CN111776752A - High-efficient accurate bowl dish inventory piles up device - Google Patents
High-efficient accurate bowl dish inventory piles up device Download PDFInfo
- Publication number
- CN111776752A CN111776752A CN202010867539.2A CN202010867539A CN111776752A CN 111776752 A CN111776752 A CN 111776752A CN 202010867539 A CN202010867539 A CN 202010867539A CN 111776752 A CN111776752 A CN 111776752A
- Authority
- CN
- China
- Prior art keywords
- conveying
- conveying mechanism
- counting
- dishes
- efficient
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000007246 mechanism Effects 0.000 claims abstract description 43
- 230000005540 biological transmission Effects 0.000 claims description 16
- 230000003139 buffering effect Effects 0.000 claims description 4
- 230000005611 electricity Effects 0.000 claims description 3
- 238000000034 method Methods 0.000 abstract description 12
- 230000007723 transport mechanism Effects 0.000 description 12
- 229920000877 Melamine resin Polymers 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 238000011112 process operation Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G57/00—Stacking of articles
- B65G57/32—Stacking of articles characterised by stacking during transit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G43/00—Control devices, e.g. for safety, warning or fault-correcting
- B65G43/08—Control devices operated by article or material being fed, conveyed or discharged
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Stacking Of Articles And Auxiliary Devices (AREA)
- Branching, Merging, And Special Transfer Between Conveyors (AREA)
Abstract
The invention discloses an efficient and accurate dish counting and stacking device which comprises a first frame and a plurality of second frames, wherein the second frames are arranged on the discharge side of the first frame in parallel; the first frame is provided with a first conveying mechanism, the second frame is provided with a second conveying mechanism, each second conveying mechanism is arranged corresponding to one of the diversion channels in the first conveying mechanism, and the second conveying mechanisms are lower than the diversion channels of the first conveying mechanisms; counting devices for counting the passing bowls and dishes are arranged on two sides of the outlet end of the flow dividing channel; the counting and stacking device further comprises an electric cabinet, and the output end of the counting device is connected with the input end of the electric cabinet. The invention realizes the quick counting and stacking of bowls, dishes and dishes, has high counting accuracy, high stacking efficiency and accuracy, has no damage in the stacking and conveying process, and improves the working efficiency on the basis of ensuring the completeness of the bowls, the dishes and the dishes.
Description
Technical Field
The invention relates to the technical field of auxiliary batch treatment devices for catering dish plates, in particular to a high-efficiency and accurate dish plate counting and stacking device.
Background
Collective canteens, cafeterias, and tableware sanitizers are required to stack a large number of dishes in a single separated state each day, and then dispense and dispense the dishes. The existing operation method is that bowls and dishes are manually stacked from a separated state, so that the efficiency is low, the sanitation is influenced, the manual labor intensity is high, and the personnel cost is high.
Chinese patent CN211002097U discloses a stacker for automatically counting bowls and dishes, which separates bowls and dishes independently by a separating device and a conveying device, then drops the bowls and dishes onto a bowl receiving platform by a sliding transition device, and counts during the process of dropping the bowls and dishes. The device improves the working efficiency, but still has a plurality of defects: 1) the specifications of bowls and dishes on each use site are various, and the current technology cannot realize the stacking and conveying of bowls and dishes with various specifications and varieties; 2) the existing conveying belt has the defects that the counting precision is not high due to the fact that the upper-level direct conveying stacking and the point sensor are not arranged properly; 3) different displacement inertia appears in the product of different specifications, and connect and do not have buffer gear on the bowl platform, lead to bowl dish to pile up the state unstability easily, appear piling up fall and damaged phenomenon, influence processes such as follow-up processing packing, can't guarantee the intact of bowl dish, influence treatment effeciency.
Disclosure of Invention
The invention aims to provide an efficient and accurate dish counting and stacking device.
In order to solve the technical problems, the technical scheme adopted by the invention is as follows.
A high-efficiency and accurate dish counting and stacking device comprises a first conveying mechanism for conveying and distributing dishes and a plurality of second conveying mechanisms which are arranged on the discharge side of the first conveying mechanism in parallel and used for buffering, receiving, transferring and stacking the dishes, wherein each second conveying mechanism is arranged corresponding to one distribution channel in the first conveying mechanism, and the second conveying mechanisms are lower than the distribution channels of the first conveying mechanism; counting devices for counting the passing bowls and dishes are arranged on two sides of the outlet end of the flow dividing channel; the counting and stacking device further comprises an electric cabinet used for respectively controlling the first conveying mechanism and the second conveying mechanism to work, and the output end of the counting device is connected with the input end of the electric cabinet.
Above-mentioned high-efficient accurate bowl dish is counted and is piled up device, first transport mechanism is including setting up the drive arrangement of a conveyer belt, two pivot and the work of drive conveyer belt on a frame, and both ends around a frame are installed through a pair of bearing frame respectively to two pivots, and a conveyer belt cover is established in two pivots, and one of them pivot is connected with drive arrangement's output.
Above-mentioned high-efficient accurate bowl dish inventory piles up device is provided with a plurality of on the frame that is located a conveyer belt top and is used for divideing the reposition of redundant personnel baffle that leads to the bowl dish on a conveyer belt, forms the reposition of redundant personnel passageway between adjacent reposition of redundant personnel baffle.
Above-mentioned high-efficient accurate bowl dish inventory piles up device, the device of counting is installed in the bottom of reposition of redundant personnel baffle, and the device of counting of a pair of every reposition of redundant personnel passageway both sides forms a set of correlation counter, and the output of correlation counter is through the input of wire connection electric cabinet.
The efficient and accurate bowl and dish counting and stacking device comprises a second conveying mechanism, two second rotating shafts and a driving device, wherein the second conveying mechanism comprises a second conveying belt, the two second rotating shafts and the driving device, the second conveying belt is arranged on a second frame, the two second rotating shafts are arranged on the second frame in parallel through a group of bearing seats respectively, and the second conveying belt is sleeved on the two second rotating shafts; the second conveyer belt above the second two rotating shafts is in a loose state.
Above-mentioned high-efficient accurate bowl dish inventory piles up device, first transport mechanism and second transport mechanism syntropy set up, and No. two pivot heights that are close to first transport mechanism are less than No. two pivot heights of keeping away from first transport mechanism.
The high-efficiency and accurate bowl and dish counting and stacking device comprises a motor, a transmission chain and two gears arranged at the outer end of a rotating shaft and the output shaft end of the motor, wherein the transmission chain is wound on the two gears in a sleeved mode and is meshed with the gears; and the controlled end of the motor is respectively connected with the output end of the electric cabinet.
Above-mentioned high-efficient accurate bowl dish inventory piles up device, the top of electric cabinet is equipped with the digital display screen, and the digital display screen is connected with the electric cabinet electricity.
Due to the adoption of the technical scheme, the technical progress of the invention is as follows.
The invention realizes rapid counting and stacking, has high counting accuracy, high stacking efficiency and accuracy and no damage in the stacking and conveying process, effectively overcomes the counting error and the stacking dislocation error caused by the inconsistency of the surface refractive indexes or the external dimensions of various materials such as stainless steel, melamine, plastic and the like, has no damage in the conveying process after stacking, has high working efficiency and reliable structure, reduces the labor cost and improves the sanitary environment.
Drawings
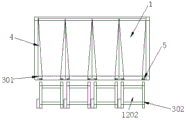
FIG. 1 is a side view of the present invention.
Fig. 2 is a partial top view of the components of the present invention.
Fig. 3 is a partial front view of the invention.
FIG. 4 is a schematic cross-sectional view of a counting device according to the present invention.
Fig. 5 is a partial front view of the invention.
FIG. 6 is a schematic diagram of the wiring pins inside the electric cabinet of the present invention.
In the figure: 1-a flow-splitting channel; 2, an electric cabinet; 301-frame number one; 302-frame No. two; 4-a splitter baffle; 5-counting means; 6-a buffer device; 7-a digital display screen; 801-motor number one; motor number 802-two; 9-a sensor; 901-side hole; 10-a drive chain; 11-a bearing seat; 1201-conveyor belt number one; 1202-conveyor belt number two; 13-a gear; 1401-a spindle; 1402-second rotating shaft.
Detailed Description
The present invention will be described in further detail with reference to the accompanying drawings and specific embodiments.
An efficient and accurate dish inventory stacking device is structurally shown in fig. 1-2 and comprises an electric cabinet 2, a digital display screen 7, a first frame 301 and a plurality of second frames 302, wherein the second frames 302 are arranged on the discharge side of the first frame 301 in parallel; the electric cabinet sets up on a frame, and digital display screen 7 is located the electric cabinet top, and the controlled end of digital display screen is connected with the output electricity of electric cabinet.
The first frame 301 is provided with a first conveying mechanism for conveying and distributing the dishes; a second conveying mechanism is arranged on the second frame 302 and is used for buffering and receiving the bowls and dishes and conveying the stacked bowls and dishes; every second transport mechanism corresponds a reposition of redundant personnel passageway setting in the first transport mechanism respectively, and second transport mechanism is less than the reposition of redundant personnel passageway of first transport mechanism to can fall on the second transport mechanism with the parabola track after the dish on the first transport mechanism exports.
The first conveying mechanism is structurally shown in fig. 1 and 3 and comprises a first conveying belt 1201, two first rotating shafts 1401 and a driving device for driving the first conveying belt to work, wherein the two first rotating shafts 1401 are respectively installed at the front end and the rear end of a first frame through a pair of bearing seats, the first conveying belt 1201 is sleeved on the two first rotating shafts 1401, and one first rotating shaft is connected with the output end of the driving device.
The driving device of the first transmission mechanism comprises a first motor 801, a first transmission chain 10 and two gears 13 arranged at the outer end of the rotating shaft and the output shaft end of the motor, and the transmission chain is wound on the two gears in a sleeved mode and is meshed with the gears; the controlled end of the first motor is connected with the output end of the electric cabinet.
A plurality of diversion baffles 4 are arranged on the first frame above the first conveyor 1201, and diversion channels 1 are formed between adjacent diversion baffles, as shown in fig. 2 and 3, and are used for diverting and guiding the dishes on the first conveyor.
The second transmission mechanism is configured as shown in fig. 1, fig. 2 and fig. 5, and includes a second transmission belt 1202, two second rotation shafts 1402 and a driving device, wherein the two second rotation shafts 1402 are respectively disposed on the second frame in parallel through a set of bearing seats, and the second transmission belt 1202 is sleeved on the two second rotation shafts 1402.
In the invention, the first conveying mechanism and the second conveying mechanism are arranged in the same direction, the height of the second rotating shaft 1402 close to the first conveying mechanism is lower than that of the second rotating shaft 1402 far away from the first conveying mechanism, and the second conveying belt above the two second rotating shafts 1402 is in a loose state. Because the initial state of No. two conveyer belts 1202 is the non-tight state, when the bowl dish falls on the non-tight state No. two conveyer belts 1202, the non-tight state No. two conveyer belts 1202 forms a buffering effect to the bowl dish of whereabouts, can effectually avoid the bowl dish to strike No. two conveyer belts 1202 surface and bounce under the action of gravity, make the bowl dish keep the position of first contact No. two conveyer belts 1202 not to take place the displacement after falling, improve the accurate nature when piling up.
The driving device of the second transmission mechanism comprises a second motor 802, a second transmission chain 10 and two gears 13 arranged at the outer end of the rotating shaft and the output shaft end of the motor, and the transmission chain is wound on the two gears in a sleeved mode and is meshed with the gears; the controlled end of the second motor 802 on each second transmission mechanism is respectively connected with the output end of the electric cabinet.
The exit end both sides of each reposition of redundant personnel passageway all are provided with the device of counting 5 on a frame for count the bowl dish that singly passes through, the device of counting is installed in the bottom of reposition of redundant personnel baffle, and a pair of device of counting of every reposition of redundant personnel passageway both sides forms a set of correlation counter, and the input of electric cabinet is connected through the wire to the output of correlation counter.
A cavity is arranged in the counting device 5, a sensor 9 is arranged in the cavity, a side hole 901 is arranged on the side wall of the counting device 5 corresponding to the sensor 9, and as shown in fig. 4, a lead of the sensor penetrates through the side hole and then is electrically connected with the electric cabinet 2. After the sensors 9 in the two point devices 5 on the two sides of the flow distribution channel are mutually opposite, the dish plates needing to be stacked move along with the first conveying belt 1201 and shield the optical axis between the two sensors 9, and the sensors 9 output electric signals to the electric cabinet 2. The electric cabinet 2 receives and processes the electric signal of the sensor 9, controls the opening and closing of the second motor 802 according to the number of bowls and dishes detected by the sensor and the set stacking limit value, and displays the current point number value through the digital display screen 7.
In the invention, the electric cabinet 2 is selected as an ST96 counter, the sensor 9 is selected as an OMRON ohm dragon correlation type photoelectric E3Z-T61 sensor 9, three pins of the sensor 9 are respectively and electrically connected with an anode pin, a cathode pin and an accumulated signal pin in the electric cabinet 2, and two pins of the second motor 802 are respectively and electrically connected with a normally open pin and a 220V power supply anode in the electric cabinet 2, as shown in figure 6.
When the counting and stacking process is carried out, dishes are scattered one by one and are not placed and are conveyed to the first conveying belt 1201 through the front-end conveying device, the electric cabinet controls the first motor 801 to be electrified to work, the first rotating shaft 1401 is driven to rotate through the first transmission chain 10, the first conveying belt 1201 is driven by the first rotating shaft 1401 to carry the dishes to move, the dishes are guided and constrained by the diversion baffle 4 and fall onto the second conveying belt 1202 one by one in each diversion channel 1 of the regular diversion channel, and the dishes are stacked.
In the process, the first conveying belt 1201 is higher than the second conveying belt 1202, the bowl and dish plates fall onto the second conveying belt 1202 from the first conveying belt 1201, under the action of conveying inertia of the first conveying belt 1201, the bowl and dish plates fall onto the second conveying belt 1202 in a parabola mode, the two second rotating shafts 1402 are different in horizontal height, the second rotating shaft 1402 close to the first frame 301 is lower than the other second rotating shaft 1402, the surfaces of the second conveying belts 1202 sleeved on the two second rotating shafts 1402 are arranged in an inclined plane mode, the falling bowl and dish plates can be stably supported by the second conveying belt 1202 in the inclined state, and the phenomenon that the stacked bowl and dish plates are toppled due to inertia impact of the falling bowl and dish plates is avoided.
At the in-process of first transport mechanism reposition of redundant personnel conveying bowl dish, every bowl dish is through when device of counting 5, sensor 9 spreads into the signal into in electric cabinet 2 and the record of counting, when piling up quantity and reacing predetermined number of counting value, electric cabinet 2 control No. two motor 802 circular telegram work, it is rotatory to drive No. two pivot 1402 through second drive chain 10, No. two conveyer belts 1202 carry the bowl dish that has piled up under the drive of No. two pivot 1402 and move to next process operation position, accomplish the point and pile up.
The invention realizes the quick transmission, counting and stacking of the dish plates, has high counting accuracy, high stacking efficiency and accuracy, has no damage in the stacking and conveying process, effectively overcomes the counting error and the stacking dislocation error caused by the inconsistency of the surface refractive indexes or the external dimensions of various materials such as stainless steel, melamine, plastic and the like, has no damage in the conveying process after stacking, has high working efficiency and reliable structure, reduces the labor cost and improves the sanitary environment.
It will be evident to those skilled in the art that the invention is not limited to the details of the foregoing illustrative embodiments, and that the present invention may be embodied in other specific forms without departing from the spirit or essential attributes thereof. The present embodiments are therefore to be considered in all respects as illustrative and not restrictive, the scope of the invention being indicated by the appended claims rather than by the foregoing description, and all changes which come within the meaning and range of equivalency of the claims are therefore intended to be embraced therein, and any reference signs in the claims are not intended to be construed as limiting the claim concerned.
Claims (8)
1. The utility model provides a high-efficient accurate bowl dish inventory piles up device which characterized in that: the dish conveying device comprises a first conveying mechanism for conveying and distributing dishes and a plurality of second conveying mechanisms which are arranged on the discharge side of the first conveying mechanism in parallel and used for buffering, receiving and conveying stacked dishes, wherein each second conveying mechanism is arranged corresponding to one distributing channel in the first conveying mechanism, and the second conveying mechanism is lower than the distributing channel of the first conveying mechanism; the two sides of the outlet end of the flow dividing channel are provided with counting devices (5) for counting the passing bowls and dishes; the counting and stacking device further comprises an electric cabinet (2) used for respectively controlling the first conveying mechanism and the second conveying mechanism to work, and the output end of the counting device (5) is connected with the input end of the electric cabinet.
2. An efficient and accurate dish count stacking device according to claim 1, wherein: the first conveying mechanism comprises a first conveying belt (1201) arranged on a first frame (301), two first rotating shafts (1401) and a driving device for driving the first conveying belt to work, the two first rotating shafts (1401) are respectively installed at the front end and the rear end of the first frame through a pair of bearing seats, the first conveying belt (1201) is sleeved on the two first rotating shafts (1401), and one first rotating shaft is connected with the output end of the driving device.
3. An efficient and accurate dish count stacking device according to claim 2, wherein: a plurality of diversion baffles (4) used for diverting and guiding the bowls and dishes on the first conveying belt are arranged on the first frame above the first conveying belt, and diversion channels are formed between every two adjacent diversion baffles.
4. An efficient and accurate dish count stacking device according to claim 3, wherein: the counting device is arranged at the bottom end of the shunting baffle, a pair of counting devices on two sides of each shunting channel form a group of correlation counters, and the output ends of the correlation counters are connected with the input end of the electric cabinet through a lead.
5. An efficient and accurate dish count stacking device according to claim 1, wherein: the second conveying mechanism comprises a second conveying belt (1202), two second rotating shafts (1402) and a driving device, the second conveying belt (1202) is arranged on the second frame (302), the two second rotating shafts (1402) are arranged on the second frame in parallel through a group of bearing seats respectively, and the second conveying belt (1202) is sleeved on the two second rotating shafts (1402); the second conveyer belt above the two second rotating shafts (1402) is in a loose state.
6. An efficient and accurate dish count stacking device according to claim 5, wherein: the first conveying mechanism and the second conveying mechanism are arranged in the same direction, and the height of a second rotating shaft (1402) close to the first conveying mechanism is lower than that of a second rotating shaft (1402) far away from the first conveying mechanism.
7. An efficient and accurate dish count stacking device according to claim 2 or 5, wherein: the driving device comprises a motor, a transmission chain and two gears arranged at the outer end of the rotating shaft and the output shaft end of the motor, and the transmission chain is wound on the two gears and meshed with the gears; and the controlled end of the motor is respectively connected with the output end of the electric cabinet.
8. An efficient and accurate dish count stacking device according to claim 1, wherein: the top of electric cabinet is equipped with the digital display screen, and the digital display screen is connected with the electric cabinet electricity.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2020100725815 | 2020-01-21 | ||
| CN202010072581.5A CN111153219A (en) | 2020-01-21 | 2020-01-21 | High-efficient accurate bowl dish inventory piles up device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111776752A true CN111776752A (en) | 2020-10-16 |
Family
ID=70565464
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010072581.5A Pending CN111153219A (en) | 2020-01-21 | 2020-01-21 | High-efficient accurate bowl dish inventory piles up device |
| CN202010867539.2A Pending CN111776752A (en) | 2020-01-21 | 2020-08-26 | High-efficient accurate bowl dish inventory piles up device |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010072581.5A Pending CN111153219A (en) | 2020-01-21 | 2020-01-21 | High-efficient accurate bowl dish inventory piles up device |
Country Status (1)
| Country | Link |
|---|---|
| CN (2) | CN111153219A (en) |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4034846A (en) * | 1975-04-25 | 1977-07-12 | Bunting Magnetics Company | Method and apparatus for providing automatic stacking of manufactured parts |
| DE4205923A1 (en) * | 1992-02-26 | 1993-09-02 | Premark Feg Corp | DEVICE FOR STACKING BOWLS OR THE LIKE, IN PARTICULAR DISHWELL BOWLS |
| US5720593A (en) * | 1994-09-19 | 1998-02-24 | Arr-Tech Manufacturing, Inc. | Apparatus and method of counting, inspecting and stacking planar food products |
| US20040086370A1 (en) * | 2002-10-31 | 2004-05-06 | Randy Golden | System and method for stacking a predeterminded number of nestable objects |
| TWM297230U (en) * | 2005-12-29 | 2006-09-11 | Winner Environmental Technolog | Automatic flushing, drying, collecting device |
| CN202575208U (en) * | 2012-04-05 | 2012-12-05 | 芜湖诚拓汽车零部件有限公司 | Heightened conveying device |
| CN203181595U (en) * | 2013-03-04 | 2013-09-11 | 奇瑞重工股份有限公司 | Lifting device of maize harvesting machine |
| CN203833207U (en) * | 2014-03-21 | 2014-09-17 | 达尔嘉(广州)标识设备有限公司 | Conveying mechanism for allocating device |
| CN104310035A (en) * | 2014-09-30 | 2015-01-28 | 上海金谦机械技术有限公司 | Pacifier feeding, conveying and neatening line |
| CN204528475U (en) * | 2015-04-09 | 2015-08-05 | 湖北鑫来利陶瓷发展有限公司 | Automatic some brick machine |
| CN105599990A (en) * | 2015-10-30 | 2016-05-25 | 同福碗粥股份有限公司 | Feedstock conveying mechanism with framing auxiliary mechanism |
| CN108373048A (en) * | 2018-05-14 | 2018-08-07 | 浙江荣平建材科技有限公司 | A kind of bituminized shingle automatic stacking transport system |
| CN110353597A (en) * | 2019-08-19 | 2019-10-22 | 厦门申颖科技有限公司 | Tableware recycles automated programming system and processing method |
| CN212291979U (en) * | 2020-01-21 | 2021-01-05 | 广西南宁富翔科技有限公司 | High-efficient accurate bowl dish inventory piles up device |
-
2020
- 2020-01-21 CN CN202010072581.5A patent/CN111153219A/en active Pending
- 2020-08-26 CN CN202010867539.2A patent/CN111776752A/en active Pending
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4034846A (en) * | 1975-04-25 | 1977-07-12 | Bunting Magnetics Company | Method and apparatus for providing automatic stacking of manufactured parts |
| DE4205923A1 (en) * | 1992-02-26 | 1993-09-02 | Premark Feg Corp | DEVICE FOR STACKING BOWLS OR THE LIKE, IN PARTICULAR DISHWELL BOWLS |
| US5720593A (en) * | 1994-09-19 | 1998-02-24 | Arr-Tech Manufacturing, Inc. | Apparatus and method of counting, inspecting and stacking planar food products |
| US20040086370A1 (en) * | 2002-10-31 | 2004-05-06 | Randy Golden | System and method for stacking a predeterminded number of nestable objects |
| TWM297230U (en) * | 2005-12-29 | 2006-09-11 | Winner Environmental Technolog | Automatic flushing, drying, collecting device |
| CN202575208U (en) * | 2012-04-05 | 2012-12-05 | 芜湖诚拓汽车零部件有限公司 | Heightened conveying device |
| CN203181595U (en) * | 2013-03-04 | 2013-09-11 | 奇瑞重工股份有限公司 | Lifting device of maize harvesting machine |
| CN203833207U (en) * | 2014-03-21 | 2014-09-17 | 达尔嘉(广州)标识设备有限公司 | Conveying mechanism for allocating device |
| CN104310035A (en) * | 2014-09-30 | 2015-01-28 | 上海金谦机械技术有限公司 | Pacifier feeding, conveying and neatening line |
| CN204528475U (en) * | 2015-04-09 | 2015-08-05 | 湖北鑫来利陶瓷发展有限公司 | Automatic some brick machine |
| CN105599990A (en) * | 2015-10-30 | 2016-05-25 | 同福碗粥股份有限公司 | Feedstock conveying mechanism with framing auxiliary mechanism |
| CN108373048A (en) * | 2018-05-14 | 2018-08-07 | 浙江荣平建材科技有限公司 | A kind of bituminized shingle automatic stacking transport system |
| CN110353597A (en) * | 2019-08-19 | 2019-10-22 | 厦门申颖科技有限公司 | Tableware recycles automated programming system and processing method |
| CN212291979U (en) * | 2020-01-21 | 2021-01-05 | 广西南宁富翔科技有限公司 | High-efficient accurate bowl dish inventory piles up device |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111153219A (en) | 2020-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3978571A (en) | Apparatus for assembling storage battery plates and separators | |
| CN105620820A (en) | High-speed bag aligning, boxing and falling bin mechanism | |
| CN212291979U (en) | High-efficient accurate bowl dish inventory piles up device | |
| CN214140232U (en) | Full-automatic meal separating machine | |
| CN111846773A (en) | Bucket elevator for vertical feeding | |
| CN106586093B (en) | Stacking machine | |
| CN111776752A (en) | High-efficient accurate bowl dish inventory piles up device | |
| CN108328020B (en) | Accurate weighing and sub-packaging machine for welding rods | |
| CN213801468U (en) | V-shaped differential belt conveying device | |
| CN111169701A (en) | Automatic sheet material packaging blanking equipment | |
| CN212424502U (en) | Auxiliary feeding device of chip testing and sorting machine | |
| CN113955172B (en) | Full-automatic high-speed pillow type packaging machine | |
| CN111674633B (en) | Medicine bubble plate stacking device and using method thereof | |
| CN214690432U (en) | Tableware combination stacking device | |
| CN109775015A (en) | A kind of double pointed bulb packing machine | |
| CN104701221A (en) | Non-tube-tray type error-free ordered automatic semiconductor feeding device | |
| CN112473774B (en) | Automatic rice selling machine | |
| CN112758407A (en) | Tableware combination stacking device | |
| CN204871705U (en) | Automatic cartoning machine feeding reason bottle carousel | |
| CN106986061B (en) | Candy arranging device of candy packaging machine | |
| CN220997117U (en) | Automatic reason material combination equipment of weighing | |
| CN111674632B (en) | Medicine bubble cap plate non-blocking stacking mechanism and using method thereof | |
| US3127820A (en) | Machines for counting and stacking tiles or other products | |
| CN112278750A (en) | Full-automatic meal separating machine | |
| CN221138825U (en) | Cover blanking machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CB03 | Change of inventor or designer information | ||
| CB03 | Change of inventor or designer information |
Inventor after: Pang Jiayu Inventor before: Xue Junsheng |