CN1080868C - 在辊式炉底窑中焙烧屋顶瓦的方法 - Google Patents
在辊式炉底窑中焙烧屋顶瓦的方法 Download PDFInfo
- Publication number
- CN1080868C CN1080868C CN93119058A CN93119058A CN1080868C CN 1080868 C CN1080868 C CN 1080868C CN 93119058 A CN93119058 A CN 93119058A CN 93119058 A CN93119058 A CN 93119058A CN 1080868 C CN1080868 C CN 1080868C
- Authority
- CN
- China
- Prior art keywords
- watt
- plane
- roller
- edge
- rib
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- IIOOQBTVCOUJMD-RLKGBJSKSA-N C[C@@]1(C2)C3C1CC2CC3 Chemical compound C[C@@]1(C2)C3C1CC2CC3 IIOOQBTVCOUJMD-RLKGBJSKSA-N 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B11/00—Apparatus or processes for treating or working the shaped or preshaped articles
- B28B11/24—Apparatus or processes for treating or working the shaped or preshaped articles for curing, setting or hardening
- B28B11/243—Setting, e.g. drying, dehydrating or firing ceramic articles
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04D—ROOF COVERINGS; SKY-LIGHTS; GUTTERS; ROOF-WORKING TOOLS
- E04D1/00—Roof covering by making use of tiles, slates, shingles, or other small roofing elements
- E04D1/29—Means for connecting or fastening adjacent roofing elements
- E04D1/2907—Means for connecting or fastening adjacent roofing elements by interfitted sections
- E04D1/2914—Means for connecting or fastening adjacent roofing elements by interfitted sections having fastening means or anchors at juncture of adjacent roofing elements
- E04D1/2916—Means for connecting or fastening adjacent roofing elements by interfitted sections having fastening means or anchors at juncture of adjacent roofing elements the fastening means taking hold directly on adjacent elements of the same row
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04D—ROOF COVERINGS; SKY-LIGHTS; GUTTERS; ROOF-WORKING TOOLS
- E04D1/00—Roof covering by making use of tiles, slates, shingles, or other small roofing elements
- E04D1/02—Grooved or vaulted roofing elements
- E04D1/04—Grooved or vaulted roofing elements of ceramics, glass or concrete, with or without reinforcement
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04D—ROOF COVERINGS; SKY-LIGHTS; GUTTERS; ROOF-WORKING TOOLS
- E04D1/00—Roof covering by making use of tiles, slates, shingles, or other small roofing elements
- E04D1/29—Means for connecting or fastening adjacent roofing elements
- E04D1/2907—Means for connecting or fastening adjacent roofing elements by interfitted sections
- E04D1/2914—Means for connecting or fastening adjacent roofing elements by interfitted sections having fastening means or anchors at juncture of adjacent roofing elements
- E04D1/2918—Means for connecting or fastening adjacent roofing elements by interfitted sections having fastening means or anchors at juncture of adjacent roofing elements the fastening means taking hold directly on adjacent elements of succeeding rows
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04D—ROOF COVERINGS; SKY-LIGHTS; GUTTERS; ROOF-WORKING TOOLS
- E04D1/00—Roof covering by making use of tiles, slates, shingles, or other small roofing elements
- E04D1/29—Means for connecting or fastening adjacent roofing elements
- E04D1/2907—Means for connecting or fastening adjacent roofing elements by interfitted sections
- E04D1/2956—Means for connecting or fastening adjacent roofing elements by interfitted sections having tongues and grooves
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D5/00—Supports, screens, or the like for the charge within the furnace
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/14—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment
- F27B9/20—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment the charge moving in a substantially straight path tunnel furnace
- F27B9/24—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment the charge moving in a substantially straight path tunnel furnace being carried by a conveyor
- F27B9/2407—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity characterised by the path of the charge during treatment; characterised by the means by which the charge is moved during treatment the charge moving in a substantially straight path tunnel furnace being carried by a conveyor the conveyor being constituted by rollers (roller hearth furnace)
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27M—INDEXING SCHEME RELATING TO ASPECTS OF THE CHARGES OR FURNACES, KILNS, OVENS OR RETORTS
- F27M2001/00—Composition, conformation or state of the charge
- F27M2001/15—Composition, conformation or state of the charge characterised by the form of the articles
- F27M2001/1504—Ceramic articles
- F27M2001/1508—Articles of relatively small dimensions
- F27M2001/1517—Tiles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27M—INDEXING SCHEME RELATING TO ASPECTS OF THE CHARGES OR FURNACES, KILNS, OVENS OR RETORTS
- F27M2002/00—Disposition of the charge
- F27M2002/01—Disposition of the charge in one layer
Abstract
本发明涉及用于在辊式炉底窑中焙烧瓦的方法,该方法可以用于焙烧具有复杂形状的压制瓦.根据本发明,瓦(1)适合于以特定的配置方式直接地在辊子平面(2)上传送。根据该配置方式,瓦(1)可以一个接一个地相继连接.用陶瓷材料压制的屋顶瓦包括中心区段(101)和搭接弯曲部分(102)。为了在辊式炉底窑中进行焙烧,在瓦的底侧具有至少两根加强传动助(103),用于把瓦置放在辊式炉底窑的辊子上,并且在瓦的上侧与其搭接弯曲部分(102)相对的纵长边缘区段中具有置放平面(107),用于置放邻接相同瓦的搭接弯曲部分(102)外侧下部边缘(108)。
Description
本发明涉及在辊式炉底窑中焙烧屋顶瓦的方法,以及特别涉及用于该方法的陶瓷材料压制的屋顶瓦,该屋顶瓦包括中心区段和搭接弯曲部分。
具体地说,本发明对焙烧公知的如葡萄牙瓦或波形瓦等类屋顶瓦是有效的,但是并不仅仅适用于焙烧上述各类屋顶瓦。
波形瓦包括具有直的中心区段和用于搭接相邻瓦的弯曲区段的平瓦、稍呈S形的空心平瓦或者具有直的中心区段和大半径弯曲搭接区段的罗马瓦。
所有这些类型的瓦的特点是形状复杂,它们都不具有能使其简单可靠地安放在辊式连续输送器上的平面。
为了对这些类型的瓦进行焙烧,现有技术中提出了各种技术方案。例如,一种通常采用的方案是使用装有堆放原料的习用车辆的隧道窑技术,或者是使用特殊辅助焙烧装置的隧道窑技术,该焙烧装置是由用耐火材料制成V形格栅状的支架构成的,每个支架都设计用于安放一定数量的通常是垂直叠放的瓦。支架可以彼此重叠堆放,以便形成数个放瓦的层。
其他实施方案有单层型的隧道窑,在这些方案中车辆上仅形成一层瓦,这些瓦被安置成竖放,并通过用耐火材料制成的装在车辆上的特殊支承构件使其保持在那种状态。
对于形状特别复杂的瓦,也设计了用隧道窑的方案,但是要使用堆放瓦的车辆,这些瓦平放,采用彼此能够叠放接合形成垛状的特殊支架安放瓦。在这种情况下,每块瓦都安放在其自己的耐火支架上,并由该支架支承,有了这些支架就能确保在焙烧期间完好地保持瓦的形状,从而得到良好的最终产品。
然而所有用于焙烧瓦的现有技术方案都需要隧道窑中堆放在车辆上的瓦的护罩,使用或不使用能够实现把瓦装载在车辆上的耐火支架。这种方案除了可能导致例如对装料和卸料机械来说会使其复杂化之外,一方面必须有支架肯定会大大地提高工厂的成本,而另一方面从总体上结合焙烧技术来说,这种方案用车辆使原料移动肯定不是最先进的技术,也不是所期望的最有效的方案。除了其他问题之外,这种类型的窑焙烧周期相当长,甚至可能长达24小时。
所有上述问题都会对瓦的生产成本产生非常不利的影响。
在生产地面砖和墙面砖的企业中使用辊式炉底窑,但这种窑从功能上看仅适用于平滑表面的砖。这种辊式炉底窑比较小,并且焙烧时间也相当短。
文件EP-A-0512212和GB-A 2018962公开了一种在辊式炉底窑中焙烧屋顶瓦的方法,其中瓦预先直接放置在辊式炉底窑的辊子平面上;每块瓦在其拱腹的至少一部分上具有辅助置放装置,以便确定理想的置放平面,由于有该置放平面,各种构件不能置于平面之下;上述装置的几何构形方式使得上述确定的放置平面至少沿预定方向是连续的。然而瓦仅放在窑的辊子上,没有考虑一片对另一片的约束。
本发明的主要目的在与本说明书一起提交的权利要求中通过其特征体现出来,就是要克服现有技术实施方案的缺点和局限,通过本发明的方法无需使用焙烧瓦的特殊辅助支架,就能够在辊式炉底窑中焙烧形状特别复杂的瓦。具体地说,通过采用一种陶瓷材料压制的屋顶瓦可以达到本发明的目的,该屋顶瓦包括中心区段和搭接弯曲部分,在该瓦的下边、上边和纵向边的区段至少具有两条加强传动肋,用于把瓦安放在辊式炉底窑的辊子上。在与搭接弯曲部分相对的一侧有一个置放平面,用于置放相同的邻接瓦搭接弯曲部分的外侧下部边缘。以这种方式形成的压制屋顶瓦无需使用任何特殊的辅助支架就可以连续送进并通过辊式炉底窑,从而通过安放在辊式炉底窑的辊子上的传动肋,以及通过把搭接弯曲部分的下部边缘安放在前一个瓦的置放平面上使瓦得到可靠的支承。重要的是在搭接弯曲部分下部边缘的支承区段不会产生原料超重的情况。
传动肋最好沿瓦的横向延伸,但是也可以沿纵向延伸。在后一种情况下,可以在辊式炉底窑中装有附加的支承辊,用于支承搭接弯曲部分的下部边缘,优选的方案是仅在其软化处理的区段支承。
传动肋的置放平面的长度长于两个辊子之间的轴向距离,以确保任何时候都可靠地支承在至少两个辊子上。还有从置放平面伸出的锁肋,以确保在辊式炉底窑中可靠地锁定屋顶瓦。
为达到上述目的,本发明提供一种在辊式炉底窑中焙烧瓦的方法,其中:瓦预先直接安排置放到辊式炉底窑的辊子平面上;每块瓦在其拱腹的至少一部分上具有辅助置放装置,以便确定理想的置放平面,由于有该置放平面,各种凸出的部分,都不位于置放平面之下;所述置放装置包括在每块所述瓦拱腹的一部分上,至少有两根确定理想置放平面的肋,肋被配置成与置放在辊子平面上的瓦的前进方向平行;肋的长度至少等于辊子平面两个相邻辊子轴间距离的至少两倍;其特征在于:通过肋把瓦置放在辊子平面上,并且通过瓦相对的侧面边缘之间的相互连接,使其一个接一个地形成链状。
下面的详细说明将更清楚地表现出本发明的其他特征和优点,附图中示出了优选的、但并非全部的实施例,图中所示仅是举例方式说明,并不对本发明的保护范围形成限制。
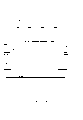
图1示出了根据本发明构成的设备从上面看的局部示意平面图。
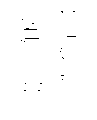
图2以放大的比例示出了图1中所示的一块瓦的细部图。
图3是图2的前视图。
图4是图2从左面看的示意侧视图。
图5和图6以放大的比例示出了本发明两个不同实施例相当于图1的细部图。
图7以缩小的比例示出了沿着图1线VII-VII的示意截面图。
图8是本发明第二实施例从上面看的视图。
图9是图8所示空心平瓦从下面看的视图。
图10是图8所示空心平瓦沿着图8线VIII-VIII的截面图。
图11是根据本发明的空心平瓦在辊式炉底窑里时的侧视图,图中包括邻接的空心平瓦搭接弯曲区段的插入部分。
图12是根据本发明的罗马瓦在辊式炉底窑里时的截面图,图中包括邻接的罗马瓦搭接弯曲区段的插入部分。
图13是根据本发明的筒形平瓦在辊式炉底窑里时的截面图,图中包括邻接的筒形平瓦搭接弯曲区段的插入部分。
图14是根据本发明的另一种空心平瓦的截面图,图中包括邻接的空心平瓦搭接弯曲区段的插入部分。
图中,1表示公知的如葡萄牙瓦或罗马瓦之类屋顶瓦,其特征在于具有相当复杂的几何形状。从几何形状的角度来看,大致可定为属于这样类型的瓦:即,是由一个类似盖的弯曲部分与一个比较平的部分连接起来构成的。弯曲部分有一个边缘,用于连接和叠放到另一个相接的瓦的相应平面区段上。
在瓦1的拱腹除了有确保瓦之间良好连接和使瓦易于置放的通常的钩接凸台10、连接交叉肋11和各种接头以及凹口之外,还有肋12(实施例中示出三根),设置肋12的目的仅仅是为了对瓦1确定一个理想置放平面。具体地说,肋12横向设置,其长度能够确保连续地置放在用于焙烧陶瓷产品辊式炉底窑4的构成辊子平面2的辊子3上。为了确保良好地置放瓦,作为一种规定,肋12的长度至少应该为两个辊子3之间轴间距离的两倍长。当然肋12的横向配置是根据瓦1在辊子3上的排列方式确定的,也就是说,沿着瓦1本身相对于由辊子3构成的整个辊子平面2的前进方向。
肋12提供用于把瓦1置放在辊子3上的平面,起凸出作用的各个部分,例如钩接凸台10、各种瓦形轮廓和各种连接交叉肋,所有这些部分或者与由肋12形成的置放平面位于同一平面上,或者高于置放平面。设置肋12使得瓦1拱腹的一部分能够置放在辊子平面2上,以便使瓦1本身沿辊子平面2移动而不会出现问题。除了瓦1的弯曲区段之外,肋12在瓦1的大部分拱腹区段上延伸,在弯曲区段中有侧面搭接边缘13。所述侧面搭接边缘13在其置放时易于插入和连接到特殊的连接座14上,该连接座14位于靠近相同邻接瓦1的与其侧面搭接边缘13相对的那个侧面边缘处。
根据本发明,通过把瓦1置放在辊子平面上,并使肋12垂直于辊子3的轴(即平行于前进方向),就能够实现把瓦1置放在辊子平面2上,并使其沿该平面传送。采用这种排列方向肋12就能连续地安放在辊子平面2上,这就意味着可能传送瓦而不会出现问题。
把瓦1置放在辊子平面2上可以简单地一个接一个排成行状,或者排成链状。
根据一种排列方式,瓦1靠其相应的肋12置放在辊子3上,它们一个接一个地依次相连,一个瓦1的侧面搭接边缘13插入紧接着的另一个瓦1的连接座14。如图6中所示,这种排列方式模仿了这些瓦实际铺设在屋顶上使用时的相对位置。
通过利用每个单个瓦1上与侧面搭接边缘13相对的那个侧边上以架的形式形成的凸出部分15,根据图5中所示的实施例,还可以容易地把瓦1连接成链状。凸出部分15例如数量为两个,在其端处形成两个叉状支架,这就是用于连接侧面搭接边缘13的连接座16。
在瓦上设有凸出部分15不会有损于瓦1的性能,并能使瓦1排成整齐的行状,在这种情况下瓦1的侧面搭接边缘13可以连接地安放在后一个瓦1的凸出部分15上,而不会与瓦1本身功能部分的区段相干扰,也就是说,在焙烧阶段无需处于并维持直接连接和插入连接座14的状态,而在实际铺设时,连接座14是设计用于安放侧面搭接边缘13的。这种排列方式能够得以实现是由于有肋12,以及能够把侧面搭接边缘13稳定地安放在单个的瓦1上,这些单个的瓦在任何辊式输送器上特别是在通常用于焙烧陶瓷材料的辊式炉底窑的辊子平面上都能排成行状,并一个接一个地依次连接。在焙烧处理期间保持相对于辊子的正确排列方向,上述采用的排列方式的稳定性使瓦1还能够保持其所有的形状特征和功能,而这些对于实际铺设时体现其合格的功能是必要的。
相对于现有技术的焙烧系统,使用本发明获得的优点是明显的。
在图8至10中示出了根据本发明的压制屋顶瓦的优选实施例。
这种瓦包括中心区段101和搭接弯曲部分102。在下边有三根传动肋103,它们相对于瓦的纵向横向设置,并具有用于安放在辊式炉底窑的辊子上的水平置放平面104。至少在瓦的首部和尾部的肋103上置放平面104的长度长于辊式炉底窑中两个辊子之间的轴间距两倍。传动肋103还包括斜面105,用于使其易于安放在辊式炉底窑的辊子上。
在瓦的上面与搭接弯曲部分102相对的一侧,瓦的纵向边缘106的区段中,为相同的瓦的搭接弯曲部分102的外侧下部边缘108设计了置放平面107。在与搭接弯曲部分102相对的一侧,用两个凸台109构成置放平面107,凸台109设在瓦的与搭接弯曲部分102相对的纵向边缘106上。每个凸台109具有从置放平面107伸出的锁肋110,当邻接瓦的搭接弯曲部分108的下部边缘置放在置放平面107上时,该锁肋能确保可靠地锁住两块瓦。
具有相应置放平面的瓦首部和尾部的传动肋103在凸台109的下边延伸,直到凸台的外侧边缘。此外,这两根肋103的安排方式不会与屋顶横梁或屋顶板相干扰。
在压制的琉璃瓦的情况下,在搭接弯曲部分108的下部边缘和置放平面107上都没有釉料,以便防止这些制件在焙烧期间粘接在一起。
图11示出了根据本发明的空心平瓦,该瓦已经在上面结合附图8至10进行了说明,图中示出了在通过窑时一块瓦的支座与邻接瓦的搭接弯曲部分连接的情况。
图12示出了根据本发明的罗马瓦的截面图,图中示出了在通过辊式炉底窑时邻接罗马瓦的搭接弯曲部分102置放在该瓦上的情况。罗马瓦由于不具有凸台109,因此与图8至11中描述的空心平瓦不同,但是在靠近侧面上肋112处该瓦也设有相应的用于搭接弯曲部分102的下部边缘的置放平面111。所有其他的特征都与上面结合图8至10所述的特征相对应。
图13以与图12中罗马瓦相同的视图示出了根据本发明的筒形平瓦。在瓦上不设有凸台109,用于搭接弯曲部分的下部伸出部分108的置放平面111是由外侧槽的底部形成的。
最后图14示出了根据本发明的另一种空心平瓦,它与图12的罗马瓦以及图13的筒形平瓦相类似。该空心平瓦也没有凸台109。用于搭接弯曲部分102的下部边缘108的置放平面111是由外侧槽的底部形成的,该外侧槽紧靠着侧面上肋,并且比侧面上肋低。
对于通过窑的一行瓦中的第一个压制瓦,还可以用一个单独成形的陶瓷制件(图中未示出),提供用于该瓦搭接弯曲部分102的向外伸出部分108的附加置放平面。
用于搭接弯曲部分102的下部伸出部分108的置放平面107和置放平面111,其结构和配置方式都不会导致在辊式炉底窑中进行焙烧期间造成原料的超重问题。
另一种供选择的可能的方案是相对瓦的纵向配置肋103,在辊式炉底窑中装附加的支承辊子,至少在辊式炉底窑的软化处理区段用于支承搭接弯曲部分102的下部边缘108。
Claims (3)
1.一种在辊式炉底窑中焙烧瓦的方法,其中:瓦(1)预先直接安排置放到辊式炉底窑(4)的辊子平面(2)上;每块瓦(1)在其拱腹的至少一部分上具有辅助置放装置,以便确定理想的置放平面,由于有该置放平面,各种凸出的部分,都不位于置放平面之下;所述置放装置包括在每块所述瓦(1)拱腹的一部分上,至少有两根确定理想置放平面的肋(12),肋(12)被配置成与置放在辊子平面(2)上的瓦(1)的前进方向平行;肋(12)的长度至少等于辊子平面(2)两个相邻辊子(3)轴间距离的至少两倍;其特征在于:通过肋(12)把瓦(1)置放在辊子平面(2)上,并且通过瓦(1)相对的侧面边缘之间的相互连接,使其一个接一个地形成链状。
2.如权利要求1中所述的方法,其特征在于:通过把瓦(1)的一个搭接边缘(13)置放在至少一个架状的伸出部分(15)上,实现瓦(1)相对侧面边缘之间的连接,架状的伸出部分在一个相同邻接瓦(1)侧面搭接边缘(13)的相对的侧面边缘上。
3.如权利要求1中所述的方法,其特征在于:通过把一个瓦(1)的搭接边缘(13)置放在连接座(14)上,实现瓦(1)所述相对侧面边缘之间的连接,连接座在邻接的相同瓦(1)上,靠近与边缘(13)相对的侧面边缘,使得在以后在屋顶上置放操作时能够把瓦(1)连接起来。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITMI092A000122 | 1992-09-15 | ||
| ITMO920122A IT1259997B (it) | 1992-09-15 | 1992-09-15 | Metodo per la cottura di tegole in forni del tipo a rulli. |
| DE9212961U DE9212961U1 (zh) | 1992-09-25 | 1992-09-25 | |
| DEG9212961.7 | 1993-09-25 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1089676A CN1089676A (zh) | 1994-07-20 |
| CN1080868C true CN1080868C (zh) | 2002-03-13 |
Family
ID=25959975
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN93119058A Expired - Fee Related CN1080868C (zh) | 1992-09-15 | 1993-09-14 | 在辊式炉底窑中焙烧屋顶瓦的方法 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0588773B1 (zh) |
| JP (1) | JPH06200593A (zh) |
| CN (1) | CN1080868C (zh) |
| AT (1) | ATE187242T1 (zh) |
| DE (1) | DE69327143T2 (zh) |
| ES (1) | ES2141757T3 (zh) |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE66526C (de) * | H. BOLZE & CO. in Braunschweig | Falzziegel | ||
| FR347501A (fr) * | 1904-10-28 | 1905-03-13 | Gentil Soc | Carreaux céramiques partiellement émaillés, permettant la cuisson par empilage |
| US2762618A (en) * | 1951-06-18 | 1956-09-11 | Thermal Res And Engineering Co | Billet heating furnace |
| US3830625A (en) * | 1973-09-17 | 1974-08-20 | Ceramic Tile Co | Method and apparatus for fast firing glazed ceramic tile trim |
| IT1093544B (it) * | 1978-03-24 | 1985-07-19 | Welko Ind Spa | Procedimento ed apparecchiatura per la protezione delle piastrelle in ceramica o simili e dei rulli in materiale refrattario dei forni a rulli,durante la cottura delle medesime piastrelle |
| DE4120264A1 (de) * | 1991-06-19 | 1992-12-24 | Ceric Keramik Vertriebs Gmbh | Verfahren zur herstellung von dachziegeln sowie nach diesem verfahren hergestellte dachziegel |
| DE4200012C2 (de) * | 1992-01-02 | 1999-04-15 | Erlus Baustoffwerke | Verfahren zum Brennen von Dach-Falzziegeln |
| DE9212961U1 (zh) * | 1992-09-25 | 1992-11-26 | Teichgraeber Gmbh, 8011 Grasbrunn, De |
-
1993
- 1993-09-13 AT AT93830372T patent/ATE187242T1/de not_active IP Right Cessation
- 1993-09-13 ES ES93830372T patent/ES2141757T3/es not_active Expired - Lifetime
- 1993-09-13 DE DE69327143T patent/DE69327143T2/de not_active Expired - Fee Related
- 1993-09-13 EP EP93830372A patent/EP0588773B1/en not_active Expired - Lifetime
- 1993-09-14 CN CN93119058A patent/CN1080868C/zh not_active Expired - Fee Related
- 1993-09-16 JP JP5253754A patent/JPH06200593A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP0588773A1 (en) | 1994-03-23 |
| ATE187242T1 (de) | 1999-12-15 |
| CN1089676A (zh) | 1994-07-20 |
| JPH06200593A (ja) | 1994-07-19 |
| DE69327143T2 (de) | 2000-04-20 |
| EP0588773B1 (en) | 1999-12-01 |
| DE69327143D1 (de) | 2000-01-05 |
| ES2141757T3 (es) | 2000-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3269070A (en) | Refractory liner brick with tongue and compound groove for forming circular tapered furnace stack constructions | |
| TWI609954B (zh) | 焦炭爐之建造方法 | |
| US3790428A (en) | Apparatus for prefabricating vertical wall panels from blocks | |
| US20200299981A1 (en) | Precast Brick Panel And Method Of Manufacture | |
| CN1080868C (zh) | 在辊式炉底窑中焙烧屋顶瓦的方法 | |
| US7111437B2 (en) | Apparatus for making brick wall elements | |
| CN1049643C (zh) | 陶瓷曲面板的制造方法及多层耐火支具 | |
| CA2345769A1 (en) | Method and device for mechanically treating concrete blocks | |
| CN214878546U (zh) | 一种烧结砖窑后不解垛整垛机 | |
| JPH08157045A (ja) | トップローラチェーン式搬送装置 | |
| US3881981A (en) | Device and method for prefabricating wall panels from block-like articles | |
| CN218346651U (zh) | 一种轻质陶瓷砖 | |
| CN209494170U (zh) | 一种适用于轻钢龙骨铺设的竹木纤维板用异形工字夹 | |
| JPH04168234A (ja) | 焼結用パレット | |
| CN1262421A (zh) | 特别适用于陶瓷产品的窑装载和卸载设备 | |
| JPH01141864A (ja) | 長尺押出成形陶磁器板 | |
| JPH0561124U (ja) | タイル搬送装置 | |
| CN116086190A (zh) | 一种尾砖连续自动化生产线及生产工艺 | |
| JPH03267688A (ja) | 焼成台車への瓦の積み込み方法 | |
| JPH01141876A (ja) | 長尺タイル板の製造方法 | |
| NZ762739A (en) | A precast brick panel and method of manufacture | |
| CN113562238A (zh) | 一种瓷砖装箱机构 | |
| AU2005201405B2 (en) | Extrusion, and a die, process and apparatus for manufacture thereof | |
| RU1787793C (ru) | Способ садки кирпича | |
| JPH01141877A (ja) | 長尺タイル板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C53 | Correction of patent of invention or patent application | ||
| CB02 | Change of applicant information |
Applicant after: Sakmifuny Corp. Applicant before: Yollo technology company |
|
| COR | Change of bibliographic data |
Free format text: CORRECT: APPLICANT; FROM: EURO TECHNOLOGY INC. TO: SAKEMIFUKE CO.,LTD. |
|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |