CN109020552B - SiC基复相陶瓷及其制备方法 - Google Patents
SiC基复相陶瓷及其制备方法 Download PDFInfo
- Publication number
- CN109020552B CN109020552B CN201711460400.0A CN201711460400A CN109020552B CN 109020552 B CN109020552 B CN 109020552B CN 201711460400 A CN201711460400 A CN 201711460400A CN 109020552 B CN109020552 B CN 109020552B
- Authority
- CN
- China
- Prior art keywords
- sic
- mixed
- ceramic
- alpha
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000919 ceramic Substances 0.000 title claims abstract description 103
- 238000002360 preparation method Methods 0.000 title claims abstract description 31
- 229910010271 silicon carbide Inorganic materials 0.000 claims abstract description 87
- 239000000843 powder Substances 0.000 claims abstract description 56
- 229910021431 alpha silicon carbide Inorganic materials 0.000 claims abstract description 44
- 239000011268 mixed slurry Substances 0.000 claims abstract description 44
- 238000005245 sintering Methods 0.000 claims abstract description 40
- 238000000034 method Methods 0.000 claims abstract description 39
- 238000005475 siliconizing Methods 0.000 claims abstract description 34
- 238000001035 drying Methods 0.000 claims abstract description 23
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 22
- 239000011812 mixed powder Substances 0.000 claims abstract description 22
- 238000004132 cross linking Methods 0.000 claims abstract description 20
- 239000010439 graphite Substances 0.000 claims abstract description 20
- 229910002804 graphite Inorganic materials 0.000 claims abstract description 20
- 239000002994 raw material Substances 0.000 claims description 52
- 235000015895 biscuits Nutrition 0.000 claims description 44
- 239000006229 carbon black Substances 0.000 claims description 28
- 238000000462 isostatic pressing Methods 0.000 claims description 24
- 239000003431 cross linking reagent Substances 0.000 claims description 21
- 239000002270 dispersing agent Substances 0.000 claims description 19
- 229920000036 polyvinylpyrrolidone Polymers 0.000 claims description 18
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 claims description 18
- 239000001267 polyvinylpyrrolidone Substances 0.000 claims description 18
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 claims description 17
- 239000005011 phenolic resin Substances 0.000 claims description 17
- 229920001568 phenolic resin Polymers 0.000 claims description 17
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 claims description 13
- 238000000748 compression moulding Methods 0.000 claims description 8
- 239000002131 composite material Substances 0.000 claims description 5
- 239000002245 particle Substances 0.000 claims description 5
- 238000005056 compaction Methods 0.000 claims description 4
- 239000007787 solid Substances 0.000 claims description 4
- 239000011159 matrix material Substances 0.000 claims description 2
- 238000003756 stirring Methods 0.000 claims description 2
- 229920001187 thermosetting polymer Polymers 0.000 claims description 2
- 230000035939 shock Effects 0.000 abstract description 12
- 229910052710 silicon Inorganic materials 0.000 abstract description 6
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 abstract description 5
- 239000010703 silicon Substances 0.000 abstract description 5
- 238000000465 moulding Methods 0.000 abstract description 4
- 238000010298 pulverizing process Methods 0.000 abstract 1
- 230000003068 static effect Effects 0.000 abstract 1
- 239000012808 vapor phase Substances 0.000 abstract 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 70
- 239000012071 phase Substances 0.000 description 43
- 238000007723 die pressing method Methods 0.000 description 19
- 239000002002 slurry Substances 0.000 description 18
- 229910010293 ceramic material Inorganic materials 0.000 description 15
- 238000003825 pressing Methods 0.000 description 15
- 238000006243 chemical reaction Methods 0.000 description 13
- 239000000463 material Substances 0.000 description 9
- 238000007569 slipcasting Methods 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 7
- 230000035484 reaction time Effects 0.000 description 6
- 238000007873 sieving Methods 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- WGTYBPLFGIVFAS-UHFFFAOYSA-M tetramethylammonium hydroxide Chemical compound [OH-].C[N+](C)(C)C WGTYBPLFGIVFAS-UHFFFAOYSA-M 0.000 description 4
- 238000000498 ball milling Methods 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000007790 solid phase Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 2
- 229920003081 Povidone K 30 Polymers 0.000 description 2
- 125000004429 atom Chemical group 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 230000001427 coherent effect Effects 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 239000008367 deionised water Substances 0.000 description 2
- 229910021641 deionized water Inorganic materials 0.000 description 2
- 239000011259 mixed solution Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 239000002296 pyrolytic carbon Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000007580 dry-mixing Methods 0.000 description 1
- 239000010440 gypsum Substances 0.000 description 1
- 229910052602 gypsum Inorganic materials 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000010907 mechanical stirring Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- -1 preferably Substances 0.000 description 1
- 238000011112 process operation Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/565—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on silicon carbide
- C04B35/573—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on silicon carbide obtained by reaction sintering or recrystallisation
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63404—Polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/63444—Nitrogen-containing polymers, e.g. polyacrylamides, polyacrylonitriles, polyvinylpyrrolidone [PVP], polyethylenimine [PEI]
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
- C04B2235/424—Carbon black
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
- C04B2235/425—Graphite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/428—Silicon
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5463—Particle size distributions
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- Ceramic Products (AREA)
Abstract
本发明公开了一种SiC基复相陶瓷的制备方法,包括以下步骤:(1)将混合原料、分散剂、固化交联剂和酒精经机械搅拌,得到混合浆料,所述混合原料由炭黑、石墨和α‑SiC陶瓷粉组成;(2)将步骤(1)所得的混合浆料干燥、粉碎,得到混合粉末;(3)将步骤(2)所得的混合粉末经模压成型,再等静压成型,最后固化交联,得到成型素坯;(4)对步骤(3)所得的成型素坯进行气相渗硅烧结,得到SiC基复相陶瓷。该制备方法操作简单、工艺要求低、成品率高,所制备的SiC基陶瓷具有均匀性好、致密度高、SiC含量高、残余硅含量低、热震性能好等优点。
Description
技术领域
本发明属于复相陶瓷及其制备技术领域,尤其涉及一种SiC基复相陶瓷及其制备方法。
背景技术
碳化硅作为一种结构陶瓷,具有优良的物理化学性能如:高强度、高硬度、耐腐蚀、耐高温、抗氧化、高热导率、低热膨胀率、优良的化学稳定性及抵抗大多数酸碱腐蚀的优良性能,因此被广泛应用于石油化工、机械制造、航空航天等领域,一直以来都是材料领域研究的重点和热点。
传统的SiC基陶瓷材料的制备方法主要为注浆成型与反应烧结工艺相结合,其中反应烧结工艺,又称渗硅工艺,该工艺具有工艺时间短、烧结温度低、无需加压、工艺成熟的优点,是目前工业上常用的SiC陶瓷制备工艺。但是注浆成型工艺存在成型周期长,干燥收缩大、素坯强度低、素坯密度分不均、成品率低以及尺寸精度低等缺点,不利于复杂样品的制备,且由于成型周期长导致注浆成型坯体具有明显的密度梯度,烧结时容易产生内用力而开裂,同时制备的素坯密度及碳含量较低,渗硅烧结后SiC陶瓷中游离Si含量高,由于Si与SiC二者膨胀系数的差异,抗热震性能不好。
另外,现有技术中也有少部分采用干压成型素坯与反应烧结工艺相结合制备SiC基陶瓷材料,但由于干压成型素坯均匀性差,气相渗硅烧结中,导致所制备的SiC基陶瓷材料内部组织的不均匀,不连续,C含量高的区域残余C,C含量低的地方残余游离Si,极大的影响样品性能。因为渗硅的目的是将原料中炭黑与硅反应生成β-SiC连续相将陶瓷粉烧结起来,而大量Si的存在影响了连续相的形成,此时由Si和β-SiC共同承担载荷,试样的弯曲强度较低。同时对于Si/SiC陶瓷材料,其弹性模量(E)具有加和性。若混料均匀,渗硅后材料中,残余Si含量较多,由于SiC的弹性模量(450GPa)大于Si的弹性模量(190GPa),因此样品弹性模量也会较小。
因此寻找一种操作简单、工艺要求低,成品率高,减少SiC陶瓷中Si的含量,提高SiC的含量,提高所制备的SiC陶瓷的热震性能的成型工艺工艺是当下亟待解决的问题。
发明内容
本发明要解决的技术问题是克服现有技术的不足,提供一种操作简单、工艺要求低、成品率高的SiC基陶瓷的制备方法,所制备的SiC基陶瓷具有均匀性好、致密度高、SiC含量高、残余硅含量低、热震性能好的优点。
为解决上述技术问题,本发明采用以下技术方案:
一种SiC基复相陶瓷的制备方法,包括以下步骤:
(1)将混合原料、分散剂、固化交联剂和酒精经机械搅拌,得到混合浆料,所述混合原料由炭黑、石墨和α-SiC陶瓷粉组成;
(2)将步骤(1)所得的混合浆料干燥、粉碎,得到混合粉末;
(3)将步骤(2)所得的混合粉末经模压成型,再等静压成型,最后固化交联,得到成型素坯;
(4)对步骤(3)所得的成型素坯进行气相渗硅烧结,得到SiC基复相陶瓷。
上述的SiC基复相陶瓷的制备方法,优选的,所述分散剂为聚乙烯吡咯烷酮和Dolapix CE64。
上述的SiC基复相陶瓷的制备方法,优选的,所述聚乙烯吡咯烷酮的质量为炭黑的10%~65%,所述Dolapix CE64的质量为α-SiC陶瓷粉的0.2%~1%。
上述的SiC基复相陶瓷的制备方法,优选的,所述α-SiC陶瓷粉由F1200和F240两种不同粒径的α-SiC陶瓷粉组成,F1200粒径的α-SiC陶瓷粉和F240粒径的α-SiC陶瓷粉的质量比为1∶0.5~3。
上述的SiC基复相陶瓷的制备方法,优选的,所述步骤(1)中,所述混和浆料的固含量为50%~80%;所述混合原料中,所述炭黑占混合原料的质量百分含量为4%~30%,所述石墨占混合原料的质量百分含量为0.5%~15%,所述α-SiC陶瓷粉占混合原料的质量百分含量为80%~95%。
上述的SiC基复相陶瓷的制备方法,优选的,所述固化交联剂为热固型酚醛树脂,所述固化交联剂占混合原料、分散剂和固化交联剂总质量的百分含量为1~10%。
上述的SiC基复相陶瓷的制备方法,优选的,所述步骤(2)中,所述混合浆料的干燥温度为25~30℃,粉碎至混合粉末的粒径≤60目。
上述的SiC基复相陶瓷的制备方法,优选的,所述步骤(3)中,所述模压成型的压力为8~15MPa,模压成型时间为60~120s;所述等静压成型的压力为50~150Mpa,等静压成型时间为60~300s;所述固化交联温度为150℃~180℃,固化交联时间为2~4h。
上述的SiC基复相陶瓷的制备方法,优选的,所述步骤(4)中,所述气相渗硅烧结的温度为1500℃~1700℃,时间为1h~3h。
作为一个总的发明构思,本发明还提供一种上述的制备方法所制得的SiC基复相陶瓷,包括SiC和Si两相,SiC为连续相,Si为游离相,游离相弥散分布于连续基体相中。
与现有技术相比,本发明的优点在于:
1、本发明首次采用湿法成型素坯与渗硅反应烧结工艺相结合制备SiC基复相陶瓷,与传统模压混料相比,本发明首先将制备原料分散于酒精中,采用机械搅拌方法将其混匀,然后再将混匀后的浆料室温风干,采用粉碎机将其粉碎,保证原料的充分混匀;再采用模压/等静压成型工艺成型素坯,素坯中的炭黑、石墨及固化交联剂酚醛树脂发生裂解生成的热解碳经气相渗硅反应烧结形成SiC基复相陶瓷。由于湿法混料与干法混料相比保证了原料混合的均匀性,因此模压/等静压成型的素坯均匀度非常高,渗硅反应烧结后可保证所制备的SiC基陶瓷材料内部均匀性和组织的连贯性,显著减少SiC陶瓷中残余C和Si的含量,提高SiC的含量,从而改善SiC陶瓷中残余Si含量高导致热震性能不好的问题。且模压/等静压成型时间短,与传统注浆成型相比,不会存在密度梯度现象,解决了密度梯度存在导致的残余Si含量高的问题,进一步提高了所制备的SiC基陶瓷材料的抗热震性能。并且还可通过调整素坯成型过程的压力及压制时间来控制素坯至合适密度。最终所制备的SiC基复相陶瓷材料内部除了少量游离硅,主要为致密的碳化硅构成,因此该SiC基陶瓷材料具有热导率高、热膨胀系数低、可抛光及热震性能优异等特点。
另外,申请人在试验过程中发现,与传统模压混料相比,本发明在湿混料中加入石墨,石墨是碳的一种结晶形态,具有六方晶格,原子呈层状排列,同一层晶面上碳原子之间的距离为0.142nm,相互之间是共价键结合;层与层之间的距离是0.34nm,原子间呈分子键,层与层之间的作用力很小,很容易在层间发生相对滑动,这种结构特点导致石墨强度/硬度低,塑性差,在粉料配制及模压成型过程中起到很好的润滑作用,可显著提高素坯的均匀性;并将固化交联过程才加入的固化交联剂提前加入湿混料中,保证固化交联剂酚醛树脂在粉料中的的均匀性,如若在浆料配制干燥完成后加入酚醛树脂很容易造成分散不均匀,渗硅烧结后,出现孔隙,影响样品性能。
2、为进一步保证粉料的均匀性,本发明采用聚乙烯吡咯烷酮作为炭黑的分散剂,采用Dolapix CE64(主要成分是聚甲基丙烯酰胺)作为SiC陶瓷粉的分散剂,试验表明,这两种分散剂能有效的分散炭黑和碳化硅陶瓷粉,提高混料的均匀。聚乙烯吡咯烷酮的质量优选为炭黑的10%~65%, Dolapix CE64的质量优选为α-SiC陶瓷粉的0.2%~1%。
3、本发明制备原料α-SiC陶瓷粉由F1200、F240两种不同粒径的α-SiC陶瓷粉组成。采用一定颗粒级配的碳化硅,可以提高颗粒堆积密度,进而提高坯体的体积密度,减少烧结体的残硅量。
4、本发明制备素坯采用模压/等静压成型工艺,其具有工艺操作简单、工艺要求低,成品率高等优点,且可通过调整素坯成型过程的压力及压制时间来控制素坯至合适密度。
附图说明
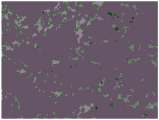
图1为本发明实施例1制备的SiC基复相陶瓷的金相显微结构图。
图2中为实施例3所得的SiC基复相陶瓷750℃热震后断口宏观照片(a图)及对比例1注浆成型所得的SiC基复相陶瓷材料750℃热震后断口宏观照片(b图)对照图。
具体实施方式
以下结合说明书附图和具体优选的实施例对本发明作进一步描述,但并不因此而限制本发明的保护范围。
实施例1:
一种本发明的SiC基复相陶瓷的制备方法,包括以下步骤:
(1)混合浆料的配制:
将分散剂(聚乙烯吡咯烷酮和Dolapix CE64)、混合原料加入到酒精中得到预混合浆料,后在预混合浆料中加入固化交联剂(酚醛树脂)的酒精溶液经机械搅拌5h均匀后,得到混合浆料。其中混合原料由炭黑、石墨和α-SiC陶瓷粉(包括F240和F1200)组成,炭黑占混合原料的质量百分含量为5%,石墨占混合原料的质量百分含量为4%,α-SiC陶瓷粉占混合固相的质量百分含量为91%,α-SiC陶瓷粉中级配F240/F1200质量比=1.72,聚乙烯吡咯烷酮的质量为炭黑的50%,Dolapix CE64的质量为α-SiC陶瓷粉的0.3%,酚醛树脂占混合原料、分散剂和固化交联剂总质量的百分含量为5%。
(2)混合浆料的干燥及粉碎:
将步骤(1)中的得到的混和浆料倒入晾干盘中,在室温下风干48h,后用粉碎机粉碎,粉末通过60目网筛筛粒,得到混合粉末。
(3)模压/等静压成型:
取步骤(2)所得混合粉末,采用模压/等静压成型工艺进行成型,得到模压素坯。模压所用压强15MPa,保压时间60s,等静压所用压强92MPa,保压时间60s。
(4)固化交联:
将步骤(3)所得模压素坯在180℃进行固化交联反应,反应时间为2h,得到成型素坯。
(5)气相渗硅烧结:
将步骤(4)所得的成型素坯进行气相渗硅烧结,渗硅烧结温度为1700℃,时间为1h,得到致密的SiC基复相陶瓷。
图1为本实施例所制得的SiC基复相陶瓷表面抛光后的金相显微结构图,由图可知,采用本发明制备的SiC基复相陶瓷组成为SiC晶粒连续堆积,仅有少量游离相Si弥散分布于SiC连续相中,Si游离相为未参与反应的气相硅凝结在SiC基陶瓷材料中所形成。
实施例2:
一种本发明的SiC基复相陶瓷的制备方法,包括以下步骤:
(1)混合浆料的配制:
将分散剂(聚乙烯吡咯烷酮和Dolapix CE64)、混合原料加入到酒精中得到预混合浆料,后在预混合浆料中加入固化交联剂(酚醛树脂)的酒精溶液经机械搅拌5h均匀后,得到混合浆料。其中混合原料由炭黑、石墨和α-SiC陶瓷粉(包括F240和F1200)组成,炭黑占混合原料的质量百分含量为7.3%,石墨占混合原料的质量百分含量为3.9%,α-SiC陶瓷粉占混合原料的质量百分含量为88.8%,α-SiC陶瓷粉中级配F240/F1200质量比=1.72,聚乙烯吡咯烷酮的质量为炭黑的71%,Dolapix CE64的质量为α-SiC陶瓷粉的0.26%,酚醛树脂占混合原料、分散剂和固化交联剂总质量的百分含量为3%。
(2)混合浆料的干燥及粉碎:
将步骤(1)中的得到的混和浆料倒入晾干盘中,在室温下风干48h,后用粉碎机粉碎,粉末通过60目网筛筛粒,得到混合粉末。
(3)模压/等静压成型:
取步骤(2)所得混合粉末,采用模压/等静压成型工艺进行成型,得到模压素坯。模压所用压强10.3MPa,保压时间60s,等静压所用压强80MPa,保压时间60s。
(4)固化交联:
将步骤(3)所得模压素坯在170℃进行固化交联反应,反应时间为2.5h,得到成型素坯。
(5)气相渗硅烧结:
将步骤(4)所得的成型素坯进行气相渗硅烧结,渗硅烧结温度为1600℃,时间为2h,得到致密的SiC基复相陶瓷。
实施例3:
一种本发明的SiC基复相陶瓷的制备方法,包括以下步骤:
(1)混合浆料的配制:
将分散剂(聚乙烯吡咯烷酮和Dolapix CE64)、混合原料加入到酒精中得到预混合浆料,后在预混合浆料中加入固化交联剂(酚醛树脂)的酒精溶液经机械搅拌5h均匀后,得到混合浆料。其中混合原料由炭黑、石墨和α-SiC陶瓷粉(包括F240和F1200)组成,炭黑占混合原料的质量百分含量为9.5%,石墨占混合原料的质量百分含量为3.8%,α-SiC陶瓷粉占混合原料的质量百分含量为86.7%,α-SiC陶瓷粉中级配F240/F1200质量比=1.72,聚乙烯吡咯烷酮的质量为炭黑的53%,Dolapix CE64的质量为α-SiC陶瓷粉的0.3%,酚醛树脂占混合原料、分散剂和固化交联剂总质量的百分含量为3%。
(2)混合浆料的干燥及粉碎:
将步骤(1)中的得到的混和浆料倒入晾干盘中,在室温下风干48h,后用粉碎机粉碎,粉末通过60目网筛筛粒,得到混合粉末。
(3)模压/等静压成型:
取步骤(2)所得混合粉末,采用模压/等静压成型工艺进行成型,得到模压素坯。模压所用压强8MPa,保压时间60s,等静压所用压强60MPa,保压时间60s。
(4)固化交联:
将步骤(3)所得模压素坯在180℃进行固化交联反应,反应时间为3h,得到成型素坯。
(5)气相渗硅烧结:
将步骤(4)所得的成型素坯进行气相渗硅烧结,渗硅烧结温度为1700℃,时间为1h,得到致密的SiC基复相陶瓷。
对比例1:
一种采用注浆成型制备SiC基复相陶瓷的方法,包括以下步骤:
(1)混合浆料的配制:
(1.1)将四甲基氢氧化铵及聚乙烯吡咯烷酮(PVP K30)溶解在水中,得到混合溶液,四甲基氢氧化铵的质量为去离子水的10%,聚乙烯吡咯烷酮(PVP K30)的质量为去离子水的2%。再将炭黑和α-SiC陶瓷粉组成的混合固相加入上述混合溶液中,α-SiC陶瓷粉占混合固相的质量百分含量为86.7%,α-SiC陶瓷粉中级配F240/F1200质量比=1.72;球磨8小时,得到固含量为65wt.%的预混合浆料。
(1.2)预混合浆料进行真空除气30分钟,得到混合浆料。
(2)注浆成型:将步骤(1)所得的混合浆料注入石膏模具中,时间为60min。脱模后干燥,得到素坯;
(3)气相渗硅烧结:将步骤(2)所得的凝胶素坯进行气相渗硅烧结,烧结温度为1700℃,时间为2.5h,得到致密的Si/SiC复相陶瓷。
对比例2:
一种采用干法模压成型制备SiC基复相陶瓷的方法,包括以下步骤:
(1)混合粉料的配制:
将混合原料置于球磨罐中球磨6h得到混合粉料。其中混合原料由炭黑、α-SiC陶瓷粉(包括F240和F1200)和酚醛树脂组成,α-SiC陶瓷粉占固含量的质量百分含量为86.7%,酚醛树脂占混合原料的质量百分含量为10%,α-SiC陶瓷粉中级配F240/F1200质量比=1.72。
(2)模压/等静压成型:
取步骤(1)所得混合粉末,采用模压/等静压成型工艺进行成型,得到模压素坯。模压所用压强10.3MPa,保压时间60s,等静压所用压强80MPa,保压时间60s。
(3)固化交联:
将步骤(2)所得模压素坯在170℃进行固化交联反应,反应时间为2.5h,得到成型素坯。
(5)气相渗硅烧结:
将步骤(4)所得的成型素坯进行气相渗硅烧结,渗硅烧结温度为1700℃,时间为2h,得到致密的SiC基复相陶瓷。
图2中为实施例3所得的SiC基复相陶瓷750℃热震后断口宏观照片(a图)及对比例1注浆成型后烧结所得的SiC基复相陶瓷材料750℃热震后断口宏观照片(b图)对照图。由图可见,采用本发明制备的SiC基陶瓷材料结构致密,内部成分均匀、组织连贯,避免了采用其他制备工艺产生的开裂或者空隙等缺陷问题,且本发明制备的SiC基陶瓷材料热震后的宏观断口形貌为“犬牙交错”的锯齿状,由此可以判断出材料在热震过程中抵抗裂纹扩展的过程主要为SiC穿晶断裂,材料热震性能优异。
表1 实施例3、对比例1和2的SiC基复相陶瓷弯曲强度及模量
| SiC陶瓷基复相材料 | 弯曲强度Mpa | 弯曲模量GPa |
| 实施例3 | 247.0 | 150.9 |
| 对比例1 | 206.0 | 136.2 |
| 对比例2 | 220.3 | 142.3 |
由表1可知,与注浆成型后烧结、干法模压后烧结所得的SiC基复相陶瓷相比,本发明制备的SiC基复相陶瓷力学性能由于微观成分更均匀,内部组织更连贯,因而力学性能更优异。
实施例4:
一种本发明的SiC基复相陶瓷的制备方法,包括以下步骤:
(1)混合浆料的配制:
将分散剂(聚乙烯吡咯烷酮和Dolapix CE64)、混合原料加入到酒精中得到预混合浆料,后在预混合浆料中加入固化交联剂(酚醛树脂)的酒精溶液经机械搅拌5h均匀后,得到混合浆料。其中混合原料由炭黑、石墨和α-SiC陶瓷粉(包括F240和F1200)组成,炭黑占混合原料的质量百分含量为13.6%,石墨占混合原料的质量百分含量为3.6%,α-SiC陶瓷粉占混合原料的质量百分含量为82.3%,α-SiC陶瓷粉中级配F240/F1200质量比=1.5,聚乙烯吡咯烷酮的质量为炭黑的16.7%,Dolapix CE64的质量为α-SiC陶瓷粉的0.3%,酚醛树脂占混合原料、分散剂和固化交联剂总质量的百分含量为3%。
(2)混合浆料的干燥及粉碎:
将步骤(1)中的得到的混和浆料倒入晾干盘中,在室温下风干48h,后用粉碎机粉碎,粉末通过60目网筛筛粒,得到混合粉末。
(3)模压/等静压成型:
取步骤(2)所得混合粉末,采用模压/等静压成型工艺进行成型,得到模压素坯。模压所用压强10.3MPa,保压时间60s,等静压所用压强50MPa,保压时间60s。
(4)固化交联:
将步骤(3)所得模压素坯在170℃进行固化交联反应,反应时间为3h,得到成型素坯。
(5)气相渗硅烧结:
将步骤(4)所得的成型素坯进行气相渗硅烧结,渗硅烧结温度为1650℃,时间为2h,得到致密的SiC基复相陶瓷。
实施例5:
一种本发明的SiC基复相陶瓷的制备方法,包括以下步骤:
(1)混合浆料的配制:
将将分散剂(聚乙烯吡咯烷酮和Dolapix CE64)、混合原料加入到酒精中得到预混合浆料,后在预混合浆料中加入固化交联剂(酚醛树脂)的酒精溶液经机械搅拌5h均匀后,得到混合浆料。其中混合原料由炭黑、石墨和α-SiC陶瓷粉(包括F240和F1200)组成,炭黑占混合原料的质量百分含量4%,石墨占混合原料的质量百分含量为 5%,α-SiC陶瓷粉占混合原料的质量百分含量为91%,α-SiC陶瓷粉中级配F240/F1200质量比=1.5, 聚乙烯吡咯烷酮的质量为炭黑的62.5%,Dolapix CE64的质量为α-SiC陶瓷粉的5%,酚醛树脂占混合原料、分散剂和固化交联剂总质量的百分含量为6%。
(2)混合浆料的干燥及粉碎:
将步骤(1)中的得到的混和浆料倒入晾干盘中,在室温下风干48h,后用粉碎机粉碎,粉末通过60目网筛筛粒,得到混合粉末。
(3)模压/等静压成型:
取步骤(2)所得混合粉末,采用模压/等静压成型工艺进行成型,得到模压素坯。模压所用压强10.3MPa,保压时间60s,等静压所用压强120MPa,保压时间60s。
(4)固化交联:
将步骤(3)所得模压素坯在160℃进行固化交联反应,反应时间为4h,得到成型素坯。
(5)气相渗硅烧结:
将步骤(4)所得的成型素坯进行气相渗硅烧结,渗硅烧结温度为1500℃,时间为3h,得到致密的SiC基复相陶瓷。
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例。凡属于本发明思路下的技术方案均属于本发明的保护范围。应该指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下的改进和润饰,这些改进和润饰也应视为本发明的保护范围。
Claims (7)
1.一种SiC基复相陶瓷的制备方法,包括以下步骤:
(1)将混合原料、分散剂、固化交联剂和酒精经机械搅拌,得到混合浆料,所述混合原料由炭黑、石墨和α-SiC陶瓷粉组成;
(2)将步骤(1)所得的混合浆料干燥、粉碎,得到混合粉末;
(3)将步骤(2)所得的混合粉末经模压成型,再等静压成型,最后固化交联,得到成型素坯;
(4)对步骤(3)所得的成型素坯进行气相渗硅烧结,得到SiC基复相陶瓷;
所述分散剂为聚乙烯吡咯烷酮和Dolapix CE64;
所述聚乙烯吡咯烷酮的质量为炭黑的10%~65%,所述Dolapix CE64的质量为α-SiC陶瓷粉的0.2%~1%;
所述α-SiC陶瓷粉由F1200和F240两种不同粒径的α-SiC陶瓷粉组成,F1200粒径的α-SiC陶瓷粉和F240粒径的α-SiC陶瓷粉的质量比为1∶0.5~3。
2.根据权利要求1所述的SiC基复相陶瓷的制备方法,其特征在于,所述步骤(1)中,所述混和浆料的固含量为50%~80%;所述混合原料中,所述炭黑占混合原料的质量百分含量为4%~30%,所述石墨占混合原料的质量百分含量为0.5%~15%,所述α-SiC陶瓷粉占混合原料的质量百分含量为80%~95%。
3.根据权利要求1~2任一项所述的SiC基复相陶瓷的制备方法,其特征在于,所述固化交联剂为热固型酚醛树脂,所述固化交联剂占混合原料、分散剂和固化交联剂总质量的百分含量为1~10%。
4.根据权利要求3所述的SiC基复相陶瓷的制备方法,其特征在于,所述步骤(2)中,所述混合浆料的干燥温度为25~30℃,粉碎至混合粉末的粒径≤60目。
5.根据权利要求4所述的SiC基复相陶瓷的制备方法,其特征在于,所述步骤(3)中,所述模压成型的压力为8~15MPa,模压成型时间为60~120s;所述等静压成型的压力为50~150Mpa,等静压成型时间为60~300s;所述固化交联温度为150℃~180℃,固化交联时间为2~4h。
6.根据权利要求5所述的SiC基复相陶瓷的制备方法,其特征在于,所述步骤(4)中,所述气相渗硅烧结的温度为1500℃~1700℃,时间为1h~3h。
7.一种如权利要求1~6任一项所述的制备方法所制得的SiC基复相陶瓷,包括SiC和Si两相,SiC为连续相,Si为游离相,游离相弥散分布于连续基体相中。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201711460400.0A CN109020552B (zh) | 2017-12-28 | 2017-12-28 | SiC基复相陶瓷及其制备方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201711460400.0A CN109020552B (zh) | 2017-12-28 | 2017-12-28 | SiC基复相陶瓷及其制备方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN109020552A CN109020552A (zh) | 2018-12-18 |
| CN109020552B true CN109020552B (zh) | 2021-06-25 |
Family
ID=64629486
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201711460400.0A Active CN109020552B (zh) | 2017-12-28 | 2017-12-28 | SiC基复相陶瓷及其制备方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN109020552B (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112159232A (zh) * | 2020-09-29 | 2021-01-01 | 南通三责精密陶瓷有限公司 | 一种高纯高致密碳化硅陶瓷及其制造方法 |
| CN114043763A (zh) * | 2021-09-17 | 2022-02-15 | 大同新成新材料股份有限公司 | 一种等静压小型石墨块的成型方法 |
| CN116655387B (zh) * | 2023-06-01 | 2025-04-11 | 潍坊华美智能科技有限公司 | 一种高导热碳化硅陶瓷及其制备方法 |
| CN117923906A (zh) * | 2024-01-29 | 2024-04-26 | 广东工业大学 | 一种碳化硅-中熵硼化物的复相陶瓷及其制备方法和应用 |
| CN120157490A (zh) * | 2025-04-25 | 2025-06-17 | 景德镇华迅特种陶瓷有限公司 | 基于反应烧结法制备高致密性碳化硅陶瓷材料的工艺 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102924106B (zh) * | 2012-11-27 | 2014-04-02 | 上海工程技术大学 | 一种碳-碳化硅复合材料的制备方法 |
| EP3032126B1 (de) * | 2014-12-12 | 2022-09-14 | Brembo SGL Carbon Ceramic Brakes GmbH | Keramische Bremsscheibe |
| CN106747455A (zh) * | 2016-12-20 | 2017-05-31 | 中国人民解放军国防科学技术大学 | SiC基复相陶瓷及其制备方法 |
| CN106830970A (zh) * | 2016-12-20 | 2017-06-13 | 中国人民解放军国防科学技术大学 | SiC陶瓷基复合材料构件及其制备方法 |
| CN107098702B (zh) * | 2017-04-21 | 2020-06-30 | 中国航发北京航空材料研究院 | 一种近净成型反应烧结碳化硅材料的制备方法 |
-
2017
- 2017-12-28 CN CN201711460400.0A patent/CN109020552B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN109020552A (zh) | 2018-12-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109020552B (zh) | SiC基复相陶瓷及其制备方法 | |
| CN108752002B (zh) | SiC陶瓷基热弯模具及其制备方法 | |
| CN101456737B (zh) | 一种碳化硼基复合陶瓷及其制备方法 | |
| CN101580390B (zh) | 一种碳化硅陶瓷管状制品的制备方法 | |
| CN102010222B (zh) | 一种碳化硅多孔陶瓷及其制备方法 | |
| JP2005523225A (ja) | 炭化ケイ素とバインダーレス炭素との複合体ならびに製造方法 | |
| CN104073665B (zh) | 一种WC-Co-cBN复合材料的制备方法 | |
| CN102115330A (zh) | 酚醛树脂为碳源的固相烧结碳化硅陶瓷的制备方法 | |
| CN114874019B (zh) | 一种立方氮化硼相变增强的氮化铝/氮化硼复合陶瓷及其制备方法 | |
| CN110304923B (zh) | 一种基于颗粒级配的碳化硼基陶瓷复合材料的制备方法 | |
| CN118955161B (zh) | 一种氧化铝陶瓷及其制备方法 | |
| CN110054497A (zh) | 一种致密的纳米增韧碳化硅复相陶瓷的制备方法 | |
| CN111777415B (zh) | 一种碳化硼防弹材料及其制备方法 | |
| Liu et al. | Pressureless sintering behavior of injection molded alumina ceramics | |
| CN116553937A (zh) | 一种用于密封环的氮化硅复合陶瓷材料及其制备方法 | |
| US11028019B2 (en) | Boron carbide composite | |
| CN103073299A (zh) | 一种碳球为添加剂的高韧性二硼化锆-碳化硅复相陶瓷材料及其制备方法 | |
| SG186111A1 (en) | Method for producing a ceramic substance for a ceramic material | |
| CN119977589A (zh) | 一种高纯无添加碳化硅陶瓷的制备方法 | |
| CN114349517A (zh) | cBN-B4C复合材料及其制备方法 | |
| CN117658641A (zh) | 一种基于选区激光3D打印和两步烧结制备高致密SiC陶瓷的方法 | |
| CN103011779B (zh) | 一种微米-纳米多尺度复合陶瓷刀具材料及其制备工艺 | |
| CN117342874B (zh) | 一种高强度BN-AlN-B4C复合陶瓷侧封板及制备方法 | |
| Junhua et al. | Fabrication and pressureless sintering of silicon carbide refractories | |
| JP2846654B2 (ja) | 複合セラミックス製品とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |