CN107667007B - 具有陶瓷面板和陶瓷毡的夹层布置 - Google Patents
具有陶瓷面板和陶瓷毡的夹层布置 Download PDFInfo
- Publication number
- CN107667007B CN107667007B CN201680033201.9A CN201680033201A CN107667007B CN 107667007 B CN107667007 B CN 107667007B CN 201680033201 A CN201680033201 A CN 201680033201A CN 107667007 B CN107667007 B CN 107667007B
- Authority
- CN
- China
- Prior art keywords
- ceramic
- sandwich arrangement
- cmc
- arrangement according
- fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000919 ceramic Substances 0.000 title claims abstract description 137
- 239000000835 fiber Substances 0.000 claims abstract description 65
- 239000000463 material Substances 0.000 claims abstract description 45
- 239000004753 textile Substances 0.000 claims abstract description 23
- 239000000203 mixture Substances 0.000 claims abstract description 8
- 238000001816 cooling Methods 0.000 claims description 57
- 238000000034 method Methods 0.000 claims description 16
- 239000011159 matrix material Substances 0.000 claims description 14
- 229910010293 ceramic material Inorganic materials 0.000 claims description 9
- 238000000576 coating method Methods 0.000 claims description 7
- 239000002826 coolant Substances 0.000 claims description 6
- 230000001788 irregular Effects 0.000 claims description 3
- 230000035699 permeability Effects 0.000 claims description 3
- 239000002002 slurry Substances 0.000 claims description 2
- 239000011153 ceramic matrix composite Substances 0.000 description 99
- 239000010410 layer Substances 0.000 description 84
- 239000002184 metal Substances 0.000 description 27
- 229910052751 metal Inorganic materials 0.000 description 27
- 239000007789 gas Substances 0.000 description 19
- 125000006850 spacer group Chemical group 0.000 description 10
- 239000002131 composite material Substances 0.000 description 8
- 230000036961 partial effect Effects 0.000 description 7
- 238000013461 design Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 230000004888 barrier function Effects 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 229910000679 solder Inorganic materials 0.000 description 5
- 238000005476 soldering Methods 0.000 description 5
- 238000005219 brazing Methods 0.000 description 4
- 239000004568 cement Substances 0.000 description 4
- 230000006378 damage Effects 0.000 description 4
- 239000004744 fabric Substances 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 230000003647 oxidation Effects 0.000 description 4
- 238000007254 oxidation reaction Methods 0.000 description 4
- 239000011253 protective coating Substances 0.000 description 4
- 230000003014 reinforcing effect Effects 0.000 description 4
- 230000015556 catabolic process Effects 0.000 description 3
- 230000007613 environmental effect Effects 0.000 description 3
- 239000011229 interlayer Substances 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 239000002759 woven fabric Substances 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 230000007812 deficiency Effects 0.000 description 2
- 238000006731 degradation reaction Methods 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 230000001747 exhibiting effect Effects 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 230000010354 integration Effects 0.000 description 2
- 229910001092 metal group alloy Inorganic materials 0.000 description 2
- 239000008188 pellet Substances 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000005245 sintering Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 230000000930 thermomechanical effect Effects 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 229920006184 cellulose methylcellulose Polymers 0.000 description 1
- 238000012710 chemistry, manufacturing and control Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004870 electrical engineering Methods 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 238000007749 high velocity oxygen fuel spraying Methods 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052575 non-oxide ceramic Inorganic materials 0.000 description 1
- 239000011225 non-oxide ceramic Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 235000015927 pasta Nutrition 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000002829 reductive effect Effects 0.000 description 1
- 238000002407 reforming Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 229910000601 superalloy Inorganic materials 0.000 description 1
- 239000012720 thermal barrier coating Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 210000001170 unmyelinated nerve fiber Anatomy 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/02—Layer formed of wires, e.g. mesh
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/14—Layered products comprising a layer of metal next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B18/00—Layered products essentially comprising ceramics, e.g. refractory products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/04—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by at least one layer folded at the edge, e.g. over another layer ; characterised by at least one layer enveloping or enclosing a material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/28—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer comprising a deformed thin sheet, i.e. the layer having its entire thickness deformed out of the plane, e.g. corrugated, crumpled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/08—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer the fibres or filaments of a layer being of different substances, e.g. conjugate fibres, mixture of different fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/14—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by a layer differing constitutionally or physically in different parts, e.g. denser near its faces
- B32B5/142—Variation across the area of the layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/14—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by a layer differing constitutionally or physically in different parts, e.g. denser near its faces
- B32B5/145—Variation across the thickness of the layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/003—Joining burned ceramic articles with other burned ceramic articles or other articles by heating by means of an interlayer consisting of a combination of materials selected from glass, or ceramic material with metals, metal oxides or metal salts
- C04B37/005—Joining burned ceramic articles with other burned ceramic articles or other articles by heating by means of an interlayer consisting of a combination of materials selected from glass, or ceramic material with metals, metal oxides or metal salts consisting of glass or ceramic material
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/008—Joining burned ceramic articles with other burned ceramic articles or other articles by heating by means of an interlayer consisting of an organic adhesive, e.g. phenol resin or pitch
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/14—Form or construction
- F01D5/18—Hollow blades, i.e. blades with cooling or heating channels or cavities; Heating, heat-insulating or cooling means on blades
- F01D5/186—Film cooling
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/14—Form or construction
- F01D5/18—Hollow blades, i.e. blades with cooling or heating channels or cavities; Heating, heat-insulating or cooling means on blades
- F01D5/187—Convection cooling
- F01D5/188—Convection cooling with an insert in the blade cavity to guide the cooling fluid, e.g. forming a separation wall
- F01D5/189—Convection cooling with an insert in the blade cavity to guide the cooling fluid, e.g. forming a separation wall the insert having a tubular cross-section, e.g. airfoil shape
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
- F01D5/282—Selecting composite materials, e.g. blades with reinforcing filaments
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
- F01D5/284—Selection of ceramic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
- B32B2260/023—Two or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/105—Ceramic fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/14—Mixture of at least two fibres made of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/304—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/714—Inert, i.e. inert to chemical degradation, corrosion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2603/00—Vanes, blades, propellers, rotors with blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2607/00—Walls, panels
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/52—Constituents or additives characterised by their shapes
- C04B2235/5208—Fibers
- C04B2235/5252—Fibers having a specific pre-form
- C04B2235/5256—Two-dimensional, e.g. woven structures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6028—Shaping around a core which is removed later
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/04—Ceramic interlayers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/38—Fiber or whisker reinforced
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/59—Aspects relating to the structure of the interlayer
- C04B2237/597—Aspects relating to the structure of the interlayer whereby the interlayer is continuous but porous, e.g. containing hollow or porous particles, macro- or micropores or cracks
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/62—Forming laminates or joined articles comprising holes, channels or other types of openings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/601—Fabrics
- F05D2300/6012—Woven fabrics
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/603—Composites; e.g. fibre-reinforced
- F05D2300/6033—Ceramic matrix composites [CMC]
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/613—Felt
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/60—Efficient propulsion technologies, e.g. for aircraft
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Composite Materials (AREA)
- Laminated Bodies (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Abstract
本发明涉及一种夹层布置,其包括至少两个外周设置的陶瓷面板和插入在第一陶瓷面板与第二陶瓷面板之间的陶瓷毡。第一陶瓷面板的材料等同或不同于第二面板的材料,其中陶瓷毡由具有规则或准规则结构化的织造纤维的纺织物结构形成。纤维由至少一种材料和/或成分制成,其中至少一个粘合器件设在面板下侧与相邻纤维之间。
Description
技术领域
本发明涉及模块化工业燃气轮机(IGT)构件的先进构想,其基于根据涉及权利要求1至5中的一项的现有技术水平的IGT构件的每个领域的工业范围中使用最适合材料的原理。
背景技术
最适合的材料选择由服务公开(service exposure)下的环境、热、机械和热机械负载条件驱使。根据该设计构想,整体的陶瓷和陶瓷基质复合物(CMC)材料尤其有益于施加到高温负载区域中,而金属合金优选主要用于机械或热机械负载的区段。该原理表示使用独石陶瓷(monolithic ceramic)且尤其是CMC来用于生成平台和翼型件、插入件,或更总体上是作为用于相应区段的衬套材料。
该途径也是适于较高T应用的涉及WO 2014/146829 A1的新重整/修理原理的延伸。实际上,独石陶瓷材料和陶瓷基质复合物在经历高和很高的温度(1000到1700°)和周期操作状况时,不易于有热退化效果。相比于使用必须由与热障涂层(即,TBC系统)组合的环境金属涂层保护的金属合金,允许了相当长的总体构件寿命。
陶瓷系统(包括CMC)尤其在较高的温度范围中还可能需要环境和由陶瓷制成的热障保护涂层。
基于该构想,主要存在两个因素驱使开发用于陆基IGT的涡轮叶片的独石且陶瓷的复合物制成的本体:
1. 构件耐温且延长寿命;
2. 涡轮叶片的前级的冷却要求可通过向叶片(旋转和/或静止)提供陶瓷壳作为针对操作期间的热气体的冲击的保护隔层来显著地减小。
模块化IGT构件设计中的现今标准独石陶瓷和CMC系统的典型缺陷:
1. 脆性性质和低断裂韧性(独石陶瓷);
2. 很有限的疲劳性质,尤其是独石陶瓷,而且CMC系统也是;
3. 有限抗蠕变性(CMC);
4. 成本较高(CMC)。
市售的以及文献中描述的CMC材料仍存在:
在考虑涡轮零件且尤其是在旋转叶片(蠕变负载)的情况下,CMC的机械强度值大体上在设计要求的极限内。考虑不同构件区段的简单功能分开(即,机械和热去耦)并不足够,诸如构件分成不同的子构件,其中某些区域主要需要承受机械负载,而其它构件区段将必须对抗高热负载(如若干专利和公开文献所述)。壳的一些特殊区域仍将屈服于很高的温度,以及来自很高气体质量流、气体压力和离心负载的不可忽略的机械负载;
强各向异性机械和物理CMC材料性质。该现象基于CMC复合物内的无机纤维的本来的2D/3D织造微观结构。尤其是在需要较厚材料强度的情况下,多层布置不可避免,这进一步加剧了内在的不均一,且导致独立层叠层之间的局部缺陷或完全分层的风险。除此方面外,增大多孔性的总体风险随用于形成最终的壳或衬套区段的层数上升;
有限蠕变性质,如主要由作为增强元件包含在CMC微观结构内的纤维性质驱动。陶瓷复合材料的该特质甚至进一步限制了设计灵活性和随后在较长操作时间内应用于组合的机械和高温负载的区域中;
将预计到翼型件周围的高热梯度(温度不均一)。事实上,所得的最大热和机械负载可很局部化,这存在局部破坏形成的高风险,这可最终导致CMC系统的完全破坏。
文献WO 2014/022344 A1公开了用于飞行器的燃气涡轮发动机的CMC核心护罩,其包括多个导管面板,各个导管面板均沿纵向搭接头连结到相邻的导管面板上。各个导管面板还包括具有沿大致横向方向定向的陶瓷纤维的交织纤维结构。陶瓷基质包绕陶瓷纤维结构的陶瓷纤维。陶瓷纤维和基质形成为大体上圆柱形,其具有前端和后端,且具有用于围绕前端且沿纵向搭接头周向地定向的机械附接的器件。前端还包括附加的CMC材料,其具有沿第三预选方向定向的纤维,从而提供附加强度来用于前端处和搭接头处的机械附接。
文献EP 2 033 772 A1公开了一种层叠结构,其包括由中间层连结到第二层上的至少第一层,第一层的材料不同于第二层的材料,且中间层由交织的不同第一材料和第二材料的纤维构成。粘合剂设在中间层与第一层和第二层中的至少一者之间。第一层和第二层可提供为薄或厚的片、板或一些组合的片和板。作为备选,一层可提供为其它层施加到其上的成型基底。第一层和第二层可为柔性或刚性的。中间层可采用织造织物的形式,涂层可施加到其一侧,或不同涂层可施加到任一侧,其中施加到中间层的一侧上的涂层能够粘合到中间层和第一层或第二层中的一个的(多个)材料上。
文献US 2009/324421 A1公开了间隔元件,其尤其优选均匀地分布在壳与支承结构之间。间隔元件在各种情况中形成为软钎焊小球的形式,其通过软钎焊,尤其是表面软钎焊连接到支承结构和壳上。壳与支承结构的连接因此由软钎焊执行,特别优选在独立点处。焊料由小焊料球构成,其在软钎焊过程期间并未完全熔化,而是部分熔化。这些焊料小球通常在电气工程中由用语"球型网架(ball-grid)"表示。以此方式,窄间隙形式的空间可形成在壳与支承结构之间,其中热可仅在由此形成的软钎焊点处传递至支承结构。根据本发明,软钎焊小球形成大表面,使得热可直接地传递至流过该空间的冷却介质。随着每单位面积的间隔元件的数目增长,冷却介质可在其上流动的间隔元件的表面也一起增大,这一方面改善了冷却,且另一方面改善了壳与支承结构的连接。改善的连接继而又允许刚性更大且更薄的壳。
文献DE 10 201 3110381 A1公开了一种例如用于涡轮的热气体通路构件的层布置,其具有基底层和陶瓷基质复合层,非金属间隔物形成在它们之间,以限定填充有绝热物质的凹穴。层布置具有基底层和陶瓷基质复合物层,非金属间隔物形成在它们之间以限定凹穴。基底层以镍基超级合金或陶瓷形成。非金属间隔物设有热保护涂层和切割肋。凹穴填充有绝热物质。
发明内容
本发明的目的在于概括现今用于IGT构件的独石陶瓷和CMC区段以及相关模块化构件设计方案的局限性和不足,以下关键方面必须被克服:
I. CMC材料的机械性质的显著各向异性;
II. 标准独石和CMC材料的机械、热和热机械限制;
III. CMC材料的侵蚀极限;
IV. 标准独石和CMC材料的抗冲击性;
V. 导致基质和纤维性质退化的非氧化物陶瓷的高温化学稳定性(陶瓷腐蚀)和氧化的极限;
VI. 独立的CMC壳和衬套区段的高成本。
本发明的目的通过根据独立权利要求1至5中的至少一项的实施例来达成。
根据第一实施例,CMC材料可设计成具有定制/个性化的纤维结构,其中一定百分比的纤维呈现出较大的直径,且旨在在操作期间主要承载混合IGT部分的CMC区段内的机械负载。
同样由带较细纤维的2D/3D纺织结构构成的连接的第二CMC子网络用于将陶瓷基质固定到整个纤维子结构上,且使机械负载的局部力偏转陶瓷基质(将消散能量其而允许应力释放的"牺牲"纤维子结构/网络的类型)。后一纤维涂布有光滑的保护涂层,且显示出与陶瓷基质的较强接触。取决于选择的CMC系统(即,材料类型和处理路线),未涂布的纤维也是一个选择。
本发明的创新且进步的步骤由这些结构的部分或安全集成构成。
根据另一个实施例,标准CMC结构可通过使用夹层系统改善,夹层系统包含作为内部结构的特别织造的织物或毡,其完全或部分渗透,以便提供内部冷却通道结构,和/或两个CMC表皮壳内的绝缘物和增强物。
冷却通道可通过以下提供:
i) 开放多孔结构(例如,部分渗透的毡);
ii) 具有特别设计的结构的加工的多孔结构;iii) 特殊CMC层(或甚至多层结构),其中冷却结构通过消除具有限定架构(参看图4)的特别选择的织造纤维(例如,C纤维)而形成。例如,这样消除可通过CMC系统烧结过程期间烧掉这些特殊纤维来实现。该特殊CMC层可附接到普通CMC织造层(或多层叠层)上作为暴露于构件的内部冷却通路的内表面,或作为作用为夹层结构的内表皮和外表皮的两个普通CMC织造层(或多层叠层)之间的中间层(多层叠层构造)。
作为备选,还可包括冷却出口,以使独立冷却的节段互连,且/或允许直接膜冷却。
抗热和氧化的柔性中间层的附加使用将补偿陶瓷/CMC与金属IGT核心区段之间的CTE(热膨胀系数)失配,诸如在中心金属核心与旋转或静止叶片的包绕壳之间。还将包括外物冲击情况下的冲击吸收功能,且避免了破坏的CMC壳或衬套系统的完全分解。此3D中间层结构可由3D结构的金属网制成,或为波状金属结构的形式,其呈现出蜂窝或任何类似的纹理,或由如图6中所示的简单"波纹"陶瓷结构制成,其中这些图6a-c的呈现是本领域的技术人员常见的。
中间层也可为复合物形式下或作为不同层的叠层的金属和陶瓷结构的混合物。
基于该设置,可能容易达到由设计给出的单个CAH(冷却空气孔)的孔直径和正确角,且避免纤维和/或织造CMC结构的潜在破坏。在后续步骤中,包覆的CMC材料由浆料技术渗透,或由CVD或其它方法浸渍,或以其它方式与陶瓷基质材料组合,且最终(半)烧制。所述的步骤可重复,直到达到独立IGT部分区段所需的预期CMC壁厚。销插入在穿过纺织物厚度的纺织物的纤维之间,而不会破坏纤维,但允许形成将用作冷却孔的孔。销在预定位置/锚定孔固定到模具中。
在围绕模具干燥CMC形式之后,销可除去,CMC件可脱模,且CMC件可最终烧结。壳可容易从模具取出。在两件或更多的壳(例如,压力侧和吸力侧节段)的情况下,这些通过适合的方法(诸如主动硬钎焊或高温水泥的施加)在热后处理中连结。
对于CMC区段的生成,增强的2D织造无机纺织物片材(一层或多层)可包绕中心金属、聚合物或陶瓷3D本体,其用作模具。此模具可代表涡轮翼型件或内/外平台轮廓,或其它热气体通路构件,且还可包括局部冷却空气孔图案(外部膜冷却)。最终的CMC本体然后可围绕中心金属翼梁定位,以允许正确、精确的定位、机械支承,且如果需要,允许冷却CMC翼型件壳。
在本发明的另一个实施例中,CMC壳制造为一个单一部分,包括吸力侧(SS)和压力侧(PS)区段,而仅翼型件区域在第一步骤渗透有基质材料,干燥且固化(包括具体的冷却孔图案)。在实现该部分制造之后,CMC壳系统围绕具有预先定位的金属中间层结构的中心金属核心定位。该中间层通过有效硬钎焊、与耐高温水泥胶合、机械固定或提到的方法的组合围绕中心核心连结。SS和PS CMC区段然后包绕完全预制且预定位的内前缘(LE)和后缘(TE)区段或其它热和热机械加载的区域,其由独石陶瓷材料或整体与CMC表皮的组合制成。此类插入物还可包括内冷却系统和互连的外冷却系统。
CMC壳与陶瓷LE和TE插入件的固定可通过有效硬钎焊或施加高温水泥实现,已经包括了特殊设计的热处理或后接特殊设计的后处理。
TBC(热障层)或EBC(环境隔层)层可施加到CMC壳或衬套节段上。这可通过使用常规热喷涂方法达成,诸如HVOF、APS或空气枪、浸渍和其它适合的方法。作为备选,还可使用SPS、CVD、PVD等。作为最后的步骤,后接干燥和交错固化热处理过程链。
为了允许整体和CMC制成的区段的可靠顺序生产,适合的NDT方法(诸如IR热熔印刷、高分辨率CT和其它技术)必须在整个过程链内的关键制造步骤期间应用。
基本上,本发明提出了一种夹层布置,其包括以下结构中的至少一个、部分或一体的组合:
a) 包绕毡或复合织造纺织物结构的至少一个或两个CMC表皮;
b) 外/内结构,其中一个CMC表皮附接到毡上,其形成内层或外层,或复合织造纺织物结构,其形成内层;
c) 相反的夹层结构,其中CMC具有不同结构的表皮,其形成由陶瓷毡制成的两个表皮包绕的结构的核心;
d) 附加结构,其中陶瓷毡是外层,常规CMC是中间层,且复合织造纺织物结构是内层。
此外,本发明提出了一种夹层布置,其包括至少一个外周设置的陶瓷面板,以及有效地连接到陶瓷面板上的陶瓷毡,其中陶瓷毡由具有规则或准规则结构化的织造纤维的纺织物结构形成,其中纤维由至少一种材料和/或成分制成。至少一个粘合器件设在陶瓷面板下侧与相邻的纤维之间。
但是,如果毡由与彼此互混为"意大利面形(spaghetti)"的不规则纤维制成,则这些纤维不是陶瓷纺织物那样织造的。
此外,夹层布置包括至少两个外周设置的陶瓷面板和插入在第一陶瓷面板与第二陶瓷面板之间的陶瓷毡,其中第一陶瓷面板的材料等于或不同于第二面板的材料。陶瓷毡由具有规则或准规则结构化的织造纤维的纺织物结构形成,其中纤维由至少一种材料和/或成分制成。至少一个粘合器件设在面板下侧与相邻的纤维之间。
但是,如果毡由与彼此互混为"意大利面形"的不规则纤维制成,则这些纤维不是陶瓷纺织物那样织造的。
毡可在夹层内,或作为内部或外部单层;它还可为"相反的"夹层,即,CMC在两个毡结构之间。
(这些)此(多个)毡可在CMC的现有的制造过程中整体结合,即,不需要附加的胶合系统或热处理。甚至可以使用与用于在一个和独一的烧结热处理过程步骤中形成夹层的CMC系统相同的基质材料。
此外,夹层布置包括至少两个外周设置的陶瓷面板和插入在第一陶瓷面板与第二陶瓷面板之间的陶瓷毡,其中第一陶瓷面板的材料等于或不同于第二面板的材料。陶瓷毡由具有规则或准规则结构的织造纤维的纺织物结构形成,其中纤维由至少一种材料和/或成分制成。陶瓷面板与相邻的陶瓷毡之间的化合物在物理确定的组件的意义上由夹层布置的各种构件的冷压来达成。
此外,夹层布置包括至少两个外周设置的陶瓷面板和插入在第一陶瓷面板与第二陶瓷面板之间的陶瓷毡,其中第一陶瓷面板的材料等于或不同于第二面板的材料。陶瓷毡由具有规则或准规则结构的织造纤维的纺织物结构形成,其中纤维由至少一种材料和/或成分制成。陶瓷面板与相邻的陶瓷毡之间的化合物在物理确定的组件的意义上由夹层布置的各种构件的热压模制来达成。
夹层布置特征在于陶瓷面板(即,CMC层或多层和/或陶瓷毡)构造在多壁结构上,其中独立的壁与彼此间隔开,其中壁由支承结构相互支承,其中支承结构之间得到的空间拥有弱、中或强的渗透性,使得可采取作为目标的冷却动作。
此外,陶瓷面板由一个或更多个板层构成,其中板层由相同的材料和成分制成,或它们自身之间有差别;陶瓷面板的至少一个表面包括一个或更多个涂层,且夹层结构包括CMC表皮之间的浸渍陶瓷织体,夹层布置包括至少一个中间陶瓷面板。
第一陶瓷面板或第二陶瓷面板与中间陶瓷面板之间的空隙填充有相同或不同的陶瓷毡,其中至少一个陶瓷面板或至少一个中间陶瓷面板和/或陶瓷毡设有冷却孔和/或冷却通道。提到的冷却孔或冷却通道布置在陶瓷面板和/或陶瓷毡之间。
穿过陶瓷面板、中间陶瓷面板、陶瓷毡的冷却介质与外界密封,其中冷却介质部分或一体流过陶瓷面板和/或中间陶瓷面板和/或陶瓷毡。
此外,夹层布置用于在涡轮机或燃气涡轮发动机的热气体通路构件中部分或一体使用。热气体通路构件对应于转子叶片或定子导叶的翼型件,其中翼型件由至少一个流动施加外壳和至少一个下方结构元件构成。流动施加外壳形成为一致或分段的结构,符合涉及涡轮机或燃气涡轮发动机的翼型件沿工作介质流动方向的空气动力最终目的,其中翼型件下方结构元件由至少一个中间壳和/或至少一个翼梁构成。
流动施加的外壳还配备在具有插入件的前缘和/或后缘的区域中,其中插入件由独石陶瓷材料和/或独石陶瓷材料与CMC表皮的组合制成,其中提到的插入件设有连续和/或准连续的冷却孔。
概括地说,本发明的至少一个创新步骤在于,这些加工的结构整体结合为尤其是涡轮叶片模块化设计中的热气体通路构件中的插入物是很有利的。参看现有技术,毫无疑问,将使用标准多孔陶瓷材料的任何解决方案将不允许此类高热传递系数,且将具有低得多的机械完整性。
具体而言,这些夹层布置能够可选地用作燃气轮机单元的热气体通路构件内的模块化部分。因此,大约1500℃或1600℃或1700℃的温度可为主导的。
本发明的另一个创新步骤关于用于系统的负载分配器和破坏抑制的小尺寸纤维子结构,改善了CMC多板层系统的断裂韧性和叠层间剪切性能。
此外,首先,CMC中的冷却结构通过机加工或包括CMC中的冷却孔的其它过程来生成。第二,CMC的夹层结构拥有冷却通道。该物件是第一物件的延伸,其中最终目的在于经由相同或不同成分的两个表皮之间的预先设计的冷却结构板层来整体结合这些冷却通道,有利地用于中间冷却的壳,意味着冷却不是穿过CMC壳的整个厚度,而是在其内循环,捕集在夹层结构内。作为第一提案的另一个备选方案,局部布置的冷却孔可穿过CMC壳厚度生成,使得不再需要刚性结构,这可从现有技术不同地看到。
因此,本发明寻求灵活的间隔结构构想,以用于减小(金属)翼梁与CMC壳之间的CTE(热膨胀系数)失配,且作为受到来自热气流的很高压力的CMC壳的支承。
取决于如何产生灵活间隔结构构想,可允许精确地引导的冷却系统以便将金属核心保持在合理的工作温度下,或可作用为CMC壳与金属翼梁之间的热障层,以减小在CMC壳结构内发生的热梯度。
此外,本发明包括以下两个类型的布置:
i) 使用复合织造纺织物结构的部分渗透的毡的冷却结构系统;
ii) 具有完全浸渍的毡的耐热结构。
附图说明
现在借助于不同实施例且参照附图来更详细阐释本发明。
图1示出了夹层布置;
图2示出了反映最简单类型的CMC织物纹理的图1中的区域的放大视图;
图3示出了如沿线图3-图3看的根据图2的区域的截面视图;
图4a-e示出了各种纺织物架构,其反映混合的CMC纹理,与陶瓷纤维织造在一起的碳纤维、氧化物或非氧化物;
图5a-b示出了包括纺织物中的冷却孔的整体结合的其它纺织物架构;
图6a-c示出了中间层,其设计为柔性层,其将i)补偿热气体通路构件的金属核心与陶瓷壳之间的CTE(热膨胀系数)失配;ii)FOD(外物破坏)情况下的支承CMC结构(柔性后备结构);iii)用作冷却空气分配的基底;
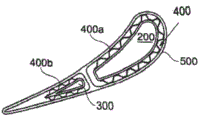
图7示出了穿过转子叶片或定子导叶翼型件的截面,在此情况下,还使用了由蜂窝状结构构成的中间层;
图7a示出了具有增强特征的CMC翼型件的总结的灵活构想;
图8示出了穿过转子叶片或定子导叶翼型件的截面,在此情况下,还使用了由蜂窝状结构构成的至少一个中间层,其中至少一个中间层一体地或准一体地嵌入陶瓷毡中,其填充翼梁与外壳之间的空间;
图9示出了另一个翼型件实施例,其极大地对应于前面的图7和8,其中流动施加外壳和相关翼梁之间的空间由规则或不规则分布的高度或接触点桥接;
图9a-b示出了各种构造的绳;
图10示出了另一个翼型件实施例,其较大地对应于前面的图7和8,其中流动施加外壳与相关翼梁之间的空间由规则或不规则分布的高度桥接,其中至少一个中间层一体地或准一体地嵌入陶瓷中,其填充(多个)翼梁与外壳之间的空间;
图10a-b示出了各种构造的绳或间隔模块;
图11示出了另一个实施例,其分别设有LE和TE处的两个增强插入件;
图12示出了与翼型件连接的定位的插入件;
图13示出了包括结构化或受控的多孔架构的LE插入件的内部结构,其允许了插入件的较强且很高效的冷却;
图14示出了包括特殊结构化或受控的多孔架构的LE插入件的内部结构,其允许了插入件的较强且很高效的冷却。
具体实施方式
图1示出了穿过提供为夹层系统的多板层CMC的实施例的局部纵向截面。基本上,实施例CMC材料可按照操作要求设计成具有个性化的纤维结构。一定百分比的纤维呈现出不同的直径,其旨在主要在操作期间承载热气体通路部分的CMC区段内的机械负载(在较大的直径的情况下)。夹层系统(100,101a,b,110,...)的最外面板101a,101b由一个或更多个板层构成,其中面板101中的至少一个拥有一体的或准一体的光滑保护涂层100,其具有与面板的相邻陶瓷结构的较强接触。在许多应用中(但非排他地),优选第一面板101a的纤维具有与设置在相对侧上的第二面板101b的纤维相同的成分和/或材料。第一面板和第二面板的纤维可浸渍有相同或不同的材料,且可提供的是,仅浸渍纤维的圆周的仅一部分,其中浸渍侧设计为随安装变化,例如,纤维的浸渍侧是联结到第一层101a或第二层101b上的一侧。
提到的层可由叠层结构构成,使得实现单个中间层(不同的纺织物板层)之间的适合的联结。此外,层可通过多个夹层结构形成。
由具有较细的纤维的2D/3D纺织物结构类似地构成的面板之间的中间陶瓷毡110用于将陶瓷基质固定到整个纤维子结构上,且使机械负载的局部力偏转到陶瓷基质。如图1中所示,物件111,112,113,中间陶瓷毡110的纤维可使用相同或不同的材料不同地织造,使得陶瓷毡内和面板的各侧上的接触表面包括第一纤维材料和第二纤维材料两者。根据物件111的架构代表矩形或准矩形的织造,根据物件113的架构代表倾斜或准倾斜的或非矩形的成角织造;根据物件112的架构代表正弦或准正弦的相互交叉织造。夹层布置的厚度内的不同织造纤维(111,112,113等)的任何层叠顺序也是可能的。
图2示出了基于织造区段111的陶瓷毡110内的纤维111a和111b的外表面。纤维111a,111b的外表面相等地暴露于三维结构的两侧,使得各个上的接触表面包括纤维的第一材料和第二材料两者。图3示出了如图2中所示的沿线图3-图3的织造物的截面视图。在此领域中,单个纤维或若干纤维111a,111b包括沿周向方向的规则或不规则布置的绳,或附接到纤维120上的点状颗粒,以用于最大化与彼此(111a,111b)和在陶瓷毡110的整个结构内的摩擦。
图4示出了夹层结构的各种纺织物架构(a-e),其中图5(a,b)示出了纺织物中的冷却孔的示例性整体结合(隙透和/或对流和/或冲击冷却):织造有整体结合的孔结构150的纺织物用于必需实施膜冷却的热区域中。可在也在较宽区域上延伸的单个冷却孔或成排冷却孔的形式下。
图6示出了中间层,其表示为柔性层,柔性层将补偿热气体通路构件的金属核心与陶瓷壳之间的CTE(热膨胀系数)失配。中间层可由3D结构的金属网(图6中未示出)制成,或作为波状的金属或陶瓷结构,例如,蜂窝状(见图a-c)。
图7至10示出了穿过转子叶片或定子导叶翼型件的截面。翼型件的内部设有垂直定向且模块化的翼梁(由一个或若干模块制成),其将内部分成了两个个性化的部分,即,翼梁1(物件200)和翼梁2(物件300)。还可由2个以上的翼梁模块制成。
图7示出了中间层400的附加用途,中间层400例如由蜂窝状结构构成。柔性中间层400由耐热和耐氧化的材料构成,且可补偿陶瓷/CMC构成的包绕且流动施加的外壳500与金属翼梁200,300之间的CTE(热膨胀系数)失配。中间层400a(与翼梁1相关联)和400b(与翼梁2相关联)可包括在外物冲击的情况下吸收任何冲击的能力,且避免受损的CMC外壳500或其它衬套系统的完全分解。此中间层还可作用为间隔物。此3D中间层结构可由3D结构的金属网格制成,或为波纹金属结构的形式,呈现出蜂窝状或任何类似的质地。
图7a示出了CMC区段。增强的2D织造无机纺织物片材(一层或多层)可包绕中心金属、聚合物或陶瓷3D本体,其用作模具。此模具可代表涡轮翼型件或内/外平台轮廓,或其它热气体通路构件,且还可包括局部冷却空气孔图案(外部膜冷却)。最终的CMC本体然后可围绕中心金属翼梁(见图7,物件200,300)定位,以允许正确、精确的定位、机械支承,且如果需要,允许冷却CMC翼型件壳。
图8示出了中间层400的附加用途,中间层400例如由蜂窝状结构构成。柔性中间层400由耐热和耐氧化的材料构成,且可补偿陶瓷/CMC构成的包绕且流动施加的外壳500与金属翼梁200,300之间的CTE(热膨胀系数)失配。中间层400a(与翼梁1相关联)、400b(与翼梁2相关联)可包括在外物冲击的情况下吸收任何冲击的能力,且避免受损的CMC外壳500或其它衬套系统的完全分解。此3D中间层结构可由3D结构的金属网格制成,或为波纹金属结构的形式,呈现出蜂窝状或任何类似的质地。此外,中间层400a,400b一体地或准一体地嵌入陶瓷毡600,其填充(多个)翼梁与外壳之间的空间。至少一个中间空间(未示出)的核心可按需要填充有陶瓷毡,其具有不同/变化的复合物和稠度。
图9示出了另一个翼型件实施例,其较大地对应于前面的图7和8。流动施加外壳500与翼梁200,300之间的空间由规则或不规则分布的立面210,310桥接,其配备有不同地构造的绳/间隔点,即,圆形220和/或T形230绳,由此,此类布置包括吸收外物冲击的任何冲击的能力,且可补偿周围和流动施加外壳500与金属翼梁200,300之间的CTE(热膨胀系数)失配。
图10示出了另一个翼型件实施例,其较大地对应于前面的图7和8。外壳500与翼梁200,300之间的空间由规则或不规则分布的立面210,310桥接,其配备有不同地构造的绳,即,圆形220和/或T形230绳,由此,此类布置包括吸收外物冲击的任何冲击的能力,且可补偿周围和流动施加外壳500与金属翼梁200,300之间的CTE(热膨胀系数)失配。此外,中间层400a,400b一体地或准一体地嵌入陶瓷毡610,其填充(多个)翼梁与外壳之间的空间。
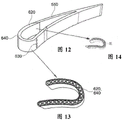
在根据的图11的本发明的另一个实施例中,CMC壳550制造为一个单一部分,包括吸力侧(SS)和压力侧(PS)区段,而仅翼型件区域在第一步骤渗透有基质材料,干燥且固化(包括具体的冷却孔图案)。在实现该部分制造之后,CMC壳系统围绕具有预先定位的金属中间层结构的中心金属核心(翼梁)250定位。该中间层450通过有效硬钎焊、以耐高温水泥胶合、机械固定或提到的方法的组合围绕翼梁250(金属中心核心)连结。SS和PS CMC区段然后包绕完全预制且预定位的内前缘(LE)和后缘(TE)区段或其它热和热机械加载的区域,其由独石陶瓷材料或整体与CMC表皮的组合制成。此类增强插入物620还可包括内和互连的外冷却系统630。该系统可为设计的或直接穿过CAH的紧急冷却孔。在壳受破坏的情况下,紧急冷却孔通向外壳表面。
取决于部分的外表面冷却要求,这些孔还可从开始设计为贯穿CAH。
图12,13和14中的各个均将附加的多孔本体640示为插入件620的自然延续,其严格定位在前缘LE的区域中。插入件620的内部可具有产生互连的冷却腔(见图13和14)结构化的多孔结构,或具有陶瓷材料(如毡)的未分类的填料,其中密度和/或渗透率可按要求改变。
参考标号列表
夹层布置 100, 101a, 101b, 110, …
100 涂层
101a 陶瓷第一面板
101b 陶瓷第二面板
110 陶瓷毡
111 织造结构
111a 纤维的外部结构
111b 纤维的外部结构
112 织造结构
113 织造结构
120 纤维绳
150 织造有一体的孔结构的纺织物
200 翼梁
210 立面
220 圆绳
230 T形绳
250 翼梁
300 翼梁
310 立面
400 中间层
400a 与翼梁200相关联的中间层
400b 与翼梁300相关联的中间层
450 中间层
500 流动施加的外壳
550 CMC壳
600 陶瓷毡
610 陶瓷毡
620 具有受控/加工的多孔结构的增强插入件
630 冷却系统
640 多孔本体
SS 吸力侧
PS 压力侧
LE 前缘
TE 后缘。
Claims (17)
1.一种夹层布置,其包括包含相应的CMC层或CMC多层的至少两个外周设置的陶瓷面板(101a,101b),和插入在第一陶瓷面板与第二陶瓷面板(101a,101b)之间的陶瓷毡(110),其中所述第一陶瓷面板(101a)的材料等同或不同于第二陶瓷面板(101b)的材料,其中所述陶瓷毡(110)由带规则或准规则结构化的织造纤维的纺织物结构形成,或者所述陶瓷毡由与彼此互混的不规则纤维制成,其中所述纤维由至少一种材料和/或成分制成,其中至少一个粘合器件设在所述陶瓷面板(101a,101b)的下侧与所述陶瓷毡(110)的相邻的纤维之间;其特征在于,所述陶瓷面板(101a,101b)具有纤维结构,所述纤维结构包括一定百分比的纤维,其呈现较大的直径,且旨在主要承载机械负载,以及较细的纤维,其用于将所述陶瓷面板的陶瓷基质固定到整个纤维子结构上,且使机械负载的局部力偏转到所述陶瓷基质。
2.根据权利要求1所述的夹层布置,其特征在于,所述陶瓷面板和/或陶瓷毡构造在多壁结构上,其中独立的壁与彼此间隔开,其中壁由支承结构相互支承,其中所述支承结构之间得到的空间拥有弱、中或强的渗透性。
3.根据权利要求1或2所述的夹层布置,其特征在于,各个陶瓷面板由一个或更多个板层构成,其中所述板层由相同的材料和成分制成,或它们自身之间有差别。
4.根据权利要求1或2所述的夹层布置,其特征在于,所述陶瓷面板的至少一个表面包括一个或更多个涂层。
5.根据权利要求1或2所述的夹层布置,其特征在于,包覆的CMC材料部分地或完全地由浆料技术渗透,或由CVD浸渍。
6.根据权利要求1或2所述的夹层布置,其特征在于,所述夹层布置包括至少一个中间陶瓷面板。
7.根据权利要求6所述的夹层布置,其特征在于,所述第一陶瓷面板或第二陶瓷面板与中间陶瓷面板之间的空间填充有相同或不同的陶瓷毡。
8.根据权利要求1或2所述的夹层布置,其特征在于,至少一个陶瓷面板和/或陶瓷毡设有冷却孔和/或冷却通道。
9.根据权利要求8所述的夹层布置,其特征在于,所述冷却孔或冷却通道布置在陶瓷面板和/或陶瓷毡之间。
10.根据权利要求9所述的夹层布置,其特征在于,冷却介质穿过所述陶瓷面板和/或所述陶瓷毡的流动与外界密封。
11.根据权利要求9所述的夹层布置,其特征在于,冷却介质部分地或一体地流过所述陶瓷面板和/或所述陶瓷毡。
12.根据权利要求1或2所述的夹层布置,其特征在于,所述夹层布置部分或一体地用于涡轮机或燃气涡轮发动机的热气体通路构件中。
13.根据权利要求12所述的夹层布置,其特征在于,所述热气体通路构件对应于转子叶片或定子导叶的翼型件,其中所述翼型件由至少一个流动施加外壳和至少一个下方结构元件构成,其中所述流动施加外壳形成为统一或分段的结构。
14.根据权利要求13所述的夹层布置,其特征在于,翼型件下方结构元件由至少一个中间壳和/或至少一个翼梁(200,300)构成。
15.根据权利要求13所述的夹层布置,其特征在于,所述流动施加外壳还利用插入件配备在前缘和/或后缘的区域中,其中所述插入件由独石陶瓷材料或独石陶瓷材料与CMC表皮的组合制成。
16.根据权利要求15所述的夹层布置,其特征在于,所述插入件设有结构化的内部冷却结构。
17.根据权利要求16所述的夹层布置,其特征在于,所述插入件设有用作紧急冷却系统的连续和/或准连续的冷却孔。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15162104.2 | 2015-03-31 | ||
| EP15162104.2A EP3075531B1 (en) | 2015-03-31 | 2015-03-31 | Sandwich arrangement with ceramic panels and ceramic felts |
| PCT/IB2016/051851 WO2016157127A1 (en) | 2015-03-31 | 2016-03-31 | Sandwich arrangement with ceramic panels and ceramic felts |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107667007A CN107667007A (zh) | 2018-02-06 |
| CN107667007B true CN107667007B (zh) | 2020-07-07 |
Family
ID=52807680
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201680033201.9A Active CN107667007B (zh) | 2015-03-31 | 2016-03-31 | 具有陶瓷面板和陶瓷毡的夹层布置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20180065337A1 (zh) |
| EP (1) | EP3075531B1 (zh) |
| CN (1) | CN107667007B (zh) |
| WO (1) | WO2016157127A1 (zh) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3115199A1 (en) * | 2015-07-10 | 2017-01-11 | General Electric Technology GmbH | Manufacturing of single or multiple panels |
| DE102015215298A1 (de) * | 2015-08-11 | 2017-02-16 | Siemens Aktiengesellschaft | CMC Komponente mit gestapelten Schichten |
| US10767487B2 (en) | 2016-11-17 | 2020-09-08 | Raytheon Technologies Corporation | Airfoil with panel having flow guide |
| US10260363B2 (en) | 2016-12-08 | 2019-04-16 | General Electric Company | Additive manufactured seal for insert compartmentalization |
| US10428533B2 (en) * | 2017-05-19 | 2019-10-01 | Natalie A. Magnusson | Wall panel system |
| US10508810B2 (en) * | 2017-09-19 | 2019-12-17 | Hexcel Corporation | Thermal panel with a corrugated ceramic composite sheet having unequal ridge widths |
| US11802486B2 (en) * | 2017-11-13 | 2023-10-31 | General Electric Company | CMC component and fabrication using mechanical joints |
| US10487672B2 (en) * | 2017-11-20 | 2019-11-26 | Rolls-Royce Corporation | Airfoil for a gas turbine engine having insulating materials |
| KR102389756B1 (ko) * | 2017-12-01 | 2022-04-22 | 지멘스 에너지, 인코포레이티드 | 냉각식 터빈 구성요소들을 위한 열 전달 피처 내의 브레이즈드 |
| US11002139B2 (en) * | 2017-12-12 | 2021-05-11 | Hamilton Sundstrand Corporation | Cooled polymer component |
| GB2573137B (en) * | 2018-04-25 | 2020-09-23 | Rolls Royce Plc | CMC aerofoil |
| US11015467B2 (en) * | 2018-07-06 | 2021-05-25 | Raytheon Technologies Corporation | Porous space fillers for ceramic matrix composites |
| FR3085373B1 (fr) * | 2018-08-29 | 2021-09-24 | Safran Nacelles | Piece en composite avec face externe lisse et son procede de fabrication |
| US10724387B2 (en) * | 2018-11-08 | 2020-07-28 | Raytheon Technologies Corporation | Continuation of a shear tube through a vane platform for structural support |
| EP3683406B1 (en) * | 2019-01-18 | 2023-11-29 | Ansaldo Energia Switzerland AG | Abradable hybrid material, particularly for seal elements in gas turbines, and manufacturing method thereof |
| US11060409B2 (en) * | 2019-05-13 | 2021-07-13 | Rolls-Royce Plc | Ceramic matrix composite aerofoil with impact reinforcements |
| US11365635B2 (en) * | 2019-05-17 | 2022-06-21 | Raytheon Technologies Corporation | CMC component with integral cooling channels and method of manufacture |
| NL2024045B1 (nl) * | 2019-10-18 | 2021-06-22 | Viridi Holding B V | Frame voor een door een vloeistof doorstroombaar 3d-textiel en samenstel van een dergelijk frame en 3d-textiel |
| US20230135034A1 (en) * | 2020-04-28 | 2023-05-04 | Lm Wind Power A/S | An interlayer, a spar cap and a wind turbine blade |
| US11421538B2 (en) * | 2020-05-12 | 2022-08-23 | Rolls-Royce Corporation | Composite aerofoils |
| US11512601B2 (en) * | 2020-05-18 | 2022-11-29 | Raytheon Technologies Corporation | Airfoil vane with coated jumper tube |
| US11506083B2 (en) | 2020-06-03 | 2022-11-22 | Rolls-Royce Corporalion | Composite liners for turbofan engines |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2732336B1 (fr) * | 1995-03-29 | 1997-06-20 | Aerospatiale | Procede d'elaboration d'une structure allegee en sic, du type sandwich a ame en nid d'abeilles et structure ainsi obtenue |
| DE19636223C2 (de) * | 1996-09-06 | 1999-07-08 | Deutsch Zentr Luft & Raumfahrt | Verfahren zum dauerhaften Verbinden von wenigstens zwei Bauteilkomponenten zu einem Formkörper |
| US6984277B2 (en) * | 2003-07-31 | 2006-01-10 | Siemens Westinghouse Power Corporation | Bond enhancement for thermally insulated ceramic matrix composite materials |
| US7153464B2 (en) * | 2003-12-01 | 2006-12-26 | General Electric Company | Method of making porous ceramic matrix composites |
| US8182905B2 (en) * | 2006-01-20 | 2012-05-22 | United Technologies Corporation | Ceramic matrix laminates |
| EP1953342A1 (de) | 2007-02-01 | 2008-08-06 | Siemens Aktiengesellschaft | Turbinenschaufel |
| GB2451796B (en) | 2007-08-16 | 2010-03-10 | Rolls Royce Plc | Laminated structure with an interlayer |
| EP2571686A1 (en) * | 2010-05-17 | 2013-03-27 | General Electric Company | Ceramic matrix composite structures, components formed therewith, and methods of producing |
| WO2014022344A1 (en) | 2012-07-31 | 2014-02-06 | General Electric Company | Cmc core cowl and method of fabricating |
| US9527262B2 (en) | 2012-09-28 | 2016-12-27 | General Electric Company | Layered arrangement, hot-gas path component, and process of producing a layered arrangement |
| US9664052B2 (en) * | 2012-10-03 | 2017-05-30 | General Electric Company | Turbine component, turbine blade, and turbine component fabrication process |
| EP2781691A1 (en) | 2013-03-19 | 2014-09-24 | Alstom Technology Ltd | Method for reconditioning a hot gas path part of a gas turbine |
-
2015
- 2015-03-31 EP EP15162104.2A patent/EP3075531B1/en active Active
-
2016
- 2016-03-31 CN CN201680033201.9A patent/CN107667007B/zh active Active
- 2016-03-31 WO PCT/IB2016/051851 patent/WO2016157127A1/en active Application Filing
- 2016-03-31 US US15/563,824 patent/US20180065337A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US20180065337A1 (en) | 2018-03-08 |
| CN107667007A (zh) | 2018-02-06 |
| WO2016157127A1 (en) | 2016-10-06 |
| EP3075531B1 (en) | 2024-03-20 |
| EP3075531A1 (en) | 2016-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107667007B (zh) | 具有陶瓷面板和陶瓷毡的夹层布置 | |
| CN106640206B (zh) | 单面板或多面板的制造 | |
| EP1919846B1 (en) | Refractory component with ceramic matrix composite skeleton | |
| US7153096B2 (en) | Stacked laminate CMC turbine vane | |
| US7435058B2 (en) | Ceramic matrix composite vane with chordwise stiffener | |
| EP1429917B1 (en) | Ceramic matrix composite structure having integral cooling passages and method of manufacture | |
| CN107250485B (zh) | 具有保持热障涂层的专设表面特征的陶瓷基复合材料涡轮机部件 | |
| EP1367223B1 (en) | Ceramic matrix composite gas turbine vane | |
| US10132170B2 (en) | Systems and method for a composite blade with fillet transition | |
| CN103206265B (zh) | 用于环境屏障涂层系统的连续纤维加强的网格粘结层 | |
| US7217088B2 (en) | Cooling fluid preheating system for an airfoil in a turbine engine | |
| US20170328223A1 (en) | Hybrid ceramic matrix composite materials | |
| US20070140835A1 (en) | Cooling systems for stacked laminate cmc vane | |
| EP3440316A1 (en) | Ceramic component for combustion turbine engines | |
| WO2020209847A1 (en) | Three dimensional ceramic matrix composite wall structures fabricated by using pin weaving techniques | |
| EP3572625B1 (en) | Joint for a shroud platform in ceramic | |
| WO2021067979A1 (en) | Composite layer system having an additively manufactured substrate and a thermal protection system | |
| CN115680783A (zh) | 具有形状记忆合金的易碎翼型件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |