CN112108928A - Automatic feeding and discharging device of numerical control lathe for motor end cover - Google Patents
Automatic feeding and discharging device of numerical control lathe for motor end cover Download PDFInfo
- Publication number
- CN112108928A CN112108928A CN202011067713.1A CN202011067713A CN112108928A CN 112108928 A CN112108928 A CN 112108928A CN 202011067713 A CN202011067713 A CN 202011067713A CN 112108928 A CN112108928 A CN 112108928A
- Authority
- CN
- China
- Prior art keywords
- end cover
- feeding cylinder
- motor end
- plate
- moving
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007599 discharging Methods 0.000 title claims abstract description 46
- 210000000078 claw Anatomy 0.000 claims description 3
- 238000010586 diagram Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q7/00—Arrangements for handling work specially combined with or arranged in, or specially adapted for use in connection with, machine tools, e.g. for conveying, loading, positioning, discharging, sorting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/24—Chucks characterised by features relating primarily to remote control of the gripping means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Turning (AREA)
Abstract
The invention aims to provide an automatic loading and unloading device for a numerical control lathe of a motor end cover. Comprises a feeding device, a chuck and a frame of a numerical control lathe; the discharging device comprises a discharging mechanism and a hopper mechanism, wherein the discharging mechanism comprises a discharging plate, a ball screw pair and a discharging motor; the hopper mechanism comprises a hopper cylinder, a hopper plate, a first central shaft and a second central shaft; the feeding device comprises a feeding cylinder I, a feeding cylinder II, a moving plate I, a moving plate II, a moving plate III, a feeding cylinder III, a positioning shaft, a spring, a feeding cylinder IV and a feeding cylinder V; the chuck of the numerical control lathe is provided with a movable clamping jaw, a boss and a positioning baffle. The device is not required to align the position when the motor end cover is placed, even if burrs exist at the groove of the motor end cover sometimes, the motor end cover can also move, the automatic loading and unloading device can normally work, and the automation degree is high.
Description
Technical Field
The invention relates to an automatic loading and unloading device, in particular to an automatic loading and unloading device for a numerical control lathe of a motor end cover.
Background
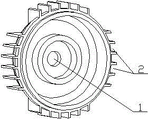
The motor end cover shown in fig. 1 is a part which needs to be processed with a bearing hole on a numerically controlled lathe, the motor end cover is provided with a central hole 1 and a groove 2, a worker needs to clamp a motor end cover blank in a chuck of the numerically controlled lathe during processing, the numerically controlled lathe is started for processing, the numerically controlled lathe automatically stops after a finished product is processed, the chuck stops, the finished product is taken out of the chuck, and a motor end cover blank is clamped in the chuck of the numerically controlled lathe for processing, and the process is circulated. Because the outer end face of the motor end cover is distributed with the uniform grooves 2, the movable clamping jaws 27 on the chuck 26 are designed into the uniformly distributed bosses 28, the bosses 28 on the movable clamping jaws 27 are embedded into the grooves 2 on the outer end face of the motor end cover to be completely fixed, and therefore, when a person puts a motor end cover blank in the chuck, the grooves 2 of the motor end cover blank are firstly aligned with the bosses 28 on the movable clamping jaws 27 and then fixed. The machining work of the motor end cover requires the actions of taking finished products and putting blanks by personnel in such a circulating way. Patent ZL201410221183X is an automatic loading and unloading device of a numerical control lathe for motor end covers, which is a mechanical hand device specially designed for replacing manual work, but some motor end covers to be processed need to be put into a hopper, wherein a central hole 1 of the motor end cover is sleeved on a central shaft of the hopper, a groove 2 on the outer end face of the motor end cover is arranged on a groove rod of the hopper, so as to limit the rotation of the motor end cover, and the motor end cover can only move along the direction of the central hole 1; the automatic loading and unloading device has several problems: 1) because the central shaft of the hopper limits the central hole 1 of the motor end cover, and the groove rod of the hopper positions the groove 2 on the outer end face of the motor end cover, the personnel must align the position when placing the motor end cover into the hopper, namely the groove 2 on the outer end face of the motor end cover aligns the groove rod of the hopper and cannot be placed at will, and the labor force of the personnel is increased; 2) because the groove 2 on the outer terminal surface of the recess pole location motor end cover of hopper, both need clearance fit, there is the burr in 2 departments of recess sometimes, can cause the motor end cover can't remove along 1 direction of centre bore, and automatic unloader can't normally work. In order to solve the problems, a brand new automatic loading and unloading device needs to be designed.
Disclosure of Invention
The invention aims to provide an automatic loading and unloading device for a numerically controlled lathe of a motor end cover, which does not need to align the position when the motor end cover is placed, the motor end cover can move even if burrs exist at a groove of the motor end cover sometimes, the automatic loading and unloading device can work normally, and the automation degree is high.
The invention relates to an automatic loading and unloading device of a numerical control lathe for motor end covers, which is realized as follows: comprises a feeding device, a chuck and a frame of a numerical control lathe; the discharging device comprises a discharging mechanism and a hopper mechanism, wherein the discharging mechanism comprises a discharging plate, a ball screw pair and a discharging motor; the discharging motor is fixedly connected to the rack, and a shaft of the discharging motor is fixedly connected with a ball screw in the ball screw pair; the ball screw and the frame form a rotating pair, and a screw nut in the ball screw pair is fixedly connected with the discharging plate; the discharging plate is arranged on the rack and forms a moving pair with the rack; the hopper mechanism comprises a hopper cylinder, a hopper plate, a first central shaft and a second central shaft, the hopper cylinder is fixedly connected to the rack, and a moving rod of the hopper cylinder is fixedly connected with the hopper plate; the hopper plate is arranged on the rack and forms a moving pair with the rack; the first central shaft and the second central shaft are fixed on the hopper plate (wherein a central hole of the motor end cover is sleeved on the first central shaft and the second central shaft for positioning, and the central hole is in clearance fit with the first central shaft and also in clearance fit with the second central shaft); the discharging plate is positioned at the first central shaft when the hopper cylinder does not extend out of the movable rod, and the discharging plate is positioned at the second central shaft when the hopper cylinder extends out of the movable rod; the feeding device comprises a feeding cylinder I, a feeding cylinder II, a moving plate I, a moving plate II, a moving plate III, a feeding cylinder III, a positioning shaft, a spring, a feeding cylinder IV and a feeding cylinder V; the first feeding cylinder is fixedly connected to the rack, and a moving rod of the first feeding cylinder is fixedly connected with the first moving plate; the first moving plate is arranged on the rack and forms a moving pair with the rack; the feeding cylinder II is fixedly connected to the moving plate I, and a moving rod of the feeding cylinder II is fixedly connected with the moving plate II; the second moving plate is arranged on the rack and forms a moving pair with the rack; the feeding cylinder III is fixedly connected to the moving plate II, and a moving rod of the feeding cylinder III is fixedly connected with the moving plate III; the third moving plate is arranged on the second moving plate and forms a moving pair with the second moving plate; the feeding cylinder IV is fixedly connected to the moving plate III; the feeding cylinder IV is fixedly connected to the moving plate III, the feeding cylinder IV is positioned at the feeding cylinder V, and the feeding cylinder IV extends out of the moving rod and can eject a finished product of a motor end cover at the feeding cylinder V; the positioning shaft is arranged on the third moving plate and forms a moving pair with the third moving plate, and the positioning shaft is used for positioning a central hole of a motor end cover (the positioning shaft and the moving plate are in clearance fit); the spring is arranged on the positioning shaft, one end of the spring props against the positioning shaft, and the other end of the spring props against the third moving plate; the chuck of the numerical control lathe is provided with a movable clamping jaw, a boss and a positioning baffle; the bosses are fixedly connected to the movable jaws, and the number of the bosses corresponds to that of the movable jaws (for example, four bosses are arranged on a four-jaw chuck in the figure); the positioning baffle is fixedly connected to the chuck, notches are uniformly distributed on the positioning baffle, the boss is positioned at the notch, the whole motor end cover can enter the positioning baffle only when the groove of the motor end cover is aligned with the notches, and the boss can be embedded into the groove on the outer end face of the motor end cover to be completely fixed through the action of the movable clamping jaw after the whole motor end cover enters the positioning baffle; the feeding device is provided with an initial position, a blank placing position and a finished product taking position; when the hopper is at the initial position, the positioning shaft of the hopper cylinder extending out of the movable rod is positioned at the second central shaft, the positioning shaft is opposite to the second central shaft, and the discharge plate moves to enable the motor end cover at the outermost part of the second central shaft to enter the positioning shaft; when the blank is placed, the first feeding cylinder does not extend out of the movable rod, the second feeding cylinder extends out of the movable rod, the positioning shaft is positioned at the chuck and faces the center of the chuck, and when the third feeding cylinder extends back to the movable rod, the motor end cover at the positioning shaft is contacted with the chuck; and when the feeding cylinder five extends out of the movable rod, the movable rod enters a central hole of a motor end cover positioned on the chuck.
The invention has the beneficial effects that: the utility model provides an automatic unloader that goes up of motor end cover numerical control lathe, this automatic unloader that goes up need not aim at the position when laying the motor end cover, even there is the burr in the groove of motor end cover sometimes, the motor end cover also can remove, automatic unloader that goes up can normally work, degree of automation is high moreover.
Drawings
The invention is further described below with reference to the accompanying drawings.
Fig. 1 is a schematic view of a motor end cap.
Fig. 2 is a schematic view of the overall structure of the present invention.
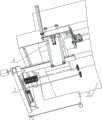
Fig. 3 is a schematic structural diagram of a device according to the present invention.
FIG. 4 is a schematic diagram of a discharge mechanism in a discharge device of the present invention.
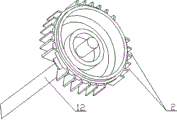
Fig. 5 is a schematic view of the present invention at a first central axis.
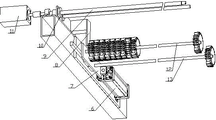
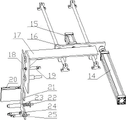
Fig. 6 is a schematic structural view of the feeding device of the present invention.
Fig. 7 and 8 are partial schematic views of the feeding device of the present invention.
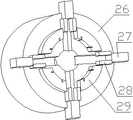
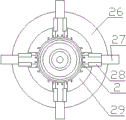
Fig. 9 is a schematic structural view of a chuck of the numerically controlled lathe according to the present invention.
Fig. 10 is a schematic view of a motor end cap placed on a chuck.
In the figure:
1: a central bore; 2: a groove; 3: discharging a device; 4: a feeding device; 5: a numerically controlled lathe; 6: a hopper cylinder; 7: a hopper plate; 8: a discharge plate; 9: a ball screw; 10: a feed screw nut; 11: a discharge motor; 12: a first central shaft; 13: a second central shaft; 14: a feeding cylinder I; 15: a feeding cylinder II; 16: moving a first plate; 17: moving a second plate; 18: moving a board III; 19: a feeding cylinder III; 20: a sliding table cylinder is compressed; 21: a compression plate; 22: positioning the shaft; 23: a spring; 24: a feeding cylinder IV; 25: a feeding cylinder V; 26: a chuck; 27: a movable jaw; 28: boss 29: and positioning the baffle.
Detailed Description
Fig. 2 to 10 are schematic structural views of an automatic loading and unloading device of a numerically controlled lathe for motor end covers according to the present invention. As shown in the figure, the automatic loading and unloading device of the motor end cover numerically controlled lathe comprises a device 3, a feeding device 4, a chuck 26 of the numerically controlled lathe 5 and a rack; as shown in fig. 3 to 5, the discharging device 3 includes a discharging mechanism and a hopper mechanism, the discharging mechanism includes a discharging plate 8, a ball screw pair and a discharging motor 11; the discharging motor 11 is fixedly connected to the frame, and a shaft of the discharging motor 11 is fixedly connected with the ball screw 9 in the ball screw pair; the ball screw 9 and the frame form a rotating pair, and a screw nut 10 in the ball screw pair is fixedly connected with the discharging plate 8; the discharging plate 8 is arranged on the frame and forms a moving pair with the frame; the hopper mechanism comprises a hopper cylinder 6, a hopper plate 7, a first central shaft 12 and a second central shaft 13, the hopper cylinder 6 is fixedly connected to the rack, and a moving rod of the hopper cylinder 6 is fixedly connected with the hopper plate 7; the hopper plate 7 is arranged on the frame and forms a moving pair with the frame; the first central shaft 12 and the second central shaft 13 are both fixed on the hopper plate 7 (wherein, the central hole 1 of the motor end cover is positioned on the first central shaft 12 and the second central shaft 13, and the central hole 1 is in clearance fit with the first central shaft 12 and the second central shaft 13); the discharge plate 8 is positioned at the first central shaft 12 when the hopper cylinder 6 does not extend out of the movable rod, and the discharge plate 8 is positioned at the second central shaft 13 when the hopper cylinder 6 extends out of the movable rod; as shown in fig. 6, the feeding device 4 includes a first feeding cylinder 14, a second feeding cylinder 15, a first moving plate 16, a second moving plate 17, a third moving plate 18, a third feeding cylinder 19, a positioning shaft 22, a spring 23, a fourth feeding cylinder 24, and a fifth feeding cylinder 25; the feeding cylinder I14 is fixedly connected to the rack, and a moving rod of the feeding cylinder I14 is fixedly connected with the moving plate I16; the first moving plate 16 is arranged on the rack and forms a moving pair with the rack; the second feeding cylinder 15 is fixedly connected to the first moving plate 16, and a moving rod of the second feeding cylinder 15 is fixedly connected with the second moving plate 17; the second moving plate 17 is arranged on the rack and forms a moving pair with the rack; the third feeding cylinder 19 is fixedly connected to the second moving plate 17, and a moving rod of the third feeding cylinder 19 is fixedly connected with the third moving plate 18; the third moving plate 18 is arranged on the second moving plate 17 and forms a moving pair with the second moving plate 17; the feeding cylinder IV 24 is fixedly connected to the moving plate III 18; the feeding cylinder five 25 is fixedly connected to the moving plate three 18, the feeding cylinder four 24 is positioned at the feeding cylinder five 25, and the feeding cylinder four 24 extends out of the moving rod and can eject a finished motor end cover at the feeding cylinder five 25; the positioning shaft 22 is arranged on the third moving plate 18 and forms a moving pair with the third moving plate 18, and the positioning shaft 22 is used for positioning the central hole 1 of the motor end cover (the two are in clearance fit); the spring 23 is arranged on the positioning shaft 22, one end of the spring 23 props against the positioning shaft 22, and the other end of the spring 23 props against the third moving plate 18; as shown in fig. 9 and 10, the chuck 26 of the numerically controlled lathe 5 is provided with movable jaws 27, a boss 28 and a positioning baffle 29; the bosses 28 are fixedly connected to the movable jaws 27, and the number of the bosses 28 corresponds to that of the movable jaws 27 (for example, four bosses 28 are provided in a four-jaw chuck in the figure); the positioning baffle 29 is fixedly connected to the chuck 26, notches are uniformly distributed on the positioning baffle 29, the boss 28 is positioned at the notch, the whole motor end cover can enter the positioning baffle 29 only when the notch is aligned with the groove 2 of the motor end cover, and the movable clamping jaw 27 acts to embed the boss 28 into the groove 2 on the outer end face of the motor end cover to be completely fixed after the whole motor end cover enters the positioning baffle 29; the feeding device 4 is provided with an initial position, a blank placing position and a finished product taking position; when the hopper is at the initial position, the first feeding cylinder 14 extends out of the movable rod, the second feeding cylinder 15 does not extend out of the movable rod, the positioning shaft 22 of the hopper cylinder 6 which does not extend out of the movable rod is positioned at the first central shaft 12, the positioning shaft 22 is opposite to the first central shaft 12, the discharging plate 8 moves to enable the outermost motor end cover of the first central shaft 12 to enter the positioning shaft 22, when the hopper cylinder 6 extends out of the movable rod positioning shaft 22 and is positioned at the second central shaft 13, the positioning shaft 22 is opposite to the second central shaft 13, and the discharging plate 8 moves to enable the outermost motor end cover of the second central shaft 13 to enter the positioning shaft 22; when the blank is placed, the first feeding cylinder 14 does not extend out of the movable rod, the second feeding cylinder 15 extends out of the movable rod, the positioning shaft 22 is positioned at the chuck 26 and faces the center of the chuck 26, and when the third feeding cylinder 19 extends back to the movable rod, the end cover of the motor at the positioning shaft 22 is contacted with the chuck 26; and in the finished product taking position, neither the feeding cylinder I14 nor the feeding cylinder II 15 extends out of the movable rod, the feeding cylinder five 25 is positioned at the chuck 26 and faces the center of the chuck 26, and the movable rod enters the central hole 1 of the motor end cover positioned on the chuck 26 when the feeding cylinder five 25 extends out of the movable rod.
When the automatic feeding and discharging device of the numerically controlled lathe with the motor end cover works, a pneumatic system and a controller are connected, a chuck 26 of the numerically controlled lathe can be a pneumatic chuck or a hydraulic chuck, a finished product bin is placed below a feeding cylinder five 25 when the feeding device 4 is at the initial position, and the automatic feeding and discharging device comprises the following steps with reference to figures 2 to 10: 1) in fig. 3, a plurality of motor end cover blanks are put on the first central shaft 12 and the second central shaft 13 (the motor end covers are oriented as shown in fig. 3), and the central holes 1 of the motor end covers are positioned on the first central shaft 12 and the second central shaft 13 in a sleeved mode. 2) When the feeding device 4 is located at an initial position (when the initial position is reached, the first feeding cylinder 14 extends out of the movable rod and the second feeding cylinder 15 does not extend out of the movable rod), the discharging motor 11 is controlled to rotate, the discharging plate 8 is pushed forwards through the ball screw pair, the motor end cover blank of the first central shaft 12 is pushed outwards, the motor end cover blank at the outermost end of the first central shaft 12 is pushed into the positioning shaft 22 to stop, and at the moment, the central hole 1 of the motor end cover at the outermost end is sleeved on the positioning shaft 22 to be positioned. 3) The first feeding cylinder 14 in the feeding device 4 is controlled to extend back to the moving rod, the feeding device 4 reaches a finished product taking position, and the fifth feeding cylinder 25 is positioned at the chuck 26 and faces the center of the chuck 26. 4) When the feeding cylinder five 25 is controlled to extend out of the moving rod, the moving rod enters the center of the chuck 26, and the chuck 26 is controlled to be loosened (in the case that a finished motor end cover is arranged on the chuck 26, the central hole 1 of the finished product falls onto the moving rod of the feeding cylinder five 25 after the chuck 26 is loosened). 5) And controlling the feeding cylinder five 25 to extend back to the moving rod to drive the finished product to return to the outside of the chuck 26. 6) The second feeding cylinder 15 is controlled to extend out of the movable rod, the feeding device 4 reaches a blank placing position, and the positioning shaft 22 is positioned at the chuck 26 and is opposite to the center of the chuck 26. 7) The feeding cylinder III 19 is controlled to extend back to the moving rod (the feeding cylinder III 19 extends out of the moving rod at the beginning), the motor end cover at the positioning shaft 22 contacts the positioning baffle 29 on the chuck 26, and the positioning shaft 22 compresses the spring 23 to move when the groove 2 of the motor end cover is not aligned with the notch of the positioning baffle 29. 8) The chuck 26 of the numerically controlled lathe 5 is controlled to rotate for a period of time (when the motor end cover at the position of the positioning shaft 22 contacts the positioning baffle 29 on the chuck 26, the spring 23 pushes against the motor end cover to press the positioning baffle 29, the chuck 26 drives the positioning baffle 29 to rotate together, the positioning baffle 29 rotates relative to the motor end cover, when the groove 2 of the motor end cover is aligned with the notch, the whole motor end cover enters between the positioning baffles 29 under the action of the spring 23, the positioning baffle 29 can drive the motor end cover to rotate together, after the turntable 26 rotates for several circles, the whole motor end cover can be determined to enter the positioning baffle 29, then the movable clamping jaws 27 can be controlled to clamp the motor end cover), the movable clamping jaws 27 are controlled to be closed, the movable clamping jaws 27 are controlled to move, the bosses 28 are embedded into the grooves 2. 9) The third feeding cylinder 19 is controlled to extend out of the moving rod, the positioning shaft 22 is moved away from the chuck 26, the first feeding cylinder 14 is controlled to extend out of the moving rod, the second feeding cylinder 15 is controlled to extend back to the moving rod, and the feeding device 4 returns to the initial position. 10) The chuck 26 is controlled to rotate, the turning tool moves, the numerical control lathe 5 processes the motor end cover blank on the chuck 26, the chuck 26 automatically stops after the processing is finished, and the turning tool returns to the original position. 11) And controlling the feeding cylinder IV 24 to extend out of the moving rod, so that a finished product of the motor end cover falls into a finished product bin below from the moving rod of the feeding cylinder V25, and controlling the feeding cylinder IV 24 to extend back to the moving rod. 12) And returning to the step 2) to restart the work to the step 11), circularly working in this way until the blank on the first central shaft 12 is processed, controlling the discharge motor 11 to rotate, enabling the discharge plate 8 to return to the initial position backwards through the ball screw pair, enabling the hopper cylinder 6 to extend out of the movable rod, enabling the second central shaft 13 to enter the processing position, enabling the first central shaft 12 to deviate from the processing position, putting some motor end cover blanks on the first central shaft 12 again, after the blank on the second central shaft 13 is processed, enabling the hopper cylinder 6 to extend back to the movable rod, enabling the first central shaft 12 to enter the processing position, enabling the second central shaft 13 to deviate from the processing position, putting some motor end cover blanks on the second central shaft 13 again, and circularly working in this way.
The above-mentioned technical solution provides an alternative embodiment of the hopper mechanism in a device 3, the alternative hopper mechanism includes a first central shaft 12, the first central shaft 12 is fixed on the frame, the central hole 1 of the motor end cover is positioned on the first central shaft 12 (the two are in clearance fit), the discharging plate 8 is positioned at the first central shaft 12, and the alternative hopper mechanism only uses the first central shaft 12, and does not need the second central shaft 13 to work interchangeably.
In the technical scheme, a pressing sliding table cylinder 20 and a pressing plate 21 are additionally arranged in the feeding device 4; the pressing sliding table cylinder 20 is fixedly connected to the third moving plate 18; the pressing plate 21 is fixedly connected to a movable sliding table of the pressing sliding table cylinder 20; when the pressing plate 21 is located at the positioning shaft 22, and the motor end cover at the positioning shaft 22 contacts the positioning baffle 29 on the chuck 26, the spring 23 presses the positioning baffle 29 against the motor end cover through the positioning shaft 22, the chuck 26 drives the positioning baffle 29 to rotate together, the positioning baffle 29 rotates relative to the motor end cover, so that the groove 2 of the motor end cover can be aligned to the gap, because the motor end cover is sleeved on the positioning shaft 22 to rotate, the force of the positioning shaft 22 for preventing the motor end cover from rotating is not large, the motor end cover is driven to rotate when the positioning baffle 29 rotates, the positioning baffle 29 cannot rotate relative to the motor end cover, in order to prevent the positioning baffle 29 from rotating relative to the motor end cover, when the motor end cover at the positioning shaft 22 contacts the positioning baffle 29 on the chuck 26, the pressing sliding table cylinder 20 is controlled to extend out of the moving sliding table, the pressing plate 21 presses the motor end cover, and the smooth friction of the, the rough surface of the pressing plate 21 contacting with the motor end cover has large friction, the chuck 26 is controlled to rotate, the positioning baffle 29 can be more reliably rotated relative to the motor end cover, when the groove 2 of the motor end cover is aligned with the notch, the whole motor end cover enters between the positioning baffle 29 under the action of the spring 23, the positioning baffle 29 can drive the motor end cover to rotate together, after the turntable 26 rotates for several circles, the whole motor end cover can be determined to enter the positioning baffle 29, then the pressing sliding table cylinder 20 can be controlled to extend back to move the sliding table, the pressing plate III 21 returns, and the movable clamping claws 27 are controlled to clamp the motor end cover.
In addition to the above embodiments, the present invention has other embodiments. All technical equivalents and equivalents which may be substituted for one another are intended to fall within the scope of the claims.
Claims (3)
1. The utility model provides an automatic unloader that goes up of motor end cover numerical control lathe which characterized in that: comprises a feeding device, a chuck and a frame of a numerical control lathe; the discharging device comprises a discharging mechanism and a hopper mechanism, wherein the discharging mechanism comprises a discharging plate, a ball screw pair and a discharging motor; the discharging motor is fixedly connected to the rack, and a shaft of the discharging motor is fixedly connected with a ball screw in the ball screw pair; the ball screw and the frame form a rotating pair, and a screw nut in the ball screw pair is fixedly connected with the discharging plate; the discharging plate is arranged on the rack and forms a moving pair with the rack; the hopper mechanism comprises a hopper cylinder, a hopper plate, a first central shaft and a second central shaft, the hopper cylinder is fixedly connected to the rack, and a moving rod of the hopper cylinder is fixedly connected with the hopper plate; the hopper plate is arranged on the rack and forms a moving pair with the rack; the first central shaft and the second central shaft are fixed on the hopper plate; the discharging plate is positioned at the first central shaft when the hopper cylinder does not extend out of the movable rod, and the discharging plate is positioned at the second central shaft when the hopper cylinder extends out of the movable rod; the feeding device comprises a feeding cylinder I, a feeding cylinder II, a moving plate I, a moving plate II, a moving plate III, a feeding cylinder III, a positioning shaft, a spring, a feeding cylinder IV and a feeding cylinder V; the first feeding cylinder is fixedly connected to the rack, and a moving rod of the first feeding cylinder is fixedly connected with the first moving plate; the first moving plate is arranged on the rack and forms a moving pair with the rack; the feeding cylinder II is fixedly connected to the moving plate I, and a moving rod of the feeding cylinder II is fixedly connected with the moving plate II; the second moving plate is arranged on the rack and forms a moving pair with the rack; the feeding cylinder III is fixedly connected to the moving plate II, and a moving rod of the feeding cylinder III is fixedly connected with the moving plate III; the third moving plate is arranged on the second moving plate and forms a moving pair with the second moving plate; the feeding cylinder IV is fixedly connected to the moving plate III; the feeding cylinder IV is fixedly connected to the moving plate III, the feeding cylinder IV is positioned at the feeding cylinder V, and the feeding cylinder IV extends out of the moving rod and can eject a finished product of a motor end cover at the feeding cylinder V; the positioning shaft is arranged on the third moving plate and forms a moving pair with the third moving plate, and the positioning shaft is used for positioning a central hole of the motor end cover; the spring is arranged on the positioning shaft, one end of the spring props against the positioning shaft, and the other end of the spring props against the third moving plate; the chuck of the numerical control lathe is provided with a movable clamping jaw, a boss and a positioning baffle; the bosses are fixedly connected to the movable claws, and the number of the bosses corresponds to that of the movable claws; the positioning baffle is fixedly connected to the chuck, notches are uniformly distributed on the positioning baffle, the boss is positioned at the notch, the whole motor end cover can enter the positioning baffle only when the groove of the motor end cover is aligned with the notches, and the boss can be embedded into the groove on the outer end face of the motor end cover to be completely fixed through the action of the movable clamping jaw after the whole motor end cover enters the positioning baffle; the feeding device is provided with an initial position, a blank placing position and a finished product taking position; when the hopper is at the initial position, the positioning shaft of the hopper cylinder extending out of the movable rod is positioned at the second central shaft, the positioning shaft is opposite to the second central shaft, and the discharge plate moves to enable the motor end cover at the outermost part of the second central shaft to enter the positioning shaft; when the blank is placed, the first feeding cylinder does not extend out of the movable rod, the second feeding cylinder extends out of the movable rod, the positioning shaft is positioned at the chuck and faces the center of the chuck, and when the third feeding cylinder extends back to the movable rod, the motor end cover at the positioning shaft is contacted with the chuck; and when the feeding cylinder five extends out of the movable rod, the movable rod enters a central hole of a motor end cover positioned on the chuck.
2. The automatic loading and unloading device of the numerical control lathe for the motor end cover as claimed in claim 1, wherein: an alternative embodiment of the hopper mechanism in the apparatus includes a first central shaft fixed to the frame, a central opening in the motor end cap positioned on the first central shaft, and a discharge plate positioned on the first central shaft.
3. The automatic loading and unloading device of the numerical control lathe for the motor end cover as claimed in claim 1, wherein: a pressing sliding table cylinder and a pressing plate are additionally arranged in the feeding device; the pressing sliding table cylinder is fixedly connected to the third moving plate; the pressing plate is fixedly connected to a movable sliding table of the pressing sliding table cylinder; the pressure strip is located the location axle department.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011067713.1A CN112108928B (en) | 2020-10-07 | 2020-10-07 | Automatic feeding and discharging device of numerical control lathe for motor end cover |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011067713.1A CN112108928B (en) | 2020-10-07 | 2020-10-07 | Automatic feeding and discharging device of numerical control lathe for motor end cover |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112108928A true CN112108928A (en) | 2020-12-22 |
| CN112108928B CN112108928B (en) | 2021-10-29 |
Family
ID=73797534
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011067713.1A Active CN112108928B (en) | 2020-10-07 | 2020-10-07 | Automatic feeding and discharging device of numerical control lathe for motor end cover |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112108928B (en) |
Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101121232A (en) * | 2007-09-21 | 2008-02-13 | 北京工业大学 | Thin-wall pipe automatic material returning and clamping device |
| CN101362216A (en) * | 2008-09-09 | 2009-02-11 | 钟树平 | Blanking machine |
| CN201253681Y (en) * | 2008-09-09 | 2009-06-10 | 钟树平 | Blanking machine |
| KR20110072415A (en) * | 2009-12-22 | 2011-06-29 | 두산인프라코어 주식회사 | Control device of clamping force for workpiece of the automatic lathe |
| US20110209589A1 (en) * | 2010-02-12 | 2011-09-01 | Ohtake Root Kogyo Co. Ltd. | Automatic screw tightening apparatus |
| CN102501127A (en) * | 2011-12-23 | 2012-06-20 | 山东白马永诚数控机床有限公司 | Automatic feeding and discharging process and mechanism for shaft workpieces |
| CN102990458A (en) * | 2012-11-26 | 2013-03-27 | 西北工业大学 | Three-dimensional automatic feeding, discharging and detecting device |
| CN203266236U (en) * | 2013-04-16 | 2013-11-06 | 天津市丰科工贸有限公司 | Feeding device of cutting machine |
| CN105081359A (en) * | 2014-05-25 | 2015-11-25 | 赵华勇 | Numerical control machine tool automatic feeding and discharging device for motor end covers |
| CN106181539A (en) * | 2016-08-31 | 2016-12-07 | 常州市运控电子股份有限公司 | A kind of mechanical hand feeding device of electric motor end cap processing |
| CN106346299A (en) * | 2016-08-31 | 2017-01-25 | 常州市运控电子股份有限公司 | Automated motor end cover CNC machining center based on robot feeding and discharging |
| CN108372420A (en) * | 2018-05-02 | 2018-08-07 | 赵华勇 | A kind of shaft CNC milling machine automatic loading and unloading device |
| CN108380908A (en) * | 2018-05-24 | 2018-08-10 | 赵华勇 | A kind of hexagonal rod automatic loading unloading device of digital controlled lathe |
| CN108422248A (en) * | 2018-05-15 | 2018-08-21 | 赵华勇 | A kind of axis material beveler automatic loading and unloading device |
| CN108480662A (en) * | 2018-03-18 | 2018-09-04 | 胡君分 | A kind of cylinder cap automatic loading unloading device of digital controlled lathe |
-
2020
- 2020-10-07 CN CN202011067713.1A patent/CN112108928B/en active Active
Patent Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101121232A (en) * | 2007-09-21 | 2008-02-13 | 北京工业大学 | Thin-wall pipe automatic material returning and clamping device |
| CN101362216A (en) * | 2008-09-09 | 2009-02-11 | 钟树平 | Blanking machine |
| CN201253681Y (en) * | 2008-09-09 | 2009-06-10 | 钟树平 | Blanking machine |
| KR20110072415A (en) * | 2009-12-22 | 2011-06-29 | 두산인프라코어 주식회사 | Control device of clamping force for workpiece of the automatic lathe |
| US20110209589A1 (en) * | 2010-02-12 | 2011-09-01 | Ohtake Root Kogyo Co. Ltd. | Automatic screw tightening apparatus |
| CN102501127A (en) * | 2011-12-23 | 2012-06-20 | 山东白马永诚数控机床有限公司 | Automatic feeding and discharging process and mechanism for shaft workpieces |
| CN102990458A (en) * | 2012-11-26 | 2013-03-27 | 西北工业大学 | Three-dimensional automatic feeding, discharging and detecting device |
| CN203266236U (en) * | 2013-04-16 | 2013-11-06 | 天津市丰科工贸有限公司 | Feeding device of cutting machine |
| CN105081359A (en) * | 2014-05-25 | 2015-11-25 | 赵华勇 | Numerical control machine tool automatic feeding and discharging device for motor end covers |
| CN106181539A (en) * | 2016-08-31 | 2016-12-07 | 常州市运控电子股份有限公司 | A kind of mechanical hand feeding device of electric motor end cap processing |
| CN106346299A (en) * | 2016-08-31 | 2017-01-25 | 常州市运控电子股份有限公司 | Automated motor end cover CNC machining center based on robot feeding and discharging |
| CN108480662A (en) * | 2018-03-18 | 2018-09-04 | 胡君分 | A kind of cylinder cap automatic loading unloading device of digital controlled lathe |
| CN108372420A (en) * | 2018-05-02 | 2018-08-07 | 赵华勇 | A kind of shaft CNC milling machine automatic loading and unloading device |
| CN108422248A (en) * | 2018-05-15 | 2018-08-21 | 赵华勇 | A kind of axis material beveler automatic loading and unloading device |
| CN108380908A (en) * | 2018-05-24 | 2018-08-10 | 赵华勇 | A kind of hexagonal rod automatic loading unloading device of digital controlled lathe |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112108928B (en) | 2021-10-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021057736A1 (en) | Automatic feeding and discharging machining system | |
| CN2925701Y (en) | Pneumatic centering rack | |
| CN109648379B (en) | Machine tool with workpiece turning function | |
| CN111830901A (en) | Workpiece processing method and device, computer storage medium and processor | |
| CN112108928B (en) | Automatic feeding and discharging device of numerical control lathe for motor end cover | |
| CN110116327B (en) | Automatic workpiece processing method and automatic processing auxiliary equipment | |
| CN109702571B (en) | Automatic clamping device of external grinding machine | |
| CN109623054B (en) | Automatic feeding device of tapping machine | |
| CN114346690A (en) | Automatic machining machine tool for die-casting lock shell combination | |
| CN109940439B (en) | Automatic loading and unloading device for rotating shaft numerical control lathe and numerical control milling machine | |
| CN109648356B (en) | Workpiece loading and unloading method and clamping device for horizontal machining center | |
| CN210524550U (en) | Automatic change auxiliary assembly | |
| CN210756338U (en) | Multi-station special machine tool for hole machining of shaft parts | |
| CN112975518B (en) | Horizontal smoothing mechanism shared with machine tool feed shaft, machine tool and working method | |
| KR20160051974A (en) | Workpiece clamping device for engraving machine with high speed spindle | |
| CN112620664A (en) | Automatic feeding and discharging device of vertical numerical control lathe for motor cylinder | |
| CN113001399A (en) | Cylindrical grinder work piece clamping device | |
| CN112192302A (en) | Automatic loading and unloading device of numerical control machine tool for bearing outer ring | |
| CN108580929B (en) | Automatic chamfering device for bolt | |
| CN112059317A (en) | Automatic chamfering device for bolt | |
| CN114178874B (en) | Material supporting device for five-axis turn-milling and five-axis turn-milling machining center | |
| CN215279960U (en) | Automatic drilling device applied to electric tool | |
| CN112958808B (en) | Drilling machine for drilling central hole on shaft material | |
| CN109047526B (en) | Automatic loading and unloading device for punch press pressed by pressure switch contact | |
| CN219725422U (en) | Compact efficient chamfering machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20210927 Address after: 215010 first floor, building 9, No. 32, Hongxi Road, high tech Zone, Suzhou, Jiangsu Applicant after: Suzhou Junhong Intelligent Equipment Co.,Ltd. Address before: 317525 No. 390, tangling village, Dashi Town, Wenling City, Taizhou, Zhejiang Applicant before: Zhao Huayong |
|
| TA01 | Transfer of patent application right | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |