CN110238552B - 一种确保空间异型管相对位置尺寸的装置及方法 - Google Patents
一种确保空间异型管相对位置尺寸的装置及方法 Download PDFInfo
- Publication number
- CN110238552B CN110238552B CN201910567786.8A CN201910567786A CN110238552B CN 110238552 B CN110238552 B CN 110238552B CN 201910567786 A CN201910567786 A CN 201910567786A CN 110238552 B CN110238552 B CN 110238552B
- Authority
- CN
- China
- Prior art keywords
- positioning
- assembly
- precooler
- mounting
- shaft pin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by any single one of main groups B23K1/00 - B23K28/00
- B23K31/02—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by any single one of main groups B23K1/00 - B23K28/00 relating to soldering or welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/04—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work
- B23K37/0426—Fixtures for other work
- B23K37/0435—Clamps
- B23K37/0443—Jigs
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
- Automatic Assembly (AREA)
Abstract
本发明公开了一种用于预冷器确保空间异型管相对位置尺寸的装置及方法,装置包括安装底板组件,定位支座组件,安装支架组件,定位芯轴组件,定位轴销组件和检验轴销。使用时,利用定位支座组件和安装支架组件上的两个定位芯轴,配合安装支架组件上的第一定位轴销和第二定位轴销滑动调节焊接收缩量,在确保规定尺寸后再进行焊接,焊接后在装置上直接进行检验,无需焊后再对预冷器进行机加工。
Description
技术领域
本发明涉及一种集装配、焊接和检验一体的装置,具体地说是一种用于满足预冷器安装要求的装置和装配、焊接、检验方法。
背景技术
预冷器用于环控系统的主要制冷附件,它是利用飞机冲压进气口的冷空气来冷却飞机环控系统的高温引气;预冷器是典型的不锈钢板翅式散热器,如图1所示,结构主要由法兰盘1、芯子组件2、进口接头3、出口接头4、进口端盖组件5、出口端盖组件6、安装座7构成。预冷器整体结构属于空间多面体,其整体要求包括:
一是要确保法兰盘与安装座及进出口端盖组件的空间尺寸符合技术要求;
二是取消焊接后对产品进行机加,防止多余物进行芯子内腔。
因此,考虑利用焊接检验装置来保证产品法兰盘1与安装座7、进、出口端盖组件的空间尺寸。
发明内容
针对背景技术中提到的问题,本发明旨在提供一种集组合定位、装配焊接、螺栓连接、定位配制预冷器连接孔以及在其上进行检测的装置及方法,保证预冷器法兰盘与安装座的相对尺寸,即L1、L2的同时,重点在于确保法兰盘与进口端盖组件的空间尺寸,即X轴向尺寸: X1、X2、角度A1x、Y轴向尺寸:Y1、角度A1y;Z轴向尺寸:Z1、角度A1z;法兰盘与出口端盖组件的空间尺寸,即X轴向尺寸:X3、X4、角度A2x;Y轴向尺寸:Y2、角度A2y;Z轴向尺寸:Z2、角度A2z。该装置及方法需综合考虑现场加工,焊接变形等各项因素,对焊接及检验的加工过程进行全程控制。
一种确保空间异型管相对位置尺寸的装置,包括,
安装底板组件,包括安装底板和定位底架,安装底板上端面设置有定位支座组件安装孔位、定位底架安装孔位和安装支架组件安装孔位,定位底架通过定位底架安装孔位可拆卸连接在安装底板上端面,定位底架与预冷器的法兰盘可拆卸连接;
定位支座组件,包括第一定位支座和第二定位支座,第一定位支座和第二定位支座分别通过定位支座组件安装孔位与所述安装底板上端面可拆卸连接,第一定位支座和第二定位支座上均开有通孔;
安装支架组件,安装支架组件通过安装支架组件安装孔位与安装底板上端面可拆卸连接,安装支架组件包括两条与安装底板垂直的支臂,支臂上开有通孔;
定位芯轴组件,包括定位芯轴和锁紧螺钉,两根定位芯轴分别置于第一定位支座和第二定位支座的通孔中,其末端与焊接接头或检验接头可拆卸连接,焊接接头一端的外形分别与预冷器的进口端盖组件和出口端盖组件匹配,检验接头一端的外形分别与预冷器的进口端盖组件和出口端盖组件匹配,锁紧螺钉沿着第一定位支座和第二定位支座的通孔径向设置;
定位轴销组件,包括第一定位轴销和锁紧螺钉,以及第二定位轴销,第一定位轴销置于安装支架组件支臂的通孔内,锁紧螺钉沿着通孔径向设置,第二定位轴销用于预冷器的法兰盘和定位底架可拆卸连接;
检验轴销,包括焊接完成后用于替换第一定位轴销的第一检验轴销,以及用于替换第二定位轴销的第二检验轴销。
进一步,所述安装底板为一矩形平板,其一条长边上设置有与安装支架组件连接的延伸板,其一条短边上设置有与定位支座组件连接的延伸板。
进一步,所述第一定位支座和第二定位支座由长边和短边组成,长边与短边之间有一大于90度的夹角,长边上开有通孔并与定位芯轴组件连接。
进一步,所述定位芯轴表面有一外径大于第一定位支座、第二定位支座上通孔内径的凸环,定位芯轴的端面开有螺孔,焊接接头或检验接头与定位芯轴螺纹连接。
一种采用上述装置的确保空间异型管相对位置尺寸的方法,包括以下步骤:
步骤一,将预冷器芯子组件法兰盘带孔的一面安装在定位底架上并用第二定位轴销定位,再将预冷器安装座装配到安装支架组件的第一定位轴销上,利用第一定位轴销在支臂通孔内滑动调节焊接收缩量,将第一定位轴销滑动到位,再将预冷器安装座与预冷器芯子组件上的侧板进行钣金定位焊接,钣金校正后,最后对安装座沿周焊接;
步骤二,将预冷器进口端盖组件装配到定位芯轴组件的焊接接头上,利用定位芯轴在通孔内滑动调节焊接收缩量,将定位芯轴滑动到位,再将预冷器进口端盖组件与预冷器芯子组件上的端盖进行钣金定位焊接,钣金校正后,保证产品与装置装配无干涉,最后对安装座沿周焊接;
步骤三,将预冷器出口端盖组件装配到定位芯轴组件的焊接接头上,利用定位芯轴在通孔内滑动调节焊接收缩量,将定位芯轴滑动到位,再将预冷器出口端盖组件与预冷器芯子组件上的端盖进行钣金定位焊接,钣金校正后,保证产品与装置装配无干涉,最后对安装座沿周焊接;
步骤四,将焊接接头更换为检验接头,第一定位轴销和第二定位轴销更换为第一检验轴销和第二检验轴销。
进一步,所述步骤一之前,将预冷器芯子组件两端法兰盘校正,确保法兰盘的平面度符合要求。
进一步,所述步骤一中,将第一定位轴销滑动到位后,检查预冷器法兰盘与安装座的相对尺寸,钣金校正后,保证预冷器法兰盘与安装座的相对尺寸。
进一步,所述步骤二中,将定位芯轴滑动到位后,检查预冷器法兰盘与进口端盖组件在空间X轴、Y轴和Z轴的尺寸。
进一步,所述步骤三中,将定位芯轴滑动到位后,检查预冷器法兰盘与出口端盖组件在空间X轴、Y轴和Z轴的尺寸。
与现有加工装置和加工检验方法相比,本发明的优势在于:
1、装配装置制造相对简单,而且在使用过程中较为方便;
2、利用定位轴销组件在保证安装座焊接时自身关于侧板对角线对称的同时,满足L1、L2孔位尺寸要求,避免了孔位置偏移安装座中心,导致孔壁厚不均或者破孔的风险;
4、装置满足了设计的尺寸要求,安装要求,使用效果良好,质量稳定;
5、使用该装置,取消该产品的焊后机加工序,避免了焊后机加产生的多余物进出芯子内腔的风险;
6、在确保产品保质保量准时交付的同时创造良好的经济效益。
附图说明
图1~图1-4是预冷器零件示意图,包括需要保证的关键尺寸;
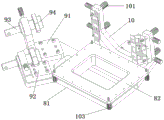
图2~图2-4,图3~图3-4是装配预冷器后的装置各个视角的示意图;
图4是装置上装有预冷器时的示意图;
图5是装置的三维示意图;
图6是安装支架零件图;
图7是锁紧螺钉零件图;
图8是第一定位轴销零件图;
图9是第一检验轴销零件图;
图10是定位芯轴零件图;
图11是焊接接头零件图;
图12是检验接头零件图;
图13是第一定位支座零件图;
图14是第二定位支座零件图;
图15是安装底板零件图;
图16是定位底架零件图;
图17是第二定位轴销零件图;
图18是第二检验轴销零件图。
具体实施方式
以下结合附图对本发明作进一步说明,但所要求的保护范围并不局限于所述。
本发明的技术方案是这样实现的:
用于预冷器确保空间异型管相对位置尺寸的装置主要由安装底板组件、定位支座组件、安装支架组件10组成。
如图2~图2-4,图3~图3-4和图4,是装置上装有预冷器的简图,其中:
安装底板组件(参看图15、16所示)采用分体式结构,保证安装底板81与定位底架82用2个圆柱销(φ8x45)和内六角螺栓(M8x40)进行连接,保证产品相关尺寸,结构安全可靠,便于操作。
定位支座组件和定位芯轴组件(参看图10、11、12、13、14所示)包括:第一定位支座91、第二定位支座92、定位芯轴93、焊接接头94和检验接头,定位芯轴93与第一定位支座91、第二定位支座92上的通孔滑动配合,第一定位支座91、第二定位支座92上设置有锁紧螺钉(如图7),定位芯轴93在水平方向滑动尺寸靠锁紧螺钉控制,其主要功能为焊接时对焊接变形进行补偿,同时焊接完成后焊接接头94更换为检验接头,作为检验工装,使用方便且可靠。
安装支架组件10(参看图6,图8和图9所示):安装支架与第一定位轴销101(第一检验轴销)轴滑动配合,支臂上设置锁紧螺钉,第一定位轴销101在水平方向滑动尺寸靠锁紧螺钉控制,其主要功能为焊接时对焊接变形进行补偿,同时第一定位轴销101替换为第一检验轴销,使用方便且可靠。
装置的安装方式(参看图5所示):
1)将定位底架82(图16)、定位支座组件、安装支架组件10分别安装在安装底板81上,共计用8个圆柱销(φ8x45)和16个内六角螺栓(M8x40)进行连接;
2)定位芯轴组件安装在定位支座组件上, 定位芯轴组件在定位支座组件上水平方向进行滑动,同时锁紧螺钉控制滑动行程,调节焊接收缩量;
3)定位轴销组件分别安装在安装支架组件10和定位底架82上, 第一定位轴销在安装支架组件10上水平方向进行滑动,同时锁紧螺钉控制滑动行程,调节焊接收缩量;
4)焊接接头94与检验接头进行互换使用,第一定位轴销和第一检验轴销,第二定位轴销和第二检验轴销进行互换使用(图17和图18);
5)定位芯轴组件:由定位芯轴93、焊接接头94、检验接头和锁紧螺钉连接固定;
6)定位轴销组件:由第一定位轴销101和锁紧螺钉配合,第二定位轴销103用于法兰盘和定位底架82定位连接;
7)安装底板组件8采用分体式结构,安装底板81与定位底架82用2个圆柱销(φ8x45)和内六角螺栓(M8x40)进行连接。
采用上述装置对预冷器进行装配焊接检验的方法包括以下步骤:
1、将预冷器芯子组件2两端的法兰盘1校正,保证法兰盘1的平面度不大于0.3mm;
2、将预冷器芯子组件2的法兰盘1带孔的一面安装在装置的定位底架82上,并用第二定位轴销103定位,再将预冷器安装座7装配到安装支架组件10的第一定位轴销101上,利用第一定位轴销101在支臂通孔中滑动调节焊接收缩量,将第一定位轴销101滑动到位,检查尺寸:L1、L2,再将预冷器安装座7与芯子组件2上的侧板进行钣金定位焊接,钣金校正后,保证尺寸L1、L2,最后对安装座7沿周焊接;
3、将预冷器进口端盖组件5装配到定位支座组件的焊接接头94上,利用定位芯轴组件中的定位芯轴93在第一定位支座91的通孔内滑动调节焊接收缩量,将定位芯轴93滑动到位,检查尺寸:X1、X2、Y1、A1x、A1y、A1z,再将进口端盖组件5与芯子组件2上的端盖进行钣金定位焊接,钣金校正后,保证产品与装置装配无干涉;
4、将预冷器出口端盖组件6装配到定位支座组件的焊接接头94上,利用定位芯轴组件中的定位芯轴93在第二定位支座92的通孔内滑动调节焊接收缩量,将定位芯轴93滑动到位,检查尺寸:X3、X4、Z2、A1x、A1y、A1z,再将出口端盖组件6与芯子组件2上的端盖进行钣金定位焊接,钣金校正后,保证产品与装置装配无干涉;
5、将装置上的焊接接头94更换为检验接头,第一定位轴销101更换为第一检验轴销,第二定位轴销103更换为第二检验轴销,保证预冷器与焊接检验夹具无干涉;
在焊接过程中,定位轴销组件和定位芯轴组件解决焊接变形后零件无法安装在装置上的问题,定位轴销组件和定位芯轴组件在安装座7和进、出口端盖变形后同样能找正预冷器斜边与侧边相对位置的角度,从而保证设计要求。该结构不用拆卸定位芯轴93、第一定位轴销101和第二定位轴销103,直接在装置上进行滑动、固定、调试找正,使用方便且可靠。最后,将完成装配检验的合格产品从夹具卸下,清理交检。
以上显示和描述了本发明的基本原理和主要特征,本发明不受上述实施例的限制,上述实施和说明中描述的只是本发明的基本原理,凡在本发明的技术方案基础上所做出的变形、修饰或等同替换等,均应落入本发明的保护范围内。
Claims (9)
1.一种确保空间异型管相对位置尺寸的装置,其特征在于:包括,
安装底板组件,包括安装底板和定位底架,安装底板上端面设置有定位支座组件安装孔位、定位底架安装孔位和安装支架组件安装孔位,定位底架通过定位底架安装孔位可拆卸连接在安装底板上端面,定位底架与预冷器的法兰盘可拆卸连接;
定位支座组件,包括第一定位支座和第二定位支座,第一定位支座和第二定位支座分别通过定位支座组件安装孔位与所述安装底板上端面可拆卸连接,第一定位支座和第二定位支座上均开有通孔;
安装支架组件,安装支架组件通过安装支架组件安装孔位与安装底板上端面可拆卸连接,安装支架组件包括两条与安装底板垂直的支臂,支臂上开有通孔;
定位芯轴组件,包括定位芯轴和锁紧螺钉,两根定位芯轴分别置于第一定位支座和第二定位支座的通孔中,其末端与焊接接头或检验接头可拆卸连接,焊接接头一端的外形分别与预冷器的进口端盖组件和出口端盖组件匹配,检验接头一端的外形分别与预冷器的进口端盖组件和出口端盖组件匹配,锁紧螺钉沿着第一定位支座和第二定位支座的通孔径向设置;
定位轴销组件,包括第一定位轴销和锁紧螺钉,以及第二定位轴销,第一定位轴销置于安装支架组件支臂的通孔内,锁紧螺钉沿着通孔径向设置,第二定位轴销用于预冷器的法兰盘和定位底架可拆卸连接;
检验轴销,包括焊接完成后用于替换第一定位轴销的第一检验轴销,以及用于替换第二定位轴销的第二检验轴销。
2.根据权利要求1所述的确保空间异型管相对位置尺寸的装置,其特征在于:所述安装底板为一矩形平板,其一条长边上设置有与安装支架组件连接的延伸板,其一条短边上设置有与定位支座组件连接的延伸板。
3.根据权利要求1所述的确保空间异型管相对位置尺寸的装置,其特征在于:所述第一定位支座和第二定位支座由长边和短边组成,长边与短边之间有一大于90度的夹角,长边上开有通孔并与定位芯轴组件连接。
4.根据权利要求1所述的确保空间异型管相对位置尺寸的装置,其特征在于:所述定位芯轴表面有一外径大于第一定位支座、第二定位支座上通孔内径的凸环,定位芯轴的端面开有螺孔,焊接接头或检验接头与定位芯轴螺纹连接。
5.一种采用权利要求1所述装置的确保空间异型管相对位置尺寸的方法,其特征在于,包括以下步骤:
步骤一,将预冷器芯子组件法兰盘带孔的一面安装在定位底架上并用第二定位轴销定位,再将预冷器安装座装配到安装支架组件的第一定位轴销上,利用第一定位轴销在支臂通孔内滑动调节焊接收缩量,将第一定位轴销滑动到位,再将预冷器安装座与预冷器芯子组件上的侧板进行钣金定位焊接,钣金校正后,最后对安装座沿周焊接;
步骤二,将预冷器进口端盖组件装配到定位芯轴组件的焊接接头上,利用定位芯轴在通孔内滑动调节焊接收缩量,将定位芯轴滑动到位,再将预冷器进口端盖组件与预冷器芯子组件上的端盖进行钣金定位焊接,钣金校正后,保证产品与装置装配无干涉,最后对安装座沿周焊接;
步骤三,将预冷器出口端盖组件装配到定位芯轴组件的焊接接头上,利用定位芯轴在通孔内滑动调节焊接收缩量,将定位芯轴滑动到位,再将预冷器出口端盖组件与预冷器芯子组件上的端盖进行钣金定位焊接,钣金校正后,保证产品与装置装配无干涉,最后对安装座沿周焊接;
步骤四,将焊接接头更换为检验接头,第一定位轴销和第二定位轴销更换为第一检验轴销和第二检验轴销。
6.根据权利要求5所述确保空间异型管相对位置尺寸的方法,其特征在于:所述步骤一之前,将预冷器芯子组件两端法兰盘校正,确保法兰盘的平面度符合要求。
7.根据权利要求5所述确保空间异型管相对位置尺寸的方法,其特征在于:所述步骤一中,将第一定位轴销滑动到位后,检查预冷器法兰盘与安装座的相对尺寸,钣金校正后,保证预冷器法兰盘与安装座的相对尺寸。
8.根据权利要求5所述确保空间异型管相对位置尺寸的方法,其特征在于:所述步骤二中,将定位芯轴滑动到位后,检查预冷器法兰盘与进口端盖组件在空间X轴、Y轴和Z轴的尺寸。
9.根据权利要求5所述确保空间异型管相对位置尺寸的方法,其特征在于:所述步骤三中,将定位芯轴滑动到位后,检查预冷器法兰盘与出口端盖组件在空间X轴、Y轴和Z轴的尺寸。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910567786.8A CN110238552B (zh) | 2019-06-27 | 2019-06-27 | 一种确保空间异型管相对位置尺寸的装置及方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910567786.8A CN110238552B (zh) | 2019-06-27 | 2019-06-27 | 一种确保空间异型管相对位置尺寸的装置及方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110238552A CN110238552A (zh) | 2019-09-17 |
| CN110238552B true CN110238552B (zh) | 2021-02-26 |
Family
ID=67889894
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910567786.8A Active CN110238552B (zh) | 2019-06-27 | 2019-06-27 | 一种确保空间异型管相对位置尺寸的装置及方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110238552B (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115781164B (zh) * | 2022-12-19 | 2025-12-02 | 中国航发贵州黎阳航空动力有限公司 | 一种用于航空发动机输油管焊接、校正以及检验的夹具 |
| CN120038533B (zh) * | 2025-03-11 | 2026-04-21 | 贵州永红航空机械有限责任公司 | 一种悬臂结构散热器的加工方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN202541838U (zh) * | 2012-01-17 | 2012-11-21 | 中国商用飞机有限责任公司 | 预冷器定位装置 |
| US10619569B2 (en) * | 2016-06-17 | 2020-04-14 | United Technologies Corporation | Gas turbine engine and method to cool a gas turbine engine case assembly |
| CN208408996U (zh) * | 2018-05-23 | 2019-01-22 | 贵州永红航空机械有限责任公司 | 一种用于法兰盘管嘴与散热器组件的定位焊接工装 |
| CN208372780U (zh) * | 2018-05-29 | 2019-01-15 | 浙江磊纳微粉材料有限公司 | 一种冷冻式压缩空气干燥机 |
| CN109540439B (zh) * | 2018-12-20 | 2020-11-20 | 贵州永红航空机械有限责任公司 | 一种预冷器振动控制用振动夹具及试验方法 |
-
2019
- 2019-06-27 CN CN201910567786.8A patent/CN110238552B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN110238552A (zh) | 2019-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110238552B (zh) | 一种确保空间异型管相对位置尺寸的装置及方法 | |
| CN203197774U (zh) | 一种汽车零部件孔位检测定位一体工装 | |
| CN116984803A (zh) | 一种用于燃油总管的焊接变形控制工装及方法 | |
| CN117283354B (zh) | 一种天线罩多角度位姿快速调整工装及其使用方法 | |
| CN115673691B (zh) | 一种推进剂贮箱法兰外形及安装孔精度安装保证方法 | |
| CN120269287B (zh) | 一种法兰加工用的焊接夹具 | |
| CN110142704B (zh) | 一种铝制板翅式散热器焊接检验方法 | |
| CN108655772B (zh) | 燃气轮机整流罩壳的车削夹具 | |
| CN223029116U (zh) | 一种机匣内套装夹工装 | |
| CN217965412U (zh) | 一种航空用散热器外型面定位切割装置 | |
| CN214350608U (zh) | 一种液氦储罐的焊接及检验工装 | |
| CN219788328U (zh) | 一种环散定位划线工装 | |
| CN109341466A (zh) | 一种液压作动筒空间尺寸的测量装置及方法 | |
| CN213496746U (zh) | 一种可调式内型腔定位的万向铣用装置 | |
| CN110977332B (zh) | 起重机顶部结构零件的制作工装及其制作方法 | |
| CN115805444A (zh) | 一种直升机尾桨操纵叉形件加工装置 | |
| CN223492589U (zh) | 一种多个非活套法兰时定位角向的焊接工装 | |
| CN222492860U (zh) | 一种高精度可调节型后围骨架总成定位装置 | |
| CN223776419U (zh) | 一种用于筒类产品上焊接支管的工装 | |
| CN207730125U (zh) | 压力容器筒体内径和椭圆度检测工装 | |
| CN118989849A (zh) | 一种用于导油接管组装焊接的柔性装置及使用方法 | |
| CN223863223U (zh) | 管路对焊焊接工装 | |
| CN114178557B (zh) | 圆柱型蒙皮加工方法 | |
| CN215698048U (zh) | 车床刀尖中心高找正装置 | |
| CN218904172U (zh) | 一种自由度可调整机器人焊接定位夹具机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |