CN112317612A - Microswitch jig conveying device and method - Google Patents
Microswitch jig conveying device and method Download PDFInfo
- Publication number
- CN112317612A CN112317612A CN202011203251.1A CN202011203251A CN112317612A CN 112317612 A CN112317612 A CN 112317612A CN 202011203251 A CN202011203251 A CN 202011203251A CN 112317612 A CN112317612 A CN 112317612A
- Authority
- CN
- China
- Prior art keywords
- conveying
- jig
- positioning
- guide rail
- microswitch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/002—Processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/003—Simultaneous forming, e.g. making more than one part per stroke
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/04—Centering the work; Positioning the tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/14—Dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/12—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by chains or belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/13—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by linearly moving tables
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D45/00—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass
- B21D45/02—Ejecting devices
- B21D45/04—Ejecting devices interrelated with motion of tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/002—Positioning devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/02—Bending sheet metal along straight lines, e.g. to form simple curves on press brakes without making use of clamping means
- B21D5/0209—Tools therefor
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H3/00—Mechanisms for operating contacts
- H01H3/32—Driving mechanisms, i.e. for transmitting driving force to the contacts
- H01H3/52—Driving mechanisms, i.e. for transmitting driving force to the contacts with means to ensure stopping at intermediate operative positions
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacture Of Switches (AREA)
Abstract
The invention relates to the field of micro switches. A microswitch jig conveying device comprises a conveying rack, a conveying driving mechanism, a conveying belt, a conveying guide rail slide block, a positioning jig and a jig dislocation mechanism; the slide block in the conveying guide rail slide block is connected with a positioning jig, and the positioning jig is connected with a conveying belt; the jig dislocation mechanisms are respectively positioned at the head end and the tail end of the conveying rack, and the output ends of the jig dislocation mechanisms are respectively connected with the plurality of conveying guide rail sliding blocks; the conveying driving mechanism is used for driving the conveying belt to move; the positioning jig is used for positioning the microswitch bracket and the elastic sheet; the jig dislocation mechanism is used for positioning the circular circulation of the jig. The device reduces the tool circulation step through setting up tool dislocation mechanism, guarantees that the positioning jig circulates fast.
Description
Technical Field
The invention relates to the field of microswitches, in particular to a microswitch jig conveying device and method and an automatic microswitch production system.
Background
The microswitch is a switch which has a minute contact interval and a quick action mechanism, performs a switching action by a specified stroke and a specified force, is covered by a shell, and has a driving rod outside. The external mechanical force acts on the action reed through a transmission element (a press pin, a button, a lever, a roller and the like), and when the action reed is displaced to a critical point, instantaneous action is generated, so that a movable contact at the tail end of the action reed is quickly connected with or disconnected from a fixed contact. And the assembly of the microswitch elastic sheet and the microswitch bracket has important influence on the performance of the microswitch. The quality of the assembly of the elastic sheet and the bracket directly influences the properties of the microswitch, such as sensitivity, accuracy, service life and the like. Therefore, the assembly process of the elastic sheet and the bracket of the micro switch is very important.
The Chinese patent application of the invention (publication No. CN210997358U, published as 202007144) discloses a micro-switch terminal and end cover assembling device, which solves the technical problems of complex assembling mode and low assembling efficiency of the existing micro-switch terminal and end cover, and is provided with a workbench, wherein a terminal vibration disc and an end cover vibration disc are respectively arranged on two side surfaces of the workbench, a terminal direct vibration slideway is arranged at a discharge port of the terminal vibration disc, a terminal slideway is arranged at an outlet of the terminal direct vibration slideway, a detection mechanism is arranged above the terminal slideway, the detection mechanism adopts a detection cylinder to drive a probe to move, a positioning cylinder is arranged below the terminal slideway, a moving shaft matched with a terminal seat is arranged at an output end of the positioning cylinder, a horizontal pushing mechanism is arranged below the positioning cylinder, and the horizontal pushing mechanism drives the positioning cylinder to move in the horizontal direction through the pushing cylinder; the discharge port of the end cover vibration disc is provided with an end cover direct vibration slideway, the outlet of the end cover direct vibration slideway is provided with an end cover positioning seat, and a grabbing mechanism is arranged above the end cover positioning seat.
The prior art has the following defects: 1. when the microswitch elastic sheet positioning jig is circulated, an air claw hand is used for grabbing the end empty positioning jig of the conveying belt, and then the moving device acts to drive the air claw hand to move to the initial end of the conveying belt to complete the circulation of the positioning jig; when the gas claw grips and positions the jig, the three steps of gas claw gripping and moving upwards, moving the device horizontally and moving the gas claw downwards are needed, so that the positioning jig has more steps when circulating, and the rapid circulation of the positioning jig is not facilitated. 2. When punching and bending the microswitch elastic sheet, firstly punching and blanking a single elastic sheet from an elastic sheet belt by using a punching device, and then bending the single elastic sheet by using a bending device to complete the punching and bending process of the elastic sheet; when the method is used for processing, the punching process and the bending process of the elastic sheet are separately carried out, namely, two steps of punching and bending are needed, so that the processing steps of the elastic sheet are increased; meanwhile, when the punching and bending are separately carried out, two devices, namely a punching device and a bending device, need to be arranged, and the number of devices and the occupied space of the devices are increased.
Disclosure of Invention
In view of the above problems, an object of the present invention is to: a microswitch jig conveying device and a method for reducing the jig circulation steps and ensuring the quick circulation of a positioning jig by arranging a jig dislocation mechanism are provided. Another object of the invention is: the jig conveying device is arranged to reduce the jig circulation steps and ensure the quick circulation of the positioning jig; the automatic production system of the microswitch is characterized in that the elastic sheet punching and bending steps are completed simultaneously by arranging the elastic sheet punching and bending mechanism, so that the number of devices and the occupied space of the devices are reduced.
In order to achieve the purpose, the invention adopts the following technical scheme:
a microswitch jig conveying device comprises a conveying rack, a conveying driving mechanism, a conveying belt, a conveying guide rail slide block, a positioning jig and a jig dislocation mechanism; the guide rails in the plurality of conveying guide rail sliding blocks are fixed on the conveying rack, the sliding blocks in the conveying guide rail sliding blocks are connected with the positioning jig, and the positioning jig is connected with the conveying belt; the jig dislocation mechanisms are respectively positioned at the head end and the tail end of the conveying rack, and the output ends of the jig dislocation mechanisms are respectively connected with the plurality of conveying guide rail sliding blocks; the conveying driving mechanism is used for driving the conveying belt to move; the positioning jig is used for positioning the microswitch bracket and the elastic sheet; the jig dislocation mechanism is used for positioning the circular circulation of the jig; the jig dislocation mechanism comprises a dislocation cylinder and a dislocation guide rail; the output end of the dislocation cylinder is connected with a dislocation guide rail, and the dislocation guide rail is matched with a slide block in the slide block of the conveying guide rail; the staggered guide rails are respectively connected with the tail ends of the guide rails in the plurality of conveying guide rail sliding blocks in an aligning way under the driving of the staggered cylinders; the positioning jig comprises positioning sliding teeth; the conveying belt comprises a sliding tooth groove; when the staggered guide rail is aligned and connected with the tail end of the guide rail in the conveying guide rail sliding block, the positioning sliding teeth are matched with the sliding tooth grooves.
Preferably, the positioning sliding teeth are trapezoidal sliding teeth. The positioning jig also comprises a jig base and a jig positioning block; the jig base is fixed on a sliding block in the conveying guide rail sliding block and is connected with the jig positioning block; the jig positioning block is matched with the microswitch bracket.
Preferably, the conveying driving mechanism comprises a conveying motor and a conveying belt wheel; the conveying motor is fixed on the conveying rack, and the output end of the conveying motor is connected with the conveying belt wheel; the outer surface of the conveying belt wheel is matched with the conveying belt. The dislocation cylinder is a rodless cylinder.
Preferably, the microswitch fixture conveying device also comprises a fixture limiting mechanism; the jig limiting mechanism is fixed on the conveying rack, and the output end of the jig limiting mechanism is connected with the positioning jig; the jig limiting mechanism is used for limiting the positioning jig. The jig limiting mechanism comprises a limiting base, a limiting cylinder and a limiting head; the limiting base is fixed on the conveying rack, and the limiting cylinder is fixed on the limiting base; the output end of the limiting cylinder is connected with the limiting head, and the limiting head is matched with the corresponding groove of the positioning jig. The front end of the limiting head is of a chamfer structure.
In addition, the invention also discloses a microswitch fixture conveying method, which adopts the microswitch fixture conveying device and comprises the following steps:
1) the conveying driving mechanism acts to sequentially drive the conveying belt and the empty positioning jig to move towards the tail end machining direction;
2) the sliding block in the conveying guide rail sliding block slides into the staggered guide rail along the tail end of the guide rail in the conveying guide rail sliding block;
3) the dislocation cylinder acts to drive the dislocation guide rail to move to the initial circulating station and is connected with the initial end of the guide rail in the conveying guide rail slide block of the initial circulating station; a positioning sliding tooth 151 in the positioning jig is separated from a sliding tooth groove of a tail end circulating station of the conveying belt, and the positioning sliding tooth is matched with a sliding tooth groove of an initial circulating station;
4) the conveying driving mechanism acts to sequentially drive the conveying belt and the positioning jig of the initial circulating station to convey to the next station to finish the conveying process of the microswitch elastic sheet jig.
In addition, the invention also discloses an automatic production system of the microswitch, which comprises elastic sheet assembling equipment and is characterized in that the equipment comprises a workbench, and a bracket feeding device, a jig conveying device, an elastic sheet press-fitting device, a turnover device and a detection discharging device which are fixed on the workbench; the jig conveying device adopts the microswitch jig conveying device; the elastic sheet press-fitting device comprises an elastic sheet feeding mechanism and an elastic sheet punching and bending mechanism.
The microswitch fixture conveying device and the microswitch fixture conveying method adopting the technical scheme have the advantages that:
by arranging the jig dislocation mechanism; after the positioning jig moves to the tail end machining station, the sliding block in the conveying guide rail sliding block slides into the staggered guide rail along the tail end of the guide rail in the conveying guide rail sliding block; the dislocation cylinder acts to drive the dislocation guide rail to move to the initial circulating station and is connected with the initial end of the guide rail in the conveying guide rail slide block of the initial circulating station; a positioning sliding tooth in the positioning jig is separated from a sliding tooth groove of a tail end circulating station of the conveying belt, and the positioning sliding tooth is matched with a sliding tooth groove of an initial circulating station; the conveying driving mechanism acts to sequentially drive the conveying belt and the positioning jig of the initial circulating station to convey to the next station to finish the conveying process of the microswitch elastic sheet jig. In the jig circulation mode, only the dislocation cylinder is needed to drive the positioning jig at the machining tail end to move horizontally, so that the positioning sliding teeth of the positioning jig at the machining tail end are separated from the sliding tooth grooves of the tail end circulation station of the conveying belt and are matched with the sliding tooth grooves of the initial circulation station, and the conveying belt can drive the empty positioning jig from the tail end circulation station to move to the machining station again; namely, the process that the positioning jig moves from the circulation tail end station to the circulation initial station can be completed only by one pushing step; compared with three steps required by the circulation of grabbing the positioning jig by the gas claw, the circulation step of the positioning jig is reduced, and the rapid circulation of the positioning jig is ensured.
The automatic production system of the microswitch disclosed by the invention has the advantages that:
1. by arranging the jig dislocation mechanism; after the positioning jig moves to the tail end machining station, the sliding block in the conveying guide rail sliding block slides into the staggered guide rail along the tail end of the guide rail in the conveying guide rail sliding block; the dislocation cylinder acts to drive the dislocation guide rail to move to the initial circulating station and is connected with the initial end of the guide rail in the conveying guide rail slide block of the initial circulating station; a positioning sliding tooth in the positioning jig is separated from a sliding tooth groove of a tail end circulating station of the conveying belt, and the positioning sliding tooth is matched with a sliding tooth groove of an initial circulating station; the conveying driving mechanism acts to sequentially drive the conveying belt and the positioning jig of the initial circulating station to convey to the next station to finish the conveying process of the microswitch elastic sheet jig. In the jig circulation mode, only the dislocation cylinder is needed to drive the positioning jig at the machining tail end to move horizontally, so that the positioning sliding teeth of the positioning jig at the machining tail end are separated from the sliding tooth grooves of the tail end circulation station of the conveying belt and are matched with the sliding tooth grooves of the initial circulation station, and the conveying belt can drive the empty positioning jig from the tail end circulation station to move to the machining station again; namely, the process that the positioning jig moves from the circulation tail end station to the circulation initial station can be completed only by one pushing step; compared with three steps required by the circulation of grabbing the positioning jig by the gas claw, the circulation step of the positioning jig is reduced, and the rapid circulation of the positioning jig is ensured.
2. The punching upper die and the punching lower die are arranged; after the elastic sheet belt is conveyed to a punching and bending station, the punching cylinder acts to drive an upper punching die to move downwards, an upper punching part is contacted with the elastic sheet head cutting part of a single elastic sheet and matched with an elastic sheet head positioning part, and an upper bending inclined plane is contacted with an elastic sheet bending part and matched with a lower bending inclined plane; the lower die cylinder acts to drive the lower die head to move to the moving station, and the moving driving element drives the moving head to move to the moving station; the positioning blocks are moved to position the elastic sheet, and the elastic sheet is sucked from the lower die head by the moving sucking blocks and is moved to a positioning jig of the jig conveying device to complete the punching and bending process of the elastic sheet of the microswitch. The upper die head comprises an upper punching part and an upper bending inclined plane, the upper punching part is used for punching and blanking a single elastic sheet from the elastic sheet belt, and the upper bending inclined plane is used for bending the elastic sheet bending part by a set angle; when the upper die head is matched with the lower die head, the upper die head simultaneously performs punching, blanking and bending on the elastic sheet, namely the punching process and the bending process of the elastic sheet only need to move down the upper die head to be matched with the lower die head; compared with two steps required by punching and bending the elastic sheet by the punching device and the bending device respectively, the processing steps are reduced, and the processing efficiency is improved; meanwhile, the punching and bending process can simultaneously punch and bend the elastic sheet only by changing a punching die; the punching and bending can be completed simultaneously only by one punching device, and compared with the processing by two punching devices and bending devices respectively, the quantity and the occupied space of the equipment are reduced.
Drawings
Fig. 1 is a schematic structural diagram of an automatic microswitch production system.
Fig. 2 is a schematic view of an assembled product of the microswitch shrapnel and the bracket.
Fig. 3 is a schematic product structure diagram of the elastic sheet belt.
Fig. 4 is a schematic structural view of the jig conveying device.
Fig. 5 is a schematic structural view of a jig shifting mechanism.
Fig. 6 is a partially enlarged structural view of the positioning sliding tooth.
Fig. 7 is a schematic structural view of the jig limiting mechanism.
Fig. 8 is a schematic structural view of the spring punching and bending mechanism.
Fig. 9 is a schematic structural view of the upper die for blanking.
Fig. 10 is a partially enlarged schematic structural view of the upper die head.
Fig. 11 is a schematic structural view of the lower die base.
Fig. 12 is a partially enlarged schematic view of the lower die head.
Fig. 13 is a schematic structural view of the transfer head.
Detailed Description
The following describes in detail embodiments of the present invention with reference to the drawings.
Example 1
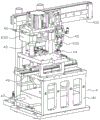
As shown in fig. 1, the automatic production system for the microswitch comprises elastic sheet assembling equipment, wherein the equipment comprises a workbench, and a support feeding device, a jig conveying device 1, an elastic sheet press-fitting device, a turnover device and a detection discharging device which are fixed on the workbench; the support feeding device, the elastic sheet press-mounting device, the turnover device and the detection discharging device are respectively connected with corresponding stations of the jig conveying device 1, and the elastic sheet press-mounting devices are respectively positioned on the front side and the rear side of the turnover device; the bracket feeding device is used for feeding a bracket of the microswitch; the jig conveying device 1 is used for conveying and circulating the microswitch bracket and the elastic sheet; the elastic piece press-fitting device is used for bending and press-fitting the elastic piece of the microswitch; the overturning device is used for overturning the microswitch bracket; the detection blanking device is used for detecting and blanking the assembled microswitch bracket and the elastic sheet. The elastic sheet press-mounting device comprises an elastic sheet feeding mechanism and an elastic sheet punching and bending mechanism 4; the input end of the elastic piece feeding mechanism is connected with the elastic piece feeding hole, and the output end of the elastic piece feeding mechanism is connected with the input end of the elastic piece punching and bending mechanism 4; the elastic sheet punching and bending mechanism 4 is fixed on the workbench, and the output end of the punching and bending mechanism 4 is connected with an elastic sheet press-mounting station in the jig conveying device 1; the elastic piece feeding mechanism is used for feeding and conveying the elastic piece belt; the elastic sheet punching and bending mechanism 4 is used for simultaneously punching and bending a single elastic sheet and pressing the single elastic sheet onto the microswitch bracket.
The product flow direction of the microswitch elastic sheet and the bracket is as follows: the support feeding device, the jig conveying device 1, the elastic sheet press-fitting device, the turnover device, the elastic sheet press-fitting device and the detection discharging device.
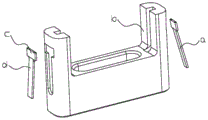
Fig. 2 is a schematic view of an assembled product of the microswitch shrapnel and the bracket. Fig. 3 is a schematic product structure diagram of the elastic sheet belt. The assembly product of the microswitch elastic sheet and the bracket consists of a microswitch elastic sheet a and a microswitch bracket b: a plurality of microswitch elastic sheets a are respectively pressed in corresponding grooves at two sides of the microswitch bracket b; the microswitch elastic sheet a comprises an elastic sheet head c and an elastic sheet bending part d, and the elastic sheet bending part d inclines for a certain angle relative to the elastic sheet head c; the elastic sheet belt is formed by connecting elastic sheet heads c of a plurality of microswitch elastic sheets a; the elastic sheet band comprises a positioning hole e, and the positioning hole e is located above the elastic sheet head c.
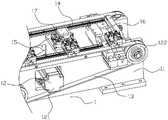
As shown in fig. 4, the jig conveying device 1 includes a conveying frame 11, a conveying driving mechanism 12, a conveying belt 13, a conveying guide rail slider 14, a positioning jig 15, and a jig dislocation mechanism 16; guide rails in the plurality of conveying guide rail sliding blocks 14 are all fixed on the conveying rack 11, the sliding blocks in the conveying guide rail sliding blocks 14 are connected with a positioning jig 15, and the positioning jig 15 is connected with the conveying belt 13; the jig dislocation mechanisms 16 are respectively positioned at the head end and the tail end of the conveying rack 11, and the output ends of the jig dislocation mechanisms 16 are respectively connected with the conveying guide rail sliders 14; the conveying driving mechanism 12 is used for driving the conveying belt 13 to move; the positioning jig 15 is used for positioning the microswitch bracket and the elastic sheet; the jig dislocation mechanism 16 is used for circulating the positioning jig 15.
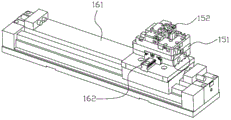
As shown in fig. 5 and 6, the jig shift mechanism 16 includes a shift cylinder 161 and a shift rail 162; the output end of the dislocation cylinder 161 is connected with a dislocation guide rail 162, and the dislocation guide rail 162 is matched with a slide block in the conveying guide rail slide block 14; the dislocation guide rails 162 are respectively connected with the tail ends of the guide rails in the plurality of conveying guide rail sliding blocks 14 in an aligning manner under the driving of the dislocation cylinders 161; the positioning jig 15 includes positioning sliding teeth 151; the conveyor belt 13 comprises a sliding tooth groove; when the offset rail 162 is aligned with the rail end of the delivery rail block 14, the positioning sliding teeth 151 engage the sliding teeth grooves. The positioning sliding teeth 151 are trapezoidal sliding teeth; the positioning jig 15 further includes a jig base 151 and a jig positioning block 152; the jig base 151 is fixed to a slide block in the conveying guide rail slide block 14, and the jig base 151 is connected to the jig positioning block 152; the jig positioning block 152 is matched with the microswitch bracket.
As shown in fig. 4, the conveyance drive mechanism 12 includes a conveyance motor 121 and a conveyance pulley 122; the conveying motor 121 is fixed on the conveying rack 11, and the output end of the conveying motor 121 is connected with the conveying belt wheel 122; the outer surface of the conveying belt wheel 122 is matched with the conveying belt 13; the dislocation cylinder 161 is a rodless cylinder; the jig conveying device 1 further comprises a jig limiting mechanism 17; the jig limiting mechanism 17 is fixed on the conveying rack 11, and the output end of the jig limiting mechanism 17 is connected with the positioning jig 15; the jig limiting mechanism 17 is used for limiting the positioning jig 15.
As shown in fig. 7, the jig limiting mechanism 17 includes a limiting base 171, a limiting cylinder 172, and a limiting head 173; the limiting base 171 is fixed on the conveying rack 11, and the limiting cylinder 172 is fixed on the limiting base 171; the output end of the limiting cylinder 172 is connected with the limiting head 173, and the limiting head 173 is matched with the corresponding groove of the positioning jig 15; the front end of the limiting head 173 is a chamfer structure.
Tool conveyor 1 is at the course of the work: 1) the conveying driving mechanism 12 acts to drive the conveying belt 13 and the empty positioning jig 15 to move towards the tail end machining direction in sequence; 2) the slides in the transport rail slide 14 slide into the misalignment rail 162 along the rail ends in the transport rail slide 14; 3) the dislocation cylinder 161 acts to drive the dislocation guide rail 162 to move to the initial circulation station and is connected with the initial end of the guide rail in the conveying guide rail slide block 14 of the initial circulation station; a positioning sliding tooth 151 in the positioning jig 15 is separated from a sliding tooth groove of a tail end circulating station of the conveying belt 13, and the positioning sliding tooth 151 is matched with a sliding tooth groove of an initial circulating station; 4) the conveying driving mechanism 12 acts to sequentially drive the conveying belt 13 and the positioning jig 15 of the initial circulating station to convey to the next station to complete the conveying process of the microswitch elastic sheet jig.
The jig conveying device 1 solves the problem that when the microswitch elastic sheet positioning jig is circulated, an air claw hand is used for grabbing the end empty positioning jig of the conveying belt, and then the moving device acts to drive the air claw hand to move to the initial end of the conveying belt to complete the circulation of the positioning jig; when the gas claw grips and positions the tool to circulate, the gas claw grips and moves up, the moving device moves horizontally and the gas claw moves down to loosen the three steps, so that the positioning tool circulates in more steps, and the rapid circulation of the positioning tool is not facilitated. By arranging the jig dislocation mechanism 16; after the positioning jig 15 moves to the end processing station, the slide block in the conveying guide rail slide block 14 slides into the dislocation guide rail 162 along the tail end of the guide rail in the conveying guide rail slide block 14; the dislocation cylinder 161 acts to drive the dislocation guide rail 162 to move to the initial circulation station and is connected with the initial end of the guide rail in the conveying guide rail slide block 14 of the initial circulation station; a positioning sliding tooth 151 in the positioning jig 15 is separated from a sliding tooth groove of a tail end circulating station of the conveying belt 13, and the positioning sliding tooth 151 is matched with a sliding tooth groove of an initial circulating station; the conveying driving mechanism 12 acts to sequentially drive the conveying belt 13 and the positioning jig 15 of the initial circulating station to convey to the next station to complete the conveying process of the microswitch elastic sheet jig. In the jig circulation mode, only the dislocation cylinder 161 is needed to drive the positioning jig 15 at the machining tail end to move horizontally, so that the positioning sliding teeth 151 of the positioning jig 15 at the machining tail end are separated from the sliding tooth grooves of the tail end circulation station of the conveying belt 13 and are matched with the sliding tooth grooves of the initial circulation station, and the conveying belt 13 can drive the empty positioning jig 15 from the tail end circulation station to move to the machining station again; namely, the process that the positioning jig 15 moves from the circulation tail end station to the circulation initial station can be completed only by one pushing step; compared with three steps required by the circulation of grabbing the positioning jig by the gas claw, the circulation step of the positioning jig 15 is reduced, and the rapid circulation of the positioning jig 15 is ensured.
As shown in fig. 8, the elastic piece punching and bending mechanism 4 includes a punching and bending frame 41, a punching cylinder 42, a punching upper die 43, a punching lower die 44, and an elastic piece moving assembly 45; the punching cylinder 42 is fixed on the punching bending frame 41, the output end of the punching cylinder 42 is connected with the punching upper die 43, and the output end of the punching upper die 43 is matched with the output end of the punching lower die 44; the output end of the punching lower die 44 is matched with the elastic sheet, and the output end of the elastic sheet moving assembly 45 is respectively connected with the output end of the punching lower die 44 and an elastic sheet press-mounting station of the jig conveying device 1; the upper punching die 43 and the lower punching die 44 are used for punching and bending the elastic sheet at the same time; the elastic piece moving assembly 45 is used for moving the punched and bent elastic pieces to the microswitch bracket for press mounting.
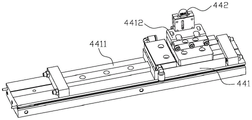
As shown in fig. 9, 10, 11, 12, the blanking upper die 43 includes an upper die base 431 and an upper die head 432; the upper die head 432 comprises an upper die head body 433, an upper punch 434 and an upper bending inclined surface 435; the punch-out lower die 44 includes a lower die base 441 and a lower die head 442; the lower die head 442 includes a lower die head body 443, a spring head positioning portion 444, and a lower bending slope 445; the inclination angles of the upper bending inclined plane 435 and the lower bending inclined plane 445 are the same as the bending angle of the elastic sheet bending part; the upper die head 432 is driven by the punching cylinder 42 to punch a single elastic sheet in the elastic sheet belt into the lower die head 442, the upper punching portion 434 is in contact with the cutting portion of the elastic sheet head and is matched with the elastic sheet head positioning portion 444, and the upper bending inclined surface 435 is in contact with the bending portion of the elastic sheet and is matched with the lower bending inclined surface 445.
As shown in fig. 8 and 9, the upper die base 431 includes an upper die connecting base 4311 and an upper die base 4312; the corresponding groove of the upper die connecting seat 4311 is matched with the output end of the punching cylinder 42, and the upper die connecting seat 4311 is connected with the upper die base 4312; the upper die base 4312 is connected to the upper die head 432.
As shown in fig. 11, 12, 13, the lower mold base 441 includes a lower mold cylinder 4411 and a lower mold base 4412; the lower die cylinder 4411 is fixed on the punching and bending frame 41, and the output end of the lower die cylinder 4411 is connected with the lower die base 4412; the lower mold base 4412 is connected to the lower mold head 442; the upper die head 432 also includes a spring alignment head 4321; the spring plate alignment head 4321 is fixed on the upper mold base 431, the output end of the spring plate alignment head 4321 is conical, and the output end of the spring plate alignment head 4321 is matched with the positioning hole of the spring plate. The upper die head 432 also includes a scrap cutoff knife 4322; a scrap cutting knife 4322 is fixed on the upper die base 431, and the output end of the scrap cutting knife 4322 is in contact with the portion of the shrapnel strip from which the shrapnel is removed; the scrap cutting blade 4322 is an inclined cutting blade.
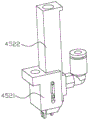
As shown in fig. 8, spring sheet moving assembly 45 includes moving drive element 451 and moving head 452; the conveying driving element 451 is fixed on the workbench, and the output end of the conveying driving element 451 is connected with the conveying head 452; the output end of the moving head 452 is in contact with the elastic sheet, and the moving head 452 is driven by the moving driving element 451 to be respectively connected with the lower die head 442 and the elastic sheet press-fitting station of the jig conveying device 1.
As shown in fig. 13, transfer head 452 includes a transfer positioning block 4521 and a transfer suction block 4522; the moving positioning block 4521 is matched with the elastic sheet bending part, the moving suction block 4522 is connected with the vacuum device, and the output end of the moving suction block 4522 is in contact with the elastic sheet head.
As shown in fig. 8, the elastic piece punching and bending mechanism 4 further includes a waste collecting channel 46 and a waste collecting box 47; one end of the waste collecting channel 46 is connected to the output end of the waste cutting blade 4322, and the other end of the waste collecting channel 46 is connected to the input end of the waste collecting box 47.
The elastic sheet punching and bending mechanism 4 is arranged in the working process: 1) the elastic sheet feeding mechanism conveys the elastic sheet belt to a punching and bending station; 2) the punching cylinder 42 acts to drive the punching upper die 43 to move downwards, the upper punching part 434 is contacted with the elastic piece head cutting part of a single elastic piece and matched with the elastic piece head positioning part 444, and the upper bending inclined plane 435 is contacted with the elastic piece bending part and matched with the lower bending inclined plane 445; 3) the lower mold cylinder 4411 operates to drive the lower mold head 442 to move to the moving station, and the moving driving element 451 drives the moving head 452 to move to the moving station; 4) the moving positioning block 4521 positions the elastic sheet, and the moving suction block 452 sucks the elastic sheet from the lower die head 442 and moves the elastic sheet to the positioning jig 15 of the jig conveying device 1 to complete the punching and bending process of the elastic sheet of the microswitch.
The elastic piece punching and bending mechanism 4 solves the problems that when the microswitch elastic piece is punched and bent, a single elastic piece is punched and blanked from an elastic piece belt by adopting a punching device, and then the single elastic piece is bent by adopting a bending device to complete the elastic piece punching and bending process; when the method is used for processing, the punching process and the bending process of the elastic sheet are separately carried out, namely, two steps of punching and bending are needed, so that the processing steps of the elastic sheet are increased; meanwhile, when the punching and bending are separately carried out, two devices, namely a punching device and a bending device, need to be arranged, and the number of devices and the occupied space of the devices are increased. By providing the punching upper die 43 and the punching lower die 44; after the elastic sheet belt is conveyed to a punching and bending station, the punching cylinder 42 acts to drive the punching upper die 43 to move downwards, the upper punching part 434 is contacted with the elastic sheet head cutting part of a single elastic sheet and matched with the elastic sheet head positioning part 444, and the upper bending inclined plane 435 is contacted with the elastic sheet bending part and matched with the lower bending inclined plane 445; the lower mold cylinder 4411 operates to drive the lower mold head 442 to move to the moving station, and the moving driving element 451 drives the moving head 452 to move to the moving station; the moving positioning block 4521 positions the elastic sheet, and the moving suction block 452 sucks the elastic sheet from the lower die head 442 and moves the elastic sheet to the positioning jig 15 of the jig conveying device 1 to complete the punching and bending process of the elastic sheet of the microswitch. The upper die head 432 comprises an upper punching part 434 and an upper bending inclined plane 435, the upper punching part 434 is used for punching and blanking a single elastic sheet from the elastic sheet belt, and the upper bending inclined plane 435 is used for bending the elastic sheet bending part by a set angle; when the upper die head 432 is matched with the lower die head 442, the upper die head 432 simultaneously performs punching, blanking and bending on the elastic sheet, namely the punching process and the bending process of the elastic sheet only need to move down the upper die head 432 to be matched with the lower die head 442; compared with two steps required by punching and bending the elastic sheet by the punching device and the bending device respectively, the processing steps are reduced, and the processing efficiency is improved; meanwhile, the punching and bending process can simultaneously punch and bend the elastic sheet only by changing a punching die; the punching and bending can be completed simultaneously only by one punching device, and compared with the processing by two punching devices and bending devices respectively, the quantity and the occupied space of the equipment are reduced.
Claims (10)
1. A microswitch jig conveying device is characterized by comprising a conveying rack (11), a conveying driving mechanism (12), a conveying belt (13), a conveying guide rail sliding block (14), a positioning jig (15) and a jig dislocation mechanism (16); guide rails in the plurality of conveying guide rail sliding blocks (14) are fixed on the conveying rack (11), the sliding blocks in the conveying guide rail sliding blocks (14) are connected with positioning fixtures (15), and the positioning fixtures (15) are connected with the conveying belt (13); the plurality of jig dislocation mechanisms (16) are respectively positioned at the head end and the tail end of the conveying rack (11), and the output ends of the jig dislocation mechanisms (16) are respectively connected with the plurality of conveying guide rail sliding blocks (14); the conveying driving mechanism (12) is used for driving the conveying belt (13) to move; the positioning jig (15) is used for positioning the microswitch bracket and the elastic sheet; the jig dislocation mechanism (16) is used for positioning the circular circulation of the jig (15);
the jig dislocation mechanism (16) comprises a dislocation cylinder (161) and a dislocation guide rail (162); the output end of the dislocation cylinder (161) is connected with a dislocation guide rail (162), and the dislocation guide rail (162) is matched with a slide block in the conveying guide rail slide block (14); the dislocation guide rail (162) is respectively connected with the tail ends of the guide rails in the plurality of conveying guide rail sliding blocks (14) in an aligning way under the driving of the dislocation cylinder (161); the positioning jig (15) comprises positioning sliding teeth (151); the conveying belt (13) comprises a sliding tooth groove; when the dislocation guide rail (162) is aligned and connected with the tail end of the guide rail in the conveying guide rail sliding block (14), the positioning sliding teeth (151) are matched with the sliding tooth grooves.
2. The microswitch jig conveying device according to claim 1, wherein the positioning sliding teeth (151) are trapezoidal sliding teeth.
3. The microswitch fixture conveying device according to claim 1, wherein the positioning fixture (15) further comprises a fixture base (151) and a fixture positioning block (152); the jig base (151) is fixed on a slide block in the conveying guide rail slide block (14), and the jig base (151) is connected with the jig positioning block (152); the jig positioning block (152) is matched with the microswitch bracket.
4. The microswitch jig conveying device according to claim 1, wherein the conveying driving mechanism (12) comprises a conveying motor (121) and a conveying belt wheel (122); the conveying motor (121) is fixed on the conveying rack (11), and the output end of the conveying motor (121) is connected with the conveying belt wheel (122); the outer surface of the conveying belt wheel (122) is matched with the conveying belt (13).
5. The microswitch jig conveying device according to claim 1, wherein the misalignment cylinder (161) is a rodless cylinder.
6. The microswitch jig conveying device according to claim 1, further comprising a jig limiting mechanism (17); the jig limiting mechanism (17) is fixed on the conveying rack (11), and the output end of the jig limiting mechanism (17) is connected with the positioning jig (15); the jig limiting mechanism (17) is used for limiting the positioning jig (15).
7. The microswitch fixture conveying device according to claim 6, wherein the fixture limiting mechanism (17) comprises a limiting base (171), a limiting cylinder (172) and a limiting head (173); the limiting base (171) is fixed on the conveying rack (11), and the limiting cylinder (172) is fixed on the limiting base (171); the output end of the limiting cylinder (172) is connected with a limiting head (173), and the limiting head (173) is matched with a corresponding groove of the positioning jig (15).
8. The conveying device of the microswitch fixture according to claim 6, wherein the front end of the limiting head (173) is a chamfer structure.
9. A microswitch jig conveying method, which adopts the microswitch jig conveying device according to claim 1, and which comprises the steps of:
1) the conveying driving mechanism (12) acts to drive the conveying belt (13) and the empty positioning jig (15) to move towards the tail end machining direction in sequence;
2) the slide block in the conveying guide rail slide block (14) slides into the dislocation guide rail (162) along the tail end of the guide rail in the conveying guide rail slide block (14);
3) the dislocation cylinder (161) acts to drive the dislocation guide rail (162) to move to the initial circulating station and is connected with the initial end of the guide rail in the conveying guide rail sliding block (14) of the initial circulating station; a positioning sliding tooth () 151 in the positioning jig (15) is separated from a sliding tooth groove of a tail end circulating station of the conveying belt (13), and the positioning sliding tooth (151) is matched with a sliding tooth groove of an initial circulating station;
4) the conveying driving mechanism (12) acts to sequentially drive the conveying belt (13) and the positioning jig (15) of the initial circulating station to convey to the next station to finish the conveying process of the microswitch elastic sheet jig.
10. An automatic production system of a microswitch comprises elastic sheet assembling equipment and is characterized in that the equipment comprises a workbench, and a support feeding device, a jig conveying device (1), an elastic sheet press-mounting device, a turnover device and a detection discharging device which are fixed on the workbench; the jig conveying device (1) adopts the microswitch jig conveying device in claim 1; the elastic sheet press-fitting device comprises an elastic sheet feeding mechanism and an elastic sheet punching and bending mechanism (4).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011203251.1A CN112317612A (en) | 2020-11-02 | 2020-11-02 | Microswitch jig conveying device and method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011203251.1A CN112317612A (en) | 2020-11-02 | 2020-11-02 | Microswitch jig conveying device and method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112317612A true CN112317612A (en) | 2021-02-05 |
Family
ID=74324182
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011203251.1A Withdrawn CN112317612A (en) | 2020-11-02 | 2020-11-02 | Microswitch jig conveying device and method |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112317612A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114713670A (en) * | 2022-04-26 | 2022-07-08 | 安徽玖曼智能装备有限公司 | Plate bending bearing device for bending machine and implementation method thereof |
-
2020
- 2020-11-02 CN CN202011203251.1A patent/CN112317612A/en not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114713670A (en) * | 2022-04-26 | 2022-07-08 | 安徽玖曼智能装备有限公司 | Plate bending bearing device for bending machine and implementation method thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107204738B (en) | Intelligent production line for short sides of frames of solar components | |
| CN110586739B (en) | Automatic blanking method of silicon steel sheet | |
| CN212042208U (en) | Automatic change tubular product die cutting machine | |
| CN112317612A (en) | Microswitch jig conveying device and method | |
| CN110911236B (en) | Magnetic assembly welding equipment | |
| CN210111265U (en) | Automatic terminal processing equipment | |
| CN111618178A (en) | Full-automatic punching and welding equipment for arc striking plate and bimetal of low-voltage electrical appliance | |
| CN117000908B (en) | Coil pin processing equipment | |
| CN213460442U (en) | Binding post glues core embedding casing device | |
| CN220215846U (en) | Workpiece classification discharging device | |
| CN112338004A (en) | Automatic production system and production process of metal elastic sheet | |
| CN219335459U (en) | Automatic feeding stamping bending forming machine | |
| CN216989762U (en) | Automatic chain ring riveting equipment | |
| CN112427526A (en) | Automatic production system and production process for microswitch | |
| CN216613029U (en) | Automatic magnetic steel feeding device | |
| CN112192203A (en) | Power plug assembling method and assembling equipment | |
| CN113695675A (en) | Grooving equipment | |
| CN112435882A (en) | Microswitch elastic sheet press-fitting device and method | |
| CN210233014U (en) | Clamping module | |
| CN112496141A (en) | Microswitch elastic sheet punching and bending mechanism and method | |
| CN218982949U (en) | In-mold stamping part conveying device and stamping machine | |
| CN112141688A (en) | Power plug discharging device and discharging method | |
| CN218433675U (en) | Transfer device | |
| CN114473515B (en) | Automatic assembling equipment for telescopic buckle | |
| CN221658101U (en) | Feeding system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WW01 | Invention patent application withdrawn after publication | ||
| WW01 | Invention patent application withdrawn after publication |
Application publication date: 20210205 |