CN1059373C - 切削工具调整方法 - Google Patents
切削工具调整方法 Download PDFInfo
- Publication number
- CN1059373C CN1059373C CN94120035A CN94120035A CN1059373C CN 1059373 C CN1059373 C CN 1059373C CN 94120035 A CN94120035 A CN 94120035A CN 94120035 A CN94120035 A CN 94120035A CN 1059373 C CN1059373 C CN 1059373C
- Authority
- CN
- China
- Prior art keywords
- cutting element
- tool
- cutting tool
- cutting
- posture
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/04—Tool holders for a single cutting tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/24—Arrangements for observing, indicating or measuring on machine tools using optics or electromagnetic waves
- B23Q17/2452—Arrangements for observing, indicating or measuring on machine tools using optics or electromagnetic waves for measuring features or for detecting a condition of machine parts, tools or workpieces
- B23Q17/2457—Arrangements for observing, indicating or measuring on machine tools using optics or electromagnetic waves for measuring features or for detecting a condition of machine parts, tools or workpieces of tools
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49764—Method of mechanical manufacture with testing or indicating
- Y10T29/49769—Using optical instrument [excludes mere human eyeballing]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49764—Method of mechanical manufacture with testing or indicating
- Y10T29/49778—Method of mechanical manufacture with testing or indicating with aligning, guiding, or instruction
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53087—Means to assemble or disassemble with signal, scale, illuminator, or optical viewer
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Machine Tool Sensing Apparatuses (AREA)
- Turning (AREA)
- Milling, Broaching, Filing, Reaming, And Others (AREA)
Abstract
一种切削工具调整方法,具有可从加工机床上取出并可调整和固定切削工具11姿势的工具架14、对物干涉显微镜以及可将切削工具架14相对对物干涉显微镜重复再现性良好地反复固定在同一位置上的固定台,可进行工具姿势的调整,因此,在工具姿势调整作业中不需要熟练性并可提高加工设备的运转率。
Description
本发明涉及在通过镜面切削用工具(以下略称为工具)和被切削材料(以下略称为工件)的相对运动,在工件表面上进行运动轨迹复制的切削加工中,例如在车削加工或移动式刀具加工中使用的切削工具的调整方法。
近年来,切削工具的定位调整,特别是在镜面切削加工(S.P.D.T:SinglePointDiamondTurning)中由于要求高精度,因此不得不依赖于熟练工在机床实体上的手工作业。
下面,对以往的切削工具定位作一说明。
图4示出了以往切削工具的定位方法。
图4示出了车削加工时的加工部主视图和俯视图。
在图4中,61为切削工具、62为工件、63为工件旋转轴夹具,具有从两端夹持工件并使其旋转的功能。64为工具台、65为X方向姿势调节固定螺钉、66为Z方向姿势调节固定螺钉,切削工具61通过固定螺钉65和固定螺钉66可固定在工具台64上。67为送进台、68为θ方向姿势调节固定螺钉、69为送进导轨、70为送进方向,通过用固定螺钉65将固定台64固定在送进台67上,在送进导轨69上笔直移动,其结果可使切削工具61朝送进方向70移动。通过使工件62旋转,并使切削工具61边作用于工件边向送进方向70移动,即可进行表面加工,但在镜面加工时需要高精度保持工具姿势与工件旋转轴的位置关系(数μm精度)和角度关系(数秒精度)。为此,镜面加工的熟练工依靠直感和经验一边在机床实体上进行加工一边调节固定螺钉65、固定螺钉66和固定螺钉68,以此方式来确保形成镜面的姿势。
然而,在上述以往的结构中,存在的问题是,对熟练工直感和经验的依赖性太大,而且由于在机床实体上进行调整作业,因此缺乏作业再现性,还会使加工设备的运转率下降。
本发明就是为解决上述以往的问题,其目的在于,提供一种在工具姿势调整作业中不需要熟练性并可提高加工设备运转率的切削工具调整方法。
为达到这一目的,本发明的切削工具调整方法的特点是,对安装着切削工具并处于脱机状态的切削工具架,利用对物干涉显微镜,调整所述切削工具的3维姿势,然后将调整后的切削工具架装在加工机床上。
采用这一结构,可按照符合于镜面切削的切削工具姿势来固定对物干涉显微镜,这样,因为切削工具偏离镜面切削时的位置或角度时,按偏移的量会以干涉条纹的形式表现出来,因此就可以进行调整。若使用对物干涉显微镜观察镜面切削工具的后隙面,即可提高精度。
附图的简单说明:
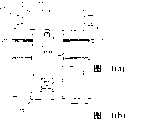
图1(a)为本发明切削工具定位装置中采用切削工具架的车削加工时的加工部主视图。
图1(b)为图1(a)中加工部的俯视图。
图2为本发明的切削工具定位装置主视图。
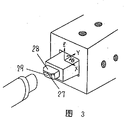
图3为本发明的切削工具定位装置的刀头放大图。
图4(a)为示出以往切削工具定位方法的加工部主视图。
图4(b)为图4(a)中加工部的俯视图。
下面,参照附图对本发明的1个实施例子以说明。
图1为车削加工时的加工部的主视图和俯视图。在图1中,11为切削工具,12为工件,13为工件旋转轴夹具,具有从两端夹持工件12并使其旋转的功能,14为工具架,15为固定螺钉,16为送进台,17为工具架抵接面x,18为工具架抵接面y,工具架14在与抵接面17和抵接面18紧贴的状态下用固定螺钉15将其固定在送进台16上,并使其向送进方向19移动。通过使工件12旋转,并使切削工具11边作用于工件边向送进方向19移动,以此方式来加工工件12的表面。由于切削工具11的刀头姿势是预先以抵接面17和抵接面18为基准作好调整的,因此工具架调换后可立即进行镜面加工。
其次,利用图2和图3对切削工具刀头调整方法予以说明。
图2为本发明的切削工具定位装置主视图。此外,图3为该刀头部放大图。在图2中,21为切削工具,22为可调整和固定切削工具21的三维姿势的切削工具架,23为对物干涉显微镜,24为可将切削工具架22相对对物干涉显微镜23重复再现性良好地固定在同一位置上的固定台,25为监测器,26为干涉条纹。此外,在图3中,27为刀头后隙面、28为刀头前面、29为刀头的第2后隙面。
对于可进行镜面切削的刀头后隙面27的位置和角度,是由对物干涉显微镜23在监测器25上描出的干涉条纹26的形状和条数一次性地决定了的。因此,相反若要使切削工具21的姿势符合可进行镜面切削的位置和角度,就要进行使刀头后隙面27的干涉条纹26的形状和条数与前者处于相同状态的作业。由于切削工具架22可被重复再现性良好地固定在固定台24上,因此刀头后隙面27的位置和角度可以达到高精度(10μm以下、5秒以内)。
表1为采用本实施例的切削工具定位装置与以往切削工具的定位方法的特征对比。
表1
| 镜面加工时 | 本实施例 | 传统方案 | |
| 工作法 | 采用干涉显微镜的客观性调整方法 | 依赖熟练工的直感和经验的手工作业 | |
| 精 | 刀头位置 | ±10μm | ±10μm |
| 度 | 刀头角度 | ±5秒 | ±10秒 |
| 加工设备上的调整次数 | 1次 | 5-20次 | |
| 设备运转率 | 95% | 85% | |
从表1中可以看出,采用本实施例的切削工具定位装置及本发明的切削工具调整方法,能在减少加工机床上的调整次数和提高设备运转率方面能获得良好的效果。
综上所述,本发明具有可从加工机床上取出并可调节和固定切削工具三维姿势的切削工具架,对物干涉显微镜,以及可将切削工具架相对对物干涉显微镜重复再现性良好地固定在同一位置上的固定台,并在脱机状态下,利用对物干涉显微镜调整装在工具架上的切削工具的3维姿势,然后,将工具姿势调整好后的工具架安装在加工机床上后立即可进行切削加工,所以,可以进行不需要熟练技能的工具姿势调整,并且由于是一种脱机调整(从加工机床上取出后的调整),因此采用预备多个切削架的方式就不需要在加工机床上进行调整,使运转率有可能达到最高程度。
Claims (1)
1.一种切削工具调整方法,其特征在于,对安装着切削工具并处于脱机状态的切削工具架,利用对物干涉显微镜调整所述切削工具的3维姿势,然后将调整后的切削工具架装在加工机床上。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP336227/93 | 1993-12-28 | ||
| JP33622793 | 1993-12-28 | ||
| JP336227/1993 | 1993-12-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1111555A CN1111555A (zh) | 1995-11-15 |
| CN1059373C true CN1059373C (zh) | 2000-12-13 |
Family
ID=18296957
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN94120035A Expired - Fee Related CN1059373C (zh) | 1993-12-28 | 1994-12-28 | 切削工具调整方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (2) | US5619783A (zh) |
| KR (1) | KR0184533B1 (zh) |
| CN (1) | CN1059373C (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102145392A (zh) * | 2011-03-29 | 2011-08-10 | 胡林宝 | 用于加工研磨盘平面的车床模头 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3792812B2 (ja) * | 1996-11-11 | 2006-07-05 | オークマ株式会社 | ボールエンドミルの真球度測定方法 |
| US6563592B2 (en) * | 2001-03-19 | 2003-05-13 | The United States Of America As Represented By The Secretary Of The Army | Interferometric alignment device |
| US7128298B1 (en) * | 2004-05-12 | 2006-10-31 | Johnson Stanley P | Component positioning device |
| CN101028692B (zh) * | 2006-03-03 | 2011-07-27 | 鸿富锦精密工业(深圳)有限公司 | 量测装置及应用该量测装置的量测方法 |
| US9815166B2 (en) * | 2012-01-04 | 2017-11-14 | Mike Goldstein | Inspection device for mechanical instruments and uses thereof |
| CN104625117A (zh) * | 2015-01-07 | 2015-05-20 | 池州共康汽车零部件有限公司 | 一种车削液压伸缩对刀装置 |
| CN104625116A (zh) * | 2015-01-07 | 2015-05-20 | 池州共康汽车零部件有限公司 | 一种车削对刀装置 |
| CN109807689B (zh) * | 2019-01-31 | 2024-07-02 | 九州能源有限公司 | 一种切割辅助装置及倾斜安装面的切割设备 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE391617C (de) * | 1922-03-17 | 1924-03-08 | Endlaugenkalk Ges M B H | Verfahren zur Herstellung eines Duengemittels |
| WO1979000082A1 (en) * | 1977-08-02 | 1979-02-22 | Automated Optics | Method and apparatus adapted for automatic or semi-automatic fabrication of ultra-precision ophthalmic lenses,e.g.,contact lenses |
| DE3916171A1 (de) * | 1989-05-18 | 1990-11-22 | Siemens Ag | Verfahren zur justage von drehstaehlen |
| EP0520396A1 (de) * | 1991-06-24 | 1992-12-30 | Günter Heilig | Automatische Werkzeugvermessung |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4460275A (en) * | 1977-08-02 | 1984-07-17 | Automated Optics, Inc. | Method and apparatus adapted for automatic or semi-automatic fabrication of ultra-precision opthalmic lenses, e.g., contact lenses |
-
1994
- 1994-12-23 KR KR1019940036301A patent/KR0184533B1/ko not_active Expired - Fee Related
- 1994-12-27 US US08/364,117 patent/US5619783A/en not_active Expired - Fee Related
- 1994-12-28 CN CN94120035A patent/CN1059373C/zh not_active Expired - Fee Related
-
1997
- 1997-02-14 US US08/801,581 patent/US5784773A/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE391617C (de) * | 1922-03-17 | 1924-03-08 | Endlaugenkalk Ges M B H | Verfahren zur Herstellung eines Duengemittels |
| WO1979000082A1 (en) * | 1977-08-02 | 1979-02-22 | Automated Optics | Method and apparatus adapted for automatic or semi-automatic fabrication of ultra-precision ophthalmic lenses,e.g.,contact lenses |
| DE3916171A1 (de) * | 1989-05-18 | 1990-11-22 | Siemens Ag | Verfahren zur justage von drehstaehlen |
| EP0520396A1 (de) * | 1991-06-24 | 1992-12-30 | Günter Heilig | Automatische Werkzeugvermessung |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102145392A (zh) * | 2011-03-29 | 2011-08-10 | 胡林宝 | 用于加工研磨盘平面的车床模头 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR950017028A (ko) | 1995-07-20 |
| US5619783A (en) | 1997-04-15 |
| KR0184533B1 (ko) | 1999-05-01 |
| US5784773A (en) | 1998-07-28 |
| CN1111555A (zh) | 1995-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1050790C (zh) | 机床 | |
| CN1059373C (zh) | 切削工具调整方法 | |
| US5193314A (en) | Computer controlled grinding machine for producing objects with complex shapes | |
| DE69113502T2 (de) | Verfahren zur Herstellung von Turbinenschaufeln. | |
| DE102018218298B4 (de) | Bearbeitungssystem | |
| ATE333671T1 (de) | Verfahren zum steuern der arbeitsbewegung eines werkzeugs zur materialabtragenden bearbeitung eines materialblocks | |
| WO1982003474A1 (fr) | Procede d'usinage a commande numerique | |
| CN102099153A (zh) | 用于移动工件的加工位置的方法和机床 | |
| KR890000944A (ko) | 수치 제어되는 공작 기계상에서 공작물의 미스얼라인먼트를 보정하는 방법 | |
| CN109471408A (zh) | 基于nc代码重构的三轴机床几何误差补偿方法 | |
| DE112020002392T5 (de) | Werkstückbearbeitungsverfahren undwerkstückbearbeitungsvorrichtung | |
| DE102020132660A1 (de) | Steuervorrichtung für Werkzeugmaschinen und Werkzeugmaschinen-Steuerverfahren | |
| JPS60131106A (ja) | 自動バリ取り装置 | |
| KR20200031130A (ko) | 공작 기계의 제어 장치 및 공작 기계 | |
| RU2355517C2 (ru) | Способ и устройство для фрезерования поверхностей произвольной формы | |
| US20230103408A1 (en) | Turning method for workpiece, machine tool, and non-transitory computer-readable storage medium storing machining program | |
| DE10393160B4 (de) | Schraubenschleifer | |
| DE19804885A1 (de) | Vorrichtung zum Superfinishen geschliffener Oberflächen | |
| JP2012071381A (ja) | 旋削による非円形加工方法 | |
| Murphy et al. | CAD directed robotic deburring | |
| JP2000515075A (ja) | 極座標運動を行う3軸旋盤 | |
| JPH06711A (ja) | 切削加工方法 | |
| EP3801964A1 (en) | Multi-tool chamfering device for toothed workpieces | |
| DE69120060T2 (de) | Kontaktloses digitalisierungsverfahren | |
| CN216178402U (zh) | 一种升降直摆式进给驱动结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |