CN1117910A - Press formed product using bamboo as matrial and press forming method - Google Patents
Press formed product using bamboo as matrial and press forming method Download PDFInfo
- Publication number
- CN1117910A CN1117910A CN 95105081 CN95105081A CN1117910A CN 1117910 A CN1117910 A CN 1117910A CN 95105081 CN95105081 CN 95105081 CN 95105081 A CN95105081 A CN 95105081A CN 1117910 A CN1117910 A CN 1117910A
- Authority
- CN
- China
- Prior art keywords
- bamboo
- press forming
- thin
- resin
- chip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Abstract
This present invention provides a pressure molded plate or bar which eliminates waste of bamboo, can improve production efficiency by being simple and takes the bamboo obtained by reducing variation in density of fibers as raw materials. Long-sized divided bamboos are obtained by dividing bamboo into a plurality of bamboos in a circumferential direction and softening processing of the divided bamboos are performed. The divided bamboos are separated into a large number of extremely fine bamboos by performing compression processing to the divided bamboos to which the softening processing is performed and resin is applied to the extremely fine bamboos and molded into a boardlike or barlike state.
Description
The present invention relates to a kind of press forming product and manufacture method thereof of doing raw material production with bamboo such as press forming plate and press forming bar.
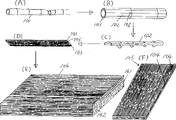
The inventor once invented in the past with bamboo and made raw material and the plate produced, and its content is disclosed among Japanese utility model application No.64-57011 and the No.2-115404.The purpose of these inventions is to utilize the bamboo material to make glued board, and attempt to obtain a kind of sheet material by following step, promptly the axis direction along bamboo 1 is cut into polylith with it, be cut into given size then, with the bamboo chip 4 that obtains a plurality of rectangles, the bamboo chip 4 that connects these rectangles with the bamboo plywood 5 that forms a lamination, and is cut the bamboo plywood 5 of this lamination to suitable thickness.
More particularly, at first shown in Fig. 5 (A) like that, bamboo 1 is cut into suitable length.Then, as Fig. 5 (B) with (C), bamboo 1 is split into the suitable bamboo chip of number along its circumferencial direction.Then,, cut the inner rim and the neighboring of bamboo, be processed into rectangle bamboo chip 4 with specific length a and Rack b as Fig. 5 (D) with (E).Therefore, shown in Fig. 5 (F), the bamboo chip 4 of multilayer rectangle is carried out lamination treatment, make a kind of plywood laminate 5 of bamboo matter thus.Say further that again the surface 41 and the back side 42 of rectangle bamboo chip 4 link together by a kind of binding agent, if necessary, can also apply suitable pressure.In the figure, the side of reference number 43 expression rectangle bamboo chips 4, then label 44 its end faces of expression, and bamboo fibre (X-direction) along the longitudinal direction extend.At last, shown in the dotted line among Fig. 5 (F) like that, bamboo matter plywood laminate 5 is cut into the thin slice with given thickness in order from illustrated top, obtain bamboo clappers 6 thus.This bamboo clappers 6 connects the bamboo chip 6 of the incision of rectangle bamboo chip 4 ' form by broad ways (Y-direction), and bamboo fibre longitudinally (X-direction) extend, the density broad ways (Y-direction) of fiber changes.In other words, the densification of surface 41 1 sides, and the back side 42 1 sides is careless.
This bamboo clappers is only made by the part bamboo, and the bamboo of other parts then has been dropped, and the manufacturing procedure complexity, aspect the increase productivity ratio certain limitation is being arranged.Specifically, as Fig. 5 (D) with (E), the inner rim and the neighboring of bamboo cut, and be processed into the square bamboo chip 4 with specific length a and Rack b, other bamboo then is dropped after the bamboo chip 4 of having taken rectangle.More more specifically, in the step that obtains rectangle bamboo chip 4, must be cut into the size a of regulation, b, and have the pressures of ground storeys like that one by one that the rectangle bamboo chip 4 of given size must be as Fig. 5 (F) shown in, therefore, the process of each step is complicated.Especially,, when b is inhomogeneous, just can when lamination, between rectangle bamboo chip 4, form the gap, therefore, also in the bamboo clappers 6 that obtains, form the gap, make bamboo clappers imperfect as the given size a of rectangle bamboo chip 4.In addition, in order to be obtained to have the rectangle bamboo chip 4 of specific length a and Rack b by hollow cylindrical bamboo, the distribution of material is difficult, and the operation of cutting also is difficult, and will abandon mass part.In the bamboo clappers 6 that obtains, fibre density is the repetition of compact tissue and careless tissue, might use development to some extent to the manufacturing of adopting this specific character, but this class application will be subjected to certain restriction.
Therefore, the purpose of a first aspect of the present invention is to improve the product of making the raw material press forming with bamboo, and this product can be made raw material and lossless with bamboo, and it does not have complicated step in producing, and has reduced the variation of fibre density.
The purpose of a second aspect of the present invention is to improve the product of making the raw material press forming with bamboo, makes it entirely have high intensity, can enough bamboo material makes and lossless, and manufacture process is uncomplicated and can reduce the variation of fibre density.
The purpose of a third aspect of the present invention provides a kind of method of product of making the press forming of material with bamboo that is easy to make, and it can eliminate the loss of bamboo material, is easier to the variation that increases productivity ratio and reduce fibre density.
A first aspect of the present invention has solved the problems referred to above by following measure, a kind of product of making the raw material press forming with bamboo promptly is provided, it comprises and a plurality ofly being squeezed and the thin bamboo plate that separates along transverse direction keeping the fiber successional while longitudinally, and resin, the method by adopting press forming connects a plurality of thin bamboo plates to form for example object with suitable shape of plate and bar by resin.
A second aspect of the present invention is by providing a kind of according to the making raw material press forming product with bamboo and solve problem of first aspect, and wherein, the product of press forming comprises by the direction of conversion bamboo fibre alternately and the composite plate of lamination.
A third aspect of the present invention addresses the above problem by following measure, promptly provides a kind of and has made the method for raw material press forming with bamboo, and this method may further comprise the steps: along the circumferential direction the bamboo material is split into multi-disc, to obtain the long bamboo chip that separates; Softening bamboo chip separately; The extruded softening bamboo chip that separates, thus on transverse direction, again the bamboo chip that separates is divided into multi-disc keeping the bamboo fibre successional while longitudinally, form a plurality of thin bamboo chips thus; Resin is coated on the thin bamboo plate and its compacting is formed suitable shape.
In the present invention, different with prior art, it is not the rectangle bamboo chip that attempt is made and lamination has given size, but the bamboo material along the circumferential direction is split into multi-disc, and the long bamboo chip that separates of extruding, be divided into a plurality of thin bamboo plates with the bamboo chip that will separate, therefore these a plurality of thin bamboo plates of press forming then needn't be cut into the size of regulation.More particularly,, only it is cut, needn't cut by size, and might effectively process, and can not abandon any part owing to material does not distribute along the direction of the fiber of bamboo material in order to obtain bamboo chip separately.Be cut in the process of a plurality of thin bamboo plates at the bamboo chip that will separate equally, only make bamboo chip separately, and do not need effectively to process simultaneously, can not abandon any part owing to material distributes by the size cutting by compression roller.In addition, owing to make bamboo chip separately softening, therefore can make bamboo chip be divided into a plurality of thin bamboo plates easily and reposefully by compression roller.After being divided into a plurality of thin bamboo plates, make the compression of these bamboo chips and be shaped, it almost is uniform making the density of bamboo fibre of the press forming spare of whole gained thus.
Describe several embodiments of the present invention with reference to the accompanying drawings in detail, among the figure:
Fig. 1 is the flow chart of the manufacture process of an embodiment;
Fig. 2 is the key diagram that is illustrated in the machining state of bamboo in the same process shown in Figure 1;
Fig. 3 is the side view that is used for the pressurizing unit of same process shown in Figure 1;
Fig. 4 is the perspective view of critical piece that is used for the building mortion of same process shown in Figure 1;
Fig. 5 is the key diagram of traditional manufacture process.
At first, Fig. 1 is the flow chart of manufacture process in one embodiment, and Fig. 2 is the key diagram that is illustrated in the machining state of the bamboo in the same process, will describe the manufacture method of product of making the press forming of material with bamboo according to priority according to these accompanying drawings below.
To cut step b as the bamboo of raw material to certain-length
As shown in Fig. 2 (A), use such as the cutting tool of saw etc. bamboo 101 is cut to a suitable length.
As spendable bamboo kind, can use Phyllostachys pubescence bamboo, Phyllostachys Bambusoideae bamboo, Phyllostachys black substance bamboo and other suitable bamboo.In traditional method,, must select to have the bamboo of suitable diameter, but then need not in the present invention so to do for dispensing materials effectively.This is cut bamboo to the step b of certain-length and handle convenient usefulness when transmitting in subsequent step and between each step, and this step also can be saved.Bamboo both can use after the peeling, also can not peeling use.Perhaps can be suitable in the step of back, bark being peelled off.
In step c, bamboo is cut open.
As Fig. 2 (B), (C) shown in, bamboo 101 along the circumferential direction is divided into suitable several of number, and obtains the long bamboo chip of cutting open 102 thus.Cut open in the step at this, can use subdivision instrument such as saw or axe etc.
In steps d, soften (in steps d 1, carry out boiling, in steps d 2, carry out destructive distillation).
The bamboo chip 102 through subdivision shown in Fig. 2 (C) is put into boiling water, carry out boiling steps d 1, so that reduce the bamboo fiber perpendicular to the bond strength on the direction longitudinally.This boiling step can be carried out in boiling water, but in about 60 to 80 ℃ hot water and digestion time be approximately 2 to 10 hours and also can achieve the goal fully.
Perhaps by heat and pressure are applied to destructive distillation steps d 2 on the bamboo chip of cutting open 102, can reduce the bamboo fiber perpendicular to the bond strength on the direction longitudinally.This destructive distillation steps d 2 can be undertaken by steam treatment, and the bamboo chip 102 that is about to cut open is put into the high pressure drier of steam type.In this drier, pressure is 3-7kg, and temperature is 110 to 190 ℃, and steam treatment was carried out 20-180 minutes.
This softening steps d also can be by adopting softening agent to reach same purpose with chemical method in order to reduce the bamboo fiber perpendicular to the bond strength on the direction longitudinally.
Be pressing steps e below.
After softening steps d, the bamboo chip 102 through cutting open is pushed by a forcing press, is divided into a plurality of thin bamboo chips 103 (seeing Fig. 2 (D)).This step also can be undertaken by using roller forcing press or other the known roller forcing press shown in Fig. 3.In brief,, can loosen bamboo fibre, it is scattered along perpendicular to the combination of direction longitudinally by applying high pressure along direction longitudinally perpendicular to the bamboo chip through cutting open 102.
As a result, keep the fiber successional while in the vertical, obtaining the thin bamboo chip 103 that a plurality of edges separate perpendicular to direction longitudinally.Because thin bamboo chip 103 obtains by extruding,, but wish that 90% of all thin bamboo plates 103 may be approximately size in the circle of 0.1-10mm for being set in a diameter so the section on vertical and transverse direction is uneven.If size less than 0.1mm, then is difficult to keep fiber continuity in the vertical.But, needn't on the whole length of the bamboo chip of cutting open 102, keep fiber continuity longitudinally, but as long as to keep continuity on the length of 10cm be enough to bamboo chip 102 separately being about.On the other hand, if size greater than 10mm, in the forming step of back, will reduce the bond strength between the thin bamboo plate 103 so, and reduce the intensity of whole plate after the press forming or bar.The sectional dimension of thin bamboo plate 103 can be adjusted by the softening degree of softening steps d with by the pressurization degree that forcing press is handled, but, when 90% in all thin bamboo plates 103 has the cross section that is in the circle that diameter is 0.5-5mm, be best from processing view.
An example of roller forcing press shown in Figure 3 is described below simply.This roller forcing press comprises the up- down rollers 33,34 that is separately positioned on front-seat a pair of up- down rollers 31,32 and is located at back row, and it is in order to by making bamboo chip 102 separately by suppressing between the upper and lower roller.Have only preceding top roll 31 that a plurality of projection 31a that form and extend vertically on its excircle are arranged,, but need on the excircle of other roller, not form these projections so that help the bamboo chip 102 that drawing separates.Yet, when when forming the stria that along the circumferential direction extends on the lower roll 32,34; Because the liquid that produces from bamboo in pressing steps is easy to drip from these grooves, this set is favourable.
Carry out insect protected, mould proof treatment step f then.
Nature, bamboo have mould proof and characteristic insect protected, but in order to strengthen this characteristic further, can take processing mould proof, insect protected to thin bamboo plate 103.Among the step f of, insect protected mould proof, thin bamboo plate 104 is immersed in the solution of mould proof, insect protected, also can on thin bamboo plate 103, spray mildew and insect proof agent at this.But, this step can be only must the time carry out, and it can save or carries out in other step.
After this, carry out drying steps g with the thin bamboo plate drying.
The purpose of this step is to remove moisture from bamboo and surrounding environment thereof, and is particularly carrying out removing the moisture that is added by mildew and insect proof agent when mildew and insect proof is handled.This step can be carried out on demand, and can save or carry out in other step.
Carry out the step h of above-mentioned bamboo chip impregnating resin then.
As the preliminary treatment of press forming, make thin bamboo chip 103 impregnated with resin.Can suitably adopt phenolic resins, carbamide resin, unsaturated polyester resin, epoxy resin and other thermosetting resin perhaps also can use thermoplastic resin as the adhesive-hardening agent of thin bamboo plate 103.For impregnating resin, thin bamboo plate 103 is immersed resin, perhaps resin is sprayed on the thin bamboo plate 103.
Carry out the press forming step I below.
Be shaped by the method for press forming through the thin bamboo plate 103 of impregnating resin and obtain bamboo clappers 104 (Fig. 2 (E)).As forming machine, can use traditional resin or plywood molding machine, more particularly, as shown in Figure 4, can use and a kind ofly thin bamboo plate 103 be put into a counterdie k and with the device of a patrix p its pressurization.The bamboo clappers 104 that obtains is assemblies that formed by a plurality of thin bamboo plates 103, these thin bamboo plates 103 are to be squeezed on the direction of crosscut and separated, thereby kept bamboo fibre continuity in the vertical, they are bonding securely by resin, and the intensity of bamboo clappers is equal to or greater than the intensity of traditional bamboo clappers.Especially, by flooding in resin, resin infiltrates bamboo fibre, and thin bamboo plate 103 is connected with each other, and also adds the intensity of resin thus except bamboo fibre intensity in the vertical, like this bamboo fibre vertically on demonstrated sizable intensity.Simultaneously, in Fig. 4, make thin bamboo plate 103 longitudinally aim at and put into counterdie, in the bamboo clappers 104 that is shaped, the direction of thin bamboo plate 103 is aimed at along same direction, but,, also can obtain to have the bamboo clappers of the thin bamboo plate 103 of intersection sometimes by there not being the thin bamboo plate 103 of aligning direction to put into counterdie.
The shape and size of bamboo clappers 104 be can suitably change by changing mould, and bigger plate of the thickness that in Fig. 2 (E), marks or the bar (post) that marks by label 142 also can be produced by label 141.After bamboo clappers 104 forms,, can obtain suitable thickness or bar (post) by cutting step.Except as the building structural member such as wall and stay material, the plate or the bar of the press forming of being made by the bamboo of gained can also be used for various purposes.
In addition, other sheet material on the surface of the bamboo clappers 104 that forms or the back side can laminations.Other sheet material can comprise timber, synthetic resin, paper and the wooden boards shown in the prior art (the bamboo lamination is cut to the glued board 5 of suitable thickness).At the bamboo lumber shown in the prior art the beautiful outward appearance of bamboo is arranged from the teeth outwards,, can when strengthening intensity and improving production capacity, obtain to have the bamboo clappers of original aesthetic property of bamboo by under this surface, carrying out lamination.Therefore, when obtaining the aesthetic property on surface in the bamboo lumber at prior art, the cutting thickness of bamboo plywood laminate 5 can be thinner relatively, is approximately 0.2-10mm.The press forming product that has beautiful bamboo in its surface that so obtains can be strengthened decorating as the building structural member of for example wall and pillar the time and puts fruit.
In addition, shown in Fig. 2 (F), bamboo plywood 105 also can be made by the bamboo clappers 104 of a plurality of formation of lamination.More particularly, at the surface of bamboo clappers 104 and the back of the body of another bamboo clappers 104 and between adhesive stripe-coating and if necessary, also apply suitable pressure the side linked up.In order to carry out this lamination, can use traditional lumber layer press.At this moment, the thin bamboo plate 103 of using (direction of bamboo fibre) alignment in a certain direction is as bamboo clappers 104, and the direction difference of thin bamboo plate 103 between adjacent bamboo clappers 104,104.That is to say, along the bamboo clappers 104 of vertical reinforcement of fiber vertically reach horizontally set (be in vertical direction in the drawings and transversely be provided with two-layer, but also can be three layers or more multi-layered, by longitudinally, vertical direction, the mode that vertically replaces is provided with, or the like, the composite bed that promptly replaces), can make the intensity of bamboo plywood 105 all even on all directions like this.Therefore, this glued board can be used for building structural member and other purposes, as concrete panel, to solve particularly forest reserves problem of shortage.
Simultaneously, as mentioned above, when thin bamboo plate 103 is put into mould, during in order to press forming, by make its with replace vertically be arranged to two-layer with horizontal direction and to replace vertically, mode horizontal and vertical direction is arranged to three layers, so that alternately form the multi-layer thin bamboo chip, can produce bamboo plywood 105 by once-forming.
In said method, make the plate of the press forming that material obtains and the traditional problem that bar has solved the bamboo material with bamboo, make inherent characteristic (the fungi-proofing performance of bamboo self simultaneously, fungicidal properties, be easy to burn, by using the short bamboo of growth cycle to prevent the shortage of the forest reserves, or the like) the maximum effect of performance.According to the shape of the mould that is used to be shaped, can form other shape except that plate and bar.
Therefore, a first aspect of the present invention provides a kind of and has made the product of the press forming of material with bamboo, and it can use bamboo to make raw material and lossless, and this product can reduce the variable density of fiber with uncomplicated operation manufacturing.
A second aspect of the present invention provides a kind of and has made the product of the press forming of raw material with bamboo, and it can be made raw material with bamboo and make in uncomplicated operation losslessly, and this product has reduced on the variable density of fiber and the whole plate and has high intensity.
A third aspect of the present invention provide a kind of be easy to produce with bamboo make material and the method for the product of press forming, this method is easy to implement and high production efficiency is arranged, and does not have the loss of bamboo material, and has reduced the variable density of fiber.
Claims (3)
1. product of making the raw material press forming with bamboo, comprise and a plurality ofly on transverse direction, being squeezed and the thin bamboo plate that separates keeping the fiber successional while longitudinally, and resin, therefore, by connecting a plurality of thin bamboo plates with resin, make it form for example suitable shape of plate and bar by the method for press forming.
2. according to claim 1ly make raw-material press forming product, it is characterized in that described press forming product comprises the composite plate that is laminated into by the direction that alternately changes bamboo fibre with bamboo.
3. make raw-material method for press forming with bamboo for one kind, may further comprise the steps: along the circumferential direction the bamboo material is split into multi-disc, to obtain the long bamboo chip of cutting open; The softening bamboo chip of cutting open; The extruded softening bamboo chip of cutting open, it is a plurality of that it is divided on transverse direction, keeps bamboo fibre continuity in the vertical simultaneously, forms a plurality of thin bamboo chips thus; Resin is coated on a plurality of thin bamboo plates; And its compacting is formed a suitable shape.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP104664/94 | 1994-04-19 | ||
| JP10466494A JPH07285105A (en) | 1994-04-19 | 1994-04-19 | Pressure molded product and pressure molding method by taking bamboo as raw material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1117910A true CN1117910A (en) | 1996-03-06 |
Family
ID=14386741
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 95105081 Pending CN1117910A (en) | 1994-04-19 | 1995-04-18 | Press formed product using bamboo as matrial and press forming method |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPH07285105A (en) |
| CN (1) | CN1117910A (en) |
| TW (1) | TW272160B (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1077836C (en) * | 1997-01-13 | 2002-01-16 | 洪志焜 | Method for making bamboo dining plate and its structure |
| GB2501564A (en) * | 2012-04-28 | 2013-10-30 | Road Solutions Ltd | Reinforcing structure, eg for paved structures, with bamboo fibres |
| CN107921657A (en) * | 2015-08-14 | 2018-04-17 | J·尼德兰德 | Rod piece |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2826901B1 (en) * | 2001-07-09 | 2004-10-22 | Dominique Savariau | PROCESS FOR MANUFACTURING VEGETABLE FIBER SHAPED PARTS |
| US6722093B2 (en) | 2002-01-28 | 2004-04-20 | Gerard Dauplay | Bamboo tile and method for manufacturing the same |
| JP4699197B2 (en) * | 2005-12-20 | 2011-06-08 | 株式会社豊夢 | Bamboo burying member manufacturing method and manufacturing apparatus thereof |
| JP2007283661A (en) * | 2006-04-18 | 2007-11-01 | Aichi Prefecture | Manufacturing method of bamboo fiber molded product |
| JP4791437B2 (en) * | 2007-11-29 | 2011-10-12 | 昭博 酒井 | Bamboo glulam and its manufacturing method |
| CN103148334B (en) * | 2013-03-13 | 2016-01-13 | 国际竹藤中心 | A kind of whole Zhang Huazhu restraints veneer and overlength bamboo bundle laminated veneer lumber |
| CN105834681A (en) * | 2016-04-19 | 2016-08-10 | 浙江味老大工贸有限公司 | Manufacturing process of salad bowl |
| CN114905594A (en) * | 2022-06-09 | 2022-08-16 | 杨启庆 | Bamboo board and production method thereof |
-
1994
- 1994-04-19 JP JP10466494A patent/JPH07285105A/en active Pending
-
1995
- 1995-04-10 TW TW84103425A patent/TW272160B/zh active
- 1995-04-18 CN CN 95105081 patent/CN1117910A/en active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1077836C (en) * | 1997-01-13 | 2002-01-16 | 洪志焜 | Method for making bamboo dining plate and its structure |
| GB2501564A (en) * | 2012-04-28 | 2013-10-30 | Road Solutions Ltd | Reinforcing structure, eg for paved structures, with bamboo fibres |
| GB2501564B (en) * | 2012-04-28 | 2014-10-15 | Road Solutions Ltd | Reinforcing structure |
| CN107921657A (en) * | 2015-08-14 | 2018-04-17 | J·尼德兰德 | Rod piece |
| US10920423B2 (en) | 2015-08-14 | 2021-02-16 | Joern NIEDERLAENDER | Method for producing a bar element |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH07285105A (en) | 1995-10-31 |
| TW272160B (en) | 1996-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1094413C (en) | Hot press | |
| CN1020559C (en) | Laminated material and process for mfg. same | |
| CN1297376C (en) | Method for producing three-D flexible deformable surface element | |
| US8663769B2 (en) | Bamboo oriented strand board and method for manufacturing the same | |
| CN101036994A (en) | Laminated sheets of tabasheer core layer and the outer bamboo bottom layer and the processing method | |
| WO2010032080A1 (en) | Manufactured wood product and methods for producing the same | |
| CN1117910A (en) | Press formed product using bamboo as matrial and press forming method | |
| CN1498153A (en) | Modified wood product and process for preparation thereof | |
| WO2004056542A1 (en) | Compressed wood product and manufacture | |
| WO2010082137A1 (en) | Manufactured wood product and methods for producing the same | |
| CN1633352A (en) | Bamboo veneer and method for its manufacture | |
| CA2642349A1 (en) | Bamboo beam and process | |
| CN1178786C (en) | Laminated sheet material and method for making same | |
| CN101314228A (en) | Bamboo wood reinforced sheet material and disposal multi-layer integrated manufacturing method | |
| CN1569409A (en) | Bamboo and wood alternately arranged composite board and its manufacturing method | |
| CN2261329Y (en) | Bamboo-wood composite multi-ply | |
| RU2335391C2 (en) | Method of front decorative panel production | |
| CN1253072A (en) | Technology for manufacturing structural materials or boards with wood fibre stem or stalk | |
| CA3037327C (en) | Method for manufacturing high-density wood laminate material | |
| CN1031897C (en) | Film-covered bamboo fiber board for building shuttering and mfg. method thereof | |
| CN1463837A (en) | Process for manufacturing base plate using small caliber bamboo wood | |
| CN1380166A (en) | Banana tree pseudobark laminated board and its preparation process | |
| US8021508B2 (en) | Method for producing wood fibre boards | |
| CN100532038C (en) | Bamboo parquet plate and its manufacturing method | |
| JP2000190308A (en) | Sliced veneer and its manufacture |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C01 | Deemed withdrawal of patent application (patent law 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication |