiments described above, which are given by way of illustration of the principles of the present invention, but that various changes and modifications may be made without departing from the spirit and scope of the invention, and such changes and modifications are within the scope of the invention as claimed. The scope of the invention is defined by the appended claims and equivalents thereof.
Claims (8)
1. A jet flame and hydrocarbon flame resistant medium voltage cable for an offshore oil platform is characterized in that a semi-conductive conductor shielding layer, an ethylene propylene rubber insulating layer and a semi-conductive insulating shielding layer are sequentially arranged on the periphery of a twisted tin-plated annealed copper conductor from inside to outside, the periphery of the semi-conductive insulating shielding layer is braided with a tinned copper wire shielding layer to form shielding wire cores, a plurality of shielding wire cores are twisted with each other to form a cable core, an inner silicone oil layer is coated on the periphery of the cable core, a lining layer is coated on the periphery of the inner silicone oil layer, a fire-resistant wrapping tape is wrapped on the periphery of the lining layer, the periphery of the fire-resistant wrapping tape is wrapped with an armor layer, the periphery of the armor layer is wrapped with an outer silicone oil layer, the periphery of the outer silicon oil layer is coated with an inner sleeve resistant to jet flame and hydrocarbon flame, and the periphery of the inner sleeve resistant to jet flame and hydrocarbon flame is coated with an outer sleeve resistant to mud crosslinked polyolefin;
the raw material components and weight contents of the jet flame and hydrocarbon flame resistant inner sheath are as follows: 20 parts of (1); flame retardant nano metal hydroxide: 30-35 parts of a solvent; flame retardant nano borate: 2-5 parts; nano montmorillonite: 4-8 parts; di-tert-butylperoxyisopropyl benzene: 0.6-1 part; triallyl isocyanurate: 0.2-0.4 part; an anti-aging agent XH-3: 0.4-0.6 part; 2-mercaptobenzimidazole: 0.2-0.4 part; methyl silicone oil: 0.5-1 part; white carbon black by a gas phase method: 6-10 parts of a solvent; coupling agent A-172: 0.2-0.5 part; coloring agent color master batch: 0.6-1 part of low-melting-point glass powder: 4-8 parts of a blending modifier Elvaloy 742: 2-4 parts.
2. The jet flame and hydrocarbon flame resistant medium voltage cable for an offshore oil platform according to claim 1, wherein the LEVAPREN rubber is under the designation LEVAPREN 500HV and has a vinyl acetate content of 50% wt; the nano metal hydroxide is aluminum hydroxide or magnesium hydroxide; the flame retardant nano borate is one or a combination of ammonium pentaborate, barium metaborate and zinc fluoroborate; the softening temperature of the low-melting-point glass powder is 360-500 ℃.
3. The jet flame and hydrocarbon flame resistant medium voltage cable for an offshore oil platform according to claim 1, wherein the inner sheath rubber comprises the following raw material components by weight: 20 parts of a binder; flame retardant nano metal hydroxide: 30 parts of (1); flame retardant nano borate: 2 parts of (1); nano montmorillonite: 4 parts of a mixture; di-tert-butylperoxyisopropyl benzene: 0.6 part; triallyl isocyanurate: 0.2 part; anti-aging agent XH-3: 0.4 part; 2-mercaptobenzimidazole: 0.2 part; methyl silicone oil: 0.5 part; white carbon black by gas phase method: 6 parts; coupling agent A-172: 0.2 part; coloring agent color masterbatch: 0.6 part of low-melting-point glass powder: 4 parts and blending modifier Elvaloy 742: and 2 parts.
4. The jet flame and hydrocarbon flame resistant medium voltage cable for the offshore oil platform according to claim 1, wherein the inner sheath rubber comprises the following raw materials in weight percentage: 20 parts of (1); flame retardant nano metal hydroxide: 32 parts of a binder; flame retardant nano borate: 3 parts of a mixture; nano montmorillonite: 6 parts of (1); di-tert-butylperoxyisopropyl benzene: 0.8 part; triallyl isocyanurate: 0.3 part; an anti-aging agent XH-3: 0.5 part; 2-mercaptobenzimidazole: 0.3 part; methyl silicone oil: 0.8 part; white carbon black by a gas phase method: 8 parts of a mixture; coupling agent A-172: 0.3 part; coloring agent color master batch: 0.8 part of low-melting-point glass powder: 6 parts and a blending modifier Elvaloy 742: and 3 parts.
5. The jet flame and hydrocarbon flame resistant medium voltage cable for an offshore oil platform according to claim 1, wherein the inner sheath rubber comprises the following raw material components by weight: 20 parts of a binder; flame retardant nano metal hydroxide: 35 parts of a binder; flame retardant nano borate: 5 parts of a mixture; nano montmorillonite: 8 parts of a mixture; di-tert-butylperoxyisopropyl benzene: 1 part; triallyl isocyanurate: 0.4 part; an anti-aging agent XH-3: 0.6 part; 2-mercaptobenzimidazole: 0.4 part; methyl silicone oil: 1 part; white carbon black by gas phase method: 10 parts of a binder; coupling agent A-172: 0.5 part; coloring agent color master batch: 1 part of low-melting-point glass powder: 8 parts and a blending modifier Elvaloy 742: 4 parts of the raw materials.
6. The injection flame and hydrocarbon flame resistant medium voltage cable for the offshore oil platform according to any one of claims 1 to 5, wherein the inner sheath rubber is extruded from a twin screw extruder by a cold feeding mode, the length-diameter ratio of the screw is (20 +/-5): 1, the compression ratio is (2.0 +/-0.5): 1, the body temperature of the extrusion mode is 130 +/-5 ℃ in the first zone, 135 +/-5 ℃ in the second zone, 140 +/-5 ℃ in the third zone, 145 +/-5 ℃ in the fourth zone, 150 +/-5 ℃ in the fifth zone, 155 +/-5 ℃ in the head, 145 +/-5 ℃ in the flange, the extrusion mode is an extrusion mode, the screw cooling mode is air cooling, the extruded rubber material is cooled by sectional water, the cooling water tank is divided into 3-5 sections from the part close to the extruder, and the water temperature is gradually reduced to the room temperature.
7. A manufacturing method of a jet flame and hydrocarbon flame resistant medium voltage cable for an offshore oil platform is characterized by sequentially comprising the following steps: wrapping a semi-conductive conductor shielding layer, an ethylene propylene rubber insulating layer and a semi-conductive insulating shielding layer from inside to outside in a three-layer co-extrusion mode at the periphery of the twisted tin-plated annealed copper conductor, weaving a tin-plated copper wire shielding layer at the periphery of the semi-conductive insulating shielding layer to form shielding wire cores, mutually twisting the shielding wire cores to form a cable core, extruding and wrapping an inner silicon oil layer at the periphery of the cable core, extruding and wrapping an inner lining layer at the periphery of the inner silicon oil layer, wrapping a fire-resistant wrapping tape at the periphery of the inner lining layer, wrapping an armor layer at the periphery of the fire-resistant wrapping tape, extruding and wrapping an outer silicon oil layer at the periphery of the armor layer, extruding and wrapping an inner sheath resistant to jet flame and hydrocarbon flame at the periphery of the inner sheath resistant to jet flame and hydrocarbon flame and extruding and wrapping an outer sheath of mud-resistant crosslinked polyolefin;
the manufacturing of the inner sheath resisting the jet flame and the hydrocarbon flame sequentially comprises the following steps: preparing raw materials, namely, Yihuaping rubber LEVAPREN 500 HV: 20 parts of a binder; flame retardant nano metal hydroxide: 30-35 parts; flame retardant nano borate: 2-5 parts; nano montmorillonite: 4-8 parts; di-tert-butylperoxyisopropyl benzene: 0.6-1 part; triallyl isocyanurate: 0.2-0.4 part; anti-aging agent XH-3: 0.4-0.6 part; 2-mercaptobenzimidazole: 0.2-0.4 part; methyl silicone oil: 0.5-1 part; white carbon black by a gas phase method: 6-10 parts of a solvent; coupling agent A-172: 0.2-0.5 part; coloring agent color masterbatch: 0.6-1 part of low-melting-point glass powder: 4-8 parts of blending modifier Elvaloy 742: 2-4 parts;
mixing and banburying other raw materials except the Yihuaping rubber, the di-tert-butylperoxyisopropyl benzene and the triallyl isocyanurate, wherein the temperature of an internal mixer is 30 +/-5 ℃, and the mixing time is 6-8 minutes;
thirdly, raising the temperature of the internal mixer to 100-110 ℃, adding LeVAPREN 500HV of the Yihuaping rubber, and continuously mixing for 10-15 minutes;
fourthly, transferring the mixed rubber to an open mill for tabletting, and cooling for more than 48 hours;
fifthly, raising the temperature of the internal mixer to 110-130 ℃, and mixing the rubber sheet, the di-tert-butylperoxyisopropyl benzene and the triallyl isocyanurate for 3-4 minutes;
sixthly, transferring the rubber compound to an open mill, rolling for 10-12 times, pressing into a sheet shape, and cooling for later use;
extruding the sheet rubber from a double-screw extruder in a cold feeding mode, and uniformly coating the sheet rubber on the periphery of the outer silicone oil layer to form an inner sheath; the length-diameter ratio of the screw is (20 +/-5): 1, the compression ratio is (2.0 +/-0.5): 1, the body temperature in the first zone is 130 +/-5 ℃, the second zone is 135 +/-5 ℃, the third zone is 140 +/-5 ℃, the fourth zone is 145 +/-5 ℃, the fifth zone is 150 +/-5 ℃, the head is 155 +/-5 ℃, the flange is 145 +/-5 ℃, the extrusion mode is extrusion type, the screw cooling mode adopts air cooling, the cable core coated with the inner sheath adopts sectional water cooling, the cooling water tank is divided into 3-5 sections from the part close to the extruder, and the water temperature is gradually reduced to the room temperature.
8. The method for manufacturing jet flame and hydrocarbon flame resistant medium voltage cable for offshore oil platforms according to claim 7, wherein the inner sheath rubber comprises the following raw material components by weight: 20 parts of (1); flame retardant nano metal hydroxide: 32 parts of a binder; flame retardant nano borate: 3 parts of a mixture; nano montmorillonite: 6 parts; di-tert-butylperoxyisopropyl benzene: 0.8 part; triallyl isocyanurate: 0.3 part; an anti-aging agent XH-3: 0.5 part; 2-mercaptobenzimidazole: 0.3 part; methyl silicone oil: 0.8 part; white carbon black by gas phase method: 8 parts of a mixture; coupling agent A-172: 0.3 part; coloring agent color master batch: 0.8 part of low-melting-point glass powder: 6 parts and a blending modifier Elvaloy 742: and 3 parts.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011374937.7A CN112466536B (en) | 2020-12-01 | 2020-12-01 | Jet flame and hydrocarbon flame resistant medium-voltage cable for offshore oil platform and manufacturing method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011374937.7A CN112466536B (en) | 2020-12-01 | 2020-12-01 | Jet flame and hydrocarbon flame resistant medium-voltage cable for offshore oil platform and manufacturing method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112466536A CN112466536A (en) | 2021-03-09 |
| CN112466536B true CN112466536B (en) | 2022-07-15 |
Family
ID=74806273
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011374937.7A Active CN112466536B (en) | 2020-12-01 | 2020-12-01 | Jet flame and hydrocarbon flame resistant medium-voltage cable for offshore oil platform and manufacturing method thereof |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112466536B (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114231040B (en) * | 2021-12-29 | 2023-10-20 | 中国化工集团曙光橡胶工业研究设计院有限公司 | Flame-retardant silicone rubber self-adhesive tape and preparation method thereof |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100374495C (en) * | 2004-09-22 | 2008-03-12 | 北京化工大学 | Fire retardant composite material of nano-aluminium hydroxide, clay and ethylene-vinyl acetate copolymer |
| KR100691067B1 (en) * | 2005-06-08 | 2007-03-09 | 엘에스전선 주식회사 | Halogen-free flame retardant composition for cable covering material and cable for railway vehicles using the same |
| CN101973750B (en) * | 2010-10-21 | 2013-09-11 | 童金荣 | Inorganic heat-insulating material and preparation method thereof |
| CN202332396U (en) * | 2011-11-30 | 2012-07-11 | 江苏远洋东泽电缆股份有限公司 | Carbon hydrocarbon fire resistant medium-voltage power cable for ocean engineering |
| CN102842376B (en) * | 2012-08-27 | 2014-07-23 | 淮南新光神光纤线缆有限公司 | High-temperature fire-resistant insulated cable for ships and warships |
| CN103013020A (en) * | 2012-12-25 | 2013-04-03 | 上海新上化高分子材料有限公司 | Natural silane cross-linking LSOH (Low Smoke Zero Halogen) flame-retardant polyolefin cable material and preparation method thereof |
| CN103467898B (en) * | 2013-09-13 | 2015-10-28 | 江苏远洋东泽电缆股份有限公司 | The low surface temperature rise cable sheath rubber of naval vessel high current-carrying capacity and manufacture method thereof |
| CN103474148B (en) * | 2013-09-13 | 2016-02-03 | 江苏远洋东泽电缆股份有限公司 | The low surface temperature rise shielded type cable of naval vessel high current-carrying capacity and manufacture method thereof |
| CN103474158B (en) * | 2013-09-13 | 2015-12-09 | 江苏远洋东泽电缆股份有限公司 | Ship power cable with high current-carrying capacity and low surface temperature rise and manufacturing method thereof |
| CN105884267B (en) * | 2016-04-12 | 2018-08-21 | 山东大学 | It is a kind of it is fire-retardant, without dripping off, can Ceramic silicon rubber and preparation method thereof |
| CN105949654A (en) * | 2016-05-27 | 2016-09-21 | 扬州市兄和预绞式金具厂 | Marine oil-resistant and paint-aging-resistant independent shielding power cable and manufacturing method thereof |
| CN107337843A (en) * | 2017-05-10 | 2017-11-10 | 江苏益帆高分子材料有限公司 | Durable irradiated crosslinking low-smoke and halogen-free cable material of polyolefin of high temperature and preparation method thereof |
| CN107266798A (en) * | 2017-06-30 | 2017-10-20 | 上海蓝昊电气有限公司 | A kind of 45kv high pressures ethyl-propylene insulating materials |
| CN109754921A (en) * | 2017-11-01 | 2019-05-14 | 江苏亨通电力电缆有限公司 | Naval vessel heat-conducting type degaussing cable |
| CN107857955B (en) * | 2017-11-23 | 2020-08-04 | 江苏上上电缆集团新材料有限公司 | Cold-resistant (-40 ℃) high-flame-retardant (OI is more than or equal to 38) PVC cable material and preparation method thereof |
| CN208111115U (en) * | 2018-03-16 | 2018-11-16 | 扬州市金阳光电缆有限公司 | A kind of urban track traffic high-performance active beacon cable |
| CN111019224A (en) * | 2019-12-27 | 2020-04-17 | 江苏达胜高聚物股份有限公司 | Photovoltaic cable insulating material and preparation method thereof |
| CN111145955B (en) * | 2020-01-06 | 2020-08-21 | 湖南湘江电缆有限公司 | Impact-resistant high-flame-retardant cable |
-
2020
- 2020-12-01 CN CN202011374937.7A patent/CN112466536B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN112466536A (en) | 2021-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4549041A (en) | Flame-retardant cross-linked composition and flame-retardant cable using same | |
| CN105957613B (en) | A kind of flame retardant cable and preparation method thereof | |
| KR900000189B1 (en) | Flame-retardant composition | |
| US20110220387A1 (en) | Cable having insulation with micro oxide particles | |
| CN104072854B (en) | Halogen rail truck extra-lnigh tension cable | |
| US20050023029A1 (en) | Flame-resistant cable | |
| KR20030076432A (en) | An insulating composition for a security electric cable | |
| GB2156825A (en) | Flame-retardant cross-linked composition and flame-retardant cable using same | |
| JP2014111695A (en) | Halogen-free flame-retardant resin composition and cable using the same | |
| CN100347792C (en) | Flame-proof power cable for track traffic and process for manufacture | |
| CN111681832A (en) | Processing method of fireproof cable | |
| CN112876758A (en) | B1-level control cable for power equipment and manufacturing process | |
| CN112466536B (en) | Jet flame and hydrocarbon flame resistant medium-voltage cable for offshore oil platform and manufacturing method thereof | |
| US20170062092A1 (en) | Insulated electric wire and cable using halogen-free flame-retardant resin composition | |
| CN103489525A (en) | Ship and warship protection cable high in current carrying capacity and low in surface temperature rise and manufacture method thereof | |
| CN105931718A (en) | High-reliability flexible mineral insulated cable | |
| CN103474148A (en) | Vessel high-carrying-capacity low-surface-temperature-rise shielding cable and manufacturing method thereof | |
| CN113527891A (en) | High-temperature porcelain-forming silicon rubber composition, flame-retardant B1-grade flexible control cable and preparation method thereof | |
| CN112321954B (en) | Jet flame and hydrocarbon flame resistant sheath rubber and jet flame and hydrocarbon flame resistant low-voltage cable for marine oil and gas | |
| CN112552628A (en) | Manufacturing method of jet flame and hydrocarbon flame resistant sheath rubber and jet flame and hydrocarbon flame resistant ashore connecting cable | |
| CA2192380C (en) | Communication cable for use in a plenum | |
| CN217086236U (en) | Special silicon rubber insulation cable | |
| CN217386741U (en) | Watertight composite insulation flexible fireproof cable | |
| CN220137996U (en) | Fire-resistant B1-level cable | |
| CN216487357U (en) | B1-grade flame-retardant control cable |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20220623 Address after: No. 18, industrial zone a, Guanlin Town, Yixing City, Wuxi City, Jiangsu Province Applicant after: WUXI MINGZHU CABLE Co.,Ltd. Address before: 225106 Building 9, No. 40, beizhou Road, Lidian Town, Guangling District, Yangzhou City, Jiangsu Province Applicant before: Yangzhou cable communication Electrical Technology Service Co.,Ltd. |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |